Con el rápido desarrollo de la industria automovilística, han aumentado la progresión de la automatización de la soldadura y la precisión de las líneas de producción, lo que ha llevado a las empresas a elevar sus exigencias en cuanto a la estructura y funcionalidad de los útiles de soldadura.
Por lo tanto, en el proceso de automatización de la soldadura automotriz, una estructura racional de plantillas y accesorios facilita la disposición sensata de la producción de la línea de montaje, ayuda a equilibrar el tiempo en el puesto de trabajo y reduce el tiempo no productivo y los costes de producción.
Las fijaciones hidráulicas son dispositivos que sustituyen las piezas mecánicas por componentes hidráulicos para lograr el posicionamiento, soporte y sujeción automáticos de la pieza de trabajo mediante control hidráulico.
Ofrecen importantes sujeción fuerza, sujeción fiable, funcionamiento suave y comodidad para el usuario, por lo que se utilizan ampliamente en máquinas herramienta CNC, centros de mecanizado y líneas de producción automatizadas. Al ensamblar los componentes hidráulicos seleccionados con las piezas mecánicas diseñadas, se puede obtener la fijación necesaria.
El diseño de útiles hidráulicos es un proceso de perfeccionamiento y mejora constantes. Hoy compartimos dos soluciones patentadas, concretamente el diseño detallado y la interpretación del accesorio hidráulico de centrado de tres puntos para carcasa de volante de inercia y el accesorio hidráulico para tapa de engranaje, con el fin de mejorar la comprensión de los clientes sobre la tecnología de los accesorios hidráulicos.
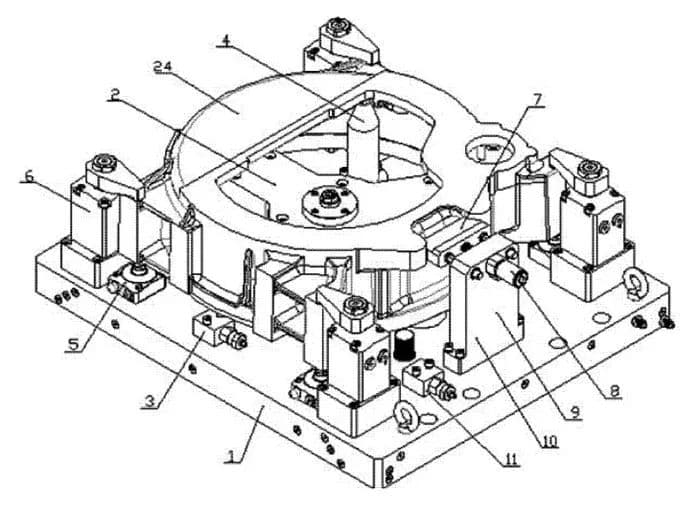
I. Fijación hidráulica de centrado de tres puntos de la carcasa del volante
Problema abordado:
Actualmente, el centrado del útil de mecanizado para la 10ª secuencia de la carcasa del volante utiliza dos ruedas guía fijas y una rueda guía flotante accionada por resorte. Debido a los diferentes lotes de fundición de las piezas en bruto, existen importantes desviaciones de tamaño, lo que provoca discrepancias sustanciales entre el centro del orificio en el punto de posicionamiento de la pieza y el centro de posicionamiento del útil.
El útil no cumple su función de centrado, lo que da lugar a un grosor irregular de la pared del orificio en el mecanizado posterior de la pieza. Esta irregularidad es excesiva, lo que da lugar a productos defectuosos.
1. Placa base de la luminaria
2. Componente de centrado de tres puntos
3. Válvula de secuencia
4. Columna de soporte
5. Cilindro de soporte
6. Cilindro giratorio
7. Bloque de posicionamiento angular
8. Cilindro de tracción
9. Placa vertical
10. Componente de posicionamiento angular
11. Válvula de secuencia
24. Pieza de trabajo
Solución técnica:
Para superar las deficiencias mencionadas, se diseña una fijación hidráulica de tres puntos con carcasa de volante. A través del cilindro de empuje, se accionan tres barras guía distribuidas uniformemente, lo que permite centrar los cabezales de posicionamiento en las barras guía.
