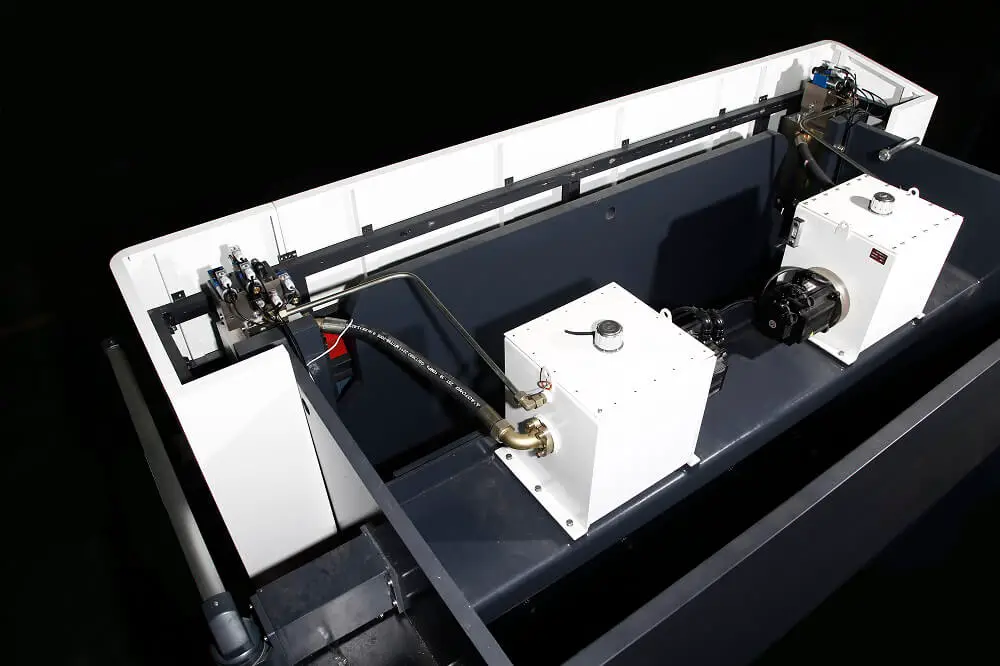
Explicación del sistema hidráulico de la prensa plegadora (diagrama)
¿Se ha preguntado alguna vez cómo funciona el sistema hidráulico de una prensa plegadora? En este artículo nos adentraremos en los entresijos de este componente esencial. Nuestro ingeniero mecánico experto le guiará a través de los elementos clave del sistema, explicando sus funciones e interacciones. Al final, usted tendrá una comprensión completa de cómo el sistema hidráulico acciona estas impresionantes máquinas.
Bomba hidráulica: La energía mecánica aportada por el motor primario se convierte en energía de presión del líquido, que sirve como dispositivo de suministro de energía para el sistema.
Actuador
Cilindro hidráulico (o motor): Convierte la energía de la presión del fluido en energía mecánica y realiza un trabajo sobre la carga.
Dispositivo de control
Varias válvulas de control hidráulico se utilizan para controlar la dirección, la presión y el caudal del fluido para garantizar que el actuador complete la tarea de trabajo prevista.
Equipos de asistencia
El depósito de combustible, las tuberías de aceite, los filtros de aceite, los manómetros, los refrigeradores, los separadores de agua, los nebulizadores de aceite, los silenciadores, los accesorios de tuberías, las juntas de tuberías y los distintos convertidores de señal crean las condiciones necesarias para garantizar el funcionamiento normal del sistema.
Medio de trabajo
Aceite hidráulico o aire comprimido, como soporte para transferir movimiento y potencia.
Depósito de aceite
La función del depósito de combustible:
Reservar el aceite.
Disipación del calor.
Separar el aire del aceite.
Precipitación de contaminantes.
Separación del condensado
Estructura del depósito de combustible:
Tamaño del depósito de combustible (volumen) - V = 3-5q para equipos fijos; V≈1q para equipos ambulantes.
La unidad de V es litro, y la unidad de q es litro/minuto.
Al diseñar el depósito de combustible, debe haber un espacio de 10-15% en la parte superior del depósito de combustible, teniendo en cuenta principalmente factores como los cambios de nivel del líquido y la espuma.
El volumen efectivo del depósito de combustible debe ser de 6 a 12 veces el caudal total de la bomba de aceite del sistema hidráulico.
Se recomienda que la temperatura del aceite sea de 30-50°C, con una temperatura máxima no superior a 65°C y una temperatura mínima no inferior a 15°C.
El mamparo debe diseñarse en el depósito de combustible, y la distancia entre la zona de aspiración de aceite y la zona de retorno de aceite debe ser la mayor posible.
Aceite hidráulico
Es muy importante para el perfecto funcionamiento, la fiabilidad operativa, la vida útil y la economía del sistema hidráulico.
Transmisión de energía de la bomba hidráulica al motor o cilindro hidráulico
Lubricación de piezas móviles
Proteger las superficies metálicas sumergidas en aceite
Eliminar el polvo, las impurezas, el agua, el aire, etc.
Refrigeración
El importante concepto del petróleo
Alta limpieza = alta fiabilidad
El aceite nuevo es aceite sucio
Tiempo de uso del aceite: 2000-4000h
Limpieza
Norma de viscosidad: El valor de viscosidad siempre está relacionado con una temperatura determinada. El valor de viscosidad disminuye a medida que aumenta la temperatura y aumenta a medida que aumenta la presión del aceite hidráulico. La norma de viscosidad es la norma ISO a 40 ℃, que puede dividirse en aceite hidráulico #10, #22, #32, #46, #68, #100.
Normas sobre el grado de contaminación por hidrocarburos: ISO-4406 internacional y NAS-1638 estadounidense. En el nivel NAS9, el sistema hidráulico no suele fallar. Cuando el grado de contaminación desciende al nivel NAS10-11, el sistema hidráulico falla ocasionalmente. Cuando el grado de contaminación del aceite desciende por debajo del nivel NAS12, suelen producirse fallos. En este momento, el aceite hidráulico debe ser circulado y filtrado.
Válvulas hidráulicas de uso común
Classification
Según funciónse puede dividir en:
válvula de dirección
válvula de flujo
válvula de presión
Según la método de instalaciónse puede dividir en:
válvula de placa
válvula de chimenea
válvula de cartucho de dos vías
válvula de cartucho roscada
Según la método de controlse puede dividir en:
válvula de accionamiento neumático
válvula hidráulica
válvula del motor
válvula solenoide
válvula proporcional
servoválvula proporcional
servoválvula
Válvula direccional
La función básica de la válvula direccional es facilitar la comunicación y el corte entre dos circuitos hidráulicos diferentes, o controlar la dirección de arranque, parada y movimiento del actuador (cilindro o motor) según sea necesario.
