Diseño de una línea de producción de estampación de alta velocidad: Una visión general
Imagine revolucionar la eficiencia de la producción con máquinas que parecen casi vivas en su precisión. Las líneas de producción de estampación de alta velocidad están transformando nuestra forma de fabricar, ya que ofrecen una velocidad y una precisión inigualables. Este artículo explora el funcionamiento de estas líneas automatizadas, sus componentes clave y las ventajas que aportan a la fabricación moderna. Sumérjase y descubra cómo la tecnología avanzada reduce costes, aumenta la calidad y establece nuevos estándares en la producción industrial.
El rápido desarrollo de la ciencia y la tecnología ha mejorado en gran medida la eficiencia de la producción, lo que se refleja en la mejora continua de la automatización de equipos en la línea de producción de estampación, que promueve la producción de estampación con alta eficiencia de producción a una nueva altura, y puede mejorar la calidad del producto y reducir el costo de producción de una sola pieza bajo la condición de producción en masa.
En la actualidad, la mayoría de los talleres de estampación de las fábricas de automóviles utilizan alta velocidad. líneas de estampación automáticas.
Hay grandes diferencias en el grado de automatización de estas líneas de producción, por lo que el ritmo es diferente, y aún hay mucho margen de mejora.
El ritmo máximo de producción de la línea de estampación con tecnología de servoaccionamiento directo adoptada oficialmente por un fabricante de automóviles alemán de gama alta ha alcanzado las 23 veces/min.
Equipamiento
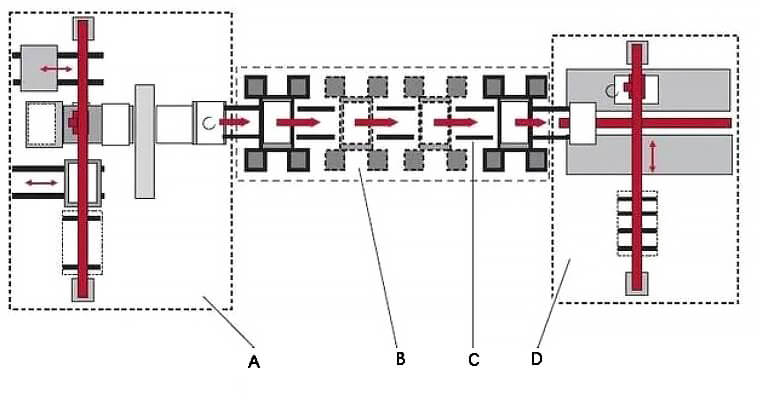
Fig. 1 Disposición de la línea de producción de estampación
La línea de producción de estampación puede realizar la producción de estampación de paneles de automóviles y otras piezas formadas de gran tamaño.
Como se muestra en la Fig. 1, la línea de estampación de toda la fábrica de vehículos está compuesta por el sistema de cabeza de línea (A), la prensa grande (B), el equipo de manipulación (C) y el sistema de cola de línea (D).
En comparación con la tradicional línea de producción manual de muy baja eficiencia, la aplicación de equipos automáticos puede reducir el coste y aumentar la eficiencia.
Sistema de cabeza de línea
La unidad de carga de cabezales desembala y transporta el chapa metálica a la posición de agarre del primer equipo de manipulación, que se compone completamente de:
2 carros de carga de placas metálicas (con separador magnético ajustable), detector de altura de material (que puede colocarse en el carro de placas o en la viga de la mano desapiladora), detector de material final, mano desapiladora (manipulador o robot), dispositivo de alimentación servo (generalmente cinta transportadora magnética), dispositivo de detección de material doble, escáner, lavador de placas, aceitador de placas, mesa de centrado y su servocontrol sistema.
Ahora hablaremos del escáner y sus tecnologías relacionadas.
La línea de producción de estampación puede funcionar con normalidad y rapidez para producir piezas de alta calidad. La alineación rápida y precisa de las chapas metálicas es esencial.
