El nivel de fabricación de moldes es un indicador importante para medir el nivel de fabricación de productos de un país, y el molde en sí tiene un coste elevado, conocido como "oro negro".
Con el desarrollo de la industria automovilística, especialmente el rápido desarrollo de los vehículos de nueva energía en China, la demanda de moldes no ha dejado de aumentar, y los requisitos de calidad y vida útil de los moldes son cada vez mayores.
Por lo tanto, es necesario elegir razonablemente el material del molde, desarrollar el proceso de tratamiento térmico correcto, seleccionar el método de tratamiento superficial adecuado e investigar y desarrollar nuevos materiales para moldes.
En este artículo, utilizamos la producción real del material de molde de fundición a presión de nuestra empresa como ejemplo para analizar y discutir los métodos de proceso para prolongar la vida útil de los moldes.
Fabricación de moldes de fundición a presión
Requisitos técnicos
Los requisitos técnicos para la fabricación de moldes de fundición a presión son los siguientes:
Material: H68M
Dimensiones: 400 mm × 910 mm × (3000 ~ 5000 mm)
Proceso de producción: Electroslag Lingote → Corte → Calentamiento → Forja → Tratamiento térmico → Mecanizado → Inspección → Envío.
⑴ Exigencia de dureza superficial: ≤229HBW, diferencia de dureza simple: ≤40HBW.
⑵ Relación de forja: ≥5.
⑶ Requisitos de las pruebas de rendimiento: Energía de impacto de entalla: no inferior a 25J, energía de impacto sin entalla: no inferior a 350J.
⑷ Ensayo no destructivo UT defecto individual equivalente: ≤1,0mm. No se admiten defectos densos.
⑸ Granulometría: superior al nivel 6.
⑹ Requisitos de inclusión: Consulte la tabla 1.
Tabla 1: Requisitos de inclusión de los materiales de los moldes
Clase A
Clase B
Clase C
Clase D
Clase Ds (Nivel)
Grueso
Fino
Grueso
Fino
Grueso
Fino
Grueso
Fino
≤0.5
≤0.5
≤1.0
≤1.0
≤0.5
≤0.5
≤1.0
≤1.0
≤1.0
⑺ Las materias primas se fabrican mediante horno de arco eléctrico + refinado + desgasificación al vacío +. escoria electrostática refundición. La composición química se muestra en la Tabla 2, con [H] ≤2,0PPm, [O] ≤25PPm, y [N] = 70~170PPm.
Tabla 2: Composición química de los materiales del molde (fracción másica, %)
Elemento
C
Si
Mn
P
S
Cr
Mo
V
Min
0.36
0.25
0.25
–
–
4.95
2.2
0.50
Max
0.42
0.45
0.45
0.015
0.005
5.25
2.8
0.80
Proceso de producción:
⑴ Utilice un lingote electroslag de 12,5 t para eliminar el bebedero y la rebaba de la placa del lingote y, a continuación, cárguelo en el horno de calentamiento de gas. La temperatura de calentamiento se controla a 1260℃. Después de 24 horas de aislamiento, se inicia la forja utilizando el proceso de dos recalcados y dos tirones con una relación de forja superior a 6, como se muestra en la Figura 1.
⑵ Después de la forja, adoptar el control de refrigeración por aire y oportuna ponerlo en el recocido horno para el tratamiento térmico posterior a la forja a unos 400°C. La temperatura de calentamiento para el tratamiento térmico es de 850°C durante 20 horas de aislamiento, y después de 730°C durante 30 horas de aislamiento. El horno de calentamiento se enfría a menos de 30°C/h, y el molde se saca del horno cuando la temperatura del horno es inferior a 450°C.
⑶ Después del tratamiento térmico, realizar el procesamiento de la máquina de acuerdo con los requisitos del dibujo. Una vez finalizado el procesamiento, realice la prueba UT. Los productos calificados serán enviados.
