¿Por qué es tan importante la fundición especial en la industria moderna? Este proceso es esencial para producir aceros y aleaciones de alta calidad utilizados en campos tan exigentes como el aeroespacial y el electrónico. Los métodos convencionales no cumplen los estrictos requisitos de estas aplicaciones, por lo que se necesitan técnicas avanzadas como la fusión por inducción, la metalurgia por electroescoria y la refundición por arco al vacío. En este artículo, conocerá los distintos métodos de fundición especiales y sus ventajas únicas, que le ayudarán a comprender su papel fundamental en la fabricación de productos metálicos de calidad superior.
La fundición especial es un método especial y eficaz para producir aceros especiales, aleaciones de alta temperatura, aleaciones de precisión y aceros de alta aleación.
Los materiales metálicos representados por el acero se han utilizado ampliamente en la economía nacional, la construcción de la defensa nacional, los campos científico y tecnológico, etc.
El rápido progreso de la tecnología electrónica contemporánea, la tecnología aeroespacial, la tecnología de navegación y energía y otros campos ha planteado requisitos cada vez más exigentes en cuanto a la calidad y variedad del acero y las aleaciones.
Por ejemplo, se requiere que el acero o las aleaciones puedan trabajar de forma fiable en un entorno de alta temperatura, alta presión, alta velocidad, carga dinámica, alta radiación y medio altamente corrosivo.
Sin embargo, los métodos de fundición convencionales, como el convertidor, el horno de solera abierta y el horno de arco, son difíciles de satisfacer los requisitos reales y no pueden proporcionar productos de tan alta calidad, lo que requiere el uso de métodos de fundición especiales.
Entre los métodos de fundición especiales más comunes figuran la fusión por inducción y la metalurgia por electroescoria, arco de plasma fusión, refundición por arco en vacío y fusión por haz de electrones.
(1) Fusión por inducción
La fusión por inducción es un método de calentamiento y fusión de metales que utiliza el principio de la inducción electromagnética.
Según la frecuencia, puede dividirse en horno de frecuencia de potencia, horno de frecuencia media y horno de alta frecuencia; según la atmósfera y la estructura, puede clasificarse en horno de inducción de vacío y horno de inducción de plasma y otros hornos para diferentes fines.
Los hornos de frecuencia de potencia se utilizan principalmente para la fundición de hierro colado, los hornos de alta frecuencia se utilizan principalmente para la investigación de laboratorio, mientras que los hornos de frecuencia media se utilizan principalmente para la producción de acero y aleaciones de alta calidad, con ventajas de rápida velocidad de fusión, alta eficiencia de producción, fuerte adaptabilidad, uso flexible, buen efecto de agitación electromagnética y operación de puesta en marcha conveniente.
Actualmente, la fundición en horno de inducción se ha convertido en un método importante para producir aleaciones especiales, como aceros especiales, aleaciones de precisión, aleaciones para calentamiento eléctrico, aleaciones de alta temperatura y aleaciones resistentes a la corrosión.
(2) Metalurgia de escorias eléctricas
La metalurgia por electroescoria es un método especial de fundición que utiliza el calor generado por la resistencia de la escoria provocada por el paso de la corriente a través de la escoria líquida para calentar y refinar el metal.
Su núcleo es la refundición por electroescoria (ESR), cuyo objetivo es purificar aún más el acero y las aleaciones y mejorar la estructura cristalina de los lingotes a partir del refinado inicial, obteniendo así productos metálicos de alta calidad.
La refundición por electroescoria es adecuada para la producción de piezas forjadas medianas y grandes. El producto tras la refundición tiene bajo contenido en fósforo y azufre, baja no metálico inclusiones, estructura densa del lingote refundido y colada sin contracción, mejorando en gran medida la calidad del producto, así como sus propiedades mecánicas, rendimiento de procesamiento y utilidad.
(3) Fusión por arco en vacío
La fusión por arco en vacío puede formar una condición de fusión de bajo potencial de oxígeno y alta temperatura, por lo que se utilizó ya en el siglo pasado para fundir metales refractarios u oxidables como el platino, el tantalio y el wolframio.
Con el desarrollo de la industria mecánica, el método de refundición por arco con electrodos consumibles al vacío se ha aplicado con éxito a la producción de titanio y sus aleaciones, aleaciones de precisión, aleaciones de alta temperatura y metales refractarios.
Este método de fundición se desarrolló rápidamente en las décadas de 1940 y 1950, con capacidades cada vez mayores. Hasta la fecha, en la fundición de especialidades, la fusión por arco en vacío sigue siendo uno de los principales métodos de refundición y refinado.
(4) Fusión por haz de electrones
La refundición por haz de electrones (EBM) es un método de fundición que utiliza un cañón de electrones para emitir haces de electrones de alta velocidad como fuente de calor para fundir metales en condiciones de alto vacío.
Comenzó con la fundición de metales refractarios (tantalio, niobio, hafnio, wolframio, molibdeno, etc.) y ahora se ha ampliado a la producción de materiales semiconductores, aleaciones magnéticas de alto rendimiento y algunos aceros especiales como el acero para rodamientosacero inoxidable resistente a la corrosión y hierro puro con muy bajo contenido de carbono.
Además, los hornos de refundición por haz de electrones también pueden utilizarse para fundir determinadas aleaciones resistentes al calor, especialmente las aleaciones que contienen wolframio y molibdeno con niobio o tántalo como componente principal.
(5) Fusión por arco de plasma
La fusión por plasma es un nuevo método de fundición que utiliza un arco de plasma como fuente de calor para fundir, refinar y refundir metales.
Las ventajas potenciales de utilizar un arco de plasma como fuente de calor metalúrgico son: energía concentrada, alta temperatura (5000-300.000 K), rápido flujo de iones (100-500 m/s), calentamiento rápido y reacción rápida, etc. El gas se encuentra en estado ionizado y la actividad de reacción es fuerte.
El gas puede seleccionarse en función de las necesidades, como el uso de gases reductores (hidrógeno, monóxido de carbono, alcanos y alquenos, etc.) para reducir o refinar directamente la carga, y también puede desoxidar para que los lingotes queden libres de productos de desoxidación residuales.
Bajo la acción del arco de plasma de alta temperatura, impurezas como S, P, Pb, Bi, Sn y As se volatilizan fácilmente. Puede fundir materiales metálicos y también fundir materiales no metálicos.
1.2 Principales productos de la fundición especial
La fundición especial es un método especial y eficaz para producir aleaciones avanzadas como aceros especiales, aleaciones de alta temperatura, aleaciones de precisión, aceros de alta aleación, metales refractarios y aleaciones, titanio y aleaciones de titanio, aleaciones para calefacción eléctrica, etc.
(1) La aleación de precisión, un tipo de metal y aleación con propiedades físicas especiales, se utiliza principalmente para fabricar materiales importantes como instrumentos de precisión, controles, telemetría, aparatos eléctricos, accesorios y dispositivos electrónicos en el sector aeroespacial, así como sensores y transductores en sistemas de armamento, basándose en sus propiedades físicas más que en los componentes estructurales.
En China, se utiliza la letra "J" antes de un número para indicar su categoría de aleación; por ejemplo, "1J" representa la aleación magnética blanda, "2J" representa la aleación magnética permanente, "3J" representa la aleación elástica, "4J" representa la aleación de expansión térmica, "5J" representa el bimetal térmico y "6J" representa la aleación de resistencia.
(2) La aleación de alta temperatura (aleación resistente a altas temperaturas o superaleación resistente al calor ) es una importante material metálico para turbinas de gas de aviación, turbinas de gas de buques y motores de cohetes. Presenta una mayor resistencia a la deformación por fluencia y a la fractura por fluencia, así como resistencia a la corrosión y al choque térmico.
1.3 Indicadores de evaluación de la calidad de la fusión de aceros y aleaciones
(1) Control de componentes:
Además de controlar el C, Mn, Si, P, S, que suelen controlarse en la producción de acero, el control de componentes también incluye el control de elementos de aleación como Cr, Ni, Mo, W, Nb, V, Al, Ti, y oligoelementos B, Ce, La, Zr, Mg, Ca, Hf, Y, Sm. El control óptimo de la composición depende en gran medida del proceso de fundición.
(2) Pureza:
La pureza del acero y las aleaciones se refiere a la cantidad de impurezas nocivas y el contenido de gas, incluyendo principalmente los siguientes aspectos.
1. Impurezas no metálicas
Las impurezas no metálicas suelen referirse a S, P, Ce, Br, I, etc. Los distintos grados de acero tienen requisitos diferentes en cuanto al contenido de S y P.
Por ejemplo, para acero ordinario, w(S)≤0,055%, w(P)≤0,045%; para acero de alta calidad, w(S)≤0,045%, w(P)≤0,040%; para acero aleadotanto S como P son inferiores a 0,04%; para el acero avanzado de alta calidad, w(S)≤0,030%, w(P)≤0,035%; mientras que para algunas aleaciones de alta temperatura, w(S)≤0,030%.
Para Ce, Br, I, etc., algunas normas técnicas estipulan que deben ser inferiores a 0,0025%.
2. Gas
Generalmente, cuanto menor es el contenido de oxígeno, hidrógeno y nitrógeno en el acero y aleaciones, mejor será su rendimiento.
3. Inclusiones no metálicas
La influencia de las inclusiones no metálicas en el rendimiento del acero y las aleaciones no sólo está relacionada con su cantidad, sino también con su tipo, tamaño, morfología y distribución.
Por lo tanto, el contenido y el estado de distribución de las inclusiones no metálicas son uno de los indicadores importantes para evaluar la calidad del acero y las aleaciones, y la inspección convencional utiliza el método estándar de comparación de grados.
4. Impurezas metálicas
Las impurezas metálicas se refieren principalmente al Pb, Sn, As, Sb, Bi y otras impurezas de oligoelementos en el acero y las aleaciones. El contenido de impurezas metálicas tiene un impacto significativo en el rendimiento del acero y las aleaciones.
5. Estructura de fundición
La estructura de colada de los lingotes de acero y aleaciones tiene una influencia importante en la plasticidad de trabajo en caliente de los lingotes y la propiedades mecánicas del acero.
La estructura de fundición de los buenos productos metalúrgicos debe reunir las siguientes condiciones: las especificaciones cumplen los requisitos; la calidad de la superficie es buena; la contracción es pequeña; el lingote es denso; la composición y la estructura organizativa son uniformes, el grado de segregación es pequeño; la estructura cristalina es buena.
1.4 Influencia del proceso en la microestructura y las propiedades del acero y las aleaciones
(1) El control de los componentes afecta al rendimiento del acero y las aleaciones.
Los distintos métodos de fundición tienen diferentes grados de control de los componentes, siendo los hornos de arco al vacío los que mejor controlan los elementos fácilmente oxidables y la refundición por electroescoria la que tiene menos pérdida de elementos volátiles.
(2) La pureza afecta al rendimiento del acero y las aleaciones.
La fusión en vacío tiene un bajo contenido de impurezas metálicas nocivas y de oxígeno, y la refundición por electroescoria tiene una buena capacidad de desulfuración y de eliminación de inclusiones de óxido.
(3) El control de la microestructura afecta al rendimiento del acero y las aleaciones.
Los lingotes de refundición por electroescoria presentan un desarrollo del eje cristalino columnar y una segregación de baja porosidad.
2. Fusión en horno de inducción
2.1 Principio de funcionamiento y equipamiento del horno de inducción
2.1.1 Principio de funcionamiento del horno de inducción
Todos los tipos de hornos de inducción, independientemente de si son de núcleo o sin núcleo, así como de si funcionan a baja frecuencia, frecuencia intermedia o alta frecuencia, su circuito básico está compuesto por una fuente de alimentación variable, condensadores, una bobina de inducción y materiales metálicos del horno en el crisol (Figura 2-1).
(1) Principio del calentamiento por inducción
El principio del calentamiento por inducción se basa en las dos leyes básicas de la electricidad siguientes: en primer lugar, la ley de Faraday de la inducción electromagnética.
E=B-L-v-sin∠(v-B) (2-1)
donde L es la longitud del hilo en el campo magnético;
(v-B) es el ángulo entre la dirección de la fuerza de inducción magnética y la dirección de la velocidad.
La otra ley fundamental es la ley de Joule-Lenz. Esta ley también se conoce como principio del efecto térmico eléctrico. La ley de Joule-Lenz puede expresarse en forma de ecuación (2-3):
Q = I2 R t (2-2)
donde Q es el calor Joule-Lenz, en J; I es la intensidad de corriente, en A;
R es la resistencia del conductor, en Ω; t es el tiempo en que el conductor recibe tensión, en s.
Cuando una corriente alterna con una frecuencia de f fluye a través de la bobina de inducción de un horno de inducción sin núcleo, se genera un campo magnético alterno en el espacio que rodea la bobina de inducción y sus alrededores.
La polaridad, la intensidad de la inducción magnética y la frecuencia del campo magnético alterno cambian con la corriente alterna que genera este campo magnético alterno. Si el crisol está revestido con la bobina de inducción y lleno de materiales metálicos de horno, parte de las líneas de campo magnético del campo magnético alterno atravesarán los materiales metálicos de horno.
La alternancia de las líneas de campo magnético equivale al movimiento relativo de las líneas de campo magnético de corte entre los materiales metálicos del horno y las líneas de campo magnético.
Por lo tanto, se generará una fuerza electromotriz inducida (E) en los materiales del horno metálico, y su magnitud puede determinarse mediante la siguiente ecuación:
E = 4,44 Ф- f - n (2-3)
donde Ф es el flujo magnético del campo magnético alterno en la bobina de inducción, en Wb;
f es la frecuencia de la corriente alterna, en Hz;
n es el número de vueltas del bucle formado por los materiales del horno, normalmente n=1;
De la ecuación anterior se desprende que para generar una mayor tensión inducida en los materiales del horno se puede utilizar teóricamente el aumento del flujo magnético, la frecuencia y el número de espiras.
Sin embargo, dado que las líneas de campo magnético generadas tras la energización de la bobina de inducción se ven obligadas a pasar a través del aire (en el caso de un horno de inducción sin núcleo), y el aire tiene una alta reluctancia magnética, el flujo magnético es relativamente pequeño, lo que dificulta el aumento del flujo magnético, y el número de vueltas de los materiales del horno es generalmente igual a l.
Por lo tanto, para aumentar la tensión inducida, es mejor utilizar el método de aumentar la frecuencia.
Como los propios materiales del horno metálico forman un bucle cerrado t, la corriente inducida (I) generada en los materiales del horno metálico es:
donde R es la resistencia efectiva del material del horno metálico, en Ω;
La velocidad de calentamiento del material del horno depende de la corriente inducida, la resistencia efectiva del material del horno y el tiempo de energización. La corriente inducida depende de la magnitud de la fuerza electromotriz inducida, es decir, de la magnitud del flujo magnético que atraviesa el material del horno y de la frecuencia de la corriente alterna que circula por él. La magnitud de la corriente inducida depende del tamaño del bloque de material del horno.
(2) Agitación electromagnética
Cuando una corriente inducida fluye a través del material del horno, éste se verá inevitablemente sometido a fuerzas electromagnéticas, provocando un movimiento direccional del material metálico del horno; es decir, el efecto de "agitación electromagnética". Sus ventajas son las siguientes:
1) Temperatura uniforme del líquido metálico.
2) Homogeneización del líquido metálico.
3) Mejorar las condiciones cinéticas de las reacciones físicas y químicas.
2.1.2 Equipo de trabajo del horno de inducción
Los hornos de inducción pueden dividirse en dos tipos: sin núcleo y con núcleo, siendo este último poco utilizado en la siderurgia y no se tratará aquí. En cuanto a los hornos de inducción sin núcleo, en general pueden clasificarse en tres tipos en función de la frecuencia de alimentación: el horno de frecuencia de línea (con una frecuencia de 50 o 60Hz) que se conecta directamente a la red eléctrica a través de un transformador y se utiliza principalmente para fundir hierro fundido; el horno de alta frecuencia (con un rango de frecuencia de 10KHz a 300KHz) que utiliza un oscilador de tubo electrónico de alta frecuencia y se utiliza principalmente para pequeñas investigaciones de laboratorio; y el horno de frecuencia media (con un rango de frecuencia de 150Hz a 10000Hz) que utiliza un grupo generador de frecuencia media, triplicador o tiristor estático. convertidor de frecuencia.
El conjunto completo de equipos para hornos de inducción de frecuencia media incluye: la parte de alimentación y control eléctrico, el cuerpo del horno, el dispositivo de transmisión y el sistema de refrigeración por agua.
2.2 Características de la fusión en horno de inducción
(1) Calentamiento por inducción electromagnética. Como el método de calentamiento es diferente, los hornos de inducción no requieren los electrodos de grafito necesarios para el calentamiento por arco eléctrico, ni zonas de sobrecalentamiento localizadas bajo el arco, lo que elimina la posibilidad de que aumente el carbono de los electrodos. Los hornos de inducción pueden fundir aceros con bajo contenido en carbono y aleaciones difíciles de fundir en hornos de arco eléctrico, creando condiciones favorables para fabricar productos con bajo contenido en gas.
(2) Existe un cierto nivel de agitación electromagnética en el baño de fusión. La agitación del metal causada por la inducción electromagnética promueve una composición y temperatura uniformes, la coalescencia de inclusiones, el crecimiento y la flotación en el acero. La pérdida de elementos de aleación durante el proceso de fusión en el horno de inducción es relativamente pequeña, por lo que la composición prevista es más precisa, lo que favorece el control de los componentes y acorta el tiempo de fusión.
(3) La proporción de la superficie del baño de fusión es pequeña. Esto es ventajoso para reducir la pérdida de elementos fácilmente oxidables en el metal fundido y reducir la absorción de gases. Por lo tanto, los hornos de inducción han creado unas condiciones relativamente favorables para fundir aceros y aleaciones de alta aleación, especialmente los que contienen titanio, aluminio o boro. Sin embargo, es propenso a formar una fluidez deficiente, baja resistencia a la reacción, lo que no favorece la reacción metalúrgica en la interfaz de la escoria y el acero. Por esta razón, los requisitos de las materias primas en la fusión en horno de inducción son relativamente estrictos.
(4) Cómodo ajuste de la potencia de entrada. Durante el proceso de fusión del horno de inducción, la potencia de entrada puede ajustarse convenientemente. Por lo tanto, la temperatura de fusión de la piscina fundida se puede controlar con mayor precisión, el horno puede ser aislado, y el acero se puede producir varias veces, la creación de condiciones para la fusión de productos con diferentes composiciones en un lote.
(5) La misma fuente de energía puede suministrar energía a varios hornos de diferente capacidad (pero no al mismo tiempo), por lo que la flexibilidad de los hornos de inducción es mayor que la de los hornos de arco eléctrico en términos de capacidad de fundición.
(6) Alta eficiencia térmica. El método de calentamiento de los hornos de inducción y la pequeña superficie resultan en una menor disipación de calor, por lo que la eficiencia térmica de los hornos de inducción es mayor que la de los hornos de arco eléctrico. Sin embargo, la eficiencia eléctrica de los hornos de inducción es menor que la de los hornos de arco eléctrico, por lo que la eficiencia total de los dos tipos de hornos eléctricos es similar.
(7) Menos humo y menor contaminación ambiental. Cuando se funde en hornos de inducción, básicamente no hay llamas ni productos de combustión.
(8) Consume más material refractario que los hornos de arco eléctrico y tiene una vida útil del crisol más corta. La necesidad de materiales refractarios en el crisol es elevada, por lo que el coste de materiales refractarios por tonelada de acero también es superior al de los hornos de arco eléctrico.
2.3 Principios de fusión en el horno de inducción
2.3.1 Oxidación y desoxidación de los elementos
El oxígeno existe en dos estados en el acero fundido. Uno es el oxígeno disuelto, representado por [O], y su solubilidad aumenta con el incremento de la temperatura. El otro es el oxígeno que existe en forma de inclusión en el acero fundido. Cuando en el acero fundido hay elementos desoxidantes, el oxígeno disuelto en el acero fundido se combina con ellos para formar inclusiones de óxido. Las fuentes de oxígeno en el acero fundido incluyen principalmente la invasión de oxígeno de la atmósfera durante la fusión y la colada, el oxígeno aportado con las materias primas y el oxígeno que entra desde los materiales refractarios.
(1) Capacidad de desoxidación de los elementos
El grado de dificultad de oxidación de diversos elementos se denomina estado de oxidación, también conocido como capacidad de desoxidación. Se refiere al contenido residual de oxígeno disuelto en el acero en equilibrio con una determinada concentración de elementos desoxidantes a una determinada temperatura y presión. Cuanto menor sea el contenido de oxígeno, mayor será la capacidad de desoxidación de este elemento. La fórmula general de la reacción de desoxidación de un elemento es:
x[M]+y[O]=MxOy (2-5)
Si los óxidos metálicos se consideran sustancias puras no solubles en acero fundido y el contenido de elementos metálicos y el oxígeno es bajo en el acero fundido, entonces tenemos:
En la fórmula, aMxOy representa la actividad del óxido obtenido por desoxidación del elemento, a[M] representa la actividad del elemento desoxidante en el acero, y a[O] representa la actividad del oxígeno en el acero. Cuando el producto de la desoxidación es un óxido puro o en estado saturado, aMxOy es igual a 1. Cuando fM=1, f0=1, o fMx.f0y=constante, entonces,
Sea KM = 1/K. Entonces, KM = [%M]x.[%O]y (2-8).
La magnitud de KM puede utilizarse para determinar la capacidad de desoxidación de un elemento. Cuanto más pequeño es el valor de KM, más fuerte es la capacidad de desoxidación del elemento. La figura 2-7 y el cuadro 2-8 proporcionan una comparación de las capacidades de la desoxidación de elementos en hierro fundido y níquel en una temperatura de 1600℃. Generalmente, en hierro fundido a 1600℃, el orden de capacidad de desoxidación de más fuerte a más débil es: Ba → Ca → Ce → La → Mg → Zr → Al → Ti → B → Si → Mn → W → Fe.