El uso de la tecnología de escáner y barrido de imágenes en la plataforma de centrado óptico puede mejorar la precisión de agarre del equipo y reducir la tasa de fallos.
Cuando se utilizan distintos equipos de manipulación, la aplicación del escáner es diferente.
La fig. 2 muestra un modo de disposición, en el que A es el escáner y B es la plataforma de centrado.
Fig. 2 Mesa de centrado y escáner
En la línea de estampación en la que se utiliza el brazo mecánico para agarrar las piezas, como las piezas estampadas están siempre en el plano de altura fija de la superficie superior de la cinta transportadora, la aplicación de esta tecnología es en realidad un análisis cuantitativo del desplazamiento de la posición de la pieza en un plano bidimensional.
Al instalar verticalmente el escáner en el haz, se puede grabar la imagen que pasa a través de la hoja y, a continuación, transmitir la imagen al controlador del escáner.
A través de la comparación entre la posición estándar y la posición real, la señal correspondiente puede ser emitida al dispositivo de conducción de la consola central, que controla el servomotor para realizar la acción correspondiente para garantizar la precisión de la posición de la hoja agarrada por el dispositivo de manipulación posterior.
Si el proceso requiere la limpieza superficial de la chapa, también puede juzgar directamente si hay una mancha de aceite excesiva analizando la imagen de la chapa.
Cuando el robot de barra transversal se utiliza como equipo de manipulación entre las prensas, los seis ejes proporcionados por el propio robot, complementados por el eje de alimentación longitudinal de la viga y el eje portador del recogedor final, pueden hacer que el equipo de manipulación tenga un grado de libertad muy elevado, de modo que su actitud de agarre puede ajustarse en función del desplazamiento de la chapa.
El vector de desviación entre la posición de aprendizaje de la placa y la posición real calculada por el controlador del escáner se transmite al sistema de control del robot a través del bus de campo para realizar el agarre preciso del robot.
Press
En la línea de producción de estampación, la prensa es el equipo que más influye en la calidad de las piezas conformadas.
Estableciendo parámetros razonables para cada pieza, se pueden estampar varios paneles de automóvil que cumplan los requisitos de diseño.
La prensa puede dividirse en prensa mecánica y prensa hidráulica según el principio de funcionamiento. El sitio prensa hidráulica es una máquina que utiliza Principio de Pascal y la presión del líquido para transmitir la potencia, mientras que la prensa mecánica convierte el movimiento giratorio del motor en el movimiento vertical de la corredera a través de la estructura mecánica (como la biela del cigüeñal).
HPrensa hidráulica
En comparación con la prensa mecánica, la prensa hidráulica tiene las ventajas de gran presión de trabajo, gran rango ajustable de carrera de trabajo, salida de presión máxima en cualquier posición de la carrera, ajuste de velocidad continua y así sucesivamente, pero tiene grandes deficiencias en la frecuencia de trabajo.
En la línea de producción de estampación producida por la fábrica de vehículos, la prensa hidráulica no es aplicable debido a los requisitos del ritmo de producción.
La prensa mecánica puede subdividirse en servoprensa (también conocida como prensa CNC) y prensa mecánica general.
La prensa mecánica tradicional controla la velocidad del motor de CA mediante convertidor de frecuenciautiliza un volante de inercia para almacenar energía y un embrague para controlar la transmisión de potencia.
Su curva de presión es generalmente sinusoidal, es decir, el tonelaje nominal se alcanza siempre antes del punto muerto inferior, y la carrera es fija y regulable.
La servoprensa utiliza servotecnología y tecnología mecánica tradicional para controlar el movimiento de la corredera mediante un complejo sistema de control eléctrico.
La servoprensa puede programar arbitrariamente la velocidad y la presión de una determinada posición en la carrera de deslizamiento, y también puede alcanzar la tonelada nominal de la prensa a baja velocidad.
Algunos fabricantes de prensa nacionales y extranjeros han conseguido logros en este campo y han lanzado productos comercializados, que se denominan "prensa de tercera generación".
