Soldadura por fricción: Principios, clasificación, proceso, factores que influyen
Imagine soldar sin llamas, chispas ni metal fundido. La soldadura por fricción ofrece precisamente eso: utiliza el calor generado por la fricción para unir materiales sin fisuras. Este método, conocido por su eficacia y resistencia, está revolucionando la forma en que las industrias abordan la unión de metales. Descubra en este artículo cómo funciona la soldadura por fricción, sus distintos tipos y los factores que influyen en su éxito. Prepárese para explorar un proceso que podría cambiar el futuro de la fabricación.
I. Principio y clasificación de la soldadura por fricción
(1) El principio de la soldadura por fricción
Soldadura por fricción: Es un método de soldadura a presión que utiliza el calor generado por la fricción mutua en el movimiento relativo de las superficies de contacto de las piezas de soldadura para lograr una conexión fiable del material.
El proceso de soldadura se produce bajo presión, donde los materiales a soldar generan fricción debido al movimiento relativo, haciendo que la interfaz y las temperaturas cercanas aumenten y alcancen un estado termoplástico.
Al entrar en juego la fuerza de recalcado, se rompe la película de óxido de la interfaz, el material sufre deformación plástica y flujo, y se forma una junta mediante reacciones metalúrgicas de difusión y recristalización de los elementos de la interfaz.
En proceso de soldadura no añade metal de aportación, no necesita fundente y no utiliza gas protector. El proceso de soldadura completo solo dura unos segundos.
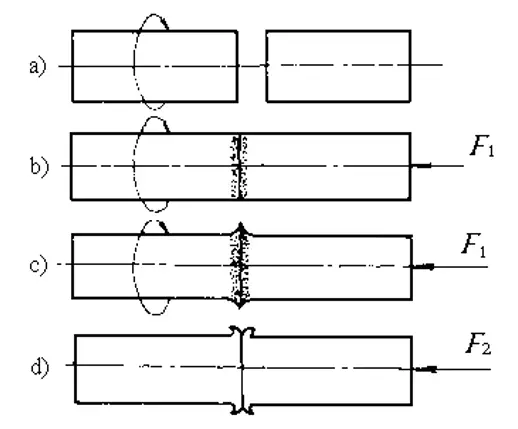
Figura 7-16 Diagrama esquemático del proceso de soldadura por fricción
La fricción relativa a alta velocidad bajo presión entre las superficies de unión de las dos soldaduras produce dos efectos:
1) Destruye la película de óxido u otra capa de contaminación de la superficie de la junta, dejando al descubierto el metal limpio;
2) Genera calor, formando rápidamente una capa termoplástica en la superficie de la junta. Bajo el par de fricción y la presión axial subsiguientes, estos óxidos destrozados y parte de la capa plástica se extruyen fuera de la superficie de la junta para formar la rebaba, y el metal deformado por el plástico restante constituye el metal de soldadura. El recalcado final hace que el metal de soldadura se someta a un nuevo forjado, formando una soldadura de buena calidad. junta de soldadura.
Del proceso de soldadura se desprende que la junta de soldadura por fricción se forma por debajo del punto de fusión del metal soldado, por lo que la soldadura por fricción pertenece al método de soldadura en estado sólido.
(2) Clasificación de la soldadura por fricción:
La soldadura por fricción puede clasificarse en tres tipos: rotación de la pieza, pieza estacionaria y otros movimientos. Estos tres pueden dividirse a su vez como sigue:
1. Rotación de la pieza:
Soldadura continua por fricción
Soldadura por fricción inercial
2. Pieza estacionaria:
Soldadura por fricción radial
Soldadura por fricción
3. Otros movimientos:
Superficies de fricción
Soldadura lineal por fricción
Soldadura por fricción orbital
2. Clasificación de la soldadura por fricción
(1) Soldadura por fricción continua
Se trata de un tipo común de soldadura por fricción. Durante el proceso de soldadura, el motor del husillo acciona continuamente la pieza de trabajo para que gire a una velocidad constante hasta que alcance el tiempo de fricción o la cantidad de deformación por fricción especificados. A continuación, la pieza deja de girar inmediatamente y comienza la soldadura por forja.
1. Rotación
2. Frenado
3a. Fijación giratoria
3b. Fijación no giratoria
4a. Pieza giratoria
4b. Pieza no giratoria
5. Cilindro de la pieza
(2) Soldadura por fricción inercial
El extremo giratorio de la pieza de trabajo se sujeta en el volante. Al inicio del proceso de soldadura, el volante de inercia y el extremo giratorio de la pieza de trabajo se aceleran hasta una velocidad determinada y, a continuación, el volante de inercia se desacopla del motor principal.
Al mismo tiempo, el extremo móvil de la pieza de trabajo avanza. Después de que la pieza de trabajo entre en contacto, comienza a calentarse por fricción. Durante el proceso de calentamiento de soldadura por fricción, el volante es frenado por el par de fricción, y la velocidad disminuye gradualmente. Cuando la velocidad llega a cero, finaliza el proceso de soldadura.
1- Rotación
2- Cuerpo inercial ajustable
3a- Pinza giratoria
3b- Abrazadera no giratoria
4a- Pieza giratoria
4b- Pieza no giratoria
5- Cilindro de la pieza
(3) Soldadura por fricción radial
Un anillo anular con una superficie biselada se monta en la superficie del extremo de un tubo con una abertura dividida. Durante la soldadura por fricción, el anillo gira y se aplican fuerzas de fricción radiales a los dos extremos del tubo. Cuando finaliza la fricción, se detiene la rotación del anillo y se aplica presión de recalcado.
