Principios y métodos de selección de materiales metálicos
¿Alguna vez se ha preguntado por qué algunos metales son perfectos para su proyecto y otros no? En este artículo exploramos los factores clave para seleccionar el material metálico adecuado a sus necesidades. Prepárese para descubrir consejos prácticos y reflexiones que le ayudarán a tomar decisiones informadas y lograr resultados óptimos en sus proyectos de ingeniería mecánica.
A la hora de elegir materiales y procesos de fabricación, es fundamental evaluar si las prestaciones del material satisfacen las necesidades de las condiciones de trabajo, si el proceso de fabricación es viable con este material y si la producción y utilización del material o las piezas son rentables. Esta evaluación debe realizarse desde tres perspectivas: idoneidad, viabilidad y rentabilidad.
Principio de aplicabilidad
El principio de idoneidad exige que los materiales elegidos sean capaces de soportar las condiciones de trabajo y cumplir los requisitos de un uso satisfactorio. Garantizar que los materiales cumplen los requisitos de uso es un paso crucial en el proceso de selección de materiales.
Los requisitos de uso de los materiales se reflejan en sus especificaciones internas de calidad, como la composición química, la estructura, las propiedades mecánicas, las propiedades físicas y las propiedades químicas.
Al seleccionar los materiales, es importante tener en cuenta las condiciones de carga de las piezas, el entorno de uso de los materiales y los requisitos de rendimiento de los materiales.
Las condiciones de carga de las piezas se refieren al tamaño y al estado de tensión de la carga. El entorno de uso de los materiales se refiere al entorno en el que se utilizan los materiales, incluido el medio, la temperatura de trabajo y la fricción. Los requisitos de rendimiento en servicio de los materiales se refieren a su vida útil y a diversas tensiones, deformaciones, etc. generalizadas admisibles.
Sólo teniendo muy en cuenta estos tres aspectos podrán los materiales cumplir los requisitos de rendimiento.
Principio tecnológico
Una vez seleccionados los materiales, suele ser posible determinar la tecnología de transformación. Sin embargo, es importante tener en cuenta que el proceso de transformación puede alterar las propiedades de los materiales. Además, factores como la forma, la estructura, el tamaño del lote y las condiciones de producción de las piezas también desempeñan un papel importante a la hora de determinar la tecnología de procesamiento del material.
El principio de viabilidad exige tener en cuenta la procesabilidad de los materiales a la hora de seleccionarlos, y deben preferirse los materiales con buena procesabilidad para minimizar la dificultad y el coste de fabricación. Cada proceso de fabricación tiene sus propias características, ventajas e inconvenientes.
Cuando las piezas de un mismo material se fabrican mediante distintos procesos, la dificultad y el coste pueden variar, al igual que el rendimiento necesario para el tratamiento del material. Por ejemplo, la forja puede no ser viable para piezas con formas complejas y de gran tamaño. En tales casos, puede recurrirse a la fundición o a la soldadura, pero el material debe tener buenas prestaciones de fundición o soldadura y la estructura debe cumplir los requisitos de fundición o soldadura.
En otro ejemplo, cuando se fabrican llaves y pasadores mediante estirado en frío, debe tenerse en cuenta el alargamiento de los materiales y el impacto del refuerzo de la deformación en sus propiedades mecánicas.
Principio económico
Además de cumplir los requisitos de uso y procesamiento del material, también es importante tener en cuenta su rentabilidad.
El principio de rentabilidad se refiere a la selección de materiales que ofrezcan una elevada relación rendimiento-precio. El rendimiento de los materiales se refiere a sus prestaciones de uso, que en general pueden representarse por su vida útil y su nivel de seguridad. El precio de los materiales viene determinado principalmente por su coste, que incluye tanto el coste de producción como el coste de uso.
En el coste de los materiales influyen varios factores, como el coste de las materias primas, la tasa de utilización de las materias primas, el coste de conformación de los materiales, el coste de procesamiento, el coste de instalación y puesta en marcha, el coste de mantenimiento, el coste de gestión y otros.