(2) Efectos de la desoxidación y factores de influencia de los elementos
1. Afinidad de los elementos al oxígeno: Cuanto mayor sea la afinidad de un elemento al oxígeno, mayor será su capacidad de desoxidación, lo que resulta más ventajoso para mejorar el efecto de desoxidación.
2. Propiedades físicas de los elementos desoxidantes: Estas incluyen el punto de fusión, la gravedad específica, el punto de ebullición (presión de vapor) y la solubilidad en el líquido de acero.
3. Características físicas de los productos de desoxidación: El punto de fusión, la gravedad específica, la tensión interfacial del líquido de acero, la capacidad de formar óxidos compuestos líquidos de bajo punto de fusión con óxidos de alto punto de fusión, así como la solubilidad en el líquido de acero, tienen un impacto significativo en el efecto de la desoxidación.
(3) Características de los elementos desoxidantes y de los desoxidantes compuestos:
1. Desoxidación del aluminio y desoxidación simultánea con aluminio, manganeso, o silicio y manganeso: El aluminio es un fuerte desoxidante con alta afinidad al oxígeno, pero su capacidad de desoxidación es menor que la del calcio, magnesio, bario, elementos de tierras raras, y mayor que la del silicio, manganeso, titanio y otros elementos.
2. Características del calcio y las aleaciones de calcio para la desoxidación: El calcio es un desoxidante muy fuerte y también un elemento desulfurador muy eficaz. Sin embargo, debido a su bajo punto de ebullición (1484℃), existe en estado de vapor en el hierro fundido, lo que reduce su eficacia. Además, la solubilidad del calcio en el hierro fundido es muy baja, lo que afecta a sus efectos de desoxidación y desulfuración, reduciendo así su eficacia de utilización.
2.3.2 Desoxidación por difusión y desoxidación por precipitación
(1) Desoxidación por difusión
Principio de la desoxidación por difusión: Según la ley de distribución de la energía, durante la desoxidación por difusión, el oxígeno puede disolverse simultáneamente en la escoria y en el líquido de acero. A una temperatura determinada, existe la siguiente relación de equilibrio:
(FeO) = Fe(l) + [O] (2-9)
En este momento, la relación de concentración de oxígeno entre la escoria y el líquido de acero debe ser constante, es decir
Factores que afectan a la desoxidación por difusión:
a) El efecto de la temperatura en la eficacia de la desoxidación por difusión. El efecto de la temperatura sobre el contenido máximo de oxígeno saturado en el hierro fundido es doble, y la relación se expresa mediante la fórmula siguiente Log [%O]saturado = -6320/T + 2,734 (2-11).
b) La influencia de las condiciones de contacto de la escoria de acero.
c) La influencia de la composición de la escoria.
(2) Desoxidación por precipitación:
Principio de la desoxidación por precipitación: La desoxidación por precipitación consiste en añadir al acero fundido elementos con una afinidad por el oxígeno superior a la del hierro, con el fin de que reaccionen con el oxígeno disuelto y formen un óxido insoluble en el acero fundido. A continuación, el óxido se elimina del acero fundido por flotabilidad, reduciendo así el contenido de oxígeno del acero fundido.
Tipos y gama de aplicaciones de los desoxidantes por precipitación: Los desoxidantes por precipitación más utilizados son los desoxidantes de metal puro, los desoxidantes a base de níquel, los desoxidantes a base de aluminio, los desoxidantes a base de silicio-manganeso y los desoxidantes a base de silicio-calcio. Mediante el uso de desoxidantes compuestos que contienen elementos desoxidantes fuertes como calcio, bario y magnesio para reducir el contenido total de oxígeno, se puede obtener un líquido de acero con un contenido total de oxígeno de ≤0,003%. Sólo mediante el uso combinado de diferentes desoxidantes puede conseguirse un acero de gran pureza.
2.3.3 Desulfuración de aleaciones
Esencialmente, la desulfuración de aleaciones consiste en convertir el azufre disuelto en hierro fundido en un compuesto de alto punto de fusión (como CaS, MgS, CeS) o en un óxido de sulfuro. La solubilidad de estos sulfuros en el hierro fundido es mucho menor que la del sulfuro de hierro, lo que garantiza la eliminación o dispersión del azufre del acero. Los principales métodos de desulfuración son el uso de agentes de refinado o la reacción de escorias.
(1) Desulfuración del agente de refinado
El principio básico de la desulfuración con agentes de refinado consiste en utilizar sustancias con gran afinidad por el azufre para formar sulfuros. Estos sulfuros son insolubles o tienen una solubilidad muy baja en el hierro fundido y tienen una densidad inferior a la del líquido de aleación. La afinidad relativa de varios elementos al azufre puede medirse por el cambio de energía libre estándar de cada elemento al reaccionar con 1 mol de azufre. A la misma temperatura, cuanto menor sea el valor de la energía libre estándar, mayor será la afinidad entre el elemento y el azufre. La afinidad relativa de los diferentes elementos con el azufre disminuye en el orden de La, Ca, Ba, Mg, Mn, Fe.
(2) Desulfuración por reacción de escorias
La desulfuración por reacción de escoria sólo puede llevarse a cabo en un horno de inducción alcalino. El proceso de desulfuración puede dividirse en los tres pasos siguientes:
1. Los iones de azufre en el líquido metálico se difunden a la interfaz escoria, y los iones de oxígeno en la escoria se difunden a la interfaz escoria-acero;
2. En la interfase de la escoria se produce la siguiente reacción: [S] + (O2-) = (S2-) + [O] (2-12)
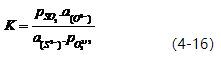
3. Los átomos de azufre generados se difunden en la escoria y los átomos de oxígeno generados se difunden en el acero. Empíricamente, la velocidad de reacción de desulfuración está determinada por la difusión de iones de azufre en la escoria. La constante de equilibrio K mostrada en la Ecuación 2-12 es una constante que varía con la temperatura. La capacidad de desulfuración de la escoria suele expresarse mediante el coeficiente de distribución Ls, que
NO2- representa la alcalinidad de la escoria, y una mayor alcalinidad es más favorable para la desulfuración. Sin embargo, cuando la alcalinidad es demasiado alta, la tasa de desulfuración puede verse limitada debido al aumento del punto de fusión y la viscosidad de la escoria, lo que no favorece la desulfuración. Cuando el contenido de oxígeno en el metal fundido es bajo, el contenido de óxido de hierro en la escoria también es bajo, lo que favorece la desulfuración. Los experimentos han demostrado que existe una relación entre el contenido de equilibrio de azufre y oxígeno en el hierro fundido puro a 1600℃: [S]/[O] = 4. Aumentar la temperatura es favorable para la desulfuración, no sólo porque aumenta Ls sino también porque puede mejorar la fluidez de la escoria de acero.
2.3.4 Eliminación de inclusiones no metálicas
La presencia de un gran número de no metálicos inclusiones en el acero pueden destruir la continuidad de la matriz de acero, debilitar las fuerzas interatómicas, favorecer la concentración de tensiones y provocar la formación de grietas. Degradan gravemente las propiedades mecánicas del acero, reduciendo especialmente su plasticidad, tenacidad al impacto, comportamiento a la fatiga e incluso algunas propiedades físicas durante el procesamiento en frío y en caliente de las aleaciones. Este efecto no sólo está relacionado con su contenido, sino también con su forma y tamaño.
El hidrógeno y el nitrógeno residuales en las aleaciones, además de formar hidruros y nitruros, también son propensos a provocar fenómenos como las manchas blancas, fragilización por hidrógenoy el envejecimiento. El [H] y el [N] precipitados en forma gaseosa pueden formar poros en el lingote de aceroy pueden provocar fácilmente defectos como burbujas subcutáneas durante el laminado de la banda. Los hornos de inducción atmosférica utilizan métodos de flotación para eliminar las inclusiones. Cuando la densidad de las inclusiones no metálicas es inferior a la del metal fundido, las inclusiones flotan hasta la interfaz del metal fundido y la escoria por efecto de la flotabilidad y son absorbidas por la escoria.
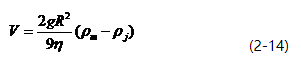
La velocidad ascendente de las inclusiones puede calcularse mediante la ley de Stokes.
2.4 Materias primas para la fundición en horno de inducción
Requisitos de las materias primas: La composición química de los materiales de entrada debe ser exacta; los materiales metálicos deben estar limpios, secos, libres de aceite y óxido; el tamaño del bloque es apropiado; todos los materiales deben almacenarse en un ambiente seco.
Tipos de materias primas: Materiales siderúrgicos: arrabio, hierro puro industrial, chatarra, materiales de retorno. Materiales de aleación: W, Mo, Nb y sus aleaciones de hierro; Ni Cr, Co y sus aleaciones; Si, Mn y sus aleaciones; V, B y sus aleaciones; Al, Ti y sus aleaciones; metales de tierras raras y sus aleaciones; aditivos especiales. Materiales para la fabricación de escorias: cal, fluorita, fragmentos de ladrillos de arcilla.
Cálculo de ingredientes:
En función de la composición de la carga y de la composición objetivo del producto fundido, calcular el peso de cada tipo de materia prima que se debe añadir al horno.
Dado que el horno de inducción se centra principalmente en los procesos de fusión y calentamiento, los requisitos para el cálculo de los ingredientes son más precisos. Se necesitan métodos de cálculo precisos para calcular la tasa de recuperación de los elementos de aleación.
2.5 Crisoles de hornos de inducción (Lección 4)
2.5.1 Clasificación y requisitos de calidad de los crisoles para hornos de inducción
(1) Clasificación de los crisoles:
Los crisoles de los hornos de inducción pueden clasificarse en tres tipos en función de sus materiales: alcalinos, ácidos y neutros. El aglutinante más utilizado es el ácido bórico.
El papel del ácido bórico en la producción de crisoles ácidos (arena de sílice) o alcalinos (magnesia) incluye:
a. Disminución de la temperatura de sinterización.
b. Promover la formación de espinela.
c. Reduciendo la tasa de cambio de volumen del crisol.
Los crisoles también pueden clasificarse en función de sus métodos de fabricación: crisoles prefabricados, crisoles formados in situ y crisoles revestidos de ladrillos refractarios.
(2) Requisitos de calidad de los crisoles
Los principales requisitos de los materiales refractarios de los crisoles son:
Alta refractariedad y resistencia estructural a altas temperaturas.
Buena resistencia al calentamiento/enfriamiento rápidos.
Buena resistencia a la corrosión por escoria.
Conductividad térmica lo más baja posible.
Buen rendimiento aislante.
Ausencia de contaminación, inocuidad, baja volatilidad, gran resistencia a la hidratación y bajo coste.
2.5.2 Preparación de los crisoles
(1) Proporción del tamaño de las partículas:
Una relación granulométrica razonable puede lograr la mejor densidad volumétrica para garantizar que el crisol tenga el índice de porosidad mínimo, normalmente en torno a 20%. La gama de granulometría gruesa, media y fina de la arena depende de la capacidad del horno.
La relación granulométrica de los crisoles de magnesia con la misma capacidad
Hay dos métodos principales para formar un crisol de horno de inducción: formación externa y formación interna. Según la diferencia de aglutinantes, el método de conformación interna puede dividirse en conformación en húmedo y conformación en seco.
(3) Fabricación de crisoles
Para los crisoles formados externamente, la fabricación se refiere a cómo se instala el crisol en la bobina de inducción y cómo se repara la boca del horno. A continuación, presentamos el proceso de fabricación de crisoles formados internamente. El trabajo de preparación previo a la fabricación incluye la preparación y mezcla de la arena, la limpieza e inspección de la bobina de inducción, la preparación del molde del crisol y la preparación de las herramientas y equipos de conformación.
Antes de fabricar cada crisol, se comprueba que la bobina de inducción no tenga fugas, filtraciones de agua, daños en el aislamiento y que las sujeciones entre la bobina de inducción y las espiras sean fiables y firmes.
El molde se refiere principalmente al núcleo del crisol, que se utiliza para controlar la forma y el volumen dentro del crisol. El núcleo del crisol del horno de inducción se suelda con placas de acero o se fabrica con grafito.
Núcleo de grafito Máquina de moldeo por vibración
(4) Sinterización en crisol
Finalidad: Mejorar la compacidad, resistencia y estabilidad de volumen del crisol.
Proceso: La superficie de contacto del material de arena se calienta a alta temperatura para formar una red de sinterización continua mediante la unión en fase líquida, que conecta todo el material de arena en un todo.
Métodos de sinterización: sinterización a alta temperatura y sinterización a baja temperatura.
A. Sinterización a alta temperatura de crisoles de magnesia (dividida en cuatro etapas)
Etapa 1: Temperatura de sinterización a 850℃, principalmente para la reacción de deshidratación del material arenoso y la descomposición del carbonato.
Etapa 2: Temperatura de sinterización entre 850-1500℃, los compuestos de bajo punto de fusión comienzan a fundirse, empieza a formarse la red de sinterización y el volumen del crisol se reduce considerablemente. La velocidad de calentamiento puede aumentarse adecuadamente durante esta etapa.
Etapa 3: Temperatura de sinterización entre 1500-1700℃, el olivino de magnesio y la espinela de magnesio-aluminio comienzan a fundirse, empiezan a formarse nuevos compuestos, se forma la red de sinterización y el volumen del crisol se reduce bruscamente, con un aumento significativo de la densidad y la resistencia. La velocidad de calentamiento debe reducirse durante esta fase.
Etapa 4: Temperatura de sinterización entre 1700-1850℃, principalmente para promover el crecimiento continuo de la forsterita, y obtener el espesor ideal de la capa de sinterización y la estructura de sinterización de la sección transversal del crisol.
B. Sinterización a baja temperatura de crisoles de magnesia (dividida en tres etapas)
Etapa 1: Temperatura a 850℃, principalmente para la reacción de deshidratación y la descomposición de carbonatos, con una velocidad de calentamiento lenta.
Etapa 2: Temperatura entre 850℃-1400℃, se forma rápidamente la red de sinterización de compuestos de bajo punto de fusión que contienen B2O3, y aumenta la resistencia del crisol.
Etapa 3: Temperatura entre 850℃-1400℃, para seguir aumentando el espesor de la capa de sinterización del crisol sinterizado preliminarmente y lograr la estructura de sinterización ideal.
2.6 Proceso de fusión en horno de inducción
2.6.1 Proceso de fusión
La chatarra de acero utilizada para la fusión suele contener cierta cantidad de humedad y contaminación por aceite. No es seguro añadir directamente este tipo de material al horno, especialmente en el caso de un baño de fusión ya formado, ya que suele provocar salpicaduras. Al mismo tiempo, también es una de las principales fuentes de oxígeno en el producto.
Por lo tanto, algunas fábricas establecen sistemas de precalentamiento o secado de la chatarra de acero, utilizando métodos de calentamiento para eliminar la humedad y la contaminación por aceite adheridas a la chatarra de acero para garantizar un uso seguro y evitar que se introduzca hidrógeno. Además, añadir chatarra precalentada puede acortar el tiempo de fusión y reducir el consumo de energía.
(1) Carga
Necesidades de materias primas:
a. La composición química del material cargado debe ser exacta;
b. El material metálico debe estar limpio, seco, sin aceite y poco oxidado;
c. Tamaño adecuado de los bloques de material;
d. Almacenamiento en seco.
Requisitos de carga:
La capa inferior del material del horno debe ser compacta, y la capa superior debe estar suelta para evitar la formación de puentes en la capa superior del material del horno durante el proceso de fusión;
Antes de cargar materiales grandes, debe colocarse primero una capa de material pequeño y ligero en el fondo del horno;.
Algunas aleaciones o materiales de acero con puntos de fusión más bajos que otros deben cargarse primero en la parte inferior del horno;.
Los materiales con puntos de fusión altos y que no se oxidan fácilmente deben cargarse en la parte superior de los materiales estratificados, es decir, en la zona de alta temperatura;.
La zona de baja temperatura situada en la parte superior del crisol debe cargarse principalmente con materiales de acero;.
Los materiales deben estar poco cargados para evitar la formación de puentes.
(2) Fusión
La fusión del material del horno está directamente relacionada con el cambio del contenido de gas en el metal líquido y la recuperación de los elementos de aleación, al tiempo que afecta a indicadores técnicos como el tiempo de fusión, la vida útil del crisol y el consumo de energía. El periodo de fusión es una etapa importante en la fundición en horno de inducción, con las siguientes tareas principales:
Fundir rápidamente el material del horno, desulfurarlo, reducir la pérdida de elementos de aleación y añadir rápidamente escoria para evitar que el metal fundido absorba gas.
(3) Refinado
El período de refinado es un eslabón importante en la fundición en horno de inducción, ya que realiza tareas como la desoxidación, la aleación y el ajuste de la composición y la temperatura del líquido siderúrgico mediante el refinado.
Ajuste de la composición de la escoria para reducir el contenido de elementos de aleación en la escoria.
Desoxidación y aleación del acero líquido.
(4) Roscado y colado
Cuando el acero o la aleación fundidos cumplen los requisitos para el roscado, pueden roscarse. En hornos de pequeña capacidad, se puede colar directamente. En los hornos de mayor capacidad, puede verterse primero en una cuchara de colada y, a continuación, colarse. En función de las necesidades del producto, puede fundirse en lingotes, piezas moldeadas o electrodos consumibles. El sitio proceso de roscado también requiere seleccionar el método de colada en función de la calidad y el flujo de proceso del producto, como por ejemplo si se va a utilizar colada al vacío o sin vacío, y si se va a emplear colada superior o inferior.
Generalmente, las aleaciones para calentamiento eléctrico y las aleaciones de alta temperatura necesitan un mayor refinamiento, por lo que suelen fundirse en electrodos consumibles, mientras que las aleaciones de precisión suelen fundirse al vacío. La fundición en vacío puede evitar la oxidación secundaria y la reabsorción del líquido de acero durante el proceso de fundicióny puede eliminar eficazmente el hidrógeno y parte del nitrógeno, obteniendo así un acero con menos impurezas y mayor pureza.
2.7 Control de la composición en la fundición en horno de inducción (Lección 5)
La composición química influye considerablemente en la calidad y el rendimiento del acero. Para algunos tipos de aceroAdemás de cumplir las especificaciones técnicas, la composición química debe controlarse dentro de unos márgenes más estrictos para satisfacer los mayores requisitos de calidad y rendimiento. El control de la composición química atraviesa todos los procesos de fabricación de acero en horno y está estrechamente relacionado con la pérdida de elementos de aleación, las propiedades fisicoquímicas, el estado fisicoquímico de las escorias, la temperatura del acero líquido, el método de fundición, etc.
(1) Principales factores que afectan a la tasa de recuperación de elementos de aleación
Propiedades fisicoquímicas de los propios elementos de aleación.
Tiempo de fusión. Cuanto más largo es el tiempo de fusión, mayor es la pérdida de C y Si, y mayor la pérdida de elementos de aleación cuando se añaden elementos activos y el tiempo hasta la colada es más largo.
Temperatura de fusión. Al aumentar la temperatura, disminuye la energía libre de los elementos de aleación del acero, lo que favorece la disolución de los elementos de aleación. Sin embargo, una temperatura demasiado elevada agravará la pérdida de elementos de aleación.
Sistema de escorias. El estado fisicoquímico de la escoria tiene un impacto significativo en la tasa de recuperación de los elementos de aleación. Especialmente la viscosidad y la alcalinidad de la escoria tienen una mayor influencia. Cuanto mayor sea el contenido de FeO y SiO2 en la escoria, mayor será la pérdida de elementos.
Pérdida volátil de elementos. Debe prestarse atención a la pérdida volátil causada por los óxidos de W, Mo y Mn.
Contenido de [O], [N] y [S] en el líquido de acero. Cuanto mayor sea el contenido de [O], [N] y [S] en el acero, mayor será la pérdida de elementos. El líquido de acero debe estar completamente desoxidado, desulfurado y desnitrificado antes de añadir elementos de aleación.
Momento, tamaño del bloque y método de adición de elementos de aleación. Cuanto antes se añadan los elementos activos, mayor será la pérdida. La tasa de recuperación de elementos de aleación es mayor cuando se añaden elementos de aleación en forma de bloque que cuando se añaden en polvo. También hay una ligera diferencia en la tasa de recuperación entre la adición en el horno o en la cuchara.
(2) Métodos para mejorar la tasa de recuperación de elementos de aleación
1. Método de control de los elementos de baja pérdida: Los elementos de aleación con un índice de pérdida inferior a 5% en condiciones normales de fusión se denominan elementos de baja pérdida, entre los que se incluyen Ni, Co, Mo, W, Cu, etc. Los elementos de baja pérdida pueden añadirse generalmente junto con la carga del horno, y el cobre electrolítico debe añadirse al final de la fusión debido a su bajo punto de fusión. La pérdida de Mo y W durante su fundición se debe principalmente a la pérdida volátil de sus óxidos.
Además, las aleaciones que contienen wolframio no pueden fundirse en un crisol nuevo, ya que se produciría una pérdida de wolframio y una composición química no conforme debido a que el crisol absorbería wolframio. Los materiales que contienen wolframio también pueden provocar el "fenómeno de fondo", en el que una gran cantidad de material que contiene wolframio se deposita en el fondo del crisol y no puede fundirse durante mucho tiempo. Para reducir la pérdida de W y Mo, debe garantizarse una fusión y agitación suficientes durante la fundición.