1. Placa base de la luminaria
2. Componente de centrado de tres puntos
3. Válvula de secuencia
4. Columna de soporte
5. Cilindro de soporte
6. Cilindro de giro en ángulo
7. Bloque de localización angular
8. Cilindro de tracción
9. Placa vertical
10. Componente de posicionamiento angular
11. Válvula de secuencia
Características técnicas:
El dispositivo de centrado hidráulico de tres puntos de la caja del volante consta de las siguientes piezas en secuencia: placa base del dispositivo, componente de centrado de tres puntos, válvula de secuencia A, válvula de secuencia B, columna de soporte, cilindro de soporte, cilindro de giro angular y componente de posicionamiento angular.
El componente de centrado de tres puntos se instala en la placa base de la fijación, y el cabezal de posicionamiento se coloca en el mismo arco ajustando la almohadilla de ajuste. El cabezal de posicionamiento se centra empujando tres varillas guía distribuidas uniformemente mediante el cilindro de empuje.
Las válvulas de secuencia, la columna de soporte, el cilindro de soporte y el cilindro de giro angular se montan en la placa base de la fijación. El componente de posicionamiento angular se instala en la placa base de la fijación con el cilindro de tracción colocado en la placa vertical conectado al bloque de posicionamiento angular.
1. Placa base del accesorio
2. Componente de centrado de tres puntos
4. Puesto de apoyo
10. Componente de posicionamiento angular
12. Cabezal de posicionamiento
13. Almohadilla de ajuste
14. Casquillo guía de posicionamiento
15. Asiento de posicionamiento de tres puntos
16. Primavera
17. Casquillo
18. Varilla guía
19. Manguito de centrado
20. Cilindro de empuje
21. Varilla de empuje
22. Primavera
23. Brida de empuje
24. Pieza de trabajo
Uso:
Coloque la pieza de trabajo en el poste de soporte en la dirección de posicionamiento angular. En este momento, la electroválvula de la estación hidráulica se encuentra en la posición central para la descarga, y el bloque de posicionamiento angular se inserta en la ranura de la pieza de trabajo para el posicionamiento.
Después de que el circuito de aceite se llena de aceite, el cilindro de empuje en el componente de centrado de tres puntos empuja la varilla de empuje, haciendo que el cabezal de posicionamiento en la varilla guía se mueva y entre en contacto con la superficie de posicionamiento de la pieza de trabajo para lograr el posicionamiento de centrado de tres puntos.
A continuación, a través de la válvula de secuencia, el cilindro de apoyo sube para fijarse. A través de la válvula de secuencia de nuevo, el cilindro angular presiona la pieza de trabajo. Después de procesar la pieza de trabajo, el circuito de aceite se descarga, y en este momento, el cilindro de tracción en el componente de posicionamiento angular tira hacia atrás del bloque de posicionamiento angular, desenganchando la pieza de trabajo.
El cilindro de empuje del componente de centrado de tres puntos se retrae, el vástago de empuje se retrae bajo la acción del muelle, el vástago guía impulsa el cabezal de posicionamiento para que se retraiga bajo la acción del muelle, y el cabezal de posicionamiento se desengancha de la pieza.