Pasos, métodos y bases de la selección de materiales y procesos de conformado
Los pasos para seleccionar los materiales y los procesos de fabricación son los siguientes:
Elija los materiales en función de las condiciones de uso y los requisitos.
En función de los materiales seleccionados, elija un proceso de fabricación adecuado, teniendo en cuenta factores como el coste de los materiales, las propiedades de transformación de los materiales, la complejidad de las piezas, el tamaño del lote de las piezas, las condiciones de producción existentes y los requisitos técnicos.
1. Pasos y métodos para la selección de materiales y sus procesos de conformado
Para evaluar las condiciones de servicio de las piezas, es necesario determinar la carga específica, el estado de tensión, la temperatura, la corrosión y las condiciones de desgaste que experimentarán las piezas durante su uso.
Para las piezas utilizadas en condiciones normales de temperatura, el principal requisito es que los materiales tengan propiedades mecánicas adecuadas. Sin embargo, para piezas utilizadas en condiciones diferentes, los materiales deben tener propiedades físicas y químicas específicas.
Si las piezas se van a utilizar a altas temperaturas, los materiales deben tener resistencia a altas temperaturas y resistencia a la oxidación. Las piezas utilizadas en equipos químicos deben tener una alta resistencia a la corrosión. Algunas piezas de instrumentos requieren materiales con propiedades electromagnéticas. Para las estructuras de soldadura utilizadas en zonas extremadamente frías, deben tenerse en cuenta los requisitos de tenacidad a bajas temperaturas.
Cuando se utilizan en zonas húmedas, deben incluirse los requisitos de resistencia a la corrosión atmosférica. A continuación se indican los pasos generales para la selección de materiales:
Mediante análisis o ensayos, junto con los resultados del análisis de fallos de materiales similares, determinar diversos indicadores generalizados de tensión admisible, como la resistencia admisible, la deformación admisible, la deformación admisible y el tiempo de servicio.
Identificar los indicadores principales y secundarios de tensión admisible generalizada y utilizar los indicadores más importantes como base principal para la selección de materiales.
Basándose en los principales indicadores de rendimiento, seleccione varios materiales que cumplan los requisitos.
Elegir los materiales y su proceso de conformado en función del proceso de conformado de los materiales, la complejidad de las piezas, el lote de producción de las piezas, las condiciones de producción existentes y las condiciones técnicas.
Tenga en cuenta factores como el coste de los materiales, tecnología de conformadoy la fiabilidad de uso para seleccionar el material más adecuado mediante un método de optimización.
Si es necesario, pruebe los materiales y póngalos en producción para verificarlos o ajustarlos.
Tenga en cuenta que sólo se trata de directrices generales para la selección de materiales y que el proceso puede ser largo y complejo.
Para piezas importantes y nuevos materialesPara garantizar la seguridad de los materiales durante la selección, se requiere un número importante de pruebas básicas y procesos de producción de prueba. Para materiales menos importantes y piezas de lotes pequeñosLos materiales se seleccionan normalmente basándose en la experiencia de uso de materiales similares en las mismas condiciones de trabajo, y se determinan la marca y la especificación de los materiales, tras lo cual se organiza el proceso de conformado.
Si las piezas presentan daños normales, pueden utilizarse los materiales y el proceso de conformado originales. Si el daño se debe a un daño prematuro anormal, hay que determinar la causa del fallo y tomar las medidas adecuadas. Si es consecuencia del material o de su proceso de producción, puede considerarse la posibilidad de utilizar nuevos materiales o un nuevo proceso de moldeo.
2. Bases para la selección de materiales
(1) Condiciones de carga
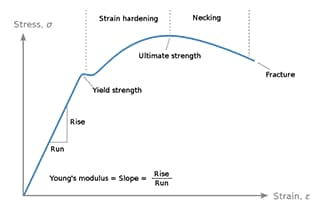
Los materiales de ingeniería están expuestos a diversas fuerzas durante su funcionamiento, como la tensión de tracción, la tensión de compresión, la tensión de cizallamiento, la tensión de corte, el par de torsión y la fuerza de impacto, entre otras.
Las propiedades mecánicas y los modos de fallo de los materiales están estrechamente ligados a las condiciones de carga a las que están sometidos.
