Este es un resumen del diseño de fijaciones en la industria, pero no es tan sencillo como parece. A través de nuestras investigaciones y conversaciones con diversos expertos, hemos descubierto que el diseño preliminar a menudo se enfrenta a problemas de posicionamiento y sujeción que no se abordan adecuadamente.
Sin soluciones adecuadas a estos retos, cualquier diseño innovador carecerá de valor práctico. Para garantizar el éxito y la integridad del diseño y el procesamiento de fijaciones, es fundamental conocer a fondo los fundamentos del posicionamiento y la sujeción.
Conocimientos de localización
1. Principios básicos del posicionamiento desde el lado de la pieza de trabajo
"A la hora de posicionar la pieza, como el soporte, el principio más básico que hay que seguir es el principio de los tres puntos. Este principio, también conocido como principio de apoyo, se deriva del concepto de que "tres puntos que no están en la misma línea determinan un plano"."
Con tres puntos se puede determinar una cara, lo que lleva a la determinación de un total de cuatro caras. Sin embargo, puede ser un reto localizar el cuarto punto en el mismo plano, independientemente del método utilizado."
Tres principios
Por ejemplo, cuando se utilizan cuatro localizadores de altura fija, es posible que sólo tres de ellos entren en contacto con la pieza, lo que deja una alta probabilidad de que el cuarto no lo haga. Para solucionar este problema, se suele recomendar configurar el localizador basándose en tres puntos, con las distancias entre estos puntos lo más amplias posible.
Además, al configurar el posicionador, es importante determinar la dirección en la que se aplicará la carga de procesamiento. Esta dirección se refiere a la dirección en la que se desplazará el mango de la herramienta o la herramienta. No tener esto en cuenta puede tener un impacto significativo en la precisión global de la pieza de trabajo.
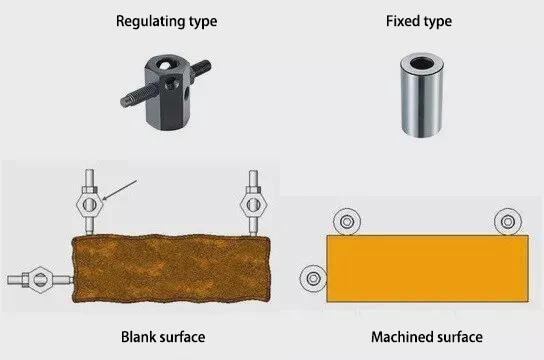
Para posicionar la superficie en bruto de la pieza, se suele utilizar un posicionador ajustable tipo perno. Para posicionar la superficie de procesamiento, se utiliza un posicionador fijo (en el que la superficie de contacto de la pieza de trabajo está rectificada).
2. Principios básicos del posicionamiento a partir del agujero de la pieza
Al posicionar la pieza, es esencial utilizar un pasador con una tolerancia que se ajuste a los orificios procesados en el paso anterior.
Para lograr la precisión de posicionamiento deseada, el pasador debe tener la misma precisión que el orificio de la pieza y coincidir dentro de la tolerancia especificada.
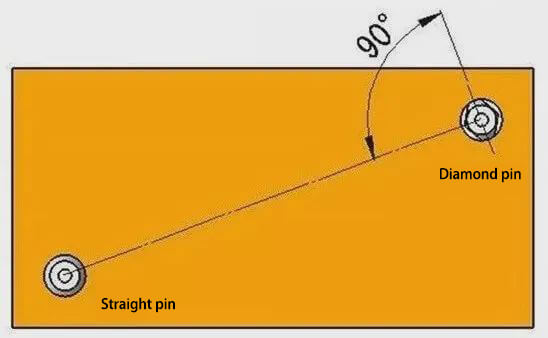
Además, se suelen utilizar pasadores rectos y pasadores de diamante para el posicionamiento, lo que facilita el montaje y desmontaje de la pieza y reduce la probabilidad de que la pieza y el pasador se atasquen.
Utilizar el posicionamiento de las clavijas
Por supuesto, es posible utilizar pasadores rectos para ambas posiciones ajustando la tolerancia de ajuste. Sin embargo, para un posicionamiento más preciso, suele ser más eficaz utilizar una combinación de pasador recto y pasador de diamante.
Cuando se utilizan ambos tipos de pasadores, la línea de conexión del pasador de diamante, en el punto de contacto con la pieza de trabajo, suele ser perpendicular a la línea de conexión del pasador recto, formando un ángulo de 90 grados. Este método de configuración se utiliza para el posicionamiento angular, concretamente para determinar el sentido de rotación de la pieza.