Clasificación de las válvulas distribuidoras
Dividido por método de control:
Electroválvula
Válvula direccional manual
Válvula direccional hidráulica
Válvula direccional motorizada
Válvula de accionamiento neumático
Dividido por método de instalación:
Válvula de disco
Válvula en línea
Válvula de cartucho roscada
Válvula de alivio
Características
La función más importante de la válvula de alivio es limitar la presión del sistema, protegiendo así diversos componentes y tuberías y evitando el peligro de sobrecargas y reventones.
Por ello, esta válvula también se denomina válvula de presión o válvula de seguridad.
Cuando la presión del sistema alcanza el valor de presión ajustado, la válvula de alivio empieza a actuar como limitador de presión.
La válvula originalmente cerrada se abre y el exceso de caudal vuelve al depósito a través del orificio de la válvula.
Cuando se trabaja de este modo, la válvula de alivio se instala en la derivación.
Debe tenerse en cuenta que la pérdida de potencia del caudal Q con presión P que pasa por la válvula de alivio es P×Q/612.
La energía perdida se transmite al sistema hidráulico, lo que provoca un aumento de la temperatura del aceite hidráulico.
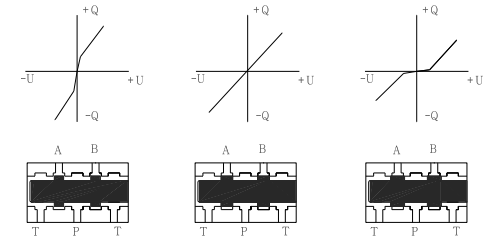
Fundamental
La presión de entrada P actúa sobre la zona de medición A, y la presión hidráulica resultante se compara con la fuerza del muelle.
Si la presión hidráulica supera la fuerza de ajuste del muelle, el núcleo de la válvula comprime el muelle y el orificio de la válvula se abre, conectando el recorrido entre la entrada y la salida de la válvula.
Válvula de flujo
La válvula de caudal controla la velocidad del actuador hidráulico.
Esto se consigue modificando el tamaño de la sección transversal del estrangulador para alterar el caudal volumétrico Q del actuador.
La válvula de flujo puede dividirse en válvula de mariposa y válvula de control de velocidad.
Válvula de retención
La función de la válvula de retención es cortar el flujo en una dirección y permitir que el flujo en la otra dirección pase sin restricciones.
Los elementos de estanquidad de las válvulas unidireccionales tienen forma de válvula esférica, de cono o de placa.
La fuerza relativamente débil del muelle debe superarse cuando se abre el elemento de sellado.
Estos principios básicos se reflejan directamente en los símbolos gráficos.
Válvula de cartucho de dos vías
La válvula de cartucho de dos vías está diseñada como una estructura enchufable y se instala en un circuito de control compacto.
En la mayoría de los casos, la placa de cubierta también funciona como bloque de conexión entre la válvula principal y la válvula piloto.
Controlando la válvula principal con una válvula piloto adecuada, se pueden conseguir funciones de presión, inversión o estrangulación, o una combinación de estas funciones.
Las funciones incluyen control direccional, control de desbordamiento, control de descompresión y control de secuencia.
Válvula proporcional
Válvula proporcional de bucle abierto - válvula proporcional electrohidráulica
válvula de alivio proporcional
válvula reductora de presión proporcional
válvula de mariposa proporcional
válvula de caudal proporcional
válvula direccional proporcional
Válvula proporcional de bucle cerrado - Servoválvula proporcional
El amplificador integrado servoválvula proporcional NG6, NG10, NG16, NG25, NG32
Si no hay realimentación entre la salida y la entrada del sistema, lo que significa que la salida del sistema de control no afecta al control del sistema, dicho sistema se denomina sistema de control de bucle abierto.
Sistema de control en bucle cerrado:
El sistema de control en bucle cerrado es un sistema de control automático basado en el principio de realimentación.
El principio de retroalimentación significa controlar según la información del cambio de salida del sistema. Es decir, comparar la desviación entre el comportamiento del sistema (salida) y el comportamiento esperado y eliminar la desviación para obtener el rendimiento esperado del sistema.
En el sistema de control de realimentación, existe tanto una ruta de avance de la señal desde la entrada a la salida como una ruta de realimentación de la señal desde la salida a la entrada.
Ambos forman un bucle cerrado.
Por lo tanto, el sistema de control de realimentación también se denomina sistema de control de bucle cerrado.
El sistema de control en bucle abierto tiene una estructura sencilla y es relativamente económico.
La desventaja es que no se puede eliminar el error causado por las interferencias.
Comparado con el sistema de control en bucle abierto, el sistema de control en bucle cerrado presenta una serie de ventajas.
En el sistema de control por realimentación, independientemente del motivo (perturbación externa o cambio interno del sistema), se generará el efecto de control correspondiente para eliminar la desviación siempre que la magnitud controlada se desvíe del valor especificado.
Por lo tanto, tiene la capacidad de suprimir las interferencias, es insensible a los cambios en las características de los componentes y puede mejorar las características de respuesta del sistema.
Sin embargo, la introducción de un bucle de realimentación aumenta la complejidad del sistema, y una selección inadecuada de la ganancia puede causar inestabilidad en el sistema.
Para mejorar la precisión del control, el control por perturbación (es decir, el control feedforward) se utiliza a menudo como complemento del control por realimentación para formar un sistema de control compuesto cuando la variable perturbadora puede medirse.