Los principales factores que afectan a la vida útil de los moldes de fundición a presión son:
⑶ La racionalidad del diseño del molde de fundición a presión y las condiciones de trabajo.
Mejora del proceso para el nuevo molde de fundición a presión H68M
⑴ Según el proceso de producción anterior, la vida útil del material del molde H68M no mejoraba significativamente en comparación con otros materiales nacionales.
Nuestro personal técnico siguió y analizó in situ el proceso de fundición, el control del proceso de forja y el control del tratamiento térmico para obtener información sobre la pureza, la estructura y el tamaño del grano, como se muestra en las figuras 2, 3 y 4. Esto proporcionó experiencia para seguir mejorando el control de la vida útil del material en el futuro. Esto proporcionó experiencia para seguir mejorando el control de la vida útil del material en el futuro.
Figura 2. Foto de gran aumento de la pureza del material H68M
Figura 3. Microestructura del material H68M tras el forjado y el tratamiento térmico
En relación con los amplios datos experimentales anteriores, nuestro equipo de investigación técnica ha analizado y aplicado las siguientes mejoras en los procesos de fundición, forja y tratamiento térmico posterior a la forja.
Medida de mejora 1
La microestructura ideal de la aleación base se consiguió mediante un diseño razonable de la composición. La composición química mejorada se muestra en la Tabla 3.
Tabla 3 Composición química ajustada (fracción de masa, %) de H68M tras la mejora
Elemento
C
Si
Mn
P
S
Cr
Mo
V
Min
0.36
0.20
0.30
–
–
4.95
2.350
0.55
Max
0.40
0.40
0.45
0.015
0.005
5.15
2.65
0.75
Medida de mejora 2
Se utilizaron chatarra y aleaciones de acero limpias como materias primas y se emplearon medidas eficaces como el refinado LF, la desgasificación al vacío y la escoria eléctrica en atmósfera protectora para reducir el contenido de elementos impuros, gases nocivos e inclusiones en el acero.
De este modo se obtuvieron tochos de forja puros. En el proceso de fundición, se controló el riesgo de fallo del material causado por ello, y la pureza del material puede controlarse hasta el nivel indicado en la Tabla 4. La imagen de gran aumento de las inclusiones se muestra en la figura 5.
Tabla 4 Datos de detección a gran aumento ajustados tras la mejora
Grado
Clase A
Clase B
Clase C
Clase D
Clase Ds (Nivel)
H68M
Grueso
Fino
Grueso
Fino
Grueso
Fino
Grueso
Fino
≤0.5
≤0.5
≤1.0
≤1.0
≤0.5
≤0.5
≤1.0
≤1.0
≤1.0
Figura 5: Imagen de gran aumento de la pureza mejorada tras las medidas de mejora.
Medida de mejora 3
Durante el calentamiento, se empleó difusión a alta temperatura a 1280℃. En el proceso de forja se utilizaron tres procesos de embutición y tres de dimensionamiento, así como un proceso de desbaste transversal, con una deformación final controlada superior a 30%.
Se utilizó la combinación de forja por compresión multidireccional y el proceso EFS (refinado ultrafino) para obtener granos refinados y una microestructura recocida uniforme.