Conocimientos pertinentes sobre pinzas
1. Clasificación de las abrazaderas
Según la dirección de sujeción, se divide generalmente en las siguientes categorías:
A continuación, veamos las características de las distintas pinzas.
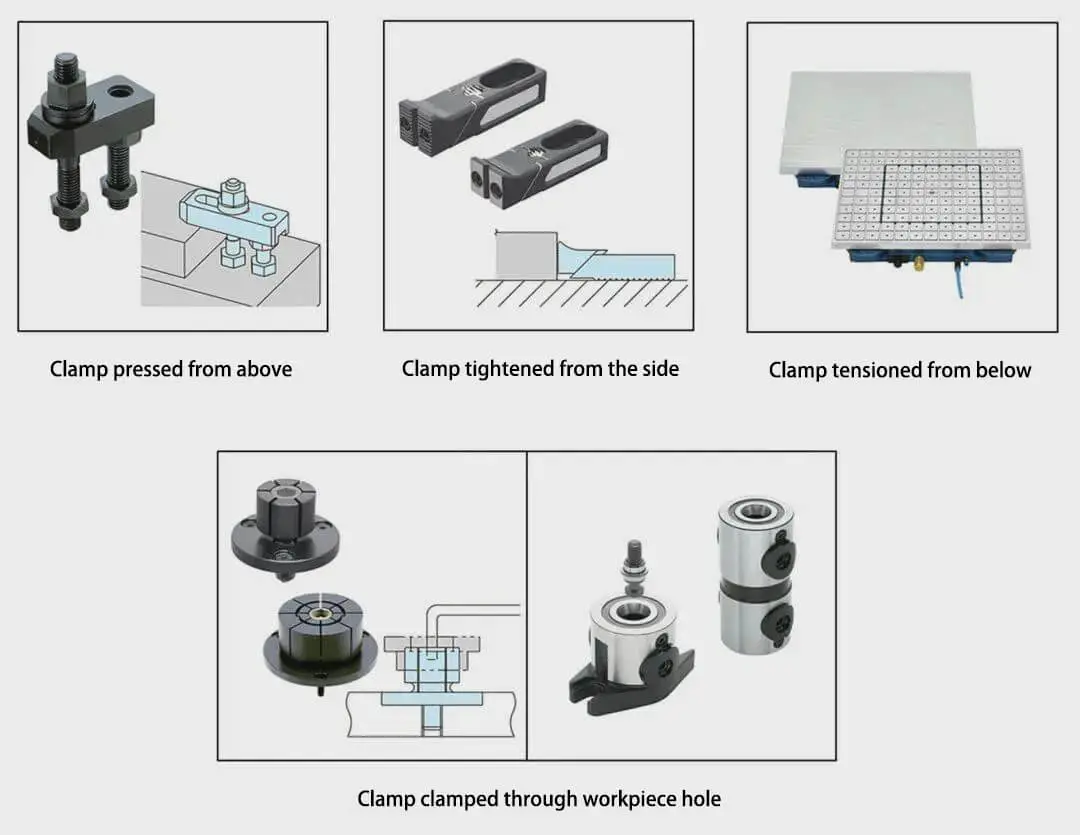
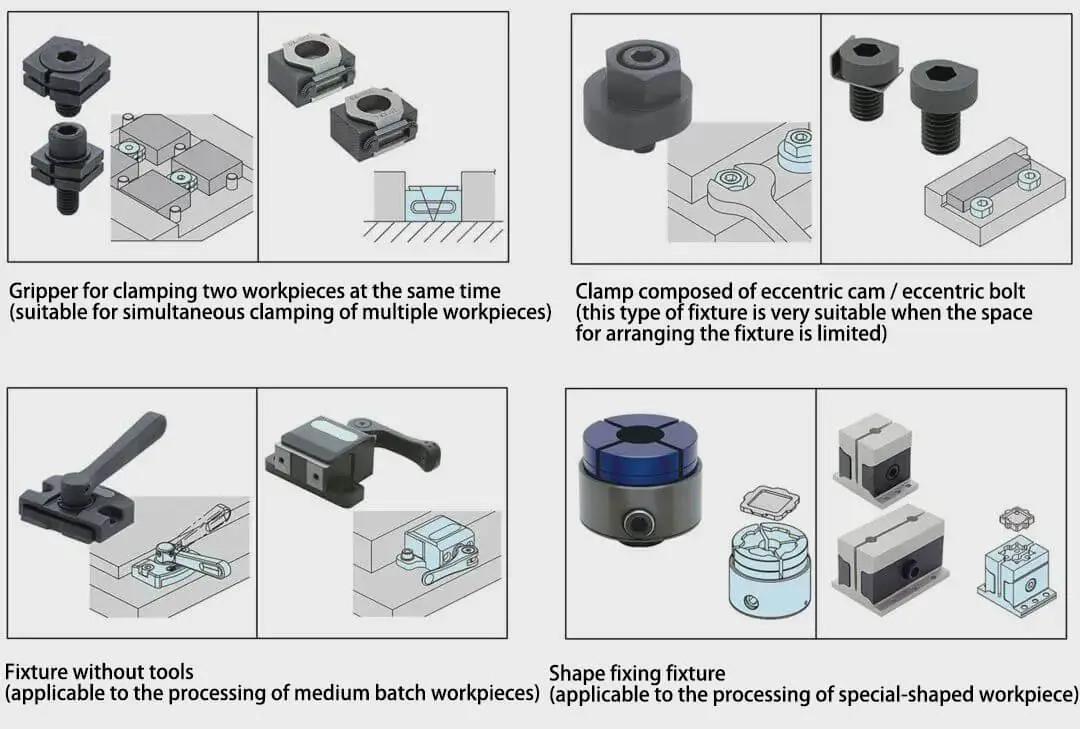
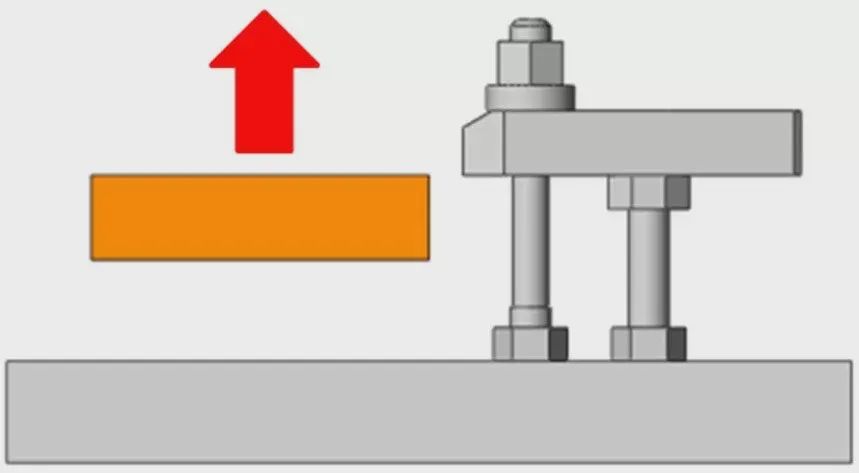
1. Abrazadera presionada desde arriba
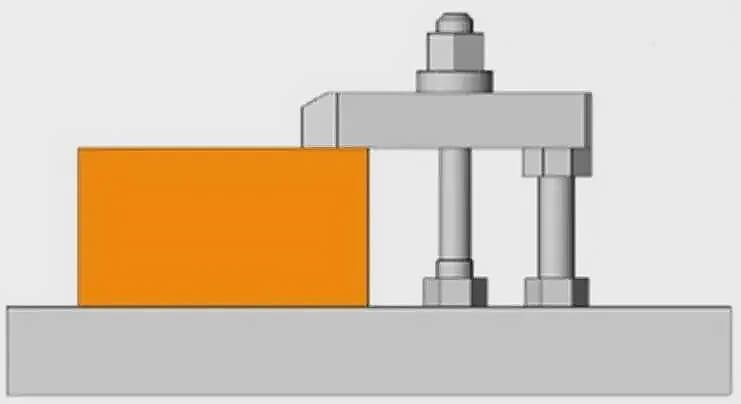
El dispositivo de sujeción que comprime desde la parte superior de la pieza de trabajo