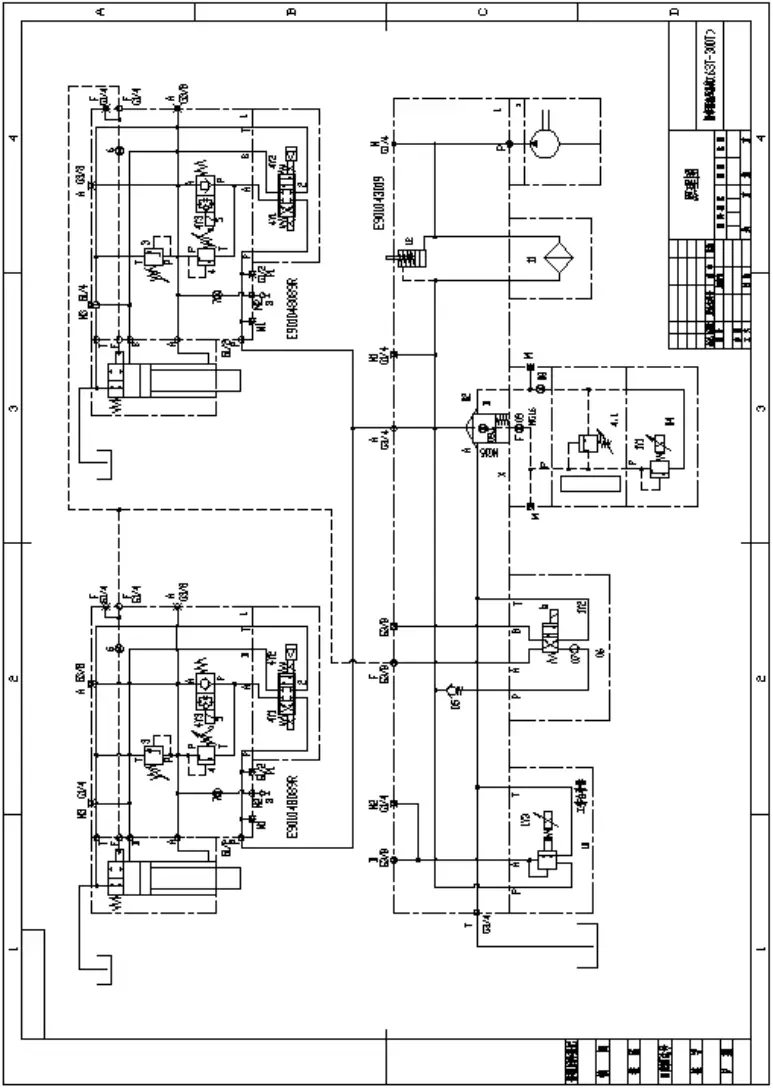
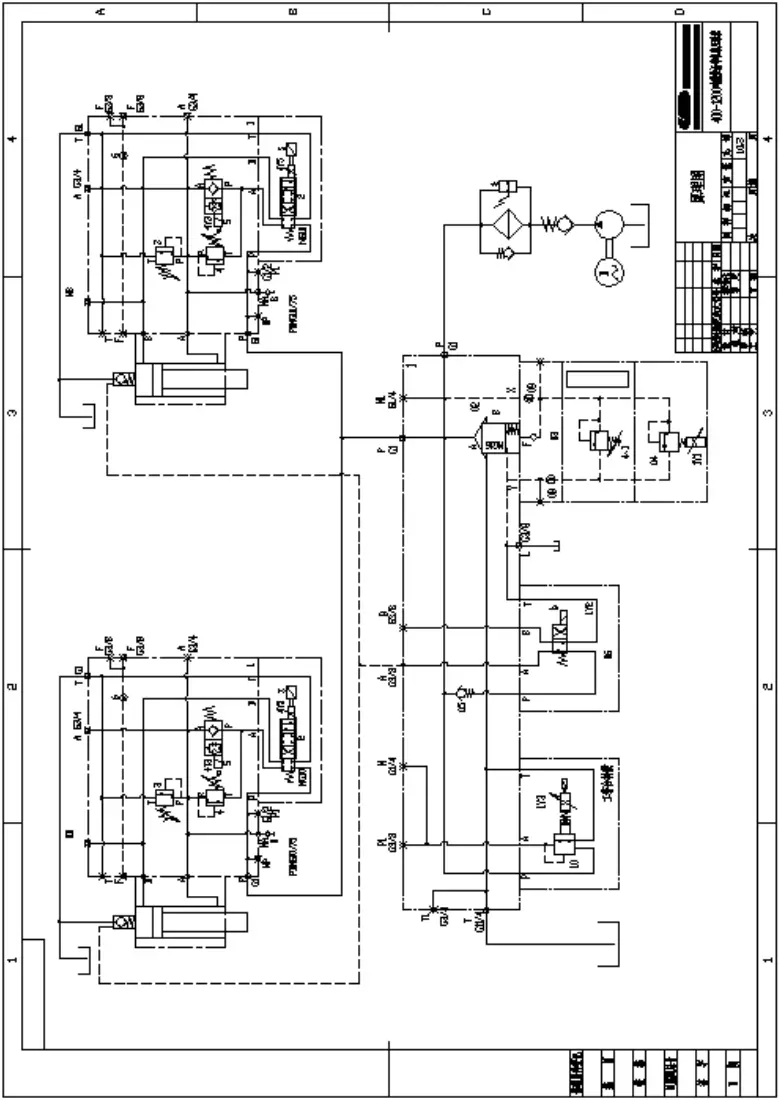
Principio de la sincronización electrohidráulica Prensas plegadoras (Tomemos como ejemplo el sistema inferior a 300 toneladas)
Control de la presión
Arrancar el motor de la bomba de aceite. De acuerdo con la fuerza de flexiónLa válvula de presión proporcional (4) controla la válvula de cartucho de dos vías (2) para ajustar la presión del sistema hidráulico a los requisitos de la fuerza de flexión.
La válvula de presión (4.1) es una válvula de seguridad que controla la presión máxima del sistema.
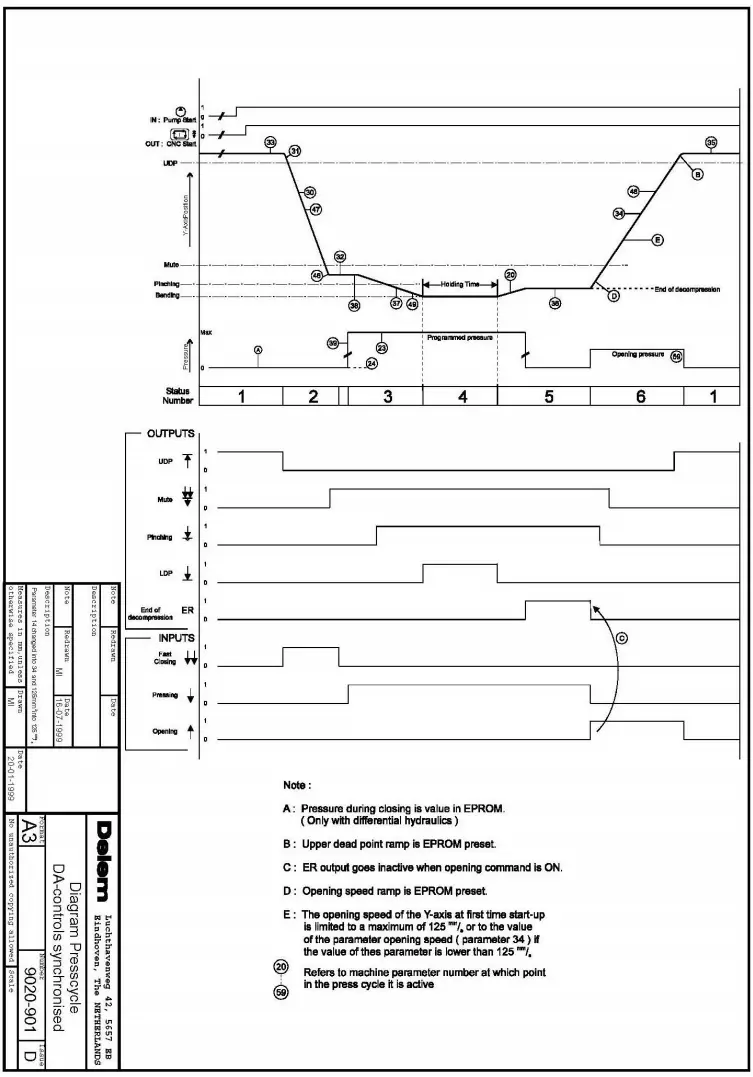
Ciclo de trabajo
Date prisa
Aplique una tensión 1Y1 (20% ~ 30%) a la válvula de presión proporcional (4), y la válvula solenoide 1Y2 (6) pierde potencia. Cuando la válvula solenoide (5) 4Y3 está energizada, da un voltaje positivo a la servoválvula proporcional.