Figura 6: Diagrama esquemático de la soldadura por fricción radial
1 - Anillo giratorio
2 - Tubo a soldar
n - Velocidad del anillo
Po - Presión axial de forja
P - Presión radial
(4) Soldadura por fricción
El principio de funcionamiento de la soldadura por fricción es el siguiente: Se hace girar una aguja agitadora de una forma determinada hecha de material duro resistente a altas temperaturas y se inserta profundamente en el borde de dos materiales a soldar.
El cabezal agitador ajusta la rotación, generando una gran cantidad de calor por fricción en los bordes de las dos soldaduras, formando así una zona de ablandamiento plástico metálico en la conexión.
Esta zona de reblandecimiento plástico se agita y comprime bajo la acción del cabezal agitador, y fluye hacia atrás a lo largo del costura de soldadura con la rotación del cabezal agitador, formando un flujo de metal plástico. En el proceso de enfriamiento tras la salida del cabezal agitador, se aprieta para formar una junta de soldadura en fase sólida.
La varilla de metal de revestimiento gira a gran velocidad y aplica presión de fricción al metal base. Debido al gran volumen del material de base, la buena conducción del calor y la rápida velocidad de enfriamiento, la superficie de fricción se desplaza desde la interfaz entre el metal de recubrimiento y el material de base hasta el lado del metal de recubrimiento.
Al mismo tiempo, el metal de recargue se solidifica y transiciona sobre el metal base para formar una soldadura de recargue. Cuando el material principal gira o se mueve con respecto a la varilla de metal de revestimiento, se forma un cordón de soldadura superficial en el material principal.
Figura 7: Diagrama esquemático de la superficie de fricción
1- Varilla metálica de revestimiento
2- Pieza de superficie
3- Recubrimiento del cordón de soldadura
(6) Soldadura por fricción lineal
Una de las dos piezas a soldar está fija, y la otra se mueve hacia delante y hacia atrás a cierta velocidad, o las dos piezas se mueven una respecto a la otra. Bajo la acción de la presión, la interfaz de las dos piezas de trabajo genera calor debido a la fricción, con lo que se consigue la soldadura.
Figura 8: Diagrama esquemático de la soldadura por fricción lineal
(7) Soldadura por fricción orbital
La soldadura orbital por fricción es un método de soldadura recientemente desarrollado, que se utiliza principalmente para soldar piezas de sección transversal no circular.
En la soldadura por fricción orbital en línea recta, la pieza se desplaza a lo largo de una pista en línea recta, con una determinada amplitud y frecuencia que garantizan que la velocidad de vibración alcance el valor requerido, haciendo que la superficie de soldadura hacer fricción vibratoria repetitiva relativa.
En la soldadura por fricción orbital circular, cada punto de masa de la pieza se mueve con el mismo radio y velocidad, desplazándose a lo largo de la órbita circular para hacer que la superficie de soldadura haga fricción de movimiento relativo. Después de que la junta se calienta a la temperatura de soldadurase detiene el movimiento de fricción de la pieza y se realiza el volteo.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
La soldadura de aleaciones de aluminio presenta retos únicos debido a su bajo punto de fusión y alta conductividad térmica. Este artículo profundiza en varios métodos de soldadura, como TIG, MIG y arco de plasma....
Imagine un mundo en el que los metales se funden a la perfección con sólo una chispa. Ésta es la esencia de la soldadura por puntos, una técnica que une piezas metálicas con precisión y resistencia. En este...
¿Alguna vez se ha preguntado cómo una maquinaria compleja se mantiene unida a la perfección? Este artículo se adentra en el fascinante mundo de la soldadura a tope, un método muy eficaz para unir metales. Aprenderá sobre su...
La tecnología de la soldadura es un proceso de unión de metal u otros materiales termoplásticos mediante métodos tradicionales como la soldadura por fusión, la soldadura a presión y la soldadura fuerte. Con el continuo desarrollo de la tecnología, los modernos...
¿Cómo se unen dos metales para formar uno solo? La respuesta está en el fascinante mundo de la soldadura, donde el calor, la presión o ambos crean uniones irrompibles. Esta guía...
Imagine transformar el aluminio ligero en estructuras fuertes y versátiles mediante la soldadura con gas inerte metálico (MIG). Esta técnica no solo garantiza soldaduras uniformes y de alta calidad, sino que también resuelve problemas comunes como la desalineación y...
Este artículo explora el fascinante mundo de la soldadura, desde la soldadura por arco manual hasta las técnicas avanzadas con gas de protección. Descubrirá los métodos, ventajas y aplicaciones de diversos procesos de soldadura. Prepárese para...
Imagine un mundo sin soldadura. Desde altísimos rascacielos hasta maquinaria compleja, el tejido mismo de nuestra sociedad moderna se desharía. En este artículo exploramos el fascinante mundo de la soldadura...
¿Alguna vez se ha preguntado por el arte de soldar y las distintas posiciones que se adoptan? En esta fascinante entrada del blog, nos adentraremos en los entresijos de las posiciones de soldadura, desde la plana a la...