2. Método de control de los elementos de pérdida media: Los elementos de pérdida media se refieren a elementos con una tasa de pérdida entre 5% y 20%, incluyendo Cr, V, Si, Mn, Nb, etc., y su adición depende de la situación en el horno. Generalmente, el Nb se añade al final del afino y se agita lo suficiente. Cuando se funde acero que contiene Cr, hay que tener cuidado para evitar que el cromo se oxide en la escoria. Si el contenido de cromo no es elevado, es mejor añadirlo después de la desoxidación completa. Cuando se añade Mn para eliminar el efecto de fragilización térmica del FeS, debe controlarse Mn/S>8.
3. Método de control para elementos de alta pérdida: Los elementos de aleación como Ti, Al, Re, Zr, etc. tienen una tasa de pérdida superior a 20% en condiciones normales de fundición y son elementos de alta pérdida. En general, deben añadirse después de la desoxidación final. El método de adición depende del sistema de desoxidación.
Además, el método y el momento de la adición de elementos de aleación deben considerarse exhaustivamente para controlar la tasa de recuperación de los elementos de aleación. Por ejemplo, cuando se funden aleaciones de alta temperatura, es necesario añadir Ti. Si el Ti se añade en forma de esponja de titanio, aunque se añada después de la desoxidación final, la tasa de recuperación sólo será de unos 70%. Sin embargo, si el titanio se convierte en aleación intermedia Ni-Ti y se añade, la tasa de recuperación puede alcanzar más de 95%.
3. Fusión por inducción al vacío (VIM)
3.1 Panorama general
La fusión por inducción en vacío (VIM) es un método de fusión de materiales en condiciones de vacío que utiliza la inducción electromagnética para generar corrientes de Foucault para el calentamiento en conductores metálicos. La nueva tecnología de desgasificación y vertido por inducción al vacío (VIDP) presenta las ventajas de un volumen de fusión pequeño, un tiempo de bombeo al vacío y un ciclo de fusión cortos, un control sencillo de la temperatura y la presión, una recuperación fácil de los elementos volátiles, un control preciso de la composición, etc. Desde su aparición en 1988, figura como objeto de selección clave para los hornos de inducción de vacío a gran escala en los países desarrollados.
3.1.1 Equipamiento del horno de inducción al vacío
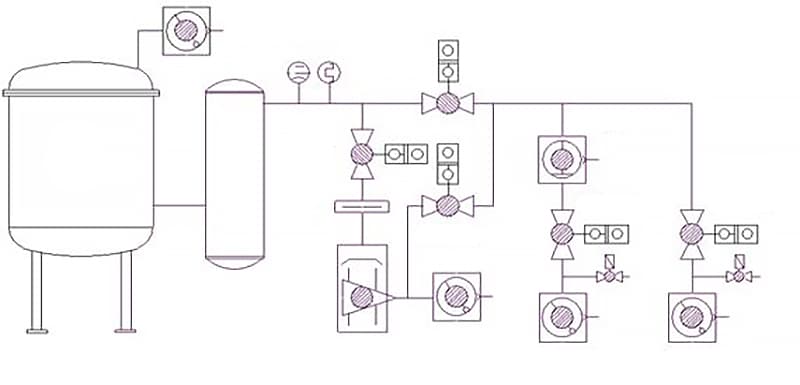
El horno de inducción de vacío es un equipo utilizado para producir superaleaciones. De acuerdo con el modo de operación, se puede dividir en hornos de tipo discontinuo y hornos de operación semi-continua. El horno de inducción al vacío puede utilizarse para refinar superaleaciones y también para fundir aleaciones especiales. El equipo de apoyo del horno de inducción de vacío se puede dividir en cuatro partes: fuente de alimentación y control eléctrico, cuerpo del horno, sistema de vacío, y sistema de refrigeración por agua, como se muestra en la Figura 3-1 y 3-2.
Figura 3-1 Equipo de fusión del horno de inducción de vacío
3.1.2 Fuente de alimentación del horno de inducción de vacío
La fuente de alimentación del horno de inducción de vacío tiene los siguientes requisitos:
(1) El potencial terminal del inductor debe ser bajo. La tensión de funcionamiento utilizada por el horno de inducción de vacío es inferior a la del horno de inducción de frecuencia media, normalmente inferior a 750 V, para evitar la descarga de gas en vacío causada por una tensión demasiado alta y daños en el aislamiento, causando accidentes.
(2) Evitar que los armónicos de alto orden entren en el circuito de carga. Cuando se utiliza un circuito de conversión de frecuencia de tiristores, los armónicos de alto orden suelen entrar en el circuito de carga, provocando que el inductor aumente la tensión en la carcasa del horno y cause la descarga. Por lo tanto, es necesario añadir un transformador de aislamiento de media frecuencia en el extremo de salida de la fuente de alimentación para interceptar la entrada de armónicos de alto orden.
(3) La corriente del circuito de oscilación debe ser grande;
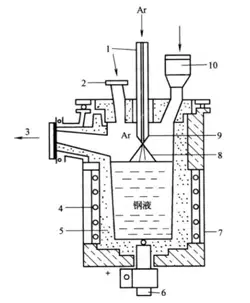
Figura 3-2 Dispositivo de fusión al vacío típico de laboratorio
1 - cámara de fusión por inducción al vacío; 2 - válvula de desbaste; 3 - válvula de alto vacío; 4 - bomba mecánica; 5 - bomba de difusión; 6 - válvula
3.1.3 Estructura del cuerpo del horno de inducción de vacío
La estructura convencional del horno de inducción de vacío puede dividirse en horno vertical de una cámara y horno horizontal de dos cámaras, según la forma de apertura y cierre del cuerpo del horno. El cuerpo del horno de inducción de vacío se compone principalmente de una carcasa de horno, inductor, crisol, mecanismo de inclinación, sistema de fundición, sistema de refrigeración por agua, y el dispositivo de suministro de energía. La estructura del cuerpo del horno incluye dos tipos: el tipo de colada giratoria del crisol y el tipo de colada basculante del cuerpo del horno.
El cuerpo del horno de inducción de vacío está equipado con accesorios como dispositivos de alimentación, agitación, medición de temperatura y muestreo. La mayor característica del horno de inducción de vacío es que los procesos de fundición y colada se llevan a cabo dentro de la carcasa del horno. La carcasa del horno se divide en una carcasa fija y otra móvil. La carcasa del horno debe soportar la fuerte presión formada por el vacío interno y tener suficiente resistencia estructural.
La cubierta del horno de los pequeños hornos de inducción de vacío adopta una estructura de doble capa, con un acero inoxidable no magnético. chapa de acero para la capa interior y una placa de acero ordinaria soldada a la capa exterior, y agua de refrigeración fluyendo entre ambas. Los grandes hornos de inducción de vacío utilizan una estructura de doble capa en algunas partes, con una placa de acero de una sola capa refrigerada por tuberías de agua en el exterior. La superficie de contacto entre la parte móvil y la parte fija de la carcasa del horno debe sellarse con piezas de goma al vacío. El principio del sistema de vacío se muestra en la figura 3-3.
Figura 3-3 Diagrama del principio del sistema de vacío
3.1.4 Características de la fusión en horno de inducción de vacío
(1) Bajo contenido de gas y alta pureza del producto;
(2) Control preciso de la composición del producto;
(3) Gran adaptabilidad a las materias primas;
(4) Puede fundirse en lingotes en condiciones de vacío, así como en piezas de fundición de formas complejas.
Sin embargo, la fusión en el horno de inducción de vacío también presenta algunos problemas. Durante el proceso de fusión, el metal fundido está en contacto con el material refractario del crisol durante mucho tiempo, lo que inevitablemente provoca la contaminación del metal por el material refractario. En segundo lugar, las condiciones de solidificación del metal fundido y el método de fundición general no difieren, por lo que sigue habiendo defectos como la flojedad y la segregación.
Tabla 3-1 Contenido de gas en el acero SAE4340 producido por diferentes métodos de fusión
Métodos de fusión
[O]/%
[H]/%
[N]/%
Material de carga
0.0251
0.00018
0.0029
Horno de arco eléctrico
0.0031
0.00017
0.0039
Horno de inducción sin vacío
0.0030
0.00010
0.0053
Horno de inducción de vacío
0.0003
0.00001
0.0005
Tabla 3-2 Contenido de gas en el acero SAE4340 producido por diferentes métodos de fusión
Acero y aleaciones
Inclusiones de óxido, %
Horno de inducción sin vacío
Horno de inducción de vacío
Cr20 Cr16Ni25W5AlTi2 Cr10Ni65Co10W5Mo5VAl4
0.034~0.044 0.025 0.013~0.044 0.012 0.006~0.010
0.006~0.010 0.006 0.003~0.010 0.0046 0.005~0.010
3.2 Fundamentos teóricos de la fusión en vacío
(1) Desoxidación del carbono al vacío
La capacidad de desoxidación del carbono bajo vacío aumenta significativamente con el aumento del grado de vacío. A 1600℃, cuando el grado de vacío es de 10-3 atm, la capacidad de desoxidación del carbono ha superado a la del aluminio; cuando el grado de vacío del sistema es de 10-5 atm, la capacidad de desoxidación del carbono es 105 veces mayor que en condiciones atmosféricas. La desoxidación del carbono se utiliza principalmente en condiciones de vacío.
(2) Disolución de gas en el acero y factores que influyen en ella
La solubilidad de las moléculas de gas diatómico en el metal fundido es proporcional a la raíz cuadrada de la presión del gas en la atmósfera. Por tanto, cuanto mayor sea el grado de vacío, menor será la solubilidad del gas en el metal.
A 1600℃ y PH2=100Kpa, debe tenerse en cuenta el efecto de los elementos de aleación sobre la solubilidad del nitrógeno en el hierro fundido, así como el efecto sobre la solubilidad del hidrógeno en el hierro fundido a 1600℃ y PN2=100Kpa.
3.3 Proceso de fundición en horno de inducción de vacío
El ciclo completo de la fundición en horno de inducción al vacío puede dividirse en varias etapas principales: carga, fusión, refinado, aleación y desoxidación, colada, etc.
3.3.1 Carga
(1) Necesidades de materias primas
El material de carga utilizado en el horno de inducción de vacío suele ser materia prima limpia que ha sido superficialmente desoxidado y desengrasado, con la mayoría de los elementos de aleación añadidos en forma de metal puro. Los materiales de carga húmedos no deben utilizarse durante la carga para evitar afectar a la calidad del producto acabado y provocar salpicaduras durante la fusión. Durante la carga, la parte superior del material de carga debe estar suelta, mientras que la parte inferior debe estar apretada para evitar "puentes" causados por el atasco o soldadura del material de carga superior durante el proceso de fusión. Antes de cargar materiales de gran tamaño, debe colocarse una capa de material ligero pequeño en el fondo del crisol. Los materiales de carga de alta fusión y difícil oxidación deben cargarse en la zona de alta temperatura, en la parte media e inferior del crisol. Algunos elementos activos como Al, Ti, Mn, B y tierras raras pueden cargarse en alimentadores separados.
(2) Requisitos de tarificación
I. La capa inferior del material de carga debe ser compacta, mientras que la capa superior debe ser suelta para evitar la formación de puentes en la capa superior del material de carga durante el proceso de fusión; debe colocarse una capa de material ligero pequeño en el fondo del crisol antes de cargar los materiales de gran tamaño.
II. Los materiales de carga de alta fusión y difícil oxidación deben cargarse en la zona de alta temperatura, en las partes media e inferior del crisol.
III. Los materiales de carga fácilmente oxidables deben añadirse en buenas condiciones para la desoxidación del metal.
IV. Para reducir la pérdida de elementos volátiles, se puede añadir a la masa fundida de metal una aleación o introducir gas inerte en la cámara de fusión para mantener una determinada presión en el horno.
3.3.2 Fase de fusión
En un horno de vacío que funciona de forma intermitente, una vez cargado el material de carga, se cierra la cámara de vacío y se bombea el vacío. Cuando la presión en la cámara de vacío alcanza 0,67 Pa (5×10-3 mmHg), se puede conectar la alimentación para calentar el material de carga. Para los hornos de producción continua con materiales de carga cargados en condiciones de vacío, se puede suministrar energía para entrar en la fase de fusión tan pronto como finalice la carga. Teniendo en cuenta el efecto de desgasificación del material de carga durante la fusión, no se requiere la máxima potencia de entrada durante la fase inicial de fusión. En su lugar, la potencia debe aumentarse gradualmente según la situación de desgasificación del material de carga para evitar una desgasificación excesiva que provoque salpicaduras. Cuando se produce una ebullición violenta o salpicaduras, se puede reducir la potencia de entrada o aumentar ligeramente la presión del horno para controlarlo. La señal de un baño de fusión claro es que la superficie del baño de fusión está en calma, sin que se escapen burbujas. Entonces se puede pasar a la fase de refinado.
3.3.3 Fase de refinado
Las principales tareas de la fase de refinado son mejorar la pureza del metal líquido y llevar a cabo la aleación. Al mismo tiempo, hay que ajustar la temperatura de la masa fundida y la aleación. El objetivo de la fase de refinado es reducir el contenido de gas, eliminar las impurezas nocivas y hacer que la composición del acero sea cualitativa. La temperatura de la fase de refinado debe controlarse por encima de 100 ℃ del punto de fusión del metal fundido. El grado de vacío para los grandes hornos de inducción al vacío suele estar entre 15-150Pa; para los hornos pequeños, está entre 0,1-1Pa. El tiempo de afino es de 15-25 minutos para un horno de 200 kg y de 60-100 minutos para alrededor de una tonelada.
3.3.4 Aleación
La aleación se refiere al ajuste de la composición, que se realiza en buenas condiciones de desoxidación y desgasificación mediante la adición de elementos de aleación. El tipo y la cantidad de elementos añadidos vienen determinados por los requisitos de las propiedades de la aleación, y el orden y las condiciones de adición vienen determinados por la afinidad y la volatilidad de los elementos de aleación con el oxígeno. Después de añadir cada elemento, se debe aumentar la potencia y agitar durante cierto tiempo para acelerar la fusión y garantizar una distribución uniforme.
3.3.5 Fundición y colada de acero
Después de la fase de aleación, cuando el metal líquido en el crisol alcanza la composición y temperatura objetivo, y el rectitud de la cámara de vacío cumple los requisitos técnicos, se puede colar el acero. Cuando se vierte en la tapa aislante, se rompe el vacío inmediatamente y se añaden el agente de calentamiento y el agente aislante para evitar que entre porosidad de contracción en el cuerpo del lingote. Para las aleaciones de alta temperatura con composiciones complejas, deben dejarse en el vacío durante 15-20 minutos después de la colada antes de romper el vacío. En el caso de los grandes hornos de inducción de vacío continuos, los lingotes pueden dejarse enfriar al vacío.
3.4 La volatilidad de los elementos y el control de la composición
Todos los metales (incluidos algunos no metales) tienen una presión de vapor de equilibrio Poi, que depende de las propiedades físicas del metal, de la forma del estado gaseoso (átomo único, molécula diatómica o multiatómica) y de la temperatura. La relación entre la presión de vapor Po de la sustancia i y la temperatura es la siguiente: (P0 es la presión estándar y no necesita modificación)
lg(Poi/133,3)=AT-1+BlgT+TC×10-3+D (3-1)
donde la unidad de Poi es Pa. Los parámetros A, B, C, D y otras propiedades físicas relevantes de los elementos relacionados con la metalurgia del acero se enumeran en la Tabla 3-5. Cuanto mayor es la presión de vapor de un elemento, más probable es que se volatilice durante la fundición al vacío. De acuerdo con los datos de la Tabla 3-5, el orden decreciente de Poi para cada elemento a 1873K puede calcularse como sigue: Zn, Mg, Ca, Sb, Bi, Pb, Mn, Al, Sn, Cu, Cr, Fe, Co, Ni, Y, Ce, Sl, La, Ti, V, B, Zr, Mo, Nb, W, Ta.
La presión de vapor Pi del componente i en una aleación o metal bruto no es igual a la presión de vapor Poi de la sustancia pura i porque la concentración de i en la aleación es necesariamente inferior a la de la sustancia pura. Además, la interacción entre las moléculas de i y los otros elementos componentes de la aleación no es igual a la que existe entre las moléculas de i. La fórmula para calcular Pi es
Pi= ai .Poi,= r i .N i .Poi (3-2)
En la fórmula:
ai: actividad del componente i en la aleación
ri: coeficiente de actividad de i
Ni: concentración fraccional molar de i
En las aleaciones ferrosas, los elementos de aleación pueden dividirse en tres categorías: no volátiles, fácilmente volátiles y elementos de impureza que pueden eliminarse por volatilización. Los elementos no volátiles incluyen Ti, V, B, Zr, Mc (Hf), Nb, Ta y W. Los elementos fácilmente volátiles incluyen Mn, Al, Cr, Fe, Co, Ni, Cu, Ca y Mg. En condiciones de fundición al vacío, estos elementos se volatilizan en diversos grados. El acero y las aleaciones contienen algunos oligoelementos metálicos que tienen un impacto significativo en el rendimiento del acero y las aleaciones. Son difíciles de eliminar por métodos químicos convencionales. Si estos elementos tienen una presión de vapor elevada, pueden eliminarse por volatilización durante la fundición al vacío. Entre estos elementos metálicos se encuentran el Sn, el Pb, el Bi, el Sb y el Zn.
Los oligoelementos como el magnesio, el circonio, el boro, etc., se utilizan para la microaleación; las impurezas traza como el Pb, Bi, As, Sb y Sn son perjudiciales para el acero y las aleaciones. El magnesio puro tiene una elevada presión de vapor a temperaturas de fusión, una baja densidad y una gran afinidad por el oxígeno, lo que dificulta la aleación de magnesio.
Durante la fundición en vacío, el magnesio se añade en forma de aleaciones binarias o ternarias durante la última fase de la fusión. Para mejorar la tasa de recuperación de magnesio, deben tenerse en cuenta los siguientes puntos a la hora de añadir magnesio:
(1) La temperatura del acero fundido debe ser unos 20°C inferior a la temperatura de colada antes de añadir el magnesio.
(2) El tiempo de mantenimiento debe controlarse después de añadir el magnesio, generalmente se añade entre 1 y 5 minutos antes de la toma.
(3) El gas argón debe introducirse en el horno antes de añadir el magnesio para garantizar una alta tasa de recuperación de magnesio.
Los rastros de elementos nocivos en el acero y las aleaciones suelen ser impurezas de baja fusión acumuladas por el uso repetido de chatarra o contenidas en algunos minerales de hierro. El refinado al vacío es el método más eficaz para eliminar estas impurezas nocivas, ya que suelen tener una presión de vapor elevada. Debido a las diferentes presiones de vapor y a la influencia variable de otros elementos componentes, los índices de volatilización de estos elementos difieren enormemente.
3.5 Interacción entre los metales fundidos y los materiales refractarios en vacío
Con el continuo desarrollo de la tecnología de los hornos de inducción, la capacidad de los hornos de inducción sin núcleo ha ido aumentando, y los hornos de inducción al vacío y tradicionales que se han puesto en producción han alcanzado las 60t y 40t, respectivamente. En los años 60, Estados Unidos fabricó sucesivamente hornos VIM (Vacuum Induction Melting Furnace) con capacidades de 15t, 30t e incluso 60t. El aumento de la capacidad de los hornos eléctricos también incrementa proporcionalmente la demanda de materiales refractarios de gran pureza con propiedades físicas especiales.
Las condiciones de funcionamiento de los materiales refractarios utilizados en la fundición al vacío suelen ser más estrictas que las de la fundición convencional. Esto se debe a que muchos materiales refractarios se descomponen según su composición y reaccionan con el metal fundido en condiciones de vacío. Por un lado, esto contamina el metal fundido y, por otro, aumenta la corrosión del material refractario. Esto es especialmente evidente en los materiales refractarios que contienen grandes cantidades de sílice y óxido de hierro.
Las grietas de contracción que se producen en los materiales refractarios utilizados en la fundición al vacío son más graves que las de la fundición convencional, especialmente en los hornos de inducción sin núcleo de gran capacidad (>2,5t). Por lo tanto, los materiales refractarios para hornos de inducción a gran escala deben tener las siguientes características:
(1) Expansión irreversible, no se producirán grietas de contracción;
(2) Alta pureza;
(3) Buena estabilidad en un entorno de vacío;
(4) Capaz de soportar la erosión del metal fundido y la escoria.
Entre los materiales refractarios con estas características se encuentran la magnesia-alúmina-espinela y la alúmina de gran pureza. En los últimos años, la dosificación de estos materiales refractarios, así como los correspondientes materiales de reparación y aglutinantes, se han desarrollado notablemente.
La magnesia y la alúmina reaccionan para formar magnesia-alúmina-espinela de gran pureza y baja densidad. El revestimiento de magnesia-alúmina-espinela puede utilizarse a una temperatura de 1647℃, y tras enfriarse a temperatura ambiente o rellenarse con materiales fríos, puede calentarse y utilizarse a 1647℃ sin agrietarse tras docenas de ciclos. Según los informes pertinentes, el revestimiento de un horno de inducción de 6 t de capacidad nominal se fabrica apisonando alúmina 95%. En la producción de acero inoxidable de las series 300 y 400, el revestimiento del horno puede utilizarse de forma continua durante 150 hornos sin ningún tratamiento.
3.6 Aplicación de las nuevas tecnologías a la fundición en horno de inducción
En los casi 80 años transcurridos desde que se inventó el horno de inducción, se han producido avances significativos tanto en los equipos como en los procesos. Como resultado, se han adoptado medidas para mejorar la fundición en horno de inducción en términos de volumen de producción, productividad, calidad del producto y gama de productos. Estas medidas incluyen el tratamiento de las aleaciones con magnesio, la desfosforización con bajo potencial de oxígeno, el soplado de argón, la inyección de polvo, el gas mixto hidrógeno-oxígeno descarburizacióny el refinado con hidrógeno del acero líquido.