es el más estable y causa la menor deformación durante el proceso de sujeción. Como resultado, la primera consideración en el procesamiento de la pieza de trabajo es sujetar desde la parte superior. La fijación más utilizada para este tipo de sujeción es una fijación mecánica manual.
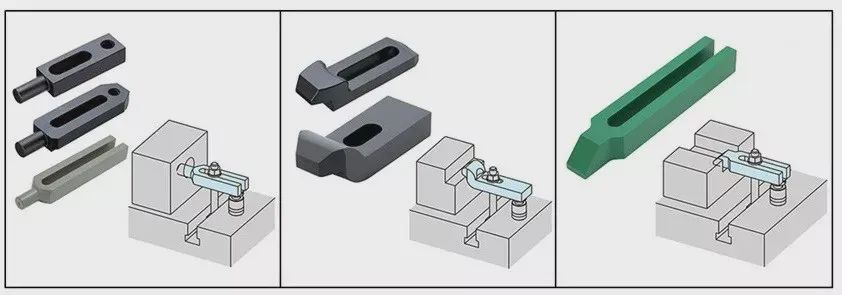
Por ejemplo, la abrazadera de "hoja de pino" es un tipo de dispositivo de sujeción que se utiliza habitualmente. Se compone de una placa de presión, un perno prisionero, un gato y una tuerca.