A medida que el peso de la corredera disminuye rápidamente, el aceite es aspirado hacia la cavidad superior del cilindro a través de la válvula de flujo, y el aceite descargado de la bomba de aceite entra en la cavidad superior del cilindro a través de la servoválvula proporcional (2).
El aceite de la cámara inferior del cilindro se devuelve al depósito a través de la electroválvula 5 (A-P) y la servoválvula proporcional (2) (B → T).
La velocidad de descenso rápido de la corredera puede obtenerse ajustando la tensión de control de la servoválvula proporcional 4Y5 para controlar la apertura de la servoválvula proporcional y obtener diferentes velocidades.
Progreso de los trabajos
La válvula proporcional de presión (4) 1Y1 se energiza, la válvula electromagnética de inversión (6) 1Y2 se energiza, la válvula de llenado se cierra, la válvula solenoide (5) 4Y3 se desenergiza, y el aceite a presión descargado de la bomba de aceite pasa a través de la servoválvula proporcional (2) y entra en la cavidad superior del cilindro (cavidad sin vástago).
El aceite de la cámara inferior del cilindro retorna al depósito de aceite a través de la válvula de contrapresión (4) y la servoválvula proporcional (2) mientras se presiona la corredera hacia abajo.
Ajustando la tensión de control 4Y5 de la servoválvula proporcional, se obtienen diferentes velocidades de trabajo controlando la apertura de la servoválvula proporcional.
La válvula de seguridad (3) impide que la presión en la cavidad inferior del cilindro de aceite sea demasiado alta, y la presión ajustada es 10% superior a la presión del sistema.
La presión de ajuste de la válvula de contrapresión (4) es generalmente la presión de equilibrio más (30 ~ 50) bar.
Mantener la presión
Cuando el cilindro alcanza el punto muerto inferior, la servoválvula proporcional 2 (4Y5) es 0V para cortar el paso de las cámaras superior e inferior del cilindro, y la corredera se detiene en el punto muerto inferior.
Descarga
Tras el mantenimiento a presión del máquina plegadora se completa, la válvula proporcional de presión mantiene la presión, y el sistema da a la servoválvula proporcional 2 (4Y5) una cierta tensión negativa, de modo que la válvula proporcional se abre ligeramente (sentido de retorno).
Al mismo tiempo, el ariete también se moverá hacia arriba una pequeña cantidad, y la cantidad es fijada por el parámetro de distancia de descarga.
El tiempo necesario para el proceso de descarga se establece mediante el parámetro de velocidad de descompresión.
La presión en la cavidad superior del cilindro se libera a través de la servoválvula proporcional (2).
Devolución
Cuando la electroválvula (6) 1Y2 pierde potencia, se aplica una cierta tensión a la válvula de presión proporcional (4), la electroválvula (5) 4Y3 pierde potencia, y la servoválvula proporcional (4Y5) tiene una tensión negativa.
El aceite a presión pasa del bloque de la bomba a través de 2 bloques de sincronización.
El aceite hidráulico se dirige desde la servoválvula proporcional superior (2) y la válvula electromagnética de inversión (5) (P-A) a la cámara inferior del cilindro (con cámara de vástago), y la cámara superior del cilindro (sin cámara de vástago) se devuelve al depósito a través de la válvula de llenado.
El carnero regresa rápidamente.
La velocidad de retorno puede obtenerse ajustando la tensión de control de la servoválvula proporcional 4Y5 para controlar la apertura de la servoválvula proporcional (2) y obtener diferentes velocidades.
Compensación del banco de trabajo
La compensación del banco de trabajo se consigue controlando la válvula reductora de presión proporcional (10) 1Y3.
El aceite a presión entra en el cilindro de compensación a través de la válvula reductora de presión proporcional (10), y la presión de la válvula reductora de presión proporcional se ajusta cambiando la tensión de la válvula reductora de presión proporcional (10).
Esto se hace para que la mesa sea convexa y compensar la deformación de la mesa durante el plegado.
Resolución de problemas del sistema hidráulico del servo electrohidráulico prensa plegadora
Sistema sin presión
Compruebe si el tapón de la válvula de presión proporcional (04) está suelto, si hay una señal eléctrica correspondiente en 1YI y si la válvula de seguridad (4.1) está suelta.
Compruebe si el carrete de la válvula de cartucho de dos vías (02) está atascado y si la resistencia de fluido (09) instalada en el carrete está bloqueada. Compruebe también si el carrete de la válvula de presión proporcional (04) está atascado.
Abra la tapa del depósito de combustible y compruebe la condición de retorno de aceite del puerto de retorno de aceite si no se puede alcanzar la presión ajustada. Si no hay retorno de aceite o el caudal de retorno de aceite no es urgente, la bomba de aceite está dañada y necesita ser reemplazada.
Ram abajo
En primer lugar, compruebe si la presión de la válvula de contrapresión y la válvula de seguridad ha disminuido.
Detenga el ariete en el punto de arranque superior y retire la servoválvula proporcional del bloque de sincronización. Observe si hay algún desbordamiento de aceite por el puerto A de la servoválvula proporcional en el bloque de sincronización. Si el aceite rebosa, el bloque de sincronización tiene fugas. De lo contrario, hay una fuga en el cilindro. Alternativamente, invierta los bloques de sincronización izquierdo y derecho. Si el fenómeno de deslizamiento no sigue a los bloques de sincronización, entonces hay una fuga en el cilindro.