La servoprensa es sin duda una de las principales direcciones del desarrollo de la equipos de conformado. Sus ventajas se indican en el Cuadro 1.
Tabla 1 ventajas de la servoprensa
Alta precisión
La posición de la corredera es controlable (servocontrol y control del dispositivo de realimentación de posición), y la precisión de la posición general puede alcanzar 0,01 mm.
Flexibilidad e inteligencia
Al utilizar un servomotor en lugar de un motor de inducción ordinario, se pueden obtener características de deslizamiento arbitrarias y optimizar la curva de proceso correspondiente.
Optimización de la transmisión
La recepción de fax no utiliza dispositivos de transmisión intermedios, como embrague y volante de inercia, lo que reduce las vibraciones, el ruido (unos 159% pueden reducirse en 250) y la pérdida de energía, y es fácil de mantener.
Mejorar la vida útil de los equipos y la eficacia del trabajo
La estructura es simple, la vida útil de la matriz puede aumentarse hasta tres veces, y la vida útil del equipo también puede mejorarse: la característica de carrera ajustable mejora enormemente su eficiencia de trabajo.
Tecnología de estampación en caliente
La ligereza es uno de los ejes de desarrollo del automóvil.
El objetivo de la ligereza en los automóviles es reducir el peso del vehículo, reducir el consumo de combustible, reducir la contaminación por emisiones y mejorar la potencia del automóvil, pero garantizando que no se reduzcan las prestaciones de resistencia y seguridad del automóvil.
En el conformado por estampación, la selección de acero de resistencia ultra alta es una forma importante de conseguir la ligereza de los automóviles.
A temperatura ambiente, el acero de ultra alta resistencia tiene baja plasticidad y difícil conformado.
Debido a las limitaciones de la estampación en frío, es difícil resolver problemas como la grieta de estampación, la precisión geométrica, las arrugas y el springback.
El proceso de producción de la estampación en frío es difícil de cumplir con los requisitos de precisión de conformado.
Así surgió la tecnología de estampación en caliente.
Esta tecnología consiste en calentar la chapa por encima de la temperatura de austenización, luego prensar y conformar, al mismo tiempo, enfriar en la prensa a una velocidad de enfriamiento superior a 27 ℃ / s para obtener martensitapara que las piezas estampadas cumplan los requisitos de propiedades mecánicas y precisión dimensional.
Las ventajas y desventajas de los distintos métodos de calentamiento son las siguientes:
(1) La calefacción por radiación tiene las ventajas de un bajo índice de utilización del calor, una amplia ocupación del terreno y un coste elevado.
(2) Calentamiento por conducción (efecto de resistencia), escasa uniformidad de calentamiento y elevados requisitos para la chapa.
(3) Calentamiento por inducción (inducción electromagnética), alto aprovechamiento del calor, velocidad rápida y espacio reducido.
Debido a razones técnicas, en la actualidad, el equipo de calentamiento de la línea de producción de estampación adopta básicamente el horno de calentamiento por radiación.
Cerca de 100 empresas nacionales disponen de líneas de producción de estampación en caliente, que pueden producir paneles TS1500 para automóviles.
En el contexto de las amplias perspectivas de aplicación del acero de ultra alta resistencia, los equipos y la tecnología de estampación en caliente constituyen también una importante dirección de desarrollo.
Equipos de manipulación
Generalmente, el equipo de manipulación tiene al menos cuatro ejes móviles.
Mediante la preenseñanza de la posición de la chapa y el uso del recogedor final especial para cada pieza, se realiza la manipulación de la chapa en la línea de producción de estampación, que se divide principalmente en manipulador y robot.
Manipulador
La Fig. 3 muestra un cuatro ejes manipulador de prensas.
El software de control automático identifica la posición de la corredera de la prensa superior y confirma que no hay interferencias en el agarre del material del manipulador en esta posición.
A continuación, la señal de salida controla el manipulador para que se desplace a la posición de agarre de enseñanza de la pieza.
El generador de vacío en el recogedor final realiza el agarre y el descenso de la hoja a través de la succión de aire y la acción de soplado, a fin de realizar la manipulación automática de piezas de trabajo entre prensas.