Además, en función de la forma de la pieza de trabajo, se pueden seleccionar diferentes formas de placas de prensado para que correspondan a diferentes formas de piezas de trabajo.
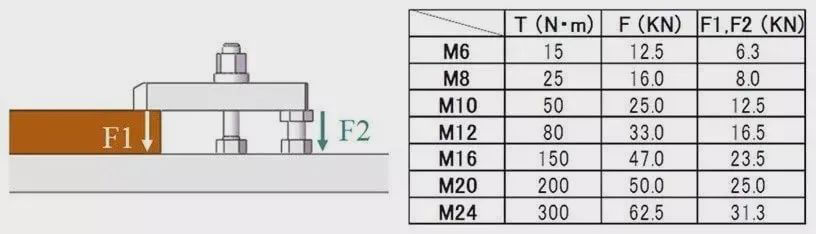
La relación entre el par y la fuerza de apriete de la pinza de la hoja de pino puede calcularse mediante la fuerza de propulsión del perno.
La fórmula de cálculo simple de la fuerza de sujeción es la siguiente:
F(kN) = T(N-m)/0,2d
(d se refiere al diámetro nominal del tornillo)
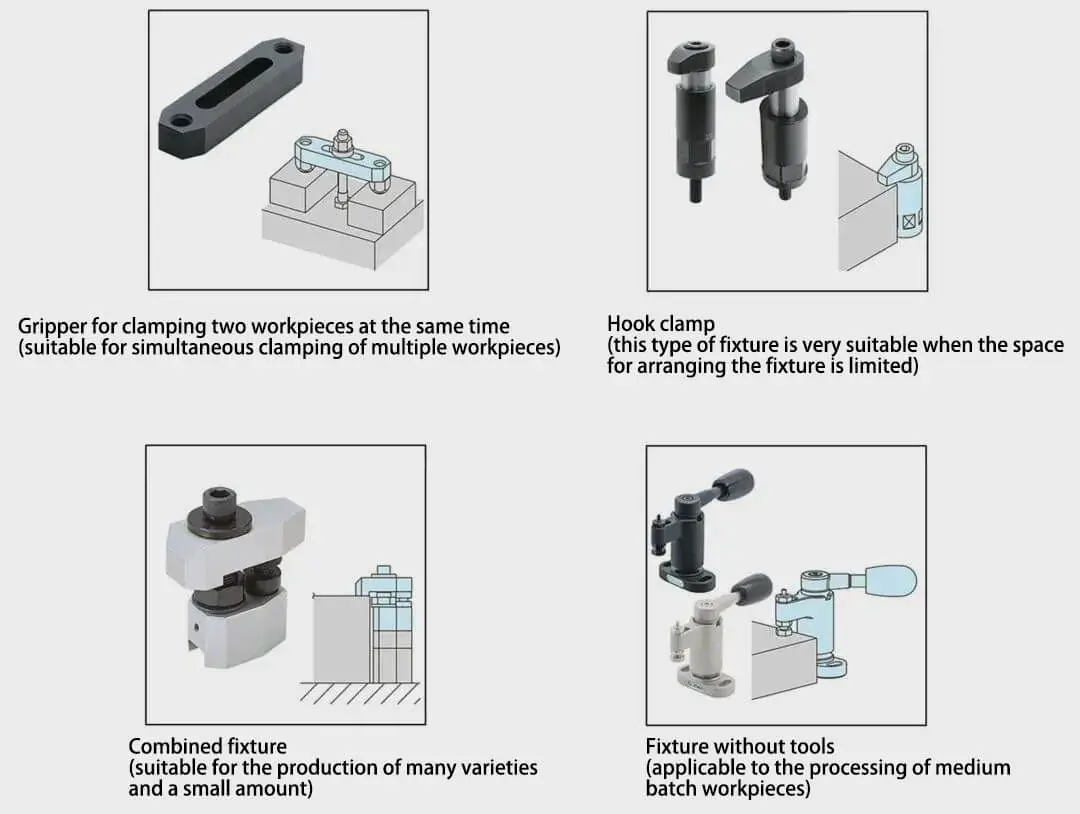
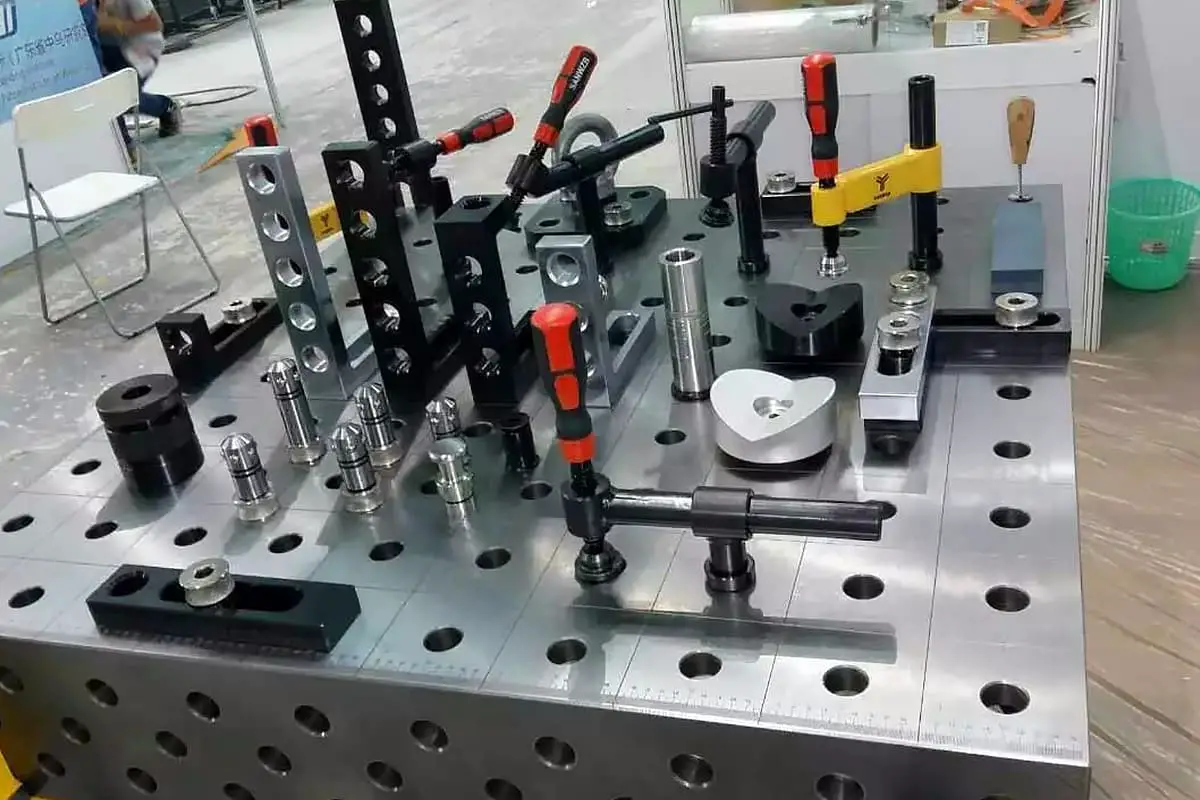
Además de la pinza de hoja de pino, también existen las siguientes pinzas similares para sujetar desde arriba la pieza de trabajo.
2. Sujeción lateral de la pinza
El método original de sujeción de la pieza por la parte superior es el más estable y preciso, y también da como resultado la menor carga de procesamiento sobre la pieza.
Sin embargo, cuando la sujeción por la parte superior no es factible debido a factores como el mecanizado por encima de la pieza o la inadecuación, puede ser necesario sujetar la pieza por el lateral.
No obstante, debe tenerse en cuenta que la sujeción lateral de la pieza puede generar una fuerza hacia arriba. En el diseño de la fijación, debe tenerse muy en cuenta la eliminación de esta fuerza.