Limpie el carrete de la válvula de contrapresión. Si el problema persiste, limpie la válvula de asiento y la válvula de seguridad.
Si el cilindro se desliza en una sección y no en otras, se debe a que el cilindro no está bien sellado en una sección.
En ram no es rápido hacia abajo, fast down es lento y fast down no está sincronizado.
Compruebe si el tapón de la válvula de asiento del bloque de sincronización está suelto y si existe la señal eléctrica correspondiente. Compruebe si se emite la señal de encendido de la servoválvula proporcional y si la realimentación es coherente. Si no es así, significa que el carrete de la servoválvula proporcional está atascado y debe limpiarse.
Compruebe si la resistencia de fluido 6 en el puerto X del bloque de sincronización está bloqueada y verifique si la válvula de llenado situada debajo del bloque de sincronización está atascada.
Compruebe si el raíl del cilindro o el cilindro están demasiado apretados.
En ram es en rápido abajo pero sin ningún trabajo progreso
En el estado de diagnóstico, proporcione las señales eléctricas correspondientes a la servoválvula proporcional (2), la válvula de presión proporcional (04) y la válvula direccional electromagnética (06). Cierre la válvula de llenado y ajuste la dirección de apertura correspondiente de la servoválvula proporcional. Si no se pueden accionar los cilindros de ambos lados, compruebe si el tapón 1Y2 de la válvula electromagnética de inversión (06) en el bloque de la bomba está suelto, si existe la señal eléctrica correspondiente y si el núcleo de la válvula está atascado. Si un cilindro determinado no puede ser accionado, compruebe si la resistencia de fluido (6) en el bloque de sincronización del cilindro está bloqueada, y si la válvula de llenado bajo el bloque de sincronización está atascada.
En ram baja rápidamente y entra en la pausa central
Si el nivel de líquido del depósito de combustible es demasiado bajo, lo que hace que la válvula de llenado aspire aire;
La entrada de aceite de la válvula de llenado no está sellada y pierde aire;
El muelle de la válvula de llenado está roto.
En ram no puede volver, o la velocidad de vuelta es demasiado lenta
En el estado de diagnóstico, compruebe si hay presión en el sistema hidráulico.
En el estado de diagnóstico, proporcione simultáneamente las señales eléctricas correspondientes a la servoválvula proporcional, la válvula de presión proporcional y la válvula direccional electromagnética. Abra la válvula de llenado y ajuste la dirección de apertura correspondiente de la servoválvula proporcional. Por ejemplo, si los cilindros de ambos lados no pueden retornar normal y rápidamente, compruebe si la válvula direccional electromagnética del bloque de bombeo tiene la señal eléctrica correspondiente y si el núcleo de la válvula está atascado. Si un cilindro no puede retornar normal y rápidamente, compruebe si la resistencia de fluido en el bloque de sincronización en el cilindro está bloqueada y si la válvula de llenado bajo el bloque de sincronización está atascada.
Compruebe si la señal de encendido de la servoválvula proporcional coincide con la realimentación. Si no es así, significa que el carrete de la servoválvula proporcional está atascado y debe limpiarse.
La temperatura del aceite aumenta demasiado rápido, la presión del sistema es demasiado alta cuando la bomba de aceite funciona en seco y el motor se dispara con facilidad.
Cuando la bomba de aceite funciona en seco, la presión del sistema es generalmente de aproximadamente 1 MPa. Si la presión es demasiado alta, compruebe si la resistencia de fluido (8) del puerto Y de la tapa de control de presión está bloqueada.
Cuando la bomba de aceite de la máquina funciona en seco, no hay presión en el sistema, pero la temperatura del aceite aumenta rápidamente. Los contaminantes en el aceite, el tanque de aceite o la tubería pueden bloquear el elemento filtrante, y el elemento filtrante de aceite necesita ser reemplazado.
Compruebe si la distancia de trabajo es demasiado larga o si el tiempo de mantenimiento es demasiado largo.
Verificar si la configuración de las tuberías del sistema hidráulico de la máquina herramienta es razonable.
Depuración del sistema hidráulico controlado por bomba del servo electrohidráulico prensa plegadora
Primer arranque
Escape
Suelte completamente la válvula de seguridad (014) del grupo de válvulas superior del cilindro. A continuación, introduzca la DELEM interfaz de diagnóstico del sistema y desplace la válvula unos 40%. La velocidad correspondiente debe ser de unas 700 revoluciones, y el valor de ajuste del par debe ser de unos 80DA. Ajustar cada marcha durante 5-10 minutos, luego cerrar la válvula de seguridad.
Precauciones
Al cerrar la válvula de seguridad, debe utilizarse un manómetro para ajustar la presión de la cámara inferior a 20 MPa. Si no se dispone de un manómetro, apriete completamente la válvula de seguridad y luego aflójela una vez. Una vez finalizado el escape, es posible que se produzcan ruidos en las primeras acciones y que no se produzca la carrera de retorno. Los problemas de sincronización y de retorno lento son causados por aire en la tubería de la máquina y en el cilindro que no ha sido completamente agotado.
Generalmente, la máquina funcionará normalmente después de 5-8 ciclos. Si se completa el escape de la máquina herramienta y aún no puede regresar, es necesario liberar la válvula de seguridad de la cámara inferior para realizar el escape de acuerdo con la operación anterior. No utilice la búsqueda automática de parámetros repetidamente ni complete a la fuerza la carrera de retorno para evitar dañar la bomba de aceite.
Durante la puesta en marcha inicial, la velocidad de la carrera de retorno rápido debe controlarse dentro de 100 mm/s para evitar daños en la bomba de aceite debido a la falta de descarga de aire y a la alta velocidad.
Ajuste de la presión
Válvula de seguridad de la cavidad inferior: El ajuste de fábrica de la válvula de seguridad de la cavidad inferior es de 20MPa, y no es necesario ajustarla si no es necesario.
Ajuste de la válvula de contrapresión: Primero, observe la contrapresión estática de la máquina, que suele ser de unos 4-5 MPa, y luego añada 3-4 MPa a este valor como contrapresión dinámica de la máquina.
La válvula de contrapresión puede ajustarse en función de las condiciones reales de trabajo de la máquina.
Deslice el ram hasta el fondo
Introduzca el DELEM interfaz de diagnóstico, desplace las dos válvulas en 20%, ajuste el valor DA de la válvula de presión (par) a unos 80DA y, a continuación, abra la válvula de cierre rápido. El ariete descenderá lentamente hasta alcanzar el molde inferior.