En ingeniería, es crucial que la maquinaria y las estructuras funcionen de forma segura y fiable a la vez que cumplen sus requisitos de movimiento.
Por ejemplo, el husillo de una máquina herramienta debe poder funcionar normalmente sin romperse ni deformarse excesivamente bajo tensión. Otro ejemplo es que cuando un gato levanta una carga, el husillo debe permanecer recto y equilibrado sin doblarse repentinamente.
El funcionamiento seguro y fiable de los componentes de ingeniería depende de que cumplan los requisitos de resistencia, rigidez y estabilidad.
Existen condiciones específicas para cada uno de estos aspectos de los materiales en la mecánica de materiales que deben tenerse en cuenta al analizar las condiciones de tensión o seleccionar los materiales.
A la hora de seleccionar materiales en función de las condiciones de tensión, es importante tener en cuenta no sólo las propiedades mecánicas de los materiales, sino también los conocimientos pertinentes sobre mecánica de materiales para tomar una decisión científicamente fundamentada.
Tabla 1 Esfuerzos, formas de fallo y propiedades mecánicas requeridas de varias piezas comunes
Piezas de recambio
Condiciones de trabajo
Formas habituales de fallo
Principales requisitos de las propiedades mecánicas
Resistencia a la fatiga por contacto, dureza y resistencia al desgaste
Cigüeñal
Tensión de flexión Tensión de torsión
Choque cíclico
Fricción del diario
Fractura frágil, fractura por fatiga, erosión y desgaste
Resistencia a la fatiga, dureza, resistencia a la fatiga por impacto y propiedades mecánicas generales
Biela
Tensión de tracción y tensión de compresión
Choque cíclico
Fractura frágil
Resistencia a la fatiga por compresión, resistencia a la fatiga por impacto
(2) Temperatura de servicio de los materiales
La mayoría de los materiales suelen utilizarse a temperatura ambiente, aunque también los hay que se emplean a temperaturas altas o bajas.
Debido a estas diferentes temperaturas de servicio, las propiedades requeridas de los materiales también varían enormemente.
A medida que disminuye la temperatura, la tenacidad y la plasticidad de los materiales de acero disminuyen continuamente. En un momento determinado, se produce una disminución significativa de la tenacidad y la plasticidad, denominada temperatura de transición dúctil-frágil.
Cuando se utilizan por debajo de la temperatura de transición dúctil-frágil, los materiales son susceptibles a la fractura frágil bajo una tensión baja, lo que puede provocar daños. Por lo tanto, al seleccionar acero para uso a baja temperatura, deben elegirse materiales con una temperatura de transición dúctil-frágil inferior a las condiciones de trabajo.
La aleación de diversos aceros de baja temperatura tiene por objeto reducir contenido en carbono y mejorando su tenacidad a baja temperatura.
A medida que aumenta la temperatura, las propiedades de los materiales de acero sufren varios cambios, entre ellos una disminución de la resistencia y durezaAumento y posterior disminución de la plasticidad y la tenacidad, y oxidación o corrosión a altas temperaturas.
Estos cambios afectan al rendimiento del material y pueden inutilizarlo. Por ejemplo, la temperatura de servicio del acero al carbono y la fundición no debe superar los 480 ℃, mientras que la temperatura de servicio del acero aleado no debe superar los 1150 ℃.
La velocidad de corrosión se mide como la pérdida de material metálico por unidad de superficie en un tiempo determinado, o como la profundidad de la corrosión en el material metálico a lo largo del tiempo.
La industria utiliza habitualmente un sistema de clasificación de la resistencia a la corrosión de 6 categorías y 10 grados, que van desde la Clase I, con resistencia total a la corrosión, hasta la Clase VI, sin resistencia a la corrosión, como se muestra en la Tabla 2.