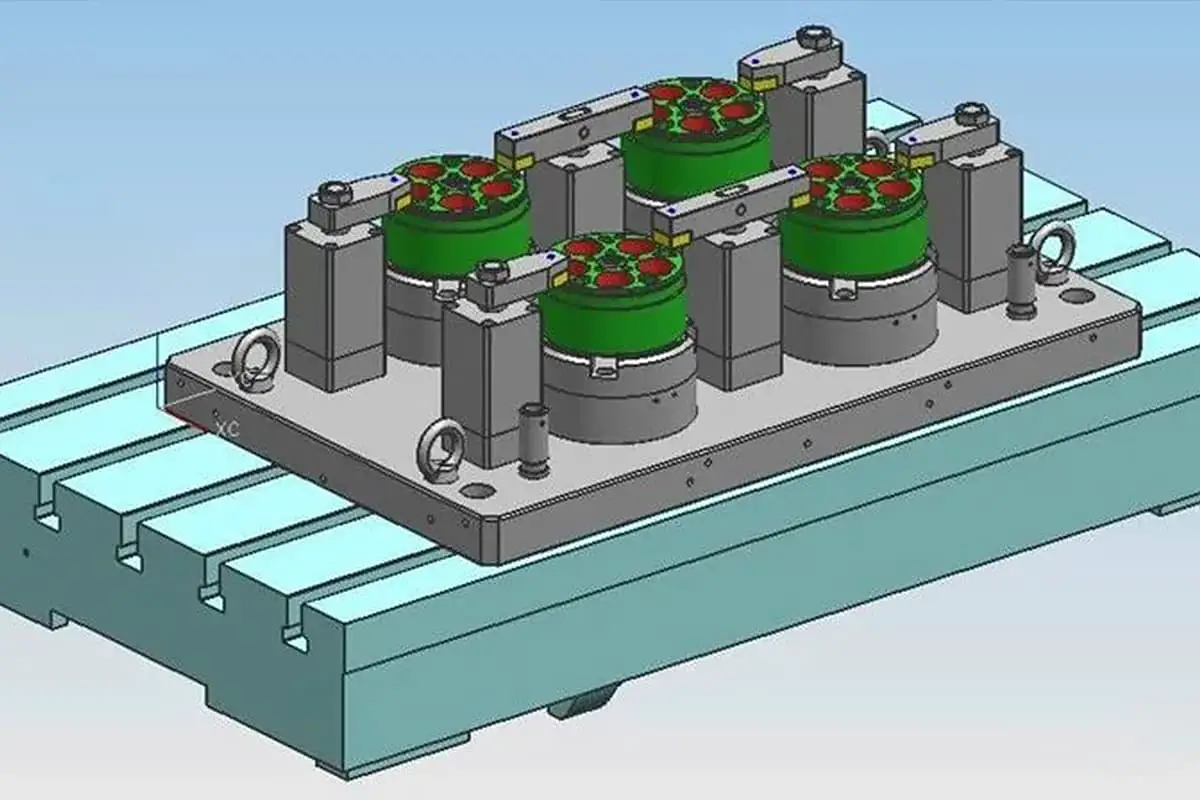
II. Fijación hidráulica para la cubierta del engranaje
Asunto:
Actualmente, el proceso de fabricación de cubiertas de engranajes se basa en el gran orificio de la pieza en bruto para el posicionamiento. A continuación, se mecanizan la superficie superior y los orificios, y después se utilizan los orificios acabados para taladrar la pieza en bruto. Esto requiere dos conjuntos de dispositivos y resulta muy costoso debido a los pasos de procesamiento que conlleva.
1. Placa de fijación
2. Cilindro auxiliar de apoyo
3. Cilindro de giro en esquina
4. Conjunto del disco de posicionamiento
5. Columna de soporte
6. Cilindro de palanca
7. Válvula de secuencia
8. Cilindro de soporte
9. Tirar del cilindro
10. Varilla de posicionamiento rugosa
11. Pestillo
12. Pasador de posicionamiento elástico
Solución técnica:
Diseñar una fijación hidráulica de cubierta de engranaje que utilice el agujero grande de la pieza en bruto como agujero de posicionamiento y procese el agujero grande de la pieza en bruto en esta secuencia. El posicionamiento del agujero grande de la pieza en bruto se compone del conjunto del disco de posicionamiento y el cilindro de tracción.
Después de posicionar y sujetar la pieza, el cilindro de tracción retira el disco de posicionamiento del orificio de posicionamiento, mientras que el cilindro de soporte auxiliar sube y sujeta.
Características técnicas:
El cilindro de tracción está situado dentro del conjunto del disco de posicionamiento; el cilindro de soporte auxiliar, el cilindro de giro angular, el conjunto del disco de posicionamiento, la columna de soporte, el cilindro de palanca, la válvula de secuencia, el cilindro de soporte, la varilla de posicionamiento grueso, el pestillo y el conjunto del pasador de posicionamiento elástico están montados en la placa de fijación; la válvula de secuencia controla las funciones de tracción, descenso y sujeción del cilindro de tracción, el cilindro de palanca y el cilindro de soporte auxiliar; el pestillo gestiona la posición entre la placa de fijación y la mesa de trabajo.
2. Cilindro de soporte auxiliar
3. Cilindro de rotación angular
6. Cilindro de palanca
7. Válvula de secuencia
8. Cilindro de soporte
9. Cilindro de tracción
Proceso de utilización:
La pieza de trabajo se coloca en el pilar de soporte a lo largo de la varilla de posicionamiento rugosa en la placa de fijación. El agujero de la pieza de trabajo se inserta en el conjunto del disco de posicionamiento y el conjunto del pasador de posicionamiento elástico. El cilindro de rotación angular sujeta la pieza de trabajo y, al mismo tiempo, el cilindro de soporte la sujeta.
A través de la válvula de secuencia, el cilindro de palanca sujeta, y el cilindro de soporte auxiliar empuja hacia arriba para sujetar, mientras que simultáneamente, el cilindro de tracción tira hacia abajo del disco de posicionamiento en el conjunto del disco de posicionamiento, desenganchándose de la pieza de trabajo.