3.6.1 Tratamiento de aleaciones con magnesio
Las aleaciones de alta temperatura a base de níquel o hierro, así como las aleaciones de precisión que contienen altos niveles de elementos de aleación, algunos de los cuales son más reactivos que otros, como el aluminio y el titanio, no pueden garantizar propiedades satisfactorias como la plasticidad térmica, soldabilidadLa aleación de magnesio es muy resistente a la corrosión, a las altas temperaturas y a la fluencia, incluso cuando se funde en condiciones de vacío. Por ello, se añade una cierta cantidad de magnesio al final del afino. El magnesio residual en el metal puede mejorar significativamente estas propiedades.
Las propiedades fisicoquímicas específicas del magnesio determinan que sea difícil controlar el método de adición y la tasa de recuperación durante el proceso de adición de magnesio. Para solucionar este problema, se utilizan aleaciones de magnesio como Ni-Mg y Ni-Mg-Me para reducir la presión de vapor del magnesio y aumentar su punto de fusión y ebullición. El proceso de operación para el tratamiento del magnesio es el siguiente:
(1) Una vez finalizado el periodo de refinado, si es necesario añadir B y Ce, ajuste la temperatura de la masa fundida de modo que sea 20℃ inferior a la temperatura de toma tras añadir B y Ce;
(2) Llenar la cámara de vacío con gas argón de gran pureza a una presión de 13-27kPa;
(3) Añadir magnesio en forma de bloque de aleación intermedia que contenga magnesio a la masa fundida metálica;
(4) Agitar enérgicamente inmediatamente después de añadir el magnesio, y evitar agitar durante demasiado tiempo para reducir la pérdida de magnesio. El acero debe golpearse entre 1 y 5 minutos después de añadir el magnesio.
3.6.2 Desfosforización por bajo potencial de oxígeno
Cuando se funde acero aleado, especialmente cuando se utilizan materiales de retorno como carga del horno, es necesario controlar el potencial de oxígeno del gas del horno y de la escoria durante el proceso de fusión y refinado para reducir la pérdida de elementos de aleación. Por lo tanto, no se pueden utilizar métodos oxidantes para desfosforar durante el proceso de fundición. Cuando se requiere un acero bajo en fósforo, sólo se pueden utilizar materias primas con un contenido de fósforo inferior a los requisitos de especificación, lo que aumenta los costes de producción. Para resolver el problema de la desfosforación durante la fundición de materiales de retorno de acero de alta aleación, en los últimos años se ha propuesto la teoría y la práctica de la desfosforación con bajo potencial de oxígeno, que también se ha aplicado en la fundición en horno de inducción.
El calcio y el fósforo presentes en el acero pueden reaccionar en condiciones de suficiente desoxidación y desulfuración del líquido de acero de la siguiente manera:
3Ca+2[P] = Ca3P2 (3-3)
El producto formado es el fosfuro de calcio. El calcio implicado en la reacción puede ser calcio metálico, aleaciones de calcio (como las aleaciones silicio-calcio) o compuestos de calcio (como CaC2). Debido al bajo punto de fusión (839℃), la alta presión de vapor (P = 1,775×105 Pa a 1600℃) y la baja solubilidad en el líquido de acero del calcio metálico, éste se evapora rápidamente en forma de vapor tras ser añadido al líquido de acero y flota hacia arriba y hacia fuera en forma de burbujas. Durante el proceso de flotación, el vapor de calcio puede reaccionar con el fósforo del acero para generar Ca3P2, pero la tasa de utilización del calcio es muy baja. En su lugar, suelen utilizarse aleaciones o compuestos de calcio.
El Ca3P2 generado por la reacción es un compuesto insoluble en el líquido del acero, con un punto de fusión de 1320℃ y una densidad de 3,3 g/cm³. Flotará en forma líquida y entrará en la escoria a la temperatura de fabricación del acero. Sin embargo, el fosfuro de calcio no es estable en las condiciones de fabricación del acero y es un fuerte agente reductor. Cuando el potencial de oxígeno de la atmósfera del horno es alto y hay óxidos fácilmente reducibles en la escoria, se producirá la siguiente reacción:
(Ca3P2) + 4O2 = 3 (CaO)+ (P2O5) ; (3-4)
y (Ca3P2) + 8 (MexOy) = 3y (CaO) + y (P2O5) + 8x [Me] (3-5)
Cuando hay vapor de agua en el gas del horno:
(Ca3P2)十3H2O= 3 (CaO) + 2PH3 ↑; (3-6)
El PH3 es un gas que se lleva el fósforo con el gas del horno cuando hay vapor de agua, pero este gas es tóxico, y deben tomarse precauciones para evitar que se produzca esta reacción durante el funcionamiento. Deben tomarse medidas especiales para garantizar la seguridad al procesar escoria de horno que contenga Ca3P2. Cuando la escoria tiene una alcalinidad elevada, CaO.P2O5 con mayor estabilidad.
3 (CaO) + (P2 O5)= (3 CaO.P2 O5) (3-7)
Sin embargo, tanto el silicio cálcico como el CaC2 utilizados para la desfosforación a bajo potencial de oxígeno tienen fuertes propiedades reductoras. Por lo tanto, cuando hay un exceso de calcio silicio o CaC2 en la escoria, el fosfato de calcio se descompondrá y el P2O5 se reducirá, haciendo que el fósforo vuelva al acero y reduciendo la eficacia de la desfosforización bajo un bajo potencial de oxígeno.
En la operación real, mantener un bajo potencial de oxígeno del acero y eliminar a tiempo la escoria que contiene fósforo son las claves para mejorar la eficacia de la desfosforación cálcica. Al añadir calcio, deben tomarse precauciones para evitar la gasificación violenta del calcio, que puede provocar salpicaduras. Cuando se añade CaC2 como agente desfosforante, es necesario cubrir el crisol y llenarlo con un gas reductor o inerte para evitar la oxidación del CaC2 en la escoria. En la fundición de Cr12MoV acero moldeado, la cantidad de polvo utilizado es de 10-15 kg/t, y la tasa de desfosforación es de aproximadamente 0,005%. Después de que termine la pulverización de polvo, retire la escoria inmediatamente y hacer nueva escoria.
3.6.3 Soplado con argón
El soplado de argón en la cuchara es ya una tecnología madura en la fundición de acero ordinario y acero de baja aleación. Se basa en el afloramiento de burbujas de argón para agitar el acero fundido, promover la reacción carbono-oxígeno, adherirse y promover la colisión, el crecimiento y el afloramiento de inclusiones en la superficie de la burbuja, y también puede desgasificar en determinadas condiciones.
Cuando la pureza del argón es alta y muy seca, el soplado de argón puede eliminar algunos gases, especialmente el hidrógeno. Cuando el tiempo de soplado de argón es de unos 20 minutos, la tasa de deshidrogenación puede alcanzar unos 50%. Los oligoelementos nocivos con alta presión de vapor a la temperatura de fabricación del acero, como el plomo y el arsénico, también pueden eliminarse en diferentes grados mediante el soplado de argón. Según los informes, el soplado de argón durante 20 minutos puede eliminar entre 70 y 80% de plomo en el acero, pero la tasa de eliminación de arsénico es sólo de 10%.
3.6.4 Inyección de polvo
La metalurgia de inyección de polvo es una nueva tecnología desarrollada recientemente para refinar el acero fundido. La inyección de polvo en cuchara se ha utilizado ampliamente en la producción siderúrgica convencional, y pueden emplearse diferentes agentes en polvo para completar tareas metalúrgicas como la desfosforación, la desulfuración, la desoxidación, el control de la morfología de las inclusiones, la aleación o la adición de carbono. La tecnología de inyección de polvo es esencialmente una tecnología que añade materiales sólidos al acero fundido.
Dado que el polvo es transportado por gas portador, el gas portador que entra al mismo tiempo que el polvo provocará la agitación de la masa fundida, mejorando así las condiciones cinéticas de las reacciones metalúrgicas. Por lo tanto, la inyección de polvo es más eficaz que la tecnología tradicional de adición de material sólido. Por supuesto, esta técnica de adición también puede utilizarse para la fusión en horno de inducción.
En la fusión en horno de inducción, se puede soplar agente desfosforante (aleación de calcio o compuesto de calcio) o agente desulfurante. El agente desulfurante utilizado habitualmente es principalmente polvo a base de cal (w(CaO) 60-80%, w(CaF2) 20-40%). Este agente desulfurizante es fácil de obtener, barato y no tiene ningún efecto sobre el control de la composición del acero fundido, y la tasa de desulfuración es de aproximadamente 30-50%.
Otro agente desulfurante muy utilizado es el Ca-Si-CaF2 (donde w(CaF2) es de 20-30%), la mayor parte del silicio de este agente desulfurizante será absorbido por el acero fundido, lo que puede aumentar el contenido de silicio, y la tasa de desulfuración puede alcanzar 40-80%. Para los aceros que no requieren adición de carbono, también se puede conseguir un buen efecto de desulfuración añadiendo una cierta proporción de CaC2 a los agentes desulfurantes a base de cal.
El gas argón embotellado se utiliza habitualmente como gas portador para la inyección de polvo. El nitrógeno también puede utilizarse para grados de acero que no requieren contenido de nitrógeno, lo que puede reducir los costes. La presión de trabajo suele ser de 0,2-0,3 MPa. Bajo la premisa de garantizar un suministro uniforme de polvo, la presión de trabajo debe minimizarse en la medida de lo posible. Se utiliza un tubo de acero con material refractario externo como pistola de inyección y se inserta a una profundidad igual a la profundidad del baño de fusión menos la profundidad de penetración.
3.6.5 Descarburación con argón-oxígeno
La United Carbide Corporation de Estados Unidos estudió la relación de equilibrio del sistema cuaternario Fe-Cr-C-O en un horno de inducción y descubrió que existe una relación correspondiente entre el contenido de carbono y cromo disueltos en el hierro y la presión parcial de monóxido de carbono (PCO) en la fase gaseosa con la temperatura. Con un determinado contenido de cromo, el contenido de carbono en equilibrio disminuye con el aumento de la temperatura o la disminución de la PCO en la fase gaseosa. Por lo tanto, siempre que se pueda reducir la PCO en contacto con el acero fundido, el carbono en el acero fundido puede reducirse a un nivel bajo a una temperatura no demasiado alta, y el cromo no sufrirá demasiadas pérdidas por oxidación.
Basándose en esto, se propuso el método AOD de dilución de la presión parcial de PCO con argón, es decir, descarburación por soplado de gas mixto argón-oxígeno. Este método supera las desventajas de la alta temperatura, la gran pérdida de cromo, el aumento de la contenido de carbono de electrodos de grafito, baja vida útil del revestimiento del horno y gran consumo de hierro al cromo con bajo contenido de carbono o cromo metálico al fundir acero inoxidable al cromo mediante soplado de oxígeno en hornos de arco, y se ha desarrollado rápidamente y se utiliza ampliamente.
Dado que el método AOD se desarrolló en el horno de inducción, el método de descarburación argón-oxígeno también debería ser aplicable a la fusión en horno de inducción. Cuando se funde acero inoxidable al cromo o al níquel-cromo en un horno de inducción, se puede soplar gas mezclado de argón-oxígeno para eliminar el carbono del acero.
4. Remodelación eléctrica de escorias
4.1 Equipo eléctrico de refundición de escorias y principios básicos
La refundición eléctrica de escorias (ESR) es un método de refinado secundario muy utilizado para la producción de acero y aleaciones de alta calidad. Este proceso utiliza el calor generado por la resistencia eléctrica de la escoria para refundir el electrodo consumible en un cristalizador refrigerado por agua. En comparación con la fusión por arco con electrodo consumible al vacío, la ESR no requiere un sistema de vacío y suele utilizar una fuente de alimentación de corriente alterna, lo que la convierte en un proceso más sencillo y fácil de operar con lingotes compactos y de alta calidad.
4.1.1 Equipos eléctricos de refundición de escoria
En comparación con la fusión por arco con electrodos consumibles al vacío, los equipos de refundición de escoria eléctrica son relativamente sencillos y constan de varios componentes, entre los que se incluyen un transformador de potencia y un dispositivo de cortocircuito, un sistema de elevación de electrodos consumibles, un cristalizador con un depósito de agua de fondo, un sistema de medición y control, y un sistema de suministro y eliminación de polvo. Aquí, sólo presentaremos el transformador de potencia, el cristalizador, el tanque de agua de fondo, y varios tipos de hornos eléctricos de escoria.
(1) Transformador de potencia
La característica única del proceso de refundición de escoria eléctrica es el uso de fuentes de alimentación de corriente alterna o continua de alta corriente y baja tensión. Por lo tanto, es necesario elegir un transformador adecuado para convertir la entrada de alta tensión en una salida de baja tensión (40-100 V) que se ajuste a la capacidad del horno eléctrico de escoria.
(2) Cristalizador
El cristalizador es el componente más importante del horno eléctrico de escoria. Durante el proceso de ESR, el electrodo consumible se funde en el interior del cristalizador, y el metal líquido se enfría y cristaliza a la fuerza para formar un lingote o colada de metal. El cristalizador es a la vez la cámara de fusión del horno y el molde para la solidificación del metal. Tiene una forma y estructura complejas, y existen tres tipos principales: cristalizador de tipo lingote, cristalizador de tipo deslizante y cristalizador de tipo combinado (como se muestra en la Figura 4-4).
Figura 4-1 Horno eléctrico de arco
Figura 4-2 Diferentes tipos de cristalizadores
1-Electrodo consumible; 2-Piscina de escoria; 3-Piscina de metal fundido; 4-Lingote de metal;
1-3 Cristalizador en modo lingote;
4-5 Cristalizador de tipo deslizante; 5-Cristalizador; 6-Caja de agua de fondo
6-7 Tipo desmontable; 8-Tipo móvil
Figura 4-3 Horno de arco eléctrico fijo monofásico
Figura 4-4 Horno eléctrico de arco monofásico serie bipolar
Figura 4-5 Horno de arco eléctrico trifásico
4.1.2 Principios básicos de la refundición por arco eléctrico
(1) Principio básico de la refundición
Durante el proceso de refundición por arco eléctrico, la corriente pasa a través del electrodo consumible, la escoria, la piscina de metal fundido, el lingote de metal solidificado y la caja de agua inferior, y finalmente fluye a través del cortocircuito, el transformador, etc., formando un bucle (véase la Figura 4-6). En el caso de un horno de arco eléctrico en serie bipolar, la corriente fluye desde uno de los electrodos consumibles a través de la escoria (una pequeña parte de la corriente fluye también a través de la piscina de metal fundido, y luego vuelve a la escoria), luego pasa a través del otro electrodo consumible, y finalmente vuelve al transformador para formar un bucle.
El proceso de refundición por arco eléctrico incluye la formación de un charco de escoria, la fusión del electrodo consumible, la solidificación del metal refundido y la reparación y contracción del lingote refundido, todo ello en un procedimiento de trabajo continuo.
Cuando la corriente atraviesa la escoria, debido a la elevada resistencia de ésta, se genera un fuerte calentamiento Joule en la piscina de escoria. El calor Q precipitado en la piscina de escoria por unidad de tiempo se expresa de la siguiente manera:
Q = I2R (4-1)
Donde: Q - Joule de calor generado por unidad de tiempo, J/s;
I - intensidad de corriente de la escoria conductora de electricidad, A;
R - resistencia del baño de escoria a la temperatura de fusión, Ω.
Al introducir el electrodo consumible en la capa de escoria, la parte de inserción del electrodo consumible se calienta por la alta temperatura de la escoria y supera su propio punto de fusión. Como resultado, la capa superficial de la punta del electrodo comienza a fundirse, formando una fina capa de metal líquido, que se adhiere a la parte superior de la punta del electrodo. Al mismo tiempo, bajo la acción de la gravedad g, la fuerza electromagnética R, y la fuerza de socavación del movimiento de la piscina de escoria F, fluye hacia abajo a lo largo de la superficie del extremo del electrodo y se concentra en la parte central del electrodo para formar gotas fundidas. La gravedad hace que las gotas fundidas caigan hacia abajo, mientras que la tensión interfacial δ entre la escoria y las gotas fundidas impide que éstas caigan (véase la Figura 4-7).
La fusión del electrodo consumible y la transición de las gotas de metal durante el proceso de refundición pueden dividirse en las tres etapas siguientes:
1) Se forma una película de metal líquido en el extremo del electrodo consumible;
2) Se agregan en gotas fundidas y pasan al baño de metal fundido a través de la capa de escoria;
3) Entró en la superficie del baño de fusión del metal.
Figura 4-6 Diagrama del principio básico de la refundición por arco eléctrico
Figura 4-7 Diagrama esquemático de la fuerza ejercida sobre las gotas de metal fundido
1 - piscina de escoria; 2 - capa de líquido fundido; 3 - piscina de metal fundido; 4 - piel de escoria; 5 - lingote de escoria eléctrica; 6 - cristalizador;
7 - caja de agua inferior; 8 - transformador; 9 - cortocircuito; 10 - soporte; 11 - electrodo consumible
4.2 Ventajas de la refundición por arco eléctrico
En comparación con los métodos generales de fundición, el proceso de refundición por arco eléctrico difiere en que el proceso de refundición, incluida la formación del charco de escoria, la fusión del electrodo consumible, la solidificación del metal refundido y la reparación y contracción del lingote refundido, se realizan en un procedimiento de trabajo continuo. Por lo tanto, presenta una serie de ventajas.
(1) El metal refundido puede ser refinado eficazmente por la escoria.
(2) Mejorar las condiciones de cristalización del lingote metálico y aumentar el rendimiento del metal.
(3) El equipo es sencillo, el coste de producción es bajo y el manejo es fácil de dominar.
(4) Hay muchas variedades de productos y una amplia gama de aplicaciones.
(5) La refundición por arco eléctrico también tiene una gran ventaja, ya que puede producir lingotes de metal con diferentes secciones transversales, como redondos, cuadrados, rectangulares y lingotes de metal con grandes relaciones entre anchura y longitud. También puede producir tubos huecos y piezas de fundición con diferentes formas, como piezas brutas de tubos huecos, tochos de laminación, recipientes de alta presión, grandes válvulas de alta presión y cigüeñales.
Sin embargo, la refundición por arco eléctrico presenta algunos inconvenientes, como la baja productividad, el elevado consumo de electricidad, el escaso efecto de desgasificación, la dificultad para controlar con precisión la composición química cuando se refunden aceros con elevados elementos de Ti y Al, y los costes de producción más elevados en comparación con los métodos generales de fundición.
4.3 Selección de materias primas, sistema de escoria y parámetros de proceso para la refundición por arco eléctrico
4.3.1 Materias primas para la refundición por arco eléctrico
(1) Electrodo consumible
El electrodo consumible utilizado en la refundición por arco eléctrico es generalmente un lingote de metal fundido por un horno de arco o de inducción, que se convierte en una barra de metal después de laminar o forjar. Su sección transversal puede ser circular, cuadrada o rectangular, y su variedad debe ser la misma que la del producto acabado tras la refundición. Para evitar la oxidación y la combustión de elementos fácilmente oxidables durante el proceso de refundición, se requiere que la superficie del electrodo consumible esté libre de óxido y piel de óxido, especialmente cuando se refunden aceros y aleaciones que contienen Al, Ti, B y otros elementos. Durante el proceso de refundición, excepto los elementos fácilmente oxidables (como Ti, Al, etc.) que pueden quemarse, otros elementos básicamente no cambian. Para estos elementos fácilmente oxidables, deben ser controlados dentro de un cierto rango cuando se prepara el electrodo consumible de acuerdo con la cantidad de quemado durante el proceso de refundición. Para evitar la excentricidad del electrodo consumible durante el proceso de refundición, se requiere que sea lo más recto posible, con un radio de curvatura no superior a 6 mm por metro.
(2) Placa de protección de lingotes
Al principio de la refundición, para evitar que se queme la caja de agua inferior, se puede colocar una placa metálica llamada placa de protección de lingotes debajo del cristalizador y encima de la caja de agua inferior. La placa protectora de lingotes está hecha del mismo material que el electrodo consumible. La superficie de la placa de protección de lingotes no debe tener piel de óxido ni óxido, y debe ser muy plana, a fin de garantizar un contacto estrecho con la superficie de la caja de agua inferior y lograr un buen efecto conductor. El grosor de la placa protectora de lingotes suele ser de 12-18 mm.
(3) Material de escoria de ignición
Como todos sabemos, en la refundición por arco eléctrico, la escoria fundida tiene una cierta conductividad. Cuando el material de la escoria es sólido, su conductividad es pobre y no se puede utilizar para conducir el calor y establecer una piscina de escoria directamente. Si se utiliza escoria sólida como material de escoria de ignición, es necesario encontrar una escoria con suficiente conductividad en estado sólido. En la práctica, se ha comprobado que cuando la escoria sólida contiene una cierta cantidad de TiO2puede cumplir este requisito. Por lo tanto, durante un período de tiempo considerable, la escoria sólida que contiene TiO2 se utilizó como material de escoria de ignición para la refundición por arco eléctrico.
(4) Material de refundición de escoria
La escoria desempeña un papel importante en el proceso de refundición por arco eléctrico. Los sistemas de escoria más utilizados se componen principalmente de fluorita (CaF2), alúmina (Al2O3), cal (CaO) y magnesia (MgO), etc. (véase el cuadro 4-1).
4.3.2 Selección de los parámetros del proceso de refundición por arco eléctrico
(1) Tamaño del lingote de escoria eléctrica
La relación entre el peso y el tamaño del lingote satisface la ecuación 4-2.
Peso del husillo G, t; diámetro del husillo D, cm; altura del husillo h, cm; peso específico del metal fundido γ, g/cm.3.
Tabla 4-1: Sistemas de escoria habituales y sus densidades en estado líquido, así como sus puntos de fusión.
Composición del sistema de escoria en porcentaje (%).
Densidad de la escoria en gramos por centímetro cúbico (g/cm3)
Punto de fusión en grados Celsius (℃).