Cuadro 2 Clasificación y criterios de calificación de la resistencia a la corrosión de Materiales metálicos
Clasificación de la resistencia a la corrosión
Clasificación de la resistencia a la corrosión
Velocidad de corrosión, mm/d
I
Resistencia total a la corrosión
1
<0.001
Ⅱ
Muy resistente a la corrosión
23
0.001~0.005 0.005~0.01
III
Resistencia a la corrosión
45
0.01~0.05 0.05~0.1
IV
Resistencia a la corrosión
67
0.1~0.5 0.5~1.0
V
Poca resistencia a la corrosión
89
1.0~5.0 5.0~10.0
VI
No resistente a la corrosión
10
>10.0
La mayoría de los materiales de ingeniería funcionan en entornos atmosféricos y sufren corrosión atmosférica, que es un problema habitual.
La humedad de la atmósfera, la temperatura, la luz solar, el agua de lluvia y el contenido de gases corrosivos influyen enormemente en la corrosión de estos materiales.
En las aleaciones comunes, el acero al carbono tiene un índice de corrosión de 10^-605 m/d en atmósferas industriales, pero puede utilizarse tras ser pintado o tratado con otras capas protectoras.
Los aceros de baja aleación que contienen elementos como cobre, fósforo, níquel y cromo han mejorado mucho su resistencia a la corrosión atmosférica y pueden utilizarse sin pintar.
Materiales como el aluminio, el cobre, el plomo y el zinc tienen una buena resistencia a la corrosión atmosférica.
(4) Resistencia al desgaste
A continuación se enumeran los factores que afectan a la resistencia al desgaste de los materiales:
① Propiedades de los materialesentre las que se incluyen la dureza, la tenacidad, la capacidad de endurecimiento por deformación, la conductividad térmica, la estabilidad química, el estado de la superficie, etc.
② Condiciones de fricción: incluidas las características del material abrasivo en la fricción, la presión, la temperatura, la velocidad de fricción, las propiedades de los lubricantes y la presencia de condiciones corrosivas.
En general, los materiales con alta dureza son menos susceptibles a la penetración o abrasión por objetos abrasivos, y tienen un alto límite de fatiga, lo que se traduce en una alta resistencia al desgaste. Además, una dureza elevada garantiza que, aunque el material sea penetrado o abrasionado, no se romperá, lo que mejora aún más su resistencia al desgaste.
Por lo tanto, la dureza es el principal aspecto de la resistencia al desgaste. Es importante tener en cuenta que la dureza de los materiales puede cambiar durante su uso. Por ejemplo, los metales que sufren endurecimiento por trabajo se endurecen durante la fricción, mientras que los metales que pueden ablandarse por calor pueden ablandarse durante la fricción.
3. Base para la selección del proceso de conformado del material
Generalmente, una vez determinado el material de un producto, se suele identificar el tipo de proceso de conformado.
Por ejemplo, si el producto es de hierro fundido, debe utilizarse fundición; si es de chapa metálicaSi se trata de piezas de plástico ABS, la mejor opción es el moldeo por inyección, y si se trata de piezas cerámicas, hay que elegir el proceso de conformado cerámico adecuado.
Sin embargo, es importante tener en cuenta que el proceso de conformado también puede afectar al rendimiento del material, por lo que hay que tener en cuenta los requisitos de rendimiento final del material al seleccionar el proceso de conformado.
Rendimiento de los materiales del producto
① Propiedades mecánicas de los materiales
Por ejemplo, engranaje de acero Las piezas pueden fundirse cuando sus propiedades mecánicas no son críticas, pero cuando se requieren propiedades mecánicas elevadas, debe recurrirse al procesado por presión.
② Comportamiento en servicio de los materiales
Por ejemplo, en la fabricación de volantes de inercia para coches y motores de automóviles, el acero forja de troqueles en lugar de la forja en matriz abierta. Esto se debe a que la alta velocidad de los coches y la necesidad de una conducción suave hacen que las fibras expuestas en las piezas forjadas del volante puedan provocar corrosión y afectar al rendimiento. La forja en matriz cerrada es preferible a la forja en matriz abierta, ya que elimina la rebaba y evita cortar y exponer la estructura de fibra de las piezas forjadas.
③ Propiedades tecnológicas de los materiales
Las propiedades tecnológicas incluyen propiedades de fundición, propiedades de forja, propiedades de soldadura, propiedades de tratamiento térmico y propiedades de corte. Por ejemplo, los materiales metálicos no férreos con poca soldabilidad deben conectarse utilizando soldadura por arco de argón en lugar de la soldadura por arco manual. El PTFE, al ser un material termoplástico poco fluido, no es apto para el moldeo por inyección y solo debe moldearse mediante prensado y sinterizado.