Precauciones
Las presiones de ajuste de las válvulas de contrapresión de ambos lados deben ser básicamente las mismas. Errores excesivos causarán problemas como el trabajo asíncrono.
Al deslizar el ariete hasta el final, asegúrese de aplicar el par de apriete; de lo contrario, el ariete caerá rápidamente y golpeará el molde o el fondo del cilindro, lo que puede causar un peligro imprevisible.
Ventajas de la plegadora servohidráulica electrohidráulica
Ahorro significativo de energía, mejora de la eficiencia y reducción 70% del consumo energético.
Utilice el control de la bomba en lugar del control convencional de la válvula para eliminar las pérdidas por estrangulamiento.
Optimice la distribución precisa de la cantidad de aceite necesaria ajustando dinámicamente la velocidad del servomotor.
Menor consumo inútil: apague el motor cuando no necesite caudal o presión.
Impacto positivo en el medio ambiente y reducción de los costes de utilización.
Reducción del consumo de energía y de las emisiones de CO2.
Capacidad de instalación reducida: el servomotor puede sobrecargarse considerablemente en poco tiempo, y la potencia de instalación real es sólo 50% de la potencia de instalación teórica.
Reduzca el volumen del depósito de combustible en 50% y utilice menos aceite hidráulico.
Baja temperatura de equilibrio térmico, sin necesidad de dispositivo de refrigeración, y larga vida útil de los componentes hidráulicos.
Reducción del ruido: reducción significativa del ruido en condiciones de ralentí, parada rápida, mantenimiento de la presión y retorno, lo que mejora el entorno de trabajo.
Mayor seguridad y economía.
Los servomotores frenan más rápido que los motores normales, y la presión y el caudal se cortan rápidamente en situaciones de emergencia.
Reducción de la sensibilidad a las partículas de aceite de NS7 (servoválvula proporcional) a NS9 (bomba de émbolo), la sensibilidad a la temperatura se reduce, la temperatura de funcionamiento del servo proporcional es de 20 ℃ -50 ℃, servomotor 10 ℃ -80 ℃, bomba de émbolo 20 ℃ -90 ℃.
Excelente rendimiento del control de velocidad.
Adaptación de alta velocidad. El mismo grupo de válvulas está equipado con tres bombas de 6, 8 y 10, que cubren 30-300 toneladas de máquina curvadora.
Velocidad de bajada y retorno rápidos de hasta 200 mm/s en determinadas condiciones.
La velocidad arbitraria se puede ajustar entre 0-20mm/s.
Excelente rendimiento del control de posición.
Precisión de posicionamiento de repetición de 0,005 mm, plegado de alta precisión.
Excelente rendimiento de seguimiento de la vía: alta precisión de sincronización, dentro de 0,020 mm durante el avance industrial.
Rendimiento de protección contra sobrecargas: para diferentes especificaciones de máquinas herramienta, el sistema proporciona un control de par máximo para evitar que los factores humanos provoquen la sobrecarga del sistema.
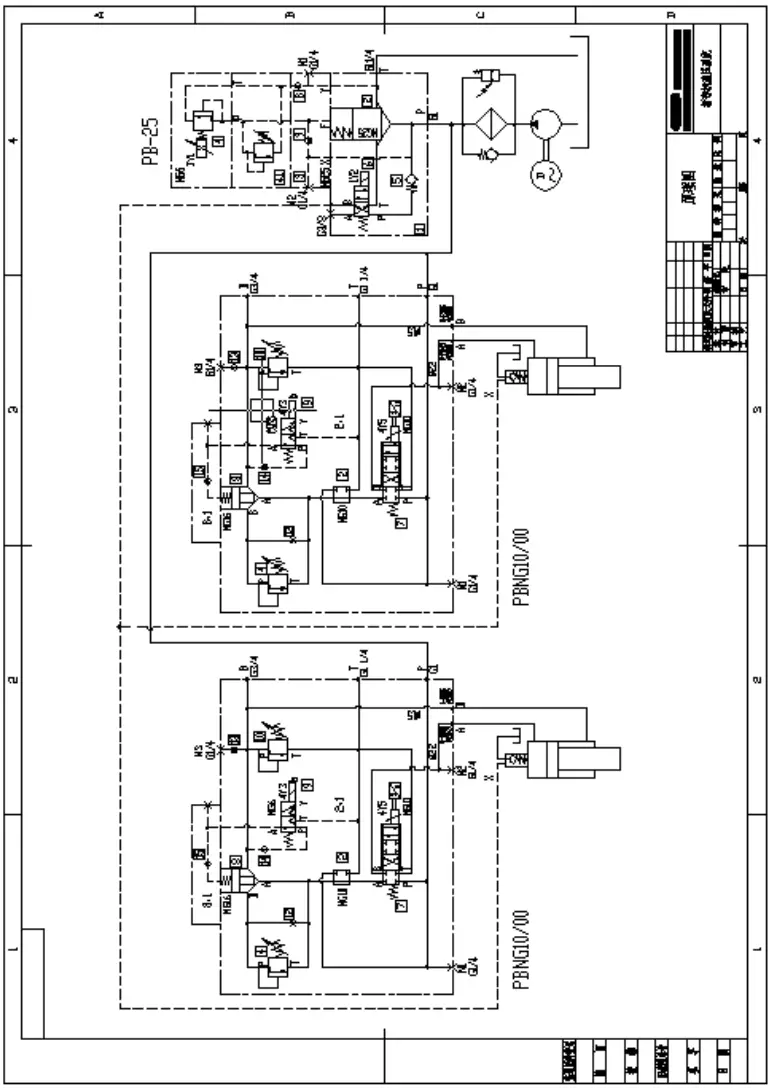
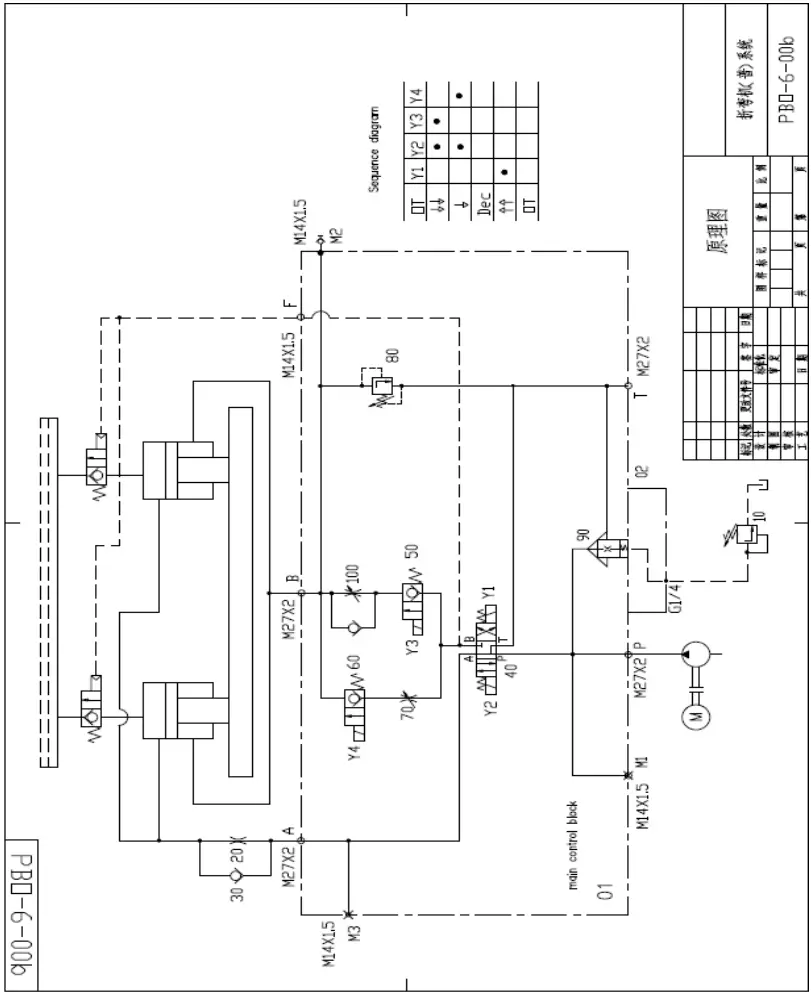
Sistema hidráulico de la prensa plegadora sincronizada de barra de torsión
Análisis de principios
Control de la presión
Arrancar el motor de la bomba de aceite.