CaF2
CaO
A12O3
1450℃
1650℃
–
100
–
–
2.52
2.42
–
90
10
–
2.57
–
1390~1410
80
20
–
2.63
2.50
1200~1220
70
30
–
2.66
–
–
60
40
–
2.69
–
–
70
–
30
2.88
2.80
1320~1340
80
10
10
2.69
–
60
20
20
2.90
–
1240~1260
(2) Dimensiones del cristalizador y del electrodo de autoconsumo
El diámetro D del cristalizador se determina mediante la siguiente fórmula:
donde D es el diámetro medio del cristalizador en milímetros (mm); D_pro es el diámetro del producto en milímetros (mm); M es la sobremedida de mecanizado de la pieza bruta (para lingotes, M=0; para piezas fundidas, M=10-15mm); δ% es la contracción del lingote (generalmente 3±0,5%).
La altura H del cristalizador se determina mediante la siguiente fórmula:
Si D es superior a 300 mm, debe tomarse H como límite inferior.
El diámetro del electrodo de autoconsumo d_pole puede determinarse mediante la siguiente fórmula empírica, que depende del diámetro D del cristalizador:
donde K es la relación de llenado, normalmente elegida entre 0,4-0,6; d_polo es el diámetro del electrodo de autoconsumo en milímetros (mm); D es el diámetro del cristalizador en milímetros (mm).
En la actualidad, los distintos países del mundo eligen diferentes ratios de llenado K en función de sus situaciones reales. Un valor K mayor es mejor para reducir el consumo de energía, mejorar la productividad y mejorar la calidad del lingote, garantizando al mismo tiempo la calidad del metal refundido y la seguridad de la operación. El diámetro del electrodo de autoconsumo no puede ser demasiado grande, ya que afectaría a la seguridad de la operación.
La longitud L_pole del electrodo de autoconsumo puede calcularse mediante la siguiente fórmula:
donde G es la masa del lingote metálico en toneladas (t); n es el número de electrodos de autoconsumo necesarios para producir un lingote metálico; γ es la densidad del metal refundido, que generalmente se toma como 7,9 g/cm3 para el acero ordinario; Z es la densidad del electrodo, que se toma como 0,95 para los electrodos fundidos y aproximadamente igual a 1 para los electrodos forjados y laminados; ΔL es la longitud de cola del electrodo, que debe determinarse en función del electrodo sujeción generalmente se toma como (2-3)d.
(3) Tensión de fusión
La tensión de fusión se refiere a la suma de la tensión de trabajo y la caída de tensión en la línea durante la refundición. La tensión de trabajo se aproxima a la tensión de la capa de escoria y representa con mayor exactitud la tensión real. Determina la profundidad de inmersión del electrodo de autoconsumo, afecta a la formación de cristales axiales del lingote satisfactorios y a la calidad de la superficie, y está relacionada con el grado de oxidación de los elementos. Un aumento adecuado de la tensión en la boca del horno puede refinar las gotas fundidas, aumentar la temperatura de la escoria y favorecer el crecimiento de los cristales axiales del lingote. Generalmente, para los sistemas de escoria con buena conductividad y baja resistencia, debe seleccionarse una tensión de trabajo más baja. Cuando se funden aleaciones que contienen elementos fácilmente oxidables como Al, Ti y aceros o aleaciones propensas a la segregación, también debe seleccionarse una tensión de trabajo más baja. La tensión de trabajo puede seleccionarse utilizando la siguiente fórmula empírica:
donde U es la tensión de trabajo en voltios (V); D es el diámetro del cristalizador en centímetros (cm); B es una constante, tomada como 27-37V.
(4) Corriente de fusión
La corriente de fusión es un parámetro importante que tiene un impacto significativo en la calidad del producto y en los indicadores económicos y técnicos. El aumento de la corriente de fusión conlleva una mayor profundidad de inmersión del electrodo de autoconsumo, lo que va en detrimento de los cristales axiales del lingote. La corriente de fusión viene determinada principalmente por el área seccional del electrodo de autoconsumo y la densidad de corriente.
I = A*J (4-8)
donde A es el área seccional del electrodo de autoconsumo en milímetros cuadrados (mm2); J es la densidad de corriente en amperios por milímetro cuadrado (A/mm2).
La densidad de corriente J puede seleccionarse mediante la siguiente fórmula empírica:
donde d es el diámetro del electrodo de autoconsumo en milímetros (mm).
(5) Potencia de entrada
La potencia de entrada se utiliza para comprobar si los valores de tensión e intensidad son adecuados o para proporcionar una base para seleccionar los transformadores de los equipos. La potencia de entrada se determina en función de la potencia de entrada del volumen unitario de la piscina de escoria. Si D =400-800 mm, la potencia de entrada efectiva es de 0,15-0,30 kW/cm.2si D =200-400 mm, la potencia de entrada efectiva es de 0,30-0,60 kW/cm.2; si D < 200mm, la potencia efectiva de entrada es superior a 0,60KW/cm2.
(6) Cantidad de escoria y profundidad de la piscina de escoria
La cantidad de escoria se determina mediante la siguiente fórmula, con los sistemas y densidades de escoria utilizados habitualmente que se muestran en la Tabla 4-3:
donde G es el peso de la escoria en kilogramos (kg); D es el diámetro del cristalizador en centímetros (cm); h es la profundidad de la piscina de escoria en centímetros (cm); γ es la densidad del metal refundido en kilogramos por centímetro cúbico (kg/cm3).
La profundidad del depósito de escoria puede determinarse mediante la siguiente fórmula empírica:
Tome el límite superior cuando D ≤250mm, y tome el límite inferior cuando D >350mm. Según la literatura, la cantidad de escoria para hornos eléctricos monofásicos en China es de 30-40kg/t, la cantidad de escoria para hornos eléctricos trifásicos en China es de 60-70kg/t, y la cantidad de escoria en el extranjero es de 3-5% del peso del lingote.
(7) Temperatura del agua de refrigeración
Con el fin de promover la cristalización del lingote y evitar accidentes, se requiere una mayor intensidad de enfriamiento para el cristalizador y el tanque de agua inferior. La presión del agua de refrigeración suele ser de 1,5-2,0 kg/mm2, y la temperatura del agua de salida del cristalizador debe controlarse a 40-60℃.
4.4 Características metalúrgicas de la refundición eléctrica de escorias (Lección 11)
El proceso de refundición eléctrica de escoria incluye la formación del charco de escoria, la fusión del electrodo autoconsumidor, la solidificación del metal refundido y la complementación y contracción del lingote refundido. Estos procesos se llevan a cabo en un procedimiento de trabajo continuo.
4.4.1 Formación de la piscina de escoria de refundición eléctrica
(1) Función de la escoria
Fuente de calor para el proceso de refundición.
Perfeccionamiento eficaz.
Protección del metal refundido con la capa de escoria.
Además, durante el proceso de solidificación del metal refundido, se forma una capa de escoria fina y uniforme en la superficie del lingote, que protege el cristalizador del contacto directo con la escoria a alta temperatura y hace que la superficie del lingote sea lisa y fácil de desmoldar.
(2) Propiedades de la escoria
Una cierta conductividad eléctrica.
Baja viscosidad y punto de fusión.
Baja presión de vapor.
Tensión interfacial adecuada de la escoria.
Densidad moderada de escoria.
Permeabilidad adecuada de la escoria.
(3) Selección del sistema de escoria
La escoria debe seleccionarse basándose en el análisis de las propiedades físicas de la escoria mencionado anteriormente. En la Tabla 4-1 se muestran los sistemas de escoria más utilizados.
El punto de fusión del sistema de escoria debe ser 100-200℃ inferior al del metal refundido, y la viscosidad de la escoria también debe ser pequeña. Esto permitirá una buena fluidez de la escoria durante el proceso de refundición, lo que es beneficioso para la desulfuración y la eliminación de inclusiones no metálicas. También ayudará a formar una capa de escoria fina y uniforme en la superficie del lingote, facilitando la solidificación del lingote y obteniendo una superficie lisa.
El sistema de escoria CaF2-CaO tiene una capacidad de desulfuración significativa, y la capacidad de desulfuración aumenta con el incremento de la basicidad de la escoria. Cuando se refunde acero de corte libre que contiene azufre, se requiere una operación de escoria ácida con R<1 para asegurar el contenido de azufre en el acero.
Durante la refundición eléctrica de escorias, es mejor que haya menos óxidos inestables (FeO, MnO, etc.) y óxidos de metales de valencia variable (MexOy) en la escoria para evitar el aumento del contenido de [O] en el metal y la pérdida por combustión de elementos. Cuando se funden aceros y aleaciones que contienen elementos como Al, Ti y B, la escoria no debe contener SiO2.
Dado que los óxidos de metales alcalinos como el Na2O y el K2O tienen puntos de fusión bajos y son fáciles de volatilizar, la escoria no debe contener estos óxidos.
(4) Creación de un depósito de escoria
Al principio del proceso de refundición, la piscina de escoria refundida debe establecerse rápidamente para garantizar el buen desarrollo del proceso de refundición de escoria eléctrica. Existen dos métodos para establecer el depósito de escoria: el método de arco visible y el método de arco invisible, siendo este último el que se utiliza principalmente en la producción actual. En el método de arco invisible, se utilizan principalmente el método de ignición de escoria sólida conductora y el método de escoria líquida.
4.4.2 Fusión del electrodo de autoconsumo
Durante el proceso de goteo de las gotas de metal refundido, las características de transición se manifiestan principalmente como la frecuencia de goteo de las gotas y el tamaño del diámetro de las gotas, que tienen una influencia considerable en el refinamiento del metal.
En primer lugar, la composición de la escoria tiene un efecto significativo en el tamaño de las gotas. Cuando se utiliza un electrodo de autoconsumo de acero ЭП65 con un diámetro de d_pole=200mm, un diámetro de cristalizador de D_pro=425mm, y un sistema de escoria CaF2-Al2O3 con diferentes cantidades de Al2O3 añadido para la refundición, el cambio en la calidad de las gotas se recoge en la Tabla 4-2.
Tabla 4-2 Cambios en la fusión de gotas.
Al2O3 Contenido en CaF2-Al2O3 Escoria, /%.
Tensión, /V
Corriente, /A
Frecuencia de caída de gotas, gotas/s
Masa media de las gotas, /g
1
61
7500
5.07
6.90
5
61
7500
6.53
7.50
15
61
7500
7.01
7.95
30
61
7500
7.06
11.70
Además, existe una cierta relación entre la profundidad del depósito de escoria y la frecuencia y el tamaño de caída de las gotas. Cuando se utiliza un electrodo de autoconsumo de sección transversal pequeña, un aumento de la profundidad del charco de escoria provoca una disminución de la frecuencia de caída de gotas y un aumento del diámetro de las gotas (véase la Tabla 4-3).
Tabla 4-3 Relación entre la profundidad del charco de escoria, la frecuencia de caída de gotas y el diámetro de las gotas.
Profundidad del depósito de escoria, /mm
30
50
70
Frecuencia de caída de gotas, gotas/s
21.5
14.8
11.5
Masa media de las gotas, /g
0.11
0.16
0.21
Diámetro medio de las gotas, /mm
3.12
3.54
3.86
Nota: La velocidad de elevación del electrodo es de 1,55 m/h; la tensión es de 45 V.
La estabilidad del proceso de refundición en la producción de electroescoria está estrechamente relacionada con la velocidad de descenso del electrodo de autoconsumo. Cuando el electrodo desciende lentamente, el proceso de electroescoria pasa a ser un proceso de arco. En este momento, el extremo del electrodo es plano, y las gotitas suelen distribuirse por el borde de la cara del electrodo (véase la figura 4-18a). En el momento en que caen las gotitas, puede observarse la formación de arco, y el proceso de electroescoria es inestable. Cuando se aumenta la velocidad de descenso del electrodo, aparece una protuberancia cónica en el extremo del electrodo (véase la Figura 4-18b), y se forman gotitas en el centro del extremo del electrodo (la punta de la protuberancia). Al aumentar aún más la velocidad de descenso del electrodo, aumenta el tamaño de la parte cónica del electrodo introducida en la escoria y disminuye la concavidad de la superficie lateral del cono.
Figura 4-8 Características de fusión del electrodo
a - Velocidad de descenso del electrodo baja; b - Velocidad de descenso del electrodo moderada; c - Velocidad de descenso del electrodo alta.
Al aumentar aún más la velocidad de descenso del electrodo, la superficie lateral del cuerpo cónico del extremo del electrodo se vuelve convexa, y parte de la parte cilíndrica del electrodo también se entierra en el charco de escoria. En este momento, con el aumento de la velocidad de descenso del electrodo, se observa un lento aumento de la corriente (véase la figura 4-19).
Figura 4-9 Relación entre la velocidad de descenso del electrodo y la corriente
1 - Diámetro del electrodo 180mm, U=80V; 2 - Diámetro del electrodo 180mm, U=51V;
3 - Diámetro del electrodo 100mm, U=51V; 4 - Diámetro del electrodo 80mm, U=51V;
Cuando la velocidad de descenso del electrodo es demasiado rápida, se producen periódicamente arcos entre el extremo del electrodo y la superficie del baño de metal fundido debido al desprendimiento de gotas, lo que provoca la ebullición en el fondo del baño de escoria. A veces, puede producirse un cortocircuito entre el electrodo y el baño de metal fundido, lo que hace inestable el proceso de refundición.
En resumen, cuando se utiliza un electrodo de gran sección transversal para la refundición por electroescoria, el extremo del electrodo debe tener forma de cono regular, lo que hace que el proceso de refundición sea más estable.
4.4.3 Solidificación del metal refundido
Las diferencias entre el proceso de solidificación de los lingotes electroslag y el de los lingotes convencionales métodos de fundición son los siguientes:
(1) La segregación de los lingotes refundidos por electroescoria es menor que la de otros métodos;
(2) Durante el proceso de refundición por electroescoria, se puede suministrar continuamente metal líquido nuevo al interior del cristalizador mediante la fusión continua del electrodo de autoconsumo, mientras que esto no es necesario en la fundición en molde ordinaria;
(3) Hay una fina capa de escoria en la superficie del lingote de electroescoria, lo que hace que la velocidad de enfriamiento axial sea mucho mayor que la velocidad de enfriamiento radial, y la estructura cristalina tiende a ser axial;
(4) La estructura cristalina del lingote de electroescoria no sólo está relacionada con la capa de escoria en la superficie del lingote, sino también con la forma del baño de metal fundido.
La práctica ha demostrado que los principales factores que afectan a la formación de la forma del baño de metal fundido son la velocidad de descenso del electrodo de autoconsumo, la corriente de trabajo, la tensión de trabajo, la profundidad del baño de escoria y la conductividad térmica del metal refundido.
4.4.4 Contracción de compensación, desmoldeo y enfriamiento
Contracción de compensación: La contracción de compensación debe realizarse 10-15 minutos antes del final del proceso de refundición para garantizar un lingote liso sin agujeros de contracción y mejorar el rendimiento del lingote metálico.
Desmoldeo y enfriamiento: Una vez finalizada la refundición, se debe dejar enfriar el lingote metálico durante 10 minutos antes de desmoldarlo. El tiempo de enfriamiento del molde suele determinarse en función de los distintos grados de acero y del tamaño del lingote. Después del desmoldeo, los aceros aleados generalmente deben enfriarse lentamente, y los métodos de enfriamiento lento incluyen enfriamiento por aire, enfriamiento por arena, enfriamiento en campana y enfriamiento en foso.
4.5 Calidad metalúrgica de la refundición por electroescoria
4.5.1 Desulfuración y desfosforización en el proceso de electroescoria
El efecto de desulfuración de la refundición por electroescoria es significativo, y la tasa de desulfuración puede alcanzar generalmente 50-80%, que es una de las ventajas de la refundición por electroescoria. En los métodos ordinarios de fabricación de acero, para eliminar eficazmente el azufre del metal, deben cumplirse las siguientes condiciones:
(1) La escoria debe tener una alcalinidad elevada;
(2) Para que la escoria fluya bien, la temperatura de la escoria debe ser alta;
(3) La interfaz de contacto entre el metal y la escoria debe ser lo más amplia posible.
Existen tres formas de desulfuración en el proceso de refundición por electroescoria:
(1) Se trata de la desulfuración de escorias, lo que significa que el azufre se transfiere del metal a la escoria.
La fórmula de reacción es: [S]+(O2-)→(S2-)+[O] (4-12)
La constante de equilibrio de la reacción es: (4-13)
Por lo tanto, la ecuación 4-13 da como resultado:
Si el contenido de iones de oxígeno en la escoria es mayor y la actividad del oxígeno en el metal es menor, se transferirá más azufre del metal a la escoria. Para aumentar el contenido de iones de oxígeno en la escoria, se puede utilizar escoria de alta alcalinidad. De la fórmula de reacción química de la desulfuración de la escoria se desprende que, a medida que se elimina el azufre, debe aumentar el contenido de oxígeno en el metal.
(2) Durante el proceso de refundición, también se lleva a cabo la desulfuración por gasificación, lo que significa que el azufre se transfiere de la escoria a la atmósfera.
(S2-) + 3/2{O2} = (O2-) + {SO2} (4-15)
La constante de equilibrio de esta reacción es:
Se obtiene la ecuación 4-16:
De la ecuación 4-17 se desprende que cuanto mayor sea la presión parcial de oxígeno en la atmósfera y menor la actividad de los iones de oxígeno en la escoria, más favorable será la desulfuración por gasificación durante el proceso de refundición. Existe una cierta contradicción entre estos dos procesos de reacción. Sin embargo, ambos procesos ocurren dentro del mismo sistema, por lo que el efecto final de desulfuración debe ser un resultado integral de la interacción entre estas dos reacciones.
(3) El azufre del metal pasa a la escoria.
Las diferentes polaridades de corriente y tensión también tienen cierto efecto en la eliminación del azufre en el metal. Si se utiliza corriente continua inversa (es decir, electrodo de autoconsumo conectado al electrodo positivo), el azufre del metal puede pasar a la escoria, con lo que se consiguen mejores resultados de desulfuración. Básicamente, no se puede observar ningún efecto de desulfuración cuando se utiliza CC positiva. Durante la refundición por arco eléctrico, la desulfuración por gasificación representa una proporción considerable entre los tres métodos de desulfuración mencionados anteriormente. En general, el mejor efecto de desulfuración se consigue utilizando una fuente de alimentación de CA y escoria de alta alcalinidad para la refundición en condiciones atmosféricas. Cuando se utiliza una fuente de corriente alterna, el CaF2-El sistema de escoria de CaO tiene el mejor efecto de desulfuración en el sistema de escoria de flúor.
En cuanto a la desfosforización en el metal, el método tradicional consiste en crear condiciones de "tres altos y un bajo" (alta alcalinidad, alto contenido (FeO), gran cantidad de escoria y baja temperatura) en la medida de lo posible durante el proceso de fundición. Sin embargo, en el proceso de refundición por arco eléctrico, es difícil conseguir buenos resultados de desfosforación debido a la naturaleza no oxidante de la escoria y a la elevada temperatura del baño de fusión.
4.5.2 Eliminación de inclusiones no metálicas durante la refundición por arco eléctrico
La refundición por arco eléctrico es muy eficaz para eliminar las inclusiones no metálicas del metal. La siguiente tabla muestra los cambios en el contenido de inclusiones no metálicas en el acero para rodamientos de bolas tras la refundición por arco eléctrico.
Tabla 4-4 Cambios en las inclusiones de óxido en el acero para rodamientos de bolas tras la refundición por arco eléctrico
Lugar de muestreo
Número de muestras
Número de campos
Área media de las inclusiones de óxido por campo, μm2
Electrodo de autoconsumo
3
36
254
Gotas de la punta del electrodo
3
38
59
Goteo de gotas fundidas
5
51
33
Piscina de fusión de metales
5
63
47
Acero refundido
5
60
37
Tabla 4-10: Pérdida por quemado de [Ti] durante la refundición por electroescoria en diferentes condiciones.
Lingote
Atmósfera
Número de hornos
-△[Ti],%
Máximo
Media
Fluctuación del cuerpo del lingote
1,0 tonelada
Atmósfera ambiente
6
0.47
0.22
0.46
Gas argón
2
0.15
0.11
0.08
4.6 Aplicaciones de la refundición por electroescoria
(1) Nuevas aplicaciones de la refundición por electroescoria
Refusión por electroescoria ESR; Colada por electroescoria ESC; Colada por electroescoria ESP; Colada continua por electroescoria ESMPC; Colada por electroescoria centrífuga CESC;
Fundición en caliente por electroescoria ESHT; Refusión rápida por electroescoria ESRR; Soldadura por electroescoria ESW; Revestimiento por electroescoria E.S. Cladding;
Conformado por pulverización con electroescoria E.S. Osprey; Fundición directa por electroescoria Direct ESM;
(2) Perspectivas de futuro de los productos de electroescoria
I. En la producción de piezas forjadas medianas y grandes, la refundición ocupará una posición de monopolio.
II. En los campos del acero para herramientas de alta calidad, acero para troquelesAcero inoxidable dúplex resistente al calor, acero de ultra alta resistencia que contiene nitrógeno, desbastes de tuberías y rollos laminados en frío, la refundición por electroescoria tiene una ventaja absoluta y sustituirá en este campo a la refundición por arco en vacío.
III. En el campo de las superaleaciones (aleaciones de alta temperatura, aleaciones resistentes a la corrosión, aleaciones de precisión, aleaciones para calentamiento eléctrico), la refundición por electroescoria y la refundición por arco de vacío se encuentran en una situación competitiva. A finales de los años 80, la producción de la refundición por electroescoria había superado a la de la refundición por arco al vacío. Muchos de los materiales que siguen a la refundición por arco de vacío son materiales más antiguos que están limitados por evaluaciones técnicas anteriores, mientras que los nuevos materiales de electroescoria tienen una ventaja absoluta.