④ Propiedades especiales de los materiales
Entre las propiedades especiales figuran la resistencia al desgaste, la resistencia a la corrosión, la resistencia al calor, la conductividad o el aislamiento. Por ejemplo, el impulsor y la carcasa de una bomba resistente a los ácidos deben ser de acero inoxidable y estar fundidos. Si se utiliza plástico, el moldeo por inyección es una opción. Si se requiere tanto resistencia al calor como a la corrosión, debe utilizarse cerámica y moldearse mediante el proceso de inyección.
(2) Lote de producción de piezas
Para la fabricación en serie de productos, debe seleccionarse un proceso de moldeo de alta precisión y productividad que garantice la precisión y la eficacia. Aunque el equipo necesario para estos procesos de moldeo puede tener un coste de fabricación relativamente alto, esta inversión puede compensarse con la reducción del consumo de material por producto.
Para la producción en serie de piezas forjadas, se recomienda procesos de conformado incluyen la forja en estampa, el laminado en frío, el estirado en frío y la extrusión en frío.
Para la producción en serie de piezas de fundición de aleaciones no ferrosas, fundición de moldes metálicos, fundición a presión y baja fundición a presión son los procesos de moldeo recomendados.
Para la producción en serie de piezas de nailon MC, el proceso de moldeo por inyección es la opción preferida.
Para la producción de lotes pequeños, pueden seleccionarse procesos de conformado con menor precisión y productividad, como el moldeo manual, la forja libre, la soldadura manual y los procesos que implican corte.
(3) Complejidad de la forma y requisitos de precisión de las piezas
Para las piezas metálicas de formas complejas, en particular las que tienen cavidades internas intrincadas, el proceso de fundición a menudo se selecciona, como en el caso de la caja, el cuerpo de la bomba, el bloque de cilindros, el cuerpo de la válvula, la carcasa y los componentes de la bancada.
Las piezas de plástico de ingeniería con formas complejas suelen fabricarse mediante el proceso de moldeo por inyección.
Las piezas cerámicas de formas complejas pueden fabricarse mediante moldeo por inyección o fundición.
Para piezas metálicas con formas sencillas, pueden utilizarse procesos de conformado por presión o soldadura.
Las piezas de plástico de ingeniería con formas sencillas pueden fabricarse mediante procesos de moldeo por soplado, extrusión o moldeo.
Las piezas cerámicas con formas sencillas suelen moldearse.
Si el producto es una pieza de fundición y la precisión dimensional no es un requisito importante, puede utilizarse la fundición en arena ordinaria. Si la precisión dimensional es alta, se puede optar por la fundición a la cera perdida, la fundición por evaporación, la fundición a presión o la fundición a baja presión en función del material de fundición y el tamaño del lote.
Para requisitos de precisión dimensional bajos en forja, se suele utilizar la forja libre. Para requisitos de alta precisión, se opta por la forja en matriz o el conformado por extrusión.
Si el producto es de plástico y requiere poca precisión, se prefiere el moldeo por soplado hueco. Para requisitos de alta precisión, se elige el moldeo por inyección.
(4) Condiciones de producción existentes
Las condiciones de producción existentes se refieren a la capacidad actual de los equipos, los conocimientos técnicos del personal y la posibilidad de subcontratar productos.
Por ejemplo, cuando se fabrican productos de maquinaria pesada, si no se dispone de un horno siderúrgico de gran capacidad o de equipos de elevación y transporte de cargas pesadas in situ, se suele recurrir al proceso combinado de fundición y soldadura. Esto implica dividir las piezas grandes en piezas más pequeñas para fundirlas y luego soldarlas para formar piezas más grandes.
Otro ejemplo: las piezas del cárter de aceite de un torno suelen fabricarse estampando finas placas de acero con una prensa. Si las condiciones in situ no son adecuadas para este proceso, deben utilizarse métodos alternativos.