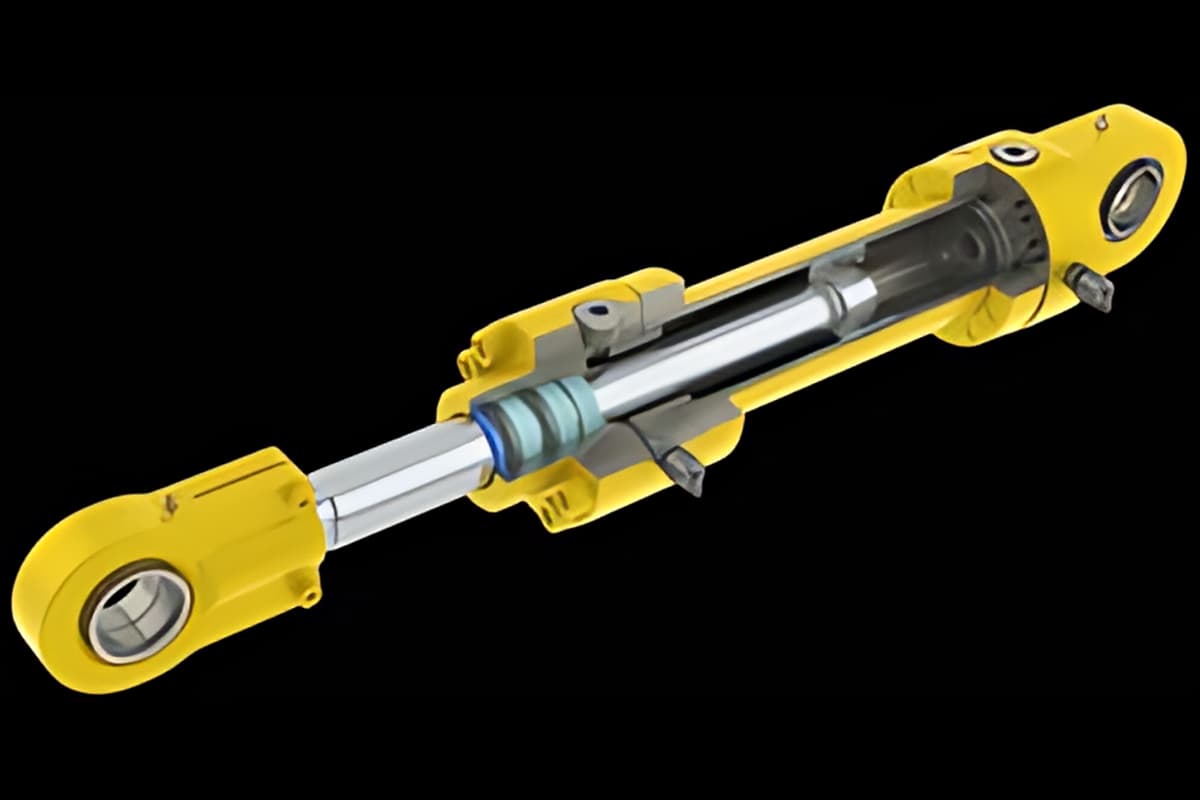
Además de las abrazaderas mostradas en la figura anterior, también hay abrazaderas laterales disponibles.
Estas pinzas laterales generan una fuerza oblicua hacia abajo cuando se produce el empuje, impidiendo eficazmente que la pieza flote.
También existen otras pinzas similares para sujeción lateral.
3. Abrazadera para tensar la pieza de trabajo desde el arrastre
Cuando se procesa la superficie superior de una pieza de chapa fina, no es posible sujetarla desde arriba, y comprimirla desde el lateral no resulta práctico. El método de sujeción más factible es asegurar la pieza desde abajo.
Si la pieza es de hierro, suele utilizarse una pinza magnética para apretarla desde abajo. En el caso de piezas de metal no férrico, suelen utilizarse ventosas de vacío para sujetarlas.
La fuerza de sujeción es directamente proporcional a la superficie de contacto entre la pieza y la pinza magnética o la ventosa de vacío.
Sin embargo, si la carga de procesamiento es demasiado elevada al procesar piezas pequeñas, es posible que los resultados no sean óptimos.
Además, cuando se utiliza un imán o un mandril de vacío, la superficie de contacto con el imán y el mandril de vacío debe ser lisa para que sea segura y normal.