IV. En la producción de metales no ferrosos, la refundición por electroescoria se encuentra en una fase incipiente.
5. Refusión por arco en vacío
5.1 Panorama general
La refundición por arco en vacío es un proceso que implica el uso de un arco de corriente continua generado entre un electrodo metálico y una piscina de metal fundido, en un entorno sin escorias y a baja presión. Los efectos de alta temperatura del arco funden los electrodos autoconsumibles capa por capa y forman gotitas fundidas en el extremo del electrodo. Estas gotitas entran en la piscina de metal fundido a través de la zona de arco de alta temperatura y son calentadas rápidamente por el arco de alta temperatura, lo que conduce a la purificación y el refinamiento, seguidos de la solidificación en un cristalizador refrigerado por agua.
Un horno de arco al vacío puede crear un bajo potencial de oxígeno y unas condiciones de fusión a alta temperatura, lo que lo hace adecuado para fundir metales refractarios o fácilmente oxidables como el platino, el tantalio y el wolframio. Con el desarrollo de la industria mecánica, el proceso de refundición por arco de autoconsumo en vacío se ha aplicado con éxito en la producción de titanio y aleaciones de titanio, aleaciones de precisión, aleaciones de alta temperatura y metales refractarios. Por ello, se ha desarrollado rápidamente y ha crecido en tamaño desde las décadas de 1940 y 1950. En los procesos de fusión especiales, la fusión por arco en vacío es uno de los principales métodos de refundición y refinado. El diagrama esquemático de la fusión por arco en vacío se muestra en la Figura 5-1.
Figura 5-1 Horno de arco al vacío
1. Cristalizador de cobre; 2. Plataforma operativa; 3. Sistema de observación óptica; 4. Dispositivo de elevación del electrodo; 5. Pértiga del electrodo; 6. Cuerpo del horno; 7. Electrodo; 8. Sistema de vacío; 9. Arco; 10. Lingote; 11. Bobina de control eléctrico.
Los hornos de arco al vacío pueden dividirse en dos categorías: de autoconsumo y de no autoconsumo. Esta última se refiere a un tipo de horno de arco al vacío que utiliza conductores resistentes a altas temperaturas, como electrodos de wolframio o grafito, y el metal que se va a fundir se coloca en el cristalizador para fundirlo y refinarlo mediante el calor del arco.
Durante el proceso de fusión, el propio electrodo no se consume, o se consume mínimamente, por lo que se denomina de no autoconsumo. Los hornos de arco de autoconsumo utilizan el metal que se va a fundir como electrodo, que se funde y se refina a un cierto ritmo durante el proceso de arco, por lo que este tipo de horno de arco es un horno de arco de autoconsumo. Dado que la gran mayoría de los hornos de arco de vacío utilizados en la producción de acero y aleaciones son hornos de arco de autoconsumo, salvo que se especifique lo contrario en secciones posteriores, todas las referencias serán a hornos de arco de autoconsumo.
5.2 Introducción y clasificación de la estructura de los hornos de arco sin autoconsumo de vacío
5.2.1 Resumen estructural
Existen varios tipos de hornos de arco con autoconsumo de vacío, pero sus estructuras básicas son las mismas. La figura 5-1 muestra un horno de arco con autoconsumo de vacío. Un conjunto completo de equipos para un horno de arco con autoconsumo de vacío incluye el cuerpo del horno, el equipo de suministro de energía, el sistema de vacío, el sistema de control, el sistema de observación, el sistema de refrigeración por agua y otros componentes. El diagrama esquemático del principio de refundición de arco de vacío y el diagrama esquemático estructural del horno de arco de autoconsumo de electrodos al vacío se muestran en la Figura 5-2 y la Figura 5-3, respectivamente.
Figura 5-2 Diagrama del principio de refundición por arco en vacío
1. Electrodo de autoconsumo de metal; 2. Zona de fase gaseosa; 3. Zona de columna de arco; 4. Charco de metal fundido; 5. Lingote.
Figura 5-3 Esquema estructural del horno de arco al vacío con electrodo de autoconsumo
1. Polo negativo; 2. Mecanismo de alimentación del electrodo; 3. Biela; 4. Camisa de cierre deslizante de vacío; 5. Cuerpo del horno; 6. Abrazadera; 7. Varilla corta; 8. Electrodo de autoconsumo; 9. Crisol de cobre; 10. Lingote fundido; 11. Camisa de agua; 12. Polo positivo; a. Entrada de agua de refrigeración; b. Salida de agua de refrigeración; c. Escape de la bomba de vacío.
5.2.2 Clasificación de los hornos de arco al vacío de autoconsumo
Existen muchos tipos de hornos, que pueden clasificarse según las diferentes características del horno de arco. Según la estructura del cuerpo del horno, puede dividirse en tipos fijos y giratorios. Según la forma del lingote, puede dividirse en lingote fijo y lingote estirado. Según el modo de funcionamiento, puede dividirse en intermitente y continuo.
5.3 Proceso de refundición de aceros y aleaciones
5.3.1 Etapas de la refundición por arco voltaico
El proceso de refundición por arco puede dividirse en cuatro etapas: soldadura de los electrodos, formación del arco, fusión normal y topping.
La soldadura se realiza en vacío o en atmósfera protectora. Se extiende una capa de material de arranque del arco (normalmente del mismo tipo de virutas) en el extremo del electrodo de autoconsumo que se está soldando, y a continuación el varilla de electrodo se baja para que se produzca el arco entre el electrodo de transición y el electrodo de autoconsumo. Cuando los dos extremos de la zona de arco se calientan y el arco es estable con una gran cantidad de fase líquida formada, la varilla del electrodo se baja rápidamente para que los dos extremos de la zona de arco estén en estrecho contacto y se suelden entre sí.
La finalidad del arco es formar un arco entre el electrodo de autoconsumo y el material de arranque del arco en el fondo del cristalizador, aumentar la temperatura de la zona de arco y formar una piscina de metal fundido de cierto tamaño en el fondo del cristalizador, mantener un arco estable entre el electrodo de autoconsumo y la piscina de metal fundido, y pasar la refundición del electrodo de autoconsumo al período de fusión normal.
El periodo de fusión normal es la etapa principal del proceso de refundición, durante la cual el acero o las aleaciones se refinan y solidifican en lingotes. Así se eliminan del metal los gases y las impurezas metálicas de bajo punto de fusión, se eliminan las inclusiones no metálicas, se reduce la segregación y se obtiene una estructura cristalina ideal.
El objetivo del topping es reducir las cavidades de contracción en la parte superior del lingote refundido, reducir la porosidad de la zona de contracción en "V" en la parte superior, favorecer la flotación final y la eliminación de inclusiones, reducir la cantidad de corte en cabeza y aumentar el índice de rendimiento.
5.3.2 Parámetros del proceso
(1) Diámetro del electrodo de autoconsumo
El diámetro del electrodo de autoconsumo afecta directamente a la calidad del lingote refundido. Cuando el diámetro es grande, el calor del arco se distribuye uniformemente por toda la superficie del baño de fusión, por lo que el baño de fusión es plano. Esto facilita la obtención de un lingote refundido con poca segregación, estructura densa y orientación cristalina columnar que es beneficiosa para mejorar el rendimiento del procesamiento térmico (el ángulo entre la dirección de los granos columnares y el eje del lingote es pequeño). Generalmente, se utiliza la siguiente fórmula para seleccionar el diámetro del electrodo:
d/D=0,65~0,85 (5-1)
donde d es el diámetro del electrodo de autoconsumo en mm, y D es el diámetro del cristalizador en mm.
En la actualidad, para el acero o las aleaciones, d/D suele seleccionarse dentro del intervalo de 0,7 a 0,8. Elija el límite superior para lingotes de mayor tamaño y el límite inferior para lingotes de menor tamaño.
Además, el diámetro del electrodo también puede determinarse mediante la fórmula empírica siguiente:
d=D-2δ (5-2)
donde δ es la distancia entre el electrodo y el cristalizador en mm.
Cuando el electrodo es un cilindro multifacético, el valor representa la distancia entre los bordes del electrodo y la pared interior del cristalizador. Al determinar el valor de δ, hay que asegurarse de que sea mayor que la longitud del arco durante la fusión normal, para eliminar el riesgo de generar arcos en los bordes.
Durante la refundición de metales y aleaciones no férreos o refractarios, especialmente durante la primera refundición en vacío (con gran desprendimiento de gases), para eliminar totalmente los gases y garantizar un funcionamiento seguro, δ debe ser mayor que el seleccionado para la refundición de acero. En general, δ se elige dentro del intervalo de 25 a 50 mm, con el límite superior para lingotes de mayor tamaño.
Tabla 5-1 Fórmula empírica para determinar la corriente de fusión
Fórmula
Unidad
Ámbito de aplicación
Observación
I o I
d o D
iA/cm2
d mm
Acero, acero aleado, aleaciones a base de hierro o a base de níquel.
i- Densidad de corriente I- Corriente de fusión d- Diámetro del electrodo de autoconsumo D- Diámetro del cristalizador
IA
D mm
Acero, acero aleado D=145~150 d/D=0,7~0,8
IA
d mm
Aleaciones a base de hierro o níquel d=10~300 d/D=0,65~0,85
(2) Grado de vacío:
El grado de vacío influye directamente en la desoxidación, la desgasificación, la volatilización de elementos, la descomposición y la eliminación de inclusiones durante el proceso de refundición, así como en el comportamiento del arco y el funcionamiento seguro. Por lo tanto, el grado de vacío es un parámetro muy importante del proceso. Para mejorar el efecto de refinado, es necesario aumentar el grado de vacío de la cámara de fusión, pero para estabilizar el arco, el grado de vacío no debe ser demasiado alto, evitando especialmente el rango de presión que provocará descargas incandescentes. La presión de la cámara de fusión debe mantenerse en torno a 1,3 Pa.
(3) Actual:
La corriente de fusión determina la velocidad de fusión del electrodo de autoconsumo y la temperatura del baño de fusión. Una corriente elevada conduce a una alta temperatura del arco y a una rápida velocidad de fusión del electrodo, lo que se traduce en una mejor calidad superficial del lingote refundido. Sin embargo, la alta temperatura del baño de fusión aumenta la profundidad del baño de fusión y hace que la dirección de cristalización del lingote refundido tienda hacia la horizontal. Como resultado, aumenta el desarrollo suelto del lingote refundido, aumenta la desviación de la composición, se intensifica la anisotropía y se deteriora el rendimiento del procesamiento térmico.
Cuando la corriente de fusión es pequeña, aunque la velocidad de fusión es baja, la forma del baño de metal fundido es poco profunda y plana, y la dirección de cristalización tiende a ser axial, lo que garantiza que el lingote refundido sea denso, con inclusiones pequeñas y dispersas que pueden flotar hacia arriba y hacia fuera entre los cristales dendríticos. La selección de la corriente de fusión también debe tener en cuenta el diámetro del electrodo, el tamaño del lingote y las propiedades físicas del producto refinado (como el punto de fusión, la composición, la viscosidad, la conductividad térmica, etc.). En la Tabla 5-1 se indican las fórmulas para seleccionar la corriente de fusión.
(4) Tensión:
En condiciones de corriente fija, la longitud del arco viene determinada por la tensión del arco. Si la longitud del arco es demasiado corta (menos de 15 mm), es probable que se produzcan cortocircuitos periódicos que hagan fluctuar la temperatura del baño de fusión, afectando así a la uniformidad de la estructura cristalina y a la calidad de la superficie del lingote refundido. Si el arco es demasiado largo, el calor no se concentra, la distribución térmica del baño de fusión es desigual y la uniformidad de la estructura cristalina del lingote refundido se ve afectada, aumentando el riesgo de arco en los bordes. En la fusión por arco en vacío, el control de la longitud del arco es básicamente el mismo. En la actualidad, la longitud del arco se controla mayoritariamente dentro del rango de 22-26mm, correspondiente a un voltaje de 24-26V. El valor de δ en este momento debe ser superior a 25mm.
(5) Velocidad de fusión:
El número de kilogramos de líquido metálico fundidos desde el electrodo de autoconsumo y que entran en el cristalizador por unidad de tiempo se denomina velocidad de fusión, que suele expresarse en kg/min. La velocidad de fusión (V) puede determinarse por la distancia (S, mm/min) que desciende la regla unida al movimiento ascendente-descendente del electrodo de autoconsumo en una unidad de tiempo. La fórmula de cálculo es
V= K-S (5-3)
donde K es el coeficiente de fusión, kg/mm, es decir, el número de kilogramos de electrodo de autoconsumo fundidos por el electrodo de consumo de blanco por cada gota de 1 mm. El valor de K puede deducirse del balance de masas entre el movimiento descendente del electrodo y el movimiento ascendente del nivel del líquido.
(6) Índice de fugas:
La tasa de fuga E del sistema de vacío se refiere a la cantidad de aire que penetra en la cámara de vacío desde el exterior por unidad de tiempo, con una unidad de μmHg.L/s. La tasa de fuga tiene un impacto significativo en la calidad del metal refundido, especialmente en el caso de aleaciones difíciles de fundir o que contienen elementos activos. El gas filtrado en el sistema de vacío aumenta la presión parcial de oxígeno, nitrógeno y vapor de agua en la cámara de vacío, aumentando así el número de óxidos y nitruros en el metal refundido, lo que provoca una disminución de la resistencia y plasticidad de la aleación. Por lo tanto, la refundición por arco en vacío requiere que la tasa de fuga del equipo se controle a ≤ 6,67Pa.L/s. Cuando se funden metales difíciles de fundir y sus aleaciones, el requisito para E es de 0,400-0,667 Pa.L/s.
(7) Intensidad de refrigeración:
La intensidad de enfriamiento del cristalizador afecta al proceso de solidificación y a la estructura de colada del lingote refundido. En la producción real, la intensidad de enfriamiento se ve afectada por factores como el caudal, la presión y la temperatura de entrada y salida del agua de enfriamiento, así como el tipo de lingote, el peso, la calidad del acero, la estructura del cristalizador y la temperatura de fundición. Debido a la complejidad de estos factores, el caudal del agua de refrigeración suele ajustarse en función de la experiencia durante el funcionamiento, de modo que las temperaturas del agua de entrada y salida se encuentren dentro del intervalo requerido, manteniendo al mismo tiempo una velocidad de solidificación coherente con la velocidad de fusión y manteniendo estable la forma del baño de metal fundido.
Los requisitos para la temperatura del agua de salida del cristalizador son los siguientes: la diferencia de temperatura entre el agua de entrada y de salida del cristalizador inferior debe ser inferior a 3°C; la diferencia de temperatura entre el agua de entrada y de salida del cristalizador superior no debe ser inferior a 20°C, y la temperatura del agua de salida debe situarse entre 45-50°C.
5.4 Problemas comunes de calidad metalúrgica en la refundición por arco en vacío
Entre los defectos macroscópicos más comunes se encuentran principalmente la mala calidad de la superficie y las grietas de los lingotes refundidos.
(1) Mala calidad superficial de los lingotes refundidos.
La característica de la refundición por arco en vacío es el funcionamiento sin escoria en un entorno de baja presión. El metal líquido tras la refundición se solidifica rápidamente en el cristalizador refrigerado por agua, lo que puede provocar defectos superficiales como cicatrices, inclusiones de escoria, marcas gruesas y recambio de piel en el lingote refundido.
(2) Grietas
Las grietas pueden aparecer en el tocho o el material durante el trabajo en caliente o después de su acabado. Según sus causas, las grietas pueden dividirse en grietas superficiales, grietas causadas por agujeros de contracción y grietas intergranulares.
5.4.1 Defectos microscópicos del acero y las aleaciones
(1) Porosidad
Durante la solidificación, se forman microporos entre los cristales dendríticos debido a la contracción del volumen y al suplemento insuficiente de líquido metálico. Este defecto puede superarse seleccionando un sistema de proceso de arranque por arco razonable y aumentando la potencia de entrada durante un breve periodo de tiempo (la corriente de fusión debe aumentarse en 10-20% por encima de lo normal para aumentar la temperatura del baño de fusión y hacer que la velocidad de fusión del metal sea mayor que la velocidad de solidificación).
(2) Segregación
La segregación está causada fundamentalmente por el proceso de separación de cristales seleccionado. Varios factores que afectan a la separación de cristales, como la composición, el tipo de lingote, el tamaño del lingote, la velocidad de fusión, la forma del baño de fusión, la velocidad de solidificación y el tamaño del campo magnético, afectan al desarrollo de la segregación.
5.5 Características de la refundición por arco en vacío
(1) El proceso de fusión se lleva a cabo en un entorno de baja presión, lo que no sólo elimina la contaminación del aire exterior a las aleaciones, sino que también reduce el contenido de gas y las impurezas nocivas con puntos de fusión bajos que son propensos a la volatilización en el acero y las aleaciones, mejorando así la pureza de la aleación.
(2) Los elementos activos como el aluminio y el titanio tienen poca pérdida por combustión durante el proceso de refundición, y la composición química de la aleación es relativamente estable.
(3) La fusión se realiza en un entorno sin escorias ni materiales refractarios, lo que evita que inclusiones extrañas procedentes de estas dos fuentes contaminen la aleación.
(4) Mejora el tipo y la distribución de las inclusiones.
(5) Las condiciones de solidificación de este método de fusión pueden garantizar la producción de lingotes refundidos de alta calidad con bajo grado de segregación y alta densidad.
(6) La alta temperatura del arco permite refundir metales y aleaciones con puntos de fusión elevados.
(7) Un sistema de proceso de sellado razonable puede minimizar los agujeros de contracción en la parte superior del lingote refundido y la estructura cristalina de la zona de contracción final puede estar más cerca del cuerpo del lingote, mejorando así el rendimiento.
(8) La atmósfera durante la refundición por arco en vacío puede controlarse.
(9) En comparación con la refundición por arco eléctrico, la calidad de la superficie y la densidad de los lingotes refundidos son peores, y los agujeros de contracción no pueden eliminarse por completo. Debido a la mala calidad de la superficie, los lingotes refundidos suelen tener que pelarse, lo que da lugar a un menor rendimiento del metal.
(10) La eliminación de azufre e inclusiones es menos favorable que la refundición por arco eléctrico.
(11) En el caso de las aleaciones de alta temperatura, el rendimiento de trabajo en caliente de los lingotes refundidos producidos mediante refundición por arco en vacío es inferior.
(12) Es difícil controlar la composición de las aleaciones que contienen elementos fácilmente volátiles, como el manganeso, durante la refundición por arco en vacío. Al refundir GCrl5, la pérdida de manganeso en el acero puede alcanzar 15-18%, y el manganeso evaporado se condensa en la pared interior del cristalizador, provocando un contenido excesivo de manganeso en la superficie del lingote refundido. Debe someterse a un proceso de pelado antes de trabajar en caliente.
(13) El equipo es complejo y los costes de mantenimiento son elevados, lo que se traduce en un aumento del coste de producción de las aleaciones.
5.6 Variedades producidas por el horno de arco al vacío
(1) Metales refractarios y activos y sus aleaciones, como W, Mo, Ta, Nb, Zr, Hf, Ti y U.
(2) Aleaciones especiales: aleaciones de alta temperatura y aleaciones de precisión.
(3) Acero inoxidable especial y acero resistente al calor.
(4) Aceros estructurales importantes, especialmente grandes lingotes de fundición.
(5) Acero para rodamientos de alta gama.
(6) Acero rápido de gran sección y acero para herramientas.
(7) Metales no ferrosos de gran pureza y sus aleaciones.
6. Fusión por plasma
6.1 Características de la fusión por plasma
El plasma es una potente fuente de calor a alta temperatura que se utiliza ampliamente no sólo en la soldadura, el corte, la pulverización y la industria química, sino también en la industria metalúrgica, concretamente en la fusión por plasma.
La fusión por plasma utiliza un arco de plasma como fuente de calor, que puede fundir tanto materiales metálicos como no metálicos. Se aplicó por primera vez en el campo de la metalurgia a principios de la década de 1960 y se utilizó principalmente para refinar materiales metálicos y fundir aceros y aleaciones de gran pureza y rendimiento especial, sobre todo en la producción de aleaciones de alta temperatura y precisión.
6.1.1 Generación de plasma y características del arco de plasma
El arco de plasma tiene las siguientes características:
Alta temperatura del arco de plasma.
Fuerte conductividad del arco de plasma.
Alto caudal del arco de plasma.
Combustión estable del arco de plasma.
6.1.2 Ventajas de la fusión por plasma
El horno de fusión de plasma no sólo puede producir aceros aleados y aleaciones, sino que también puede fundir algunos metales refractarios y metales activos como W, Mo, Nb, Ta, Zr, Ti, etc. Este equipo ha sido continuamente mejorado y desarrollado rápidamente en tecnología y tiene una fuerte vitalidad económica porque tiene las siguientes ventajas:
(1) Rápida velocidad de fusión y alta eficiencia térmica.
(2) Eliminación adecuada de gas e inclusiones no metálicas.
(3) Pequeña pérdida de elementos de aleación.
(4) Corriente y tensión de trabajo estables.
(5) Puede trabajar bajo diferentes atmósferas y presiones. Durante la fusión por plasma, se pueden utilizar diferentes presiones y atmósferas (como reductora o inerte) en el horno en función de los diferentes requisitos del proceso.
(6) Puede llevar a cabo el refinado de escoria. El horno de plasma no sólo puede utilizar materiales finos para la fusión, sino que también puede utilizar materiales gruesos, incluso materiales con alto contenido de azufre.
(7) Evita la posibilidad de adición de carbono.
(8) Pequeña cantidad de evaporación de elementos. La diferencia entre la fusión por plasma y otros métodos de fusión (como la fusión por arco en vacío, la fusión por inducción en vacío y la fusión por haz de electrones) es que hay presión atmosférica por encima del baño de fusión, por lo que la cantidad de evaporación de elementos en el metal es pequeña.
