
Karbon Çelik Kaynağı: Kapsamlı Bir Kılavuz
Karbon çeliği kaynağı nasıl hem yaygın bir uygulama hem de karmaşık bir zorluk olabilir? Bu kılavuz karbon çeliği kaynağının karmaşık dünyasını keşfederek karbon çeliği türlerini, bunların...
Alevler, kıvılcımlar ve hatta eriyen metaller olmadan kaynak yaptığınızı hayal edin. Sürtünme kaynağı, malzemeleri sorunsuz bir şekilde bağlamak için sürtünmenin ürettiği ısıyı kullanarak tam da bunu sunar. Verimliliği ve gücü ile bilinen bu yöntem, endüstrilerin metalleri birleştirme yaklaşımında devrim yaratıyor. Bu makalede, sürtünme kaynağının nasıl çalıştığını, çeşitli türlerini ve başarısını etkileyen faktörleri keşfedin. Üretimin geleceğini değiştirebilecek bir süreci keşfetmeye hazır olun.

(1) Sürtünme Kaynağı Prensibi
Sürtünme Kaynağı: Güvenilir malzeme bağlantısı elde etmek için kaynak parçalarının temas yüzeylerinin göreceli hareketindeki karşılıklı sürtünmenin ürettiği ısıyı kullanan bir basınçlı kaynak yöntemidir.
Kaynak işlemi, kaynak yapılacak malzemelerin göreceli hareket nedeniyle sürtünme oluşturduğu, arayüzeyin ve yakındaki sıcaklıkların yükselmesine ve termoplastik bir duruma ulaşmasına neden olan basınç altında gerçekleşir.
Altüst edici kuvvet devreye girdiğinde, arayüz oksit filmi parçalanır, malzeme plastik deformasyona ve akışa uğrar ve arayüz elemanı difüzyonu ve yeniden kristalleşme metalurjik reaksiyonları yoluyla bir bağlantı oluşur.
Bu kaynak süreci dolgu metali eklemez, flux gerektirmez ve koruyucu gaz kullanmaz. Tüm kaynak işlemi sadece birkaç saniye sürer.
İki kaynak parçasının birleşme yüzeyleri arasında basınç altında yüksek hızlı bağıl sürtünme iki etki yaratır:
1) Bağlantı yüzeyindeki oksit filmini veya diğer kirlenme tabakasını yok ederek temiz metali açığa çıkarır;
2) Isı üreterek bağlantı yüzeyinde hızla termoplastik bir tabaka oluşturur. Sonraki sürtünme torku ve eksenel basınç altında, bu parçalanmış oksitler ve plastik tabakanın bir kısmı flaş oluşturmak için bağlantı yüzeyinden dışarı çekilir ve kalan plastik deforme olmuş metal kaynak metalini oluşturur. Son üzme işlemi, kaynak metalinin daha fazla dövülmesini sağlayarak iyi kalitede bir kaynak metali oluşturur. kaynak bağlantısı.
Kaynak işleminden, sürtünme kaynağı bağlantısının kaynaklı metalin erime noktasının altında oluştuğu görülebilir, bu nedenle sürtünme kaynağı katı hal kaynak yöntemine aittir.
(2) Sürtünme Kaynağının Sınıflandırılması:
Sürtünme kaynağı üç tipte sınıflandırılabilir: iş parçası dönüşü, sabit iş parçası ve diğer hareketler. Bu üçü aşağıdaki gibi daha da ayrılabilir:
1. İş parçası dönüşü:
2. Sabit iş parçası:
3. Diğer hareketler:
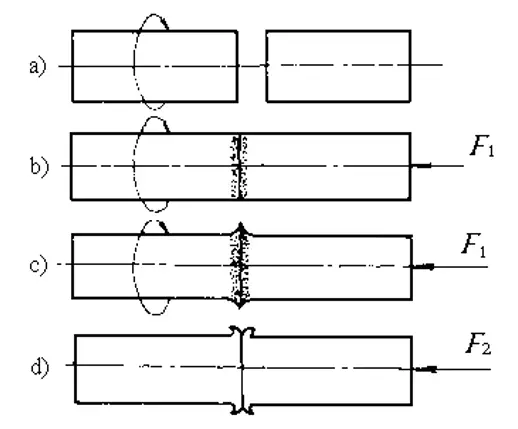
Bu yaygın bir sürtünme kaynağı türüdür. Kaynak işlemi sırasında iş parçası, belirlenen sürtünme süresine veya sürtünme deformasyon miktarına ulaşana kadar sabit bir hızda dönmesi için iş mili motoru tarafından sürekli olarak tahrik edilir. İş parçası daha sonra hemen dönmeyi durdurur ve dövme kaynağına başlar.