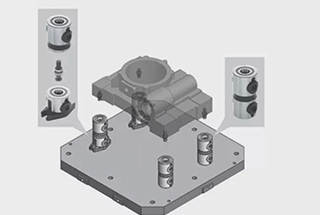
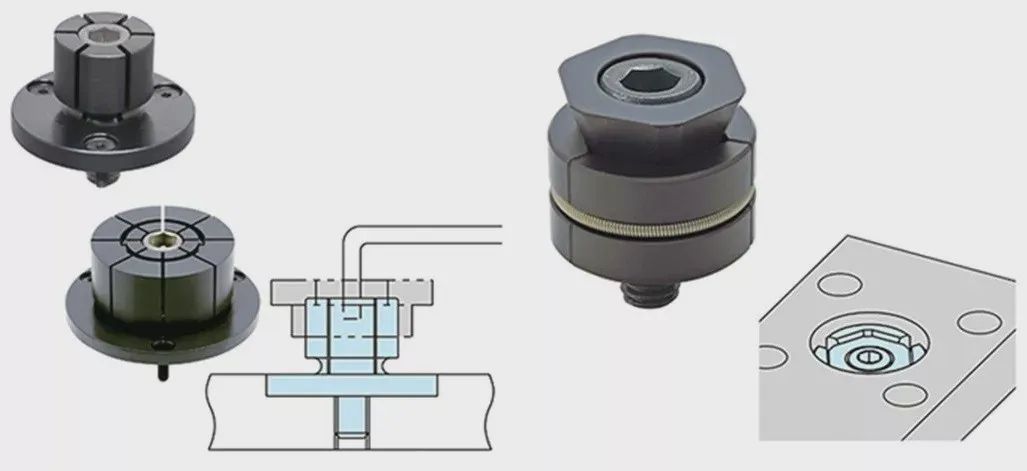
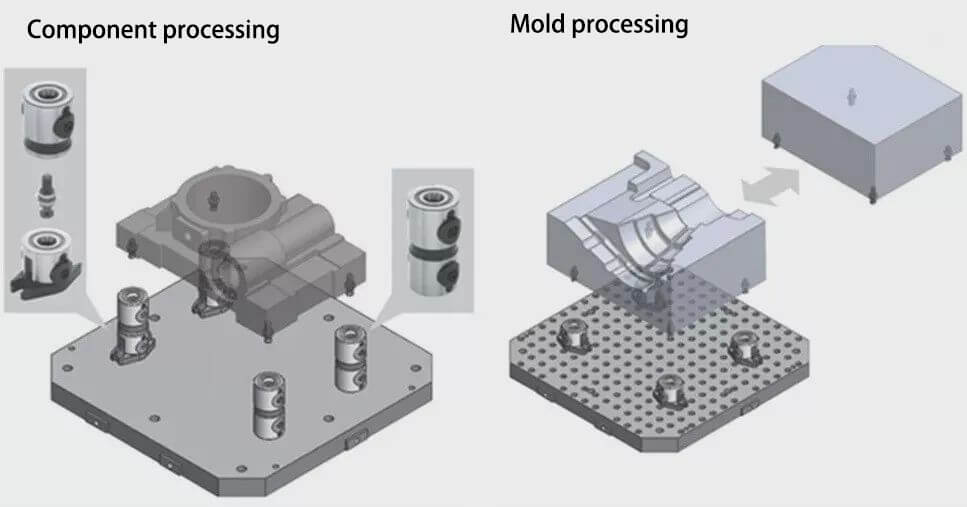
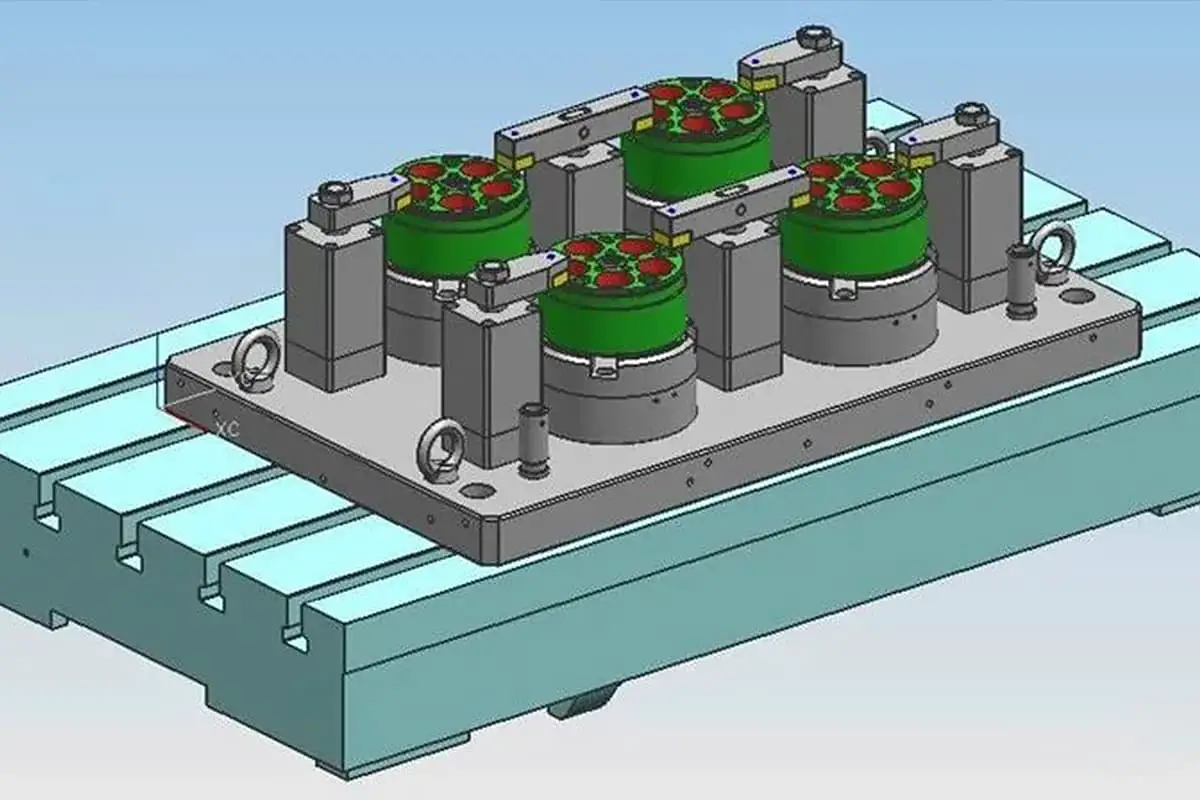
4. Abrazadera con orificio
Al realizar el procesamiento simultáneo de múltiples facetas o el procesamiento de moldes en un 5-máquina de ejesPara evitar que la fijación y las herramientas afecten al resultado, es aconsejable utilizar la sujeción por agujeros. Este método es superior a la sujeción superior y lateral, ya que aplica menos presión a la pieza, lo que reduce la probabilidad de deformación.