(9) Puede nitrogenar el metal.
(10) Equipo simple y fácil regulación de la temperatura. En comparación con un horno de vacío, el horno de plasma tiene un equipo simple, y su temperatura de arco es relativamente fácil de regular.
(11) Amplia gama de materiales de refundición. En comparación con un horno de arco de vacío, el horno de refundición de plasma no sólo puede refundir barras, sino también bloques.
6.2 Fusión por plasma
Según el método de calentamiento, la fusión por plasma incluye principalmente la fusión por arco de plasma, la fusión por inducción de plasma, la refundición por arco de plasma, la fusión por haz de electrones de plasma, etc.
(1) La fusión por arco de plasma (PAM) utiliza la temperatura ultra alta y la atmósfera de gas inerte de un arco de plasma para fundir metales refractarios y elementos activos en un crisol refractario. El proceso presenta altos índices de recuperación de aleaciones, una descarburación eficaz y produce aleaciones de gran pureza.
(2) La fusión por inducción de plasma (PIM) es un horno que combina la temperatura ultra alta y la atmósfera de gas inerte de un arco de plasma con el calentamiento por inducción y la agitación electromagnética. El PIM puede desulfurar, descarburar y desgasificar eficazmente materiales metálicos, y presenta ventajas en el control de elementos volátiles.
(3) La refundición por arco de plasma (PAR) funde el metal y la escoria mediante un arco de plasma en una atmósfera de gas inerte y solidifica en un cristalizador refrigerado por agua, produciendo buenos resultados metalúrgicos.
(4) La refundición por haz de electrones de plasma (PER) utiliza plasma de argón para calentar el cátodo de tántalo en condiciones de bajo vacío, haciendo que emita electrones térmicos. Estos electrones chocan con el material metálico del ánodo bajo la influencia de un campo eléctrico y, a continuación, se solidifican en un cristalizador refrigerado por agua. Este método puede fundir eficazmente titanio esponjoso y otros metales refractarios.
Figura 6-1 Horno de inducción de plasma
1 - Pistola de plasma; 2 - Orificio de inspección; 3 - Salida de acero; 4 - Bobina de inducción; 5 - Crisol; 6 - Electrodo inferior del horno; 7 - Carcasa del horno; 8 - Arco de plasma; 9 - Arco de plasma Boquilla de plasma; 10 - Embudo de alimentación de aleación.
6.2.1 Fusión por inducción de plasma (PIM)
El horno de inducción de plasma es una combinación de un horno de inducción regular y un dispositivo de calentamiento por arco de plasma. Debido a la adición de una fuente de calor de plasma en el horno de inducción, es posible adoptar la fusión de escoria y crear escoria activa de alta temperatura con una temperatura tan alta como alrededor de 1850℃, lo que crea condiciones favorables para reducir el contenido de azufre en los metales. Por lo tanto, evita las desventajas de la escoria fría y la atmósfera sin protección en el horno de inducción ordinario y mejora significativamente la capacidad de refinación del horno de inducción.
Los hornos de inducción de plasma suelen funcionar en condiciones de presión normal y también pueden trabajar a presión negativa si así lo requiere el proceso.
Para obtener metales con mayor contenido de [N], el horno de inducción de plasma puede utilizar gas no activo N2 o N2+Ar como gas de trabajo. Al formar un arco de plasma a través de un flujo de nitrógeno y realizar la aleación al mismo tiempo, aumenta el contenido de nitrógeno en el metal. A veces, para descarburar el líquido de acero, algunas fábricas también utilizan aire como gas de trabajo en el horno de inducción de plasma.
Este tipo de equipo de fusión tiene la importante característica de que puede realizar la operación con o sin escoria. Cuando el proceso de fusión necesita utilizar la operación con escoria, se pueden completar las tareas de desulfuración, desoxidación y descarburación. Cuando se utiliza el funcionamiento sin escoria, la superficie del metal líquido se calienta directamente mediante un arco de plasma de alta temperatura.
Como se muestra en la Figura 6-1, el horno de inducción de plasma consta de las siguientes cuatro partes: cuerpo del horno de inducción de plasma, fuente de alimentación del horno de inducción, pistola de plasma y generador de arco de plasma.
La fusión por inducción de plasma es un método de fusión especial altamente competitivo que se acerca o supera el nivel de la fusión por inducción de vacío en términos de desulfuración, eliminación de impurezas no metálicas y reducción del contenido de gas en aceros y aleaciones.
Figura 6-2 Horno de arco de plasma
1 - Pistola de plasma; 2 - Tapa del horno; 3 - Ánodo auxiliar; 4 - Salida de acero; 5 - Bobina agitadora; 6 - Revestimiento del horno; 7 - Ánodo refrigerado por agua; 8 - Cátodo de tungsteno; 9 - Arco de plasma; 10 - Puerta del horno; 11 - Metal fundido; 12 - Escoria fundida.
6.2.2 Fusión por arco de plasma (PAM)
El horno de arco de plasma utiliza la temperatura ultra alta y la atmósfera inerte del arco de plasma para fundir metales refractarios y elementos activos en un crisol de material refractario. La aleación tiene un alto índice de recuperación, puede descarburarse eficazmente y tiene una gran pureza.
La Figura 6-2 muestra un horno de arco de plasma, que es similar en apariencia a un horno de arco regular y está equipado con una tapa de horno 2, puerta de horno 10, salida de acero 4, dispositivo de agitación electromagnética 5, pistola de plasma 1, y ánodo inferior 7. Para evitar la contaminación por gas, el horno de arco de plasma también puede sellarse.
Los cañones se componen de boquillas de cobre refrigeradas por agua y cátodos de cerio tungsteno (o torio tungsteno) refrigerados por agua. La boquilla está aislada del cátodo de cerio-tungsteno y permite el paso del gas argón. El gas argón fluye hacia el horno desde la parte superior de la pistola a través del manguito de la pistola y se ioniza en plasma. El cuerpo del horno está hecho de materiales refractarios, y en la parte central del fondo del horno, hay una varilla de grafito (o varilla de acero-cobre refrigerada por agua) enterrada como ánodo inferior. Cuando está energizado, el ánodo inferior se conecta al polo positivo de la fuente de alimentación de corriente continua.
Debido a la alta temperatura y al calor concentrado del arco de plasma, y a la débil mezcla que provoca este tipo de arco, el metal del baño de fusión puede sobrecalentarse, y a veces quedan trozos sin fundir en el fondo del horno. Para garantizar una agitación suficiente del metal durante el proceso de fusión, y para que la temperatura y la composición química del baño de fusión sean uniformes, se instalan dos bobinas de cobre refrigeradas por agua en la capa exterior del material refractario del fondo del horno. La corriente de trabajo pasa a través de ellas para generar un campo magnético y agitar el metal fundido.
Figura 6-3 Refusión por arco de plasma
1 - Pistola de plasma; 2 - Anillo de sellado; 3 - Barra de alimentación; 4 - Charco de metal fundido; 5 - Lingote; 6 - Sistema de extracción; 7 - Sistema de vacío; 8 - Cámara del horno; 9 - Fuente de alimentación; 10 - Cristalizador.
En los hornos de arco de plasma no sellados, debe producirse una cierta cantidad de escoria para cubrir la superficie del metal fundido y evitar la oxidación y la absorción. Si hay una tarea de desulfuración, se puede producir escoria alcalina de horno, y también se puede utilizar la operación de sustitución de escoria para lograr el contenido de azufre requerido.
El efecto de refinado mostrado por el horno de arco de plasma es muy significativo, y puede utilizarse para fundir varios tipos de acero y aleaciones, como acero para herramientas de alta velocidad, acero resistente al calor, acero para rodamientos, acero inoxidable de carbono ultrabajo, aleaciones de precisión y aleaciones de alta temperatura.
Además de fundir aceros aleados, el horno de arco de plasma también puede utilizarse para fundir ferroaleaciones. Durante el proceso de fabricación de acero, cuando se funde la chatarra de acero, aumenta la radiación del charco de metal a la pared del horno, lo que acelera el daño de los materiales refractarios del revestimiento del horno. Para prolongar la vida útil del revestimiento del horno, algunos hornos de arco eléctrico sólo se utilizan como equipos de fusión, y las tareas de refinado del acero líquido se llevan a cabo en la cuchara.
Para calentar el líquido de acero en la cuchara, se tomó como referencia el principio de funcionamiento del horno de arco de plasma y se desarrollaron los equipos de calentamiento de cucharas por plasma. Por ejemplo, el dispositivo de calentamiento secundario de la cuchara de plasma de 220 t construido en Estados Unidos en la actualidad, el horno de calentamiento de la cuchara de plasma de 150 t de Krupp Steel Works en Alemania, y la pistola de plasma de CA con una corriente de 12 kA instalada en este horno de cuchara.
6.2.3 Refundición por arco de plasma (PAR).
El método de refundición por arco de plasma es un método de fundición especial que utiliza un arco de plasma para fundir metales en una atmósfera inerte o controlada. También puede considerarse un proceso de refundición de metales. Durante el proceso de refundición, las gotas de metal fundido atraviesan la capa de escoria y se solidifican en el cristalizador. Al igual que la refundición por arco de electrodos consumibles al vacío y la refundición por electroescoria, funde y solidifica al mismo tiempo, es decir, la fusión y la fundición del metal se realizan simultáneamente. El material metálico refundido puede ser material en barra o material en bloque. Cuando se utilizan materiales en barra, el arco de plasma golpea directamente el material en barra para fundirlo.
Dependiendo del tamaño del lingote, la refusión por plasma se puede realizar con una sola pistola o con varias pistolas. Para la operación con un solo cañón, el cañón de plasma se instala verticalmente en el centro de la cámara del horno, y la varilla de alimentación se extiende dentro de la cámara del horno desde el orificio de carga de material en el lateral del cuerpo del horno (como se muestra en la Figura 6-3). Para el funcionamiento con varias pistolas, la varilla de alimentación se extiende hacia el interior del horno directamente desde la parte superior del horno, y varias pistolas de plasma (de 4 a 6) están dispuestas alrededor de la varilla de alimentación e inclinadas desde la pared lateral del horno.
Cuando se refunden materiales en bloque, para fundir rápida y completamente la carga, ésta debe añadirse al centro del baño de fusión a través de un embudo. La cubierta del horno de refundición por arco de plasma suele adoptar una estructura de doble capa de acero inoxidable, con refrigeración por agua en el centro. El cristalizador se coloca en el centro del fondo de la cámara del horno, un extremo de la fuente de alimentación se conecta al electrodo de la pistola de plasma, y el otro extremo se conecta a la piscina fundida a través del lingote de metal solidificado.
Antes de la refundición, se evacua el horno y se utiliza gas Ar como gas de trabajo para la pistola de plasma. Durante el funcionamiento, se introduce gas en la cámara del horno mientras se bombea el gas del interior del horno, y la presión dentro del horno se mantiene a un nivel determinado.
En comparación con los hornos de arco de plasma y los hornos de inducción de plasma, la diferencia de la refundición por plasma es que utiliza cristalizadores refrigerados por agua para fundir y solidificar el metal simultáneamente. Debido a la alta temperatura del arco de plasma, se puede formar un charco de escoria en la superficie del metal fundido, y una fina capa de cáscara de escoria se puede formar en la superficie del lingote, lo que resulta en una buena estructura de fundición. Durante el proceso de refundición, el metal tiene protección de gas Ar, por lo que las fluctuaciones de la composición química del metal son pequeñas, y el contenido de gases e inclusiones no metálicas es bajo. La cantidad total de inclusiones y el contenido de oxígeno en el acero refundido por plasma sólo son superados por el refundido por haz de electrones.
Actualmente, este método de fusión puede utilizarse para fundir acero para rodamientos, acero estructural aleado, acero resistente a la corrosión, acero aleado que contiene nitrógeno, metales refractarios y sus aleaciones, acero para matrices a alta temperatura, aleaciones de precisión y metales activos.
7. Refusión en horno de haz de electrones
7.1 Panorama general
La fusión por haz de electrones (EBM) es un método metalúrgico que utiliza la alta densidad de energía de un haz de electrones para fundir metales bombardeándolos con calor. Esta tecnología se ha aplicado en diversos campos, principalmente para la fusión, purificación y reciclaje de metales raros, metales preciosos y metales refractarios. También puede utilizarse para producir materiales semiconductores y monocristales de metales refractarios y sus aleaciones.
La refundición por haz de electrones (EBR) es un proceso de refinado que utiliza un haz de electrones de alta velocidad emitido desde un cañón de electrones como fuente de calor para refinar materiales metálicos en condiciones de alto vacío. La energía cinética del haz de electrones se convierte en energía térmica, que funde y purifica el metal. A continuación, el metal fundido se enfría en un cristalizador refrigerado por agua para formar gotas solidificadas.
Dado que la EBM se lleva a cabo en condiciones de alto vacío, la temperatura de sobrecalentamiento es elevada y el tiempo de mantenimiento en estado líquido es largo, lo que da como resultado una purificación y un refinamiento eficaces del metal. El proceso puede eliminar impurezas como la desgasificación, la desoxidación y las impurezas metálicas volátiles. Durante el proceso de fundición de los lingotes, las impurezas flotan hacia arriba y se acumulan en la parte superior del lingote, mientras que los metales de alto punto de fusión se concentran en la superficie. Eliminando la parte superior del lingote y refinando la capa exterior, se puede obtener un lingote metálico de gran pureza. En la Figura 7-1 se muestra un diagrama esquemático de un horno de fusión de haz de electrones.
Figura 7-1 Horno de fusión de haz de electrones
1 - Bomba de difusión de aceite; 2 - Bomba mecánica; 3 - Bomba de raíces; 4 - Suelo de la fábrica; 5 - Plataforma operativa; 6 - Válvula de carga; 7 - Mecanismo de empuje de la barra de carga; 8 - Barra de carga; 9 - Sistema de desviación del haz de electrones; 10 - Cañón de electrones; 11 - Interfaz de vacío del cañón de electrones; 12 - Haz de electrones; 13 - Cámara de fusión; 14 - Cristalizador; 15 - Base de la lingotera refrigerada por agua; 16 - Carro de lingotes; 17 - Mecanismo de remolque; 18 - Bastidor del mecanismo de remolque;
El proceso de refundición por haz de electrones comenzó con la fusión de metales refractarios como el tántalo, el niobio, el hafnio, el wolframio y el molibdeno, pero en la actualidad se ha ampliado a la producción de materiales semiconductores, aleaciones magnéticas de alto rendimiento y algunos aceros especiales como el acero para rodamientos, el acero inoxidable resistente a la corrosión y el hierro puro con muy bajo contenido en carbono. Además, el horno de refundición por haz de electrones también puede utilizarse para fundir ciertas aleaciones resistentes al calor, especialmente las que contienen wolframio y molibdeno con niobio o tántalo como componente principal. Según los informes, la antigua Unión Soviética también utilizaba hornos de fusión de haz de electrones para fundir cobre y níquel. Además de utilizarse para fundir materiales metálicos como acero y aleaciones, la fusión por haz de electrones también puede emplearse para fundir cerámica y vidrio con distintas propiedades.
Las características de la tecnología de fusión por haz de electrones pueden resumirse como sigue:
(1) Como la fusión por haz de electrones se realiza en condiciones de vacío, el estado de fusión del material puede controlarse en cualquier momento, por lo que pueden obtenerse materiales refractarios de gran pureza.
(2) La alta densidad de energía del haz de electrones facilita el ajuste de la densidad de energía de la superficie del baño de fusión mediante el control de la convergencia y divergencia del haz, lo que permite fundir metales refractarios.
(3) El control automatizado se consigue fácilmente, lo que lo hace seguro y fiable, especialmente con la aplicación de la moderna tecnología informática, la tecnología electrónica y la tecnología de automatización. Esto facilita la extracción y obtención de materiales de alta pureza a partir de materiales refractarios.
(4) La composición química del material fundido puede controlarse con precisión, lo que permite producir metales refractarios raros y materiales metálicos de gran pureza que cumplen requisitos de rendimiento específicos.
Sin embargo, este método de refundición tiene algunas desventajas, como la baja productividad, la compleja estructura del equipo, que requiere el uso de una fuente de alimentación de CC de alto voltaje, y los elevados costes de inversión del equipo. Por lo tanto, es difícil que este método de fusión se convierta en el principal método de fusión especial. Desde el punto de vista de los costes de producción, la refundición por haz de electrones es el más elevado. Si se considera que el coste de producir acero especial utilizando métodos de fusión ordinarios es 1, los costes de otros métodos de fusión para fundir la misma capacidad y el mismo tipo de acero son: 1,75 para la refundición en horno de arco eléctrico, 2,03 para la refundición en arco de plasma, 2,4 para la refundición en arco de vacío y 2,72 para la refundición por haz de electrones.
7.2 Principios básicos de la refundición por haz de electrones
El principio de funcionamiento de la refundición por haz de electrones es similar al de un diodo de vacío, en el que el cátodo y el ánodo se colocan en una cámara de vacío y se conectan a los polos negativo y positivo de una fuente de alimentación de corriente continua, respectivamente. Cuando el cátodo se calienta con otra fuente de alimentación, la temperatura aumenta y algunos electrones libres del material del cátodo se excitan y emiten debido al calor.
Si el cátodo y el ánodo se conectan entonces a una fuente de alimentación de corriente continua de cierto voltaje, los electrones excitados se someten a una cierta intensidad de campo eléctrico y se aceleran y dirigen hacia el ánodo. En el horno de refundición por haz de electrones, los electrones en movimiento rápido bombardean el material metálico del ánodo, y la energía cinética de los electrones se convierte en energía térmica en el ánodo, calentándolo y fundiéndolo. En la figura 7-2 se muestra el principio del proceso de refundición por haz de electrones.
Figura 7-2 Diagrama esquemático del principio del proceso EBM
7.3 Equipo principal del horno de refundición por haz de electrones
El horno de refundición por haz de electrones consta de tres partes principales: el cuerpo del horno, el sistema de vacío y el sistema eléctrico. El diagrama esquemático del equipo de fusión se muestra en la Figura 7-3.
Figura 7-3 Diagrama esquemático del equipo de fusión por haz de electrones
1. Sistema de generación del haz de electrones; 2. Válvula de vacío; 3. Sistema de vacío; 4. Sistema de enfoque y desviación; 5. Cámara de trabajo; 6. Pieza de trabajo; 7. Fuente de alimentación de alta tensión; 8. Fuente de alimentación de la lente magnética; 9. Fuente de alimentación de la bobina de desviación; 10. Sistema de control.
En esta sección, se presentarán las partes principales del cuerpo del horno, centrándose en el cañón de electrones. Además, también se presentan la cámara de vacío, el cristalizador y el mecanismo de alimentación y tracción.
7.3.1 Pistola de electrones
El cañón de electrones es un componente clave para generar el haz de electrones en el horno de refundición por haz de electrones. Tiene varias formas estructurales, como el cañón axial, el cañón transversal y el cañón anular. En la actualidad, el cañón axial es el más utilizado.
La forma externa del cañón axial es como un cilindro, y su estructura interna se muestra en la Figura 7-4. El diagrama de principio y el modelo de simulación tridimensional del cañón de electrones se muestran en las Figuras 7-5 y 7-6, respectivamente. El haz de electrones es emitido desde el cátodo de bloque, acelerado por el ánodo, enfocado por la bobina de enfoque, y dirigido al metal calentado a una velocidad muy alta bajo el control de la bobina de deflexión, fundiendo así el metal.
El cañón de electrones está compuesto por el elemento de emisión del haz de electrones, el cátodo formador del haz, el ánodo acelerador, el colector de iones, el sistema de enfoque del haz de electrones y el sistema de desviación del haz de electrones. El elemento de emisión del haz de electrones consta de un cátodo calentador 3 y un cátodo emisor 4.
El cátodo de calentamiento está hecho de alambre de tungsteno enrollado en forma de doble espiral. Cuando una corriente alterna de 40-50A (tensión de 5V) pasa a través del alambre de tungsteno, éste puede calentarse hasta unos 2800℃. La tensión entre el cátodo calefactor y el cátodo emisor es de 1500 V CC, en la que los electrones térmicos emiten desde el alambre de tungsteno y golpean el cátodo emisor bajo el campo eléctrico.
Figura 7-4 Estructura interna de la pistola axial
1. Recipiente de cerámica aislante; 2. Puerto de bombeo de vacío; 3. Filamento; 4. Cátodo de bloque; 5. Ánodo de aceleración; 6. Entrada/salida de agua de refrigeración; 7,9. Bobina de enfoque. Bobina de enfoque;8. Haz de electrones; 10. Tubo guía; 11. Bobina de desviación.
Figura 7-5 Principio de generación y formación de haces de electrones
1. 2. Filamento; 3. Bobina de desviación; 4. Tensión de aceleración; 5. Bobina de enfoque; 6. Haz de electrones; 7. Bobina de enfoque; 8. Ánodo (masa); 9. Cátodo. 6. Haz de electrones; 7. Bobina de enfoque; 8. Ánodo (masa); 9. Cátodo.
Figura 7-6 Modelo tridimensional del cañón del horno de bombardeo por haz de electrones
1. 2. Sistema de generación del haz de electrones; 3. Conector en T; 4,5. Primera y segunda lente magnética; 6. Válvula de vacío; 7. Sistema de desviación magnética. 5. Primera y segunda lente magnética; 6. Válvula de vacío; 7. Sistema de desviación magnética.
7.3.2 Cristalizador
El cristalizador del horno de haz de electrones es similar al del horno de arco al vacío, que está hecho de cobre morado y refrigerado por agua. El fondo del cristalizador es de dos tipos: fijo y móvil (utilizado para arrastrar lingotes). Además, la sección transversal de la cavidad interior del cristalizador puede hacerse en forma de círculo, anillo o rectángulo según los diferentes requisitos del producto metálico.