İş parçasının dönen ucu volan içinde sıkıştırılır. Kaynak işleminin başlangıcında, volan ve iş parçasının dönen ucu belirli bir hıza kadar hızlandırılır, ardından volan ana motordan ayrılır.
Aynı zamanda, iş parçasının hareketli ucu ileri doğru hareket eder. İş parçası temas ettikten sonra sürtünme ile ısınmaya başlar. Sürtünme kaynağı ısıtma işlemi sırasında, volan sürtünme torku tarafından frenlenir ve hız kademeli olarak azalır. Hız sıfıra ulaştığında kaynak işlemi sona erer.

Eğimli bir yüzeye sahip dairesel bir halka, bölünmüş bir açıklığa sahip bir borunun uç yüzeyine monte edilir. Sürtünme kaynağı sırasında halka döndürülür ve iki boru ucuna radyal sürtünme kuvvetleri uygulanır. Sürtünme bittiğinde, halkanın dönüşü durur ve yukarı basınç uygulanır.

Sürtünme karıştırma kaynağının çalışma prensibi aşağıdaki gibidir: Yüksek sıcaklığa dayanıklı sert malzemeden yapılmış belirli bir şekle sahip bir karıştırma iğnesi döndürülür ve kaynak yapılacak iki malzemenin kenarına derinlemesine yerleştirilir.
Karıştırma kafası dönüşü ayarlayarak iki kaynak parçasının kenarlarında büyük miktarda sürtünme ısısı oluşturur ve böylece bağlantıda bir metal plastik yumuşama bölgesi oluşturur.
Bu plastik yumuşama bölgesi, karıştırma başlığının etkisi altında karıştırılır ve sıkıştırılır ve boru boyunca geriye doğru akar. kaynak dikişi Karıştırma kafasının dönüşü ile plastik bir metal akışı oluşturur. Karıştırma kafası ayrıldıktan sonraki soğutma işleminde, katı faz kaynak bağlantısı oluşturmak için sıkıştırılır.

Yüzey kaplama metal çubuğu yüksek hızda döner ve ana metale sürtünme basıncı uygular. Ana malzemenin büyük hacmi, iyi ısı iletimi ve hızlı soğutma hızı nedeniyle sürtünme yüzeyi, yüzey kaplama metali ile ana malzeme arasındaki arayüzden yüzey kaplama metali tarafına doğru hareket eder.
Aynı zamanda, yüzey kaplama metali katılaşır ve bir yüzey kaplama kaynağı oluşturmak için ana metal üzerine geçer. Ana malzeme yüzey kaplama metal çubuğuna göre döndüğünde veya hareket ettiğinde, ana malzeme üzerinde bir yüzey kaynak dikişi oluşur.

Kaynak yapılacak iki iş parçasından biri sabittir ve diğeri belirli bir hızda ileri geri hareket eder veya iki iş parçası birbirine göre hareket eder. Basınç etkisi altında, iki iş parçasının arayüzü sürtünme nedeniyle ısı üretir ve böylece kaynak elde edilir.

Orbital sürtünme kaynağı, esas olarak dairesel olmayan kesitli iş parçalarının kaynağı için kullanılan yeni geliştirilmiş bir kaynak yöntemidir.
Düz yörüngeli sürtünme kaynağı için, iş parçası düz bir hat boyunca hareket eder, belirli bir genlik ve frekans titreşim hızının gerekli değere ulaşmasını sağlayarak kaynak yüzeyi göreceli tekrarlayan titreşimsel sürtünme yapar.
Dairesel yörünge sürtünme kaynağı için, iş parçasının her bir kütle noktası aynı yarıçap ve hızla hareket eder ve kaynak yüzeyinin göreceli hareket sürtünmesi yapmasını sağlamak için dairesel yörünge boyunca hareket eder. Ek yeri kaynama noktasına kadar ısıtıldıktan sonra kaynak sıcaklığıiş parçasının sürtünme hareketi durdurulur ve üzme işlemi gerçekleştirilir.


MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.