Mecanizado directo con orificios
Ajustar el pasador de tracción para la sujeción
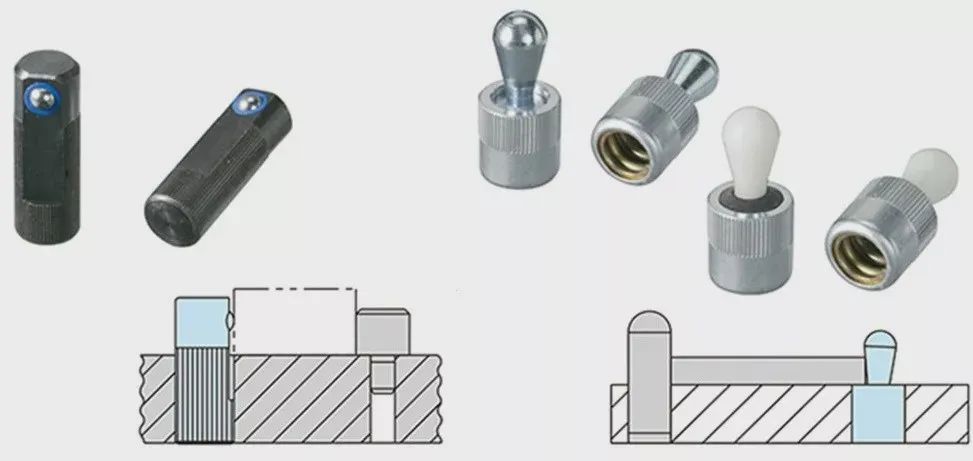
2. Pre sujeción
La atención se centra en la sujeción de la pieza. También es crucial mejorar la operabilidad y utilizar la sujeción previa.
Cuando la pieza se coloca verticalmente sobre la base, la gravedad hará que caiga hacia abajo.
Para evitarlo, es necesario sujetar y asegurar manualmente la pieza de trabajo mientras se utiliza la pinza para operar.
Pre sujeción
Si la pieza de trabajo es pesada o se sujetan varias piezas simultáneamente, la operatividad se reducirá significativamente y el proceso de sujeción llevará mucho tiempo. En tales situaciones, la utilización de un resorte puede ayudar a mantener la pieza de trabajo en un estado estable mientras se acciona la pinza, mejorando significativamente la operatividad y reduciendo el tiempo de sujeción.
3. Precauciones al seleccionar la pinza
Cuando se utilizan varios tipos de mordazas en la misma configuración de utillaje, es fundamental estandarizar las herramientas utilizadas para apretarlas y aflojarlas. Esto ayuda a minimizar la carga de trabajo del operario y a reducir el tiempo total de sujeción de la pieza.
Por ejemplo, como se muestra en la figura de la izquierda, el uso de distintos tipos de llave para las operaciones de apriete puede suponer una mayor carga de trabajo para el operario y tiempos de apriete más largos.
Por otro lado, como se ilustra en la figura de la derecha, cuando las herramientas y las llaves están estandarizadas y el tamaño de los tornillos está unificado, la operación resulta mucho más cómoda y eficaz para el personal de la obra.
Operatividad de la sujeción de piezas
Además, al configurar la mordaza, es fundamental dar prioridad a la facilidad de sujeción de la pieza de trabajo. Si la pieza debe sujetarse en ángulo, puede resultar incómodo manejarla. Esta cuestión debe tenerse en cuenta al diseñar las herramientas de fijación para evitar inconvenientes.