La línea de producción de manipuladores también puede dividirse en línea de brazo simple y línea de brazo doble.
En comparación con la línea de brazo simple, la línea de doble brazo tiene mayor eficacia y menos errores.
En la actualidad, se han puesto en marcha muchas plantas de motores principales y se espera que su uso se generalice en el futuro.
Robot
Cuando el robot se utiliza como equipo de manipulación de piezas estampadas, en comparación con el manipulador, el robot tiene más grados de libertad, una estructura más compleja y una gran diferencia de coste.
El robot de barra transversal es un producto típico. El robot combina tecnología de travesaño y tecnología robótica para lograr 8 ejes móviles y una mayor eficiencia de producción.
En algunas ocasiones especiales, como la línea de transformación de la producción manual o limitada por otros problemas in situ, el robot de trazado tiene sus ventajas únicas.
La prensa de corte de la línea de producción de una fábrica de automóviles utiliza un robot FANUC como equipo de manipulación de carga y descarga.
Sistema de cola
El sistema de cola de línea (también conocido como sistema de apilado de cola de línea) transporta la chapa transportada por el último manipulador hasta la posición especificada y, a continuación, realiza el enmarcado y el almacenamiento.
El sistema tradicional de cola utiliza sobre todo cinta transportadora para transportar las piezas (similar a la cinta transportadora de cabeza), y después se enmarca manualmente, y luego el material enmarcado se almacena mediante carretilla elevadora.
Debido a que el ritmo de la línea de estampación automática puede alcanzar básicamente las 10 piezas/min, y una sola estación de apilado generalmente no puede cumplir los requisitos, la mayoría de las líneas de producción desviarán los productos acabados, y luego cargarán la chapa en el bastidor de material después de comprobar la calidad de la pieza manualmente o mediante equipos.
En la actualidad, la estación de cola es una de las principales estaciones humanas de la línea de producción de estampación, y la intensidad de trabajo es alta, lo que no favorece la ergonomía, y el frecuente traslado del bastidor de material mediante carretilla elevadora también presenta cierto riesgo de colisión.
En este post se presenta el maduro equipo de tracción automática - carro AGV, que tiene un alto grado de automatización, pequeño volumen y fácil control.
El carro está equipado con dispositivos de guiado automático electromagnéticos u ópticos, que pueden desplazarse a lo largo de la trayectoria de guiado especificada, y la trayectoria de desplazamiento puede ser controlada por el ordenador o la vía electromagnética.
La disposición razonable del carro AGV en el sistema de cola de línea puede mejorar la tasa de automatización y reducir el riesgo de interferencia hombre-máquina.
Conclusión
La automatización de la línea de producción de estampación se ha mejorado mucho, pero con la mejora de la demanda del mercado y la aplicación continua de nuevas tecnologías, el equipo de estampación se actualiza constantemente.
Conocer los distintos equipos de automatización de estampación del mercado y su principio de funcionamiento puede mejorar eficazmente la capacidad técnica de los ingenieros de equipos y optimizar continuamente el rendimiento de los equipos de estampación en términos de mejora de la calidad, mejora de la capacidad, seguridad, ahorro de energía y reducción de costes.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se fabrican con precisión piezas metálicas complejas? Este artículo explora el fascinante mundo de los peines de roscar y rebordear, revelando los secretos de su diseño...
Imagine un mundo en el que la precisión y la eficiencia en la fabricación son primordiales. ¿Cómo se aseguran los ingenieros de que cada pieza estampada cumple las normas más exigentes sin disparar los costes? Este artículo profundiza en...
¿Se ha preguntado alguna vez cómo se fabrican los coches de forma tan rápida y segura? Este artículo desvela la magia que se esconde detrás de las líneas de producción automatizadas de estampación, en las que los robots sustituyen a la mano de obra, aumentando la eficiencia...
¿Qué hace que las matrices de estampación duren más? Este blog explora los factores clave que influyen en la longevidad de las matrices de