7.3.3 Dispositivo de alimentación
El horno de haz de electrones es un tipo de equipo que funde y solidifica al mismo tiempo. Cuando la varilla metálica se funde continuamente, la varilla no fundida debe empujarse inmediatamente a la zona de bombardeo del haz de electrones. El mecanismo de alimentación se acciona principalmente por transmisión mecánica. Hay dos tipos de dispositivos de alimentación: longitudinal y transversal, y también hay un tipo transversal con alimentación alternada por ambos lados.
7.3.4 Mecanismo de tracción
Para el cristalizador con fondo móvil, es necesario instalar un mecanismo de tracción. Esto se debe a que cuando el metal en el cristalizador continúa solidificándose, el lingote de metal ya solidificado necesita ser tirado continuamente hacia abajo para mantener una cierta altura del baño de fusión. El mecanismo de tracción del horno de haz de electrones puede adoptar transmisión mecánica o transmisión hidráulica.
7.4 El proceso de refundición por haz de electrones y sus características metalúrgicas
7.4.1 Proceso de refundición por haz de electrones
(1) Antes de poner en marcha el horno, es necesario inspeccionar cuidadosamente todas las partes del mismo para evitar accidentes o mantenimiento en caliente causados por peligros ocultos en el equipo. Por otro lado, se deben preparar los materiales del horno que se van a refundir.
(2) Antes de la fusión, instale el cristalizador y el material de varilla, luego selle el horno y evacúe. Cuando el grado de vacío en el horno alcance (1~3)×10mmHg (0,00133~0,00399Pa), comience a calentar el cátodo y enfríelo con agua al mismo tiempo.
(3) La potencia no debe ser demasiado alta al empezar a aplicar la potencia. Aumente gradualmente la potencia cuando haya una cierta cantidad de líquido metálico en el cristalizador y el charco de metal tenga una cierta profundidad, alcanzando la velocidad de fusión normal.
(4) Durante el proceso de refundición, debe prestarse especial atención a evitar que el haz de electrones golpee la pared del cristalizador y la dañe, causando accidentes. Durante el proceso de refundición, el momento de la extracción debe determinarse en función del nivel de líquido de la piscina de metal, prestando también atención a la coordinación entre la velocidad de extracción y el ritmo de fusión del metal.
7.4.2 Características metalúrgicas de la refundición por haz de electrones
El método de refundición por haz de electrones es un método de fusión que purifica y refina el acero o las aleaciones en condiciones de alto vacío y alta temperatura. En comparación con otros métodos de fusión especiales para acero y aleaciones, presenta las siguientes características:
(1) La refundición por haz de electrones se realiza en condiciones de muy alto vacío (hasta ~0,00133Pa). Tiene un grado de vacío mucho mayor que el horno de inducción de vacío y el horno de arco de vacío. Por lo tanto, es mucho más completo y minucioso en la eliminación de gases, inclusiones no metálicas y ciertos elementos nocivos de los metales, y la tasa de reacción de purificación y refinamiento es superior a la de otros hornos de vacío.
(2) Durante el proceso de refundición, es posible ajustar por separado la potencia de fusión de los materiales del horno y la potencia de calentamiento del baño de fusión. Por lo tanto, cuando cambia la velocidad de fusión, la temperatura requerida de la piscina fundida todavía se puede mantener.
(3) Dado que el haz de electrones liberado en el ánodo tiene una energía muy alta, el baño de metal fundido puede alcanzar una temperatura muy alta (la temperatura de la superficie del baño de metal fundido puede llegar a 1850℃). Esto no sólo favorece la reacción de purificación durante el proceso de refundición, sino que también es aplicable para fundir metales de alto punto de fusión, como el tántalo, el niobio, el wolframio y el molibdeno.
(4) La capacidad de control del haz de electrones es buena, por lo que la posición de calentamiento del baño de fusión puede controlarse mediante el control del haz de electrones, garantizando así una distribución uniforme de la temperatura del baño de fusión. Esto ayudará a obtener lingotes metálicos con una excelente calidad superficial y estructura cristalina.
(5) El horno de haz de electrones no sólo puede fundir materiales en barra, sino que también puede diseñarse para fundir materiales metálicos en bloque, viruta o polvo.
7.5 Efecto de la refundición por haz de electrones
Los materiales refundidos por haz de electrones son de alta calidad y pueden reducir a un nivel muy bajo el contenido de elementos de bajo punto de fusión y de fácil evaporación. Puede utilizarse para fundir y purificar los siguientes metales: producción de lingotes de titanio y níquel para procesamiento en frío con superficie lisa y plasticidad suficiente; producción de lingotes de tungsteno y molibdeno de máxima pureza; en comparación con el plomo fundido en horno de arco de vacío, el plomo refundido tiene mayor pureza, lo que puede utilizarse para componentes de control de reactores nucleares submarinos; los lingotes de vanadio refinados pueden utilizarse para fabricar piezas de reactores nucleares submarinos.
La principal ventaja de la fusión por haz de electrones para el acero es que reduce en gran medida las impurezas metálicas y no metálicas y los elementos de impureza. La fusión en flujo continuo o el refinado en lecho frío de aceros especiales y aleaciones superresistentes al calor pueden reducir enormemente los costes de producción.
7.5.1 Eliminación de gas e inclusiones en metales
La mayor característica de la fusión por haz de electrones es que puede mantener el alto vacío, la alta temperatura y el metal líquido durante mucho tiempo. Por lo tanto, es muy beneficioso para eliminar gases, elementos impuros y sus óxidos de baja valencia. Mediante experimentos con diferentes materiales, también se ha demostrado que el material obtenido tras la refundición por haz de electrones tiene la mayor pureza, lo que puede mejorar y potenciar en gran medida el rendimiento de los metales. El método de refundición por haz de electrones no sólo tiene una buena capacidad de desgasificación para las aleaciones, sino también para los metales puros. En el caso de algunos metales especiales, puede alcanzarse una pureza aún mayor mediante múltiples métodos de refundición.
El contenido de gas en el metal tras la refundición está relacionado con el número de veces de refundición y el tiempo de cada refundición. Cuanto mayor sea el tiempo de refundición, menor será el contenido de oxígeno y nitrógeno en el metal. Sin embargo, prolongar el tiempo de refundición significa reducir la tasa de fusión, lo que reducirá la tasa de producción y aumentará los costes de producción, por lo que debe considerarse de forma exhaustiva.
El método de refundición por haz de electrones también tiene un efecto ideal en la eliminación de inclusiones no metálicas de los metales.
7.5.2 Mejora de las propiedades de los metales
Debido a la capacidad de la refundición por haz de electrones para reducir significativamente el contenido de gas e inclusión en los metales y mejorar las condiciones de solidificación, las propiedades de los metales refundidos mejoran considerablemente. Según los informes, tras la refundición por haz de electrones, el contenido de nitrógeno, hidrógeno y oxígeno en las aleaciones resistentes al calor se reduce en 60-70%, 40-50% y 70-80%, respectivamente, y el rendimiento de la aleación mejora significativamente. Cuando se refunde acero estructural mediante haz de electrones, en comparación con los métodos de fundición ordinarios, el alargamiento del material aumenta en 35%, la contracción transversal aumenta en 65%, y el coeficiente isotrópico aumenta de 0,6 a 0,9.
8. Comparación y selección de procesos de fundición
8.1 Proceso típico de fusión de aleaciones de expansión
La aleación de expansión se refiere a un tipo de aleación sellada con vidrio o materiales cerámicos. En China existen 29 grados y varias especificaciones de este tipo de aleación. Las principales aleaciones para sellado con vidrio son 4J29, 4J49, 4J52, 4J54 y 4J6, mientras que las principales aleaciones para sellado con cerámica son 4J33 y 4J34.
Entre ellos, 4J29 pertenece a una aleación de expansión fija, que tiene un cierto coeficiente de expansión lineal en el rango de -60℃ a +400℃. Se utiliza para emparejar y sellar con vidrio duro, y es ampliamente utilizado como material estructural de sellado en la industria del vacío eléctrico. Su uso es relativamente grande, con una demanda nacional que alcanza cientos de toneladas al año, y el principal método de suministro de productos son las tiras.
4J36 es una aleación de baja expansión, que tiene un coeficiente de expansión muy bajo en el rango de 0℃ a +100℃ y de -60℃ a +100℃. Se utiliza para fabricar componentes con dimensiones que son aproximadamente constantes dentro de la gama de cambios de temperatura, y es ampliamente utilizado en industrias como la radio, instrumentos de precisión, instrumentación, y otros.
8.1.1 Normas pertinentes para aleaciones de expansión
Los requisitos de composición y los indicadores relacionados para algunos grados de aleaciones de expansión se muestran en las tablas 8-1, 8-2, 8-3 y 8-4.
Tabla 8-1 Requisitos para la composición de la aleación de expansión
Grado
Elementos de evaluación (no mayor que) /%
Referencia Elemento /%
a × 106 /℃
C
P
S
Mn
Si
Ni
Fe
Habitación temperatura ~300 ℃
Habitación temperatura ~400 ℃
4J42
0.05
0.02
0.02
≤0.4
≤0.3
41.5~42.5
Asignación
4.4~4.6
5.4~6.6
4J45
0.05
0.02
0.02
≤0.4
≤0.3
44.5~45.5
Asignación
6.5~7.7
6.5~7.7
4J50
0.05
0.02
0.02
≤0.4
≤0.3
49.5~50.5
Asignación
8.8~10.0
8.8~10.0
4J52
0.05
0.02
0.02
≤0.4
≤0.3
51.5~52.5
Asignación
9.8~11.0
9.8~11.0
4J54
0.05
0.02
0.02
≤0.4
≤0.3
53.5~54.5
Asignación
10.2~11.4
10.2~11.4
Tabla 8-2 Requisitos de composición para la aleación 4J36
Composición química,%
Elementos de evaluación
Elementos de referencia
C
P
S
Mn
Si
Ni
Fe
≤0.05
≤0.02
≤0.02
≤0.6
≤0.3
35.0~37.0
Asignación
Tabla 8-3 Relación entre la permeabilidad y la temperatura de la aleación 4J36
Temperatura, ℃
-17.8
10.0
37.8
66
93
116
Permeabilidad, μ H/m, ×10-3
2.25
2.15
2.04
0.68
1.81
1.70
Tabla 8-4 Propiedades mecánicas de la aleación 4J36 a temperatura ambiente
Barra redonda
Tira metálica (1,0 mm de grosor)
σ b,MPa
δ,%
σ 0,2, MPa
σ b, MPa
δ,%
Valor de ahuecamiento, mm
490
25
333
519
33
9.8
8.1.2 Refinado de la aleación de expansión 4J36
La aleación de expansión se produce principalmente en forma de alambre, fleje, tubo y barra redonda. La forma más utilizada es el fleje, y los principales equipos utilizados en la producción incluyen hornos eléctricos, martillos de forja (3-5t), trenes de desbaste, hornos de recocido, enderezadoras, rectificadoras, soldadura por arco de argónlaminadores en frío de cuatro rodillos (multirodillos), hornos de recocido continuo, equipos de tratamiento de superficies, etc.
8.2 Procesos típicos de fusión de aleaciones magnéticas blandas
Desde el descubrimiento inicial de las aleaciones de hierro-níquel en el siglo XIX hasta las posteriores series de estudios experimentales del siglo XX, así como el uso del refinado al vacío, las propiedades de las aleaciones se han mejorado enormemente. Con la profundización de la investigación y las necesidades de las aplicaciones prácticas, se añadieron otros elementos como molibdeno, cobre y cromo a los sistemas binarios, creando así una serie de materiales como la famosa aleación superinvar, la aleación cobre-permal aleación con mayor permeabilidad inicial y la aleación cromo-níquel-hierro con mayor resistividad eléctrica. Dos parámetros fundamentales son: la constante de anisotropía magnética cristalina K y la constante de magnetostricción λ, que determinan el proceso técnico de magnetización y las propiedades magnéticas de la aleación.
Aleaciones magnéticas blandas de hierro-níquel. Las características de estas aleaciones son principalmente: alta permeabilidad y fuerza coercitiva muy pequeña en campos magnéticos débiles (o medios); buen rendimiento de procesamiento, pueden fabricarse dispositivos de formas complejas; buena resistencia a la oxidación; algunos materiales tienen propiedades magnéticas especiales tras un procesamiento específico, como bucles de histéresis rectangulares, magnetismo residual muy bajo o permeabilidad constante en una gama considerable de campos magnéticos.
8.2.1 Composición química de las aleaciones pertinentes
La Tabla 8-5 muestra los requisitos de composición química de algunas aleaciones magnéticas blandas típicas.
Tabla 8-5 Composición química (%) de las aleaciones magnéticas blandas
C
Mn
Si
P
S
Ni
Mo
Cu
Fe
1J77
≤0.03
0.30 ~ 0.60
0.15~0.30
≤0.02
≤0.02
76.00 ~ 78.00
4.80 ~ 5.20
3.80 ~ 4.20
Asignación
1J85
≤0.03
0.30 ~ 0.60
0.15~0.30
≤0.02
≤0.02
79.00 ~ 81.00
4.80 ~ 5.20
≤0.20
Asignación
1J86
≤0.03
≤1.00
≤0.30
≤0.02
≤0.02
80.50 ~ 81.50
5.80 ~ 6.20
≤0.20
Asignación
8.2.2 Características de rendimiento de la aleación magnética blanda 1J86
La aleación 1J86 contiene principalmente 81% de níquel y 6% de molibdeno. Esta aleación tiene mayor μi y menor Hc en comparación con 1J77 y 1J85, y su valor μm se aproxima a ellos. Debido a que la aleación contiene molibdeno 6%, la resistividad es mayor, lo que mejora el rendimiento magnético a frecuencias más altas. Para obtener propiedades magnéticas estáticas más elevadas, no se añade silicio ni manganeso a la aleación, ya que su influencia en las propiedades magnéticas es menos significativa que la del níquel y el molibdeno. La adición de manganeso 1% y de una pequeña cantidad de silicio a la aleación tiene por objeto mejorar la estabilidad térmica y la trabajabilidad en caliente de la aleación.
8.3 Proceso de fundición de aleaciones de alta temperatura
8.3.1 Composición química de las aleaciones pertinentes
La Tabla 8-6 muestra la composición química requerida de algunas aleaciones típicas de alta temperatura.
Grado
Composición química, %
Cr
Co
W
Mo
Al
Ti
Ni
B
otros
GH11 40
20.0 -23.0
1.40 -1.80
2.00 ~2.50
0.20 -0.60
0.70 -1.20
35.0 -40.0
Resto Fe
GH30 44
23.5 -26.5
13.0 -16.0
<0.50
0.30 ~0.70
base
Fe<4.0
GH41 69
17.0 ~21.0
2.8 -3.3
0.2 -0.6
0.65 ~1.15
50.0 ~55.0
Resto Fe
K417
5.5 ~6.5
11.0 ~13.0
9.5 ~10.7
1.7 ~2.3
5.2 ~5.7
1.0 ~1.5
base
0.05 ~0.10
0.07 Zr
FGH95
14
8
3.5
3.5
3.5
2.5
base
0.01
3,5Nb
MGH6 000
15
4
2
4.5
2.5
base
0.1
1.1Y203
8.3.2 Proceso de fundición de aleaciones a alta temperatura
Para garantizar que las aleaciones de alta temperatura tengan las propiedades requeridas de resistencia a altas temperaturas y resistencia a la corrosión, la aleación debe tener una determinada composición química, pureza y microestructura adecuada, y la composición y pureza de la aleación dependen de la tecnología de fundición. Por lo tanto, el proceso de fundición es un eslabón clave en el proceso de producción de aleaciones de alta temperatura.
Debido al alto grado de aleación, las aleaciones de alta temperatura contienen una gran cantidad de elementos pesados como el wolframio, el molibdeno, el niobio y el cromo, así como elementos fácilmente oxidables como el aluminio, el titanio y el boro. Estas características determinan que las aleaciones de alta temperatura tengan requisitos estrictos en cuanto a los procesos de fundición y, por lo general, utilicen la fundición al vacío. En la actualidad, la mayoría de las aleaciones se funden en hornos de inducción al vacío o en hornos de inducción atmosférica, y después se someten a refundición en horno consumible al vacío o por electroescoria para mejorar su pureza y obtener una buena microestructura y propiedades.
Los equipos nacionales y extranjeros para la fundición de aleaciones de alta temperatura incluyen hornos de arco, hornos de inducción, hornos de inducción al vacío, hornos de arco al vacío y hornos de electroescoria. Además, hay hornos de haz de electrones y hornos de plasma.
En los muchos años de práctica de la producción en China, la exploración y el desarrollo continuos han dado lugar a diversas combinaciones de métodos de fundición, desde la fundición inicial en horno de arco hasta el proceso de fundición actual, como se muestra en la Tabla 8-7.
Tabla 8-7 Ruta de proceso para la fusión de aleaciones típicas de Ni y Fe de alta temperatura
Rutas del proceso de fusión:
Grado de aleación
Fundición en horno de arco
GH3030,GH1035,GH3039,GH1140
Fundición en horno de inducción sin vacío
GH3030,GH3044
Fundición por inducción al vacío
K4169,GH3044
Fundición en horno de arco + refundición por electroescoria
GH3030,GH35A, GH1015,GH2035,GH3333
Fundición en horno de arco + refundición por arco en vacío
GH3039,GH3044,GH4033,GH2132
Fundición por inducción sin vacío + refundición por electroescoria
GH4033,GH3128,GH4037,GH2135,GH1131,GH4043
Horno de inducción de vacío + refundición por arco en vacío
GH4169,GH4037, 80A,GH4118,GH4141,GH2901
Horno de inducción de vacío + refundición por electroescoria
GH3170,4049,GH4761,GH4698,GH500,GH4099
Horno de inducción de vacío + refundición por electroescoria + refundición por arco en vacío
u horno de inducción al vacío + refundición por arco en vacío + refundición por electroescoria.
HGH4169,GH4169,HGH4033,HGH4145,HGH435
8.3.3 Selección de rutas de procesos metalúrgicos
Para la fundición especial, hay muchas opciones comunes para los esquemas de flujo del proceso. Se puede utilizar un único método de fundición para fundir directamente, o adoptar un proceso doble o triple. El esquema de proceso adecuado debe seleccionarse en función de la variedad y la calidad de la fundición. Las ventajas y desventajas de los distintos métodos de fundición deben considerarse exhaustivamente desde aspectos como el consumo de energía, la inversión en equipos, los indicadores técnicos y económicos y la calidad de la fundición.
Tabla 8-8 Flujos comunes del proceso de fundición especial
Flujo del proceso de fundición
Variedades comúnmente procesadas:
AIM
Aleaciones de expansión, flejes bimetálicos, aceros especiales, aceros de alta aleación, aleaciones resistentes a la corrosión, etc.
VIM
Aleaciones magnéticas blandas, aleaciones magnéticas duras, aleaciones elásticas, aleaciones de expansión, aleaciones de alta temperatura, aceros especiales con contenido ultrabajo en carbono, aleaciones resistentes a la corrosión, etc.
PAM
Aceros especiales, aceros aleados, metales refractarios, aleaciones resistentes a la corrosión, etc.
AIM+ESR
Aleaciones de resistencia, aleaciones de alta temperatura, acero resistente al calor y a los ácidos, etc.
VIM+ESR
Aceros especiales ultrabajos en carbono, aceros para rodamientos, aleaciones de alta temperatura, etc.
VIM+VAR
Aleaciones de resistencia, materiales para termopares, aleaciones magnéticas blandas, titanio y aleaciones de titanio, aleaciones de alta temperatura, metales refractarios y sus aleaciones.
VIM+EBR
Metales refractarios y sus aleaciones, aleaciones de vanadio, aleaciones de titanio.
AIM+VAR
Aleaciones de deformación, aleaciones de fundición, etc.
VIM+EBR+VAR
Aleaciones de alta calidad para altas temperaturas.
VIM+VAR+EBR
Aleaciones de alta calidad para altas temperaturas.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Ha considerado alguna vez las sutiles diferencias entre dos aceros inoxidables populares, el 06Cr19Ni10 y el 304? En este artículo, exploraremos cómo se comparan estos materiales en términos de normas, composición y...
¿Se ha preguntado alguna vez cuál es la diferencia entre las vigas H y las vigas I en la construcción? Aunque puedan parecer similares, estos dos tipos de vigas de acero tienen características distintas que las hacen...
¿Está cansado de los crecientes costes del acero inoxidable para sus proyectos? Este artículo explora una alternativa rentable al acero inoxidable 304-SUS443. Descubra cómo el SUS443 ofrece una resistencia superior a la corrosión,...
¿Alguna vez se ha preguntado cuál es la diferencia entre las escalas de dureza Rockwell y Brinell? En este artículo, nos adentraremos en el mundo de los ensayos de dureza de materiales, explorando las distinciones clave entre...
¿Alguna vez se ha preguntado qué significan esos números que aparecen en las chapas metálicas? En este artículo, nos sumergiremos en el mundo del calibre de la chapa y desmitificaremos este aspecto esencial de la metalurgia....
¿Alguna vez se ha preguntado cómo se calcula el peso de un bloque de plata? Este artículo desvelará el misterio que se esconde tras la medición de la plata mediante el volumen y la densidad. Al final,...
¿Alguna vez se ha preguntado cómo calcular con precisión el peso de las piezas de fundición? En esta perspicaz entrada de blog, un experimentado ingeniero mecánico comparte sus conocimientos sobre las variaciones de densidad...
¿Alguna vez se ha maravillado con los fascinantes colores del acero caliente? Los vibrantes rojos, naranjas y amarillos cuentan una fascinante historia sobre la temperatura. En este artículo exploraremos la ciencia...
¿Alguna vez se ha preguntado por el fascinante mundo de la dureza de los metales? En esta entrada del blog, nos adentraremos en los fascinantes conceptos y métodos de medición y mejora de la dureza de...