Dependiendo de la fuerza de flexión requerida, utilice la válvula de control remoto (10) o la válvula de presión proporcional para controlar la válvula de cartucho de dos vías (90) y ajustar el presión del sistema hidráulico para cumplir los requisitos de fuerza de flexión.
Date prisa
Enciende Y2 e Y3, y apaga Y1.
A medida que el peso del ariete desciende rápidamente, la válvula de llenado aspira aceite en la cavidad superior del cilindro de aceite.
Además, la válvula direccional electromagnética nº 40 (P-A) y la válvula de retención nº 30 pasan aceite a la cavidad superior del cilindro de aceite.
El aceite de la cavidad inferior del cilindro de aceite pasa a través de la válvula de mariposa unidireccional de 100 vías a la válvula de asiento de 50 vías y, a continuación, vuelve al depósito de aceite a través de la válvula direccional electromagnética de 40 (B-T).
Ajuste la válvula de mariposa unidireccional nº 100 para controlar la velocidad de descenso rápido de la corredera.
Progreso de los trabajos
Enciende Y2 e Y4, y apaga Y1 e Y3.
La válvula de llenado normalmente cerrada (válvula de retención hidráulica) controla el alivio de presión del puerto de aceite, y está cerrada.
El aceite a presión descargado por la bomba de aceite pasa por la electroválvula nº 40 (P → A) y la válvula de retención nº 30 para llegar a la cavidad superior del cilindro.
El aceite de la cavidad inferior del cilindro de aceite se devuelve al depósito a través de la válvula de asiento n.º 60, la válvula de mariposa n.º 70 y la electroválvula n.º 40 (B-T).
Ajuste la velocidad de co-alimentación usando la válvula de mariposa No. 70, y use el puerto M2 para medir la presión de la cavidad inferior.
Load removal
Después de presurizar la prensa plegadora, Y1, Y2, Y3 e Y4 se desenergizan, y el aceite a presión en la cavidad superior del cilindro pasa a través del orificio 20 a la válvula direccional electromagnética 40 (A → T) para liberar la presión. El tiempo de eliminación de la carga es controlado por el relé temporizado.
Devolución
Y1 se alimenta mientras que Y2 e Y3 pierden potencia. El aceite a presión descargado de la bomba de aceite pasa a través de la válvula solenoide No. 40 (P-B), la válvula de asiento No. 50 y la válvula de mariposa unidireccional No. 100 a la cavidad inferior del cilindro.
Simultáneamente, el aceite a presión abre la válvula de llenado (válvula de retención hidráulica).
Una gran cantidad de aceite de la cavidad superior del cilindro de aceite se devuelve al depósito de aceite a través de la válvula de llenado.
Solución de problemas comunes
Ram abajo
Compruebe primero si la presión de la válvula de seguridad de la cavidad inferior del nº 80 está bajada.
Limpie la válvula de asiento n.º 60 y la válvula de asiento n.º 50 y la válvula de seguridad de cavidad inferior n.º 80.
Detener el ariete en el punto muerto superior y cerrar completamente la 70ª válvula de mariposa y la 100ª válvula de mariposa unidireccional para juzgar si la 50ª y la 60ª válvula este están dañadas.
No se puede acelerar ni ralentizar
Compruebe si el tapón de la válvula de asiento 50 está aflojado, y si la señal eléctrica de la válvula direccional 40 es normal y si hay una válvula atascada, como una válvula atascada que necesita ser limpiada.
Compruebe si la válvula de mariposa unidireccional de 100 vías está completamente liberada.
Afloje la válvula de seguridad de la cavidad inferior nº 80 para determinar si el cilindro de aceite y el raíl guía están demasiado apretados.
Compruebe si la válvula de llenado está atascada.
No avance de las obras en punto de cambio de velocidad
Compruebe si el interruptor de desplazamiento está ajustado en su sitio.
Compruebe si las válvulas de asiento 50 y 60 están atascadas.
Compruebe si la válvula de llenado está atascada. Toque el tubo de retorno de aceite de llenado con la mano, y si hay algún desbordamiento de aceite durante la etapa de co-alimentación.
Compruebe si hay mucho aire al volver el depósito de combustible.
¿Es normal la presión del sistema y la presión en la cámara inferior M2?
No puede volver o es lento
Compruebe si el sistema hidráulico está bajo presión o ha alcanzado la presión requerida.
Compruebe si la señal eléctrica de la válvula direccional nº 40 es normal y si hay un atasco de la válvula.
Compruebe si el puerto F del puerto de control de la válvula de llenado está bloqueado. Si la válvula de llenado está atascada.