Por ejemplo, si no hay chapas finas ni prensas grandes in situ, puede ser necesario utilizar el proceso de fundición. Si se dispone de chapas finas pero no hay prensas grandes, puede utilizarse un proceso de conformado por hilatura económico y viable como sustituto del conformado por estampación.
(5) Consideración de nuevos procesos, tecnologías y materiales
Con las crecientes demandas del mercado industrial, los usuarios exigen cada vez más variedad de productos y mejoras de calidad, lo que lleva a pasar de la producción en serie a la producción de múltiples variedades y lotes pequeños. Esto amplía el campo de aplicación de nuevos procesos, tecnologías y materiales.
Para acortar el ciclo de producción y mejorar los tipos y la calidad de los productos, es necesario considerar el uso de nuevos procesos, tecnologías y materiales, como la fundición de precisión, la forja de precisión, el troquelado de precisión, la extrusión en frío, la forja líquida, el conformado superplástico, el moldeo por inyección, la pulvimetalurgia, la cerámica y otros conformados estáticos por presión, el conformado de materiales compuestos y el conformado rápido. Esto permitirá obtener piezas de forma casi neta y mejorar significativamente la calidad del producto y los beneficios económicos.
Además, para hacer una selección razonable del proceso de moldeo, es importante tener una comprensión clara de las características y el ámbito de aplicación de los diversos procesos de moldeo, así como el impacto del proceso de moldeo en las propiedades del material.
En la tabla 3 se muestran las características de varios procesos de conformado de piezas en bruto de materiales metálicos.
Cuadro 3 Características de los distintos procesos de conformado de chapas
Fundición
Forja
Estampación de piezas
Soldadura
Laminados
Características del moldeo
Formación en estado líquido
Deformación plástica sólida
Deformación plástica sólida
Conexión en cristalización o estado sólido
Deformación plástica sólida
Requisitos de rendimiento del proceso de materiales
Buena liquidez y baja contracción
Buena plasticidad, resistencia a pequeñas deformaciones
Buena plasticidad, resistencia a pequeñas deformaciones
Alta resistencia, buena plasticidad, buena estabilidad química en estado líquido
Buena plasticidad, resistencia a pequeñas deformaciones
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Por qué algunos metales resisten entornos extremos y otros fallan? Comprender el rendimiento de los materiales metálicos es clave para seleccionar el adecuado para su aplicación. Este artículo explora las...
¿Cómo evoluciona la chapa metálica desde la materia prima hasta los intrincados componentes de nuestros dispositivos cotidianos? Este artículo se adentra en el fascinante mundo de la fabricación de chapas metálicas, explorando materiales como el SPCC,...
¿Alguna vez se ha preguntado qué significan esos números que aparecen en las chapas metálicas? En este artículo, nos sumergiremos en el mundo del calibre de la chapa y desmitificaremos este aspecto esencial de la metalurgia....
¿Alguna vez se ha preguntado por el fascinante mundo de la dureza de los metales? En esta entrada del blog, nos adentraremos en los fascinantes conceptos y métodos de medición y mejora de la dureza de...
¿Alguna vez se ha preguntado cómo calcular con precisión el peso del acero o del metal para sus proyectos? En esta entrada del blog, exploraremos el fascinante mundo del cálculo del peso del acero....
Imagine materiales capaces de revolucionar sectores enteros: más fuertes, más ligeros y más inteligentes. Este artículo explora 50 materiales innovadores que están llamados a transformar la tecnología y la fabricación. Desde la incomparable resistencia del grafeno...
¿Alguna vez se ha preguntado por el mundo oculto de las densidades de los metales? En esta fascinante entrada de blog, nos embarcaremos en un viaje para desentrañar los misterios que se esconden tras los pesos de varios...
Los metales se clasifican en ferrosos y no ferrosos, cada uno con propiedades y usos únicos. Este artículo explora las características, aplicaciones y datos fascinantes de estos metales, desde el hierro común hasta...
¿Se ha preguntado alguna vez por la gran variedad de metales que componen nuestro mundo? En esta fascinante entrada del blog, nos embarcaremos en un viaje para explorar los diferentes tipos...