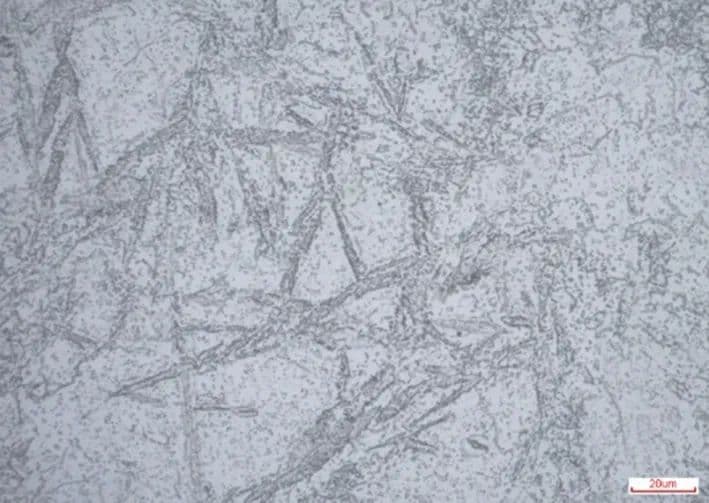
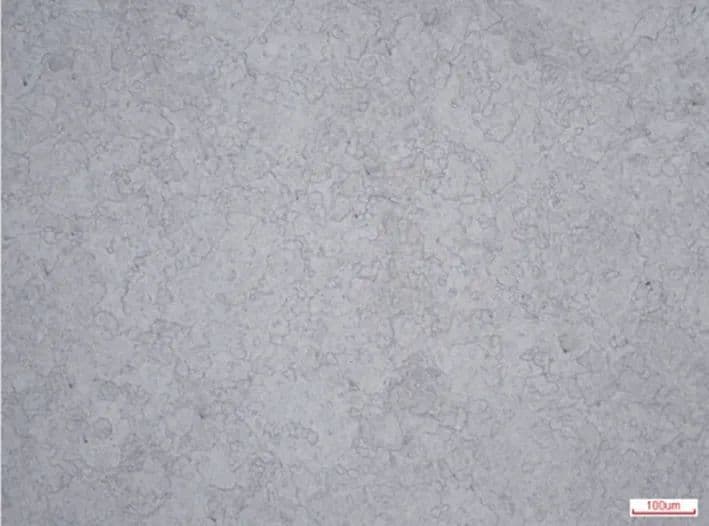
Esto permitió obtener una buena microestructura de tratamiento en caliente incluso después del mecanizado y acondicionamiento, lo que proporcionó una buena base para el uso del molde. La imagen de la microestructura ajustada se muestra en la Figura 6, y la imagen del tamaño de grano en la Figura 7.
Figura 6: Imagen de la microestructura tras las medidas de mejora
Figura 7: Imagen del tamaño del grano tras las medidas de mejora.
Gracias a estas medidas, el material H68M que producimos se ajusta a las normas de la Comisión Europea. Fundición a presión Asociación.
El material del molde de fundición a presión debe someterse a pruebas de valor de impacto de muesca en V para inspeccionar la tenacidad del material.
Al mismo tiempo, debe comprobarse la ductilidad del material probando su energía de impacto sin muescas. El H68M se ajusta a los requisitos de ensayo de Dievar y obtiene el valor de impacto en condiciones de funcionamiento endurecido a 44-46HRC, como se muestra en la Tabla 5.
Tabla 5 Valor de impacto del material H68M templado a 44-46HRC en condiciones de funcionamiento
Grado
En forma de V (J)
Sin hueco (J)
valor medio
valor mínimo
valor medio
valor mínimo
1.2367
≥19
≥14.9
≥300
≥269
H68M
≥25
≥18
≥350
≥300
Gracias al diseño optimizado de la composición de la aleación del material y al estricto control de los procesos de dosificación, fundición, escoria eléctrica, forja y tratamiento térmico posterior a la forja durante la producción, el material H68M presenta un excelente rendimiento en alta templabilidad, alta dureza al rojo, alta tenacidad y alta ductilidad.
Conclusión
(1) Mediante el ajuste del diseño de la composición química del material H68M, se ha convertido en un grado de acero para moldes de trabajo en caliente con alta templabilidad, alta dureza roja, alta tenacidad y alta ductilidad.
(2) El material H68M se ha sometido a un proceso de escoria eléctrica, homogeneización a alta temperatura, tratamiento de refinamiento del grano y tres veces de fuerte embutición y dimensionamiento para superar las expectativas de los clientes. La vida útil de 10.000 moldes requeridos por los pedidos de contrato de los clientes puede ahora mejorarse a más de 20.000, reduciendo en gran medida el coste de uso del molde y creando valor para los clientes.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]