El problema de los retornos lentos cuando la válvula 50 está atascada
Cuadro y diagrama adjuntos
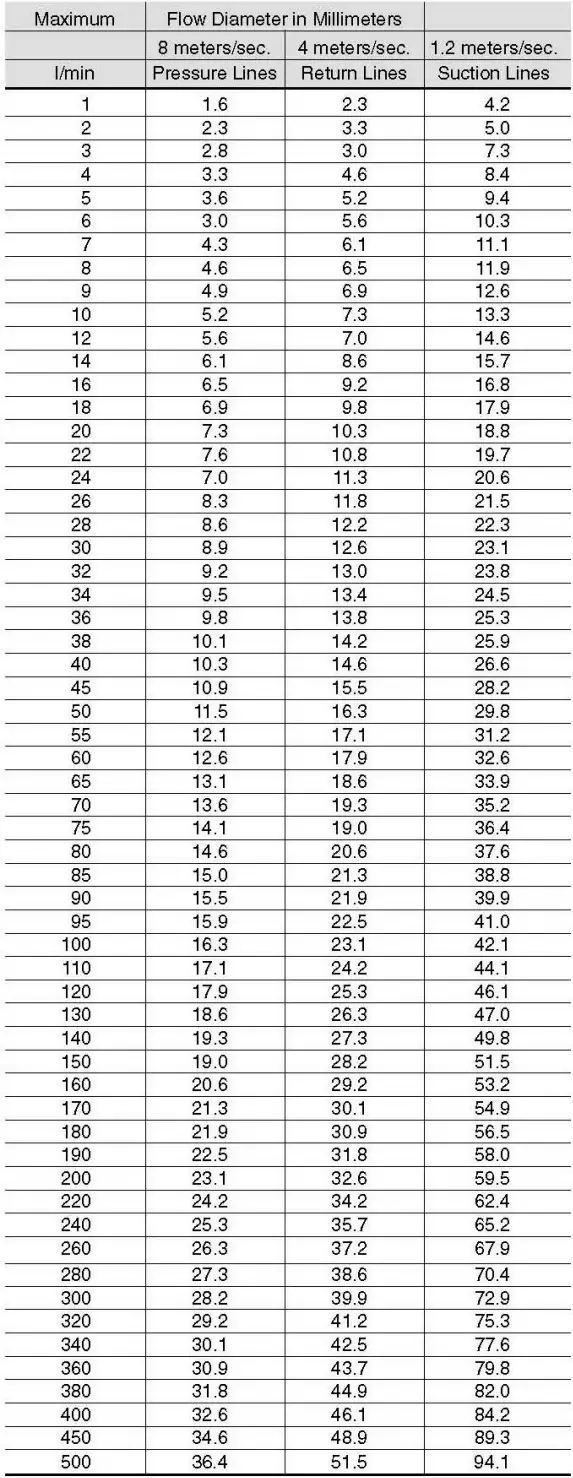
Tabla adjunta 1: Selección del diámetro de la tubería hidráulica
Seleccionar el material, el tipo y el tamaño de tubo adecuados para una aplicación y un tipo de racor determinados es fundamental para garantizar un funcionamiento eficaz y sin problemas del sistema de fluidos.
Elegir el material adecuado para el tubo y determinar su tamaño óptimo (diámetro exterior y grosor de pared) es esencial a la hora de seleccionar el tubo apropiado.
El dimensionado adecuado del tubo para las distintas partes de un sistema hidráulico da como resultado una combinación óptima de rendimiento eficaz y rentable.
Un tubo demasiado pequeño provoca una alta velocidad del fluido, lo que puede tener muchos efectos perjudiciales. En las líneas de presión, provoca grandes pérdidas por fricción y turbulencias, que se traducen en caídas de presión y generación de calor.
El elevado calor acelera el desgaste de las piezas móviles y provoca el rápido envejecimiento de juntas y mangueras, lo que en última instancia reduce la vida útil de los componentes.
La generación excesiva de calor también supone un derroche de energía y una reducción de la eficiencia.
Seleccionar un tubo sobredimensionado aumenta el coste del sistema. Por lo tanto, el dimensionado óptimo de los tubos es fundamental. A continuación se describe un procedimiento sencillo para dimensionar los tubos:
Determinar el diámetro de paso necesario
Utilice una tabla para determinar el diámetro de paso recomendado para el caudal requerido y el tipo de línea.
La tabla se basa en las siguientes velocidades de flujo recomendadas:
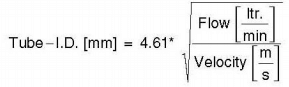
Si desea utilizar velocidades distintas de las indicadas, utilice una de las fórmulas siguientes para determinar el diámetro de paso necesario.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¡Atención a todos los mecánicos y aficionados a la ingeniería! ¿Alguna vez te has preguntado por los entresijos del funcionamiento de una máquina plegadora? En esta entrada del blog, nos sumergiremos en el mundo...
Elegir entre una plegadora eléctrica y una hidráulica puede tener un impacto significativo en la eficiencia y los costes de su empresa. Las prensas plegadoras eléctricas ofrecen un mayor ahorro energético, ventajas medioambientales y...
¡Atención a todos los entusiastas de la metalurgia! ¿Está cansado de adivinar el tonelaje adecuado para su prensa plegadora? No busques más. En esta entrada del blog, nos sumergiremos en el mundo de la...
En el vasto mundo de la fabricación, hay una máquina que destaca: la prensa plegadora. Con su capacidad para doblar y dar forma al metal con precisión y potencia, se ha convertido en un...
¿Su prensa plegadora hidráulica le causa más quebraderos de cabeza de los que debería? Garantizar el buen funcionamiento de estas complejas máquinas es vital para evitar costosos tiempos de inactividad y reparaciones. Este artículo trata del mantenimiento esencial...
¿Alguna vez se ha preguntado por qué sus dobleces de metal no siempre son perfectos? El secreto está en el coronado de la prensa plegadora, una técnica que garantiza la precisión y la calidad en la fabricación de metal. Este artículo le revelará...
¿Qué diferencia a los controladores de prensas plegadoras E21 y E200P, y cuál se adapta mejor a sus necesidades? En este artículo, comparamos estos dos controladores, ambos de Estun, analizando sus...
¿Cómo consigue una máquina alta precisión y eficacia en el plegado de metales? Descubra los secretos de la servoprensa electrohidráulica. Este artículo profundiza en los intrincados mecanismos, procedimientos de...
¿Se ha preguntado alguna vez por qué son tan fascinantes los troqueles de las prensas plegadoras? En esta cautivadora entrada del blog, nos adentraremos en el intrincado mundo de estas herramientas esenciales que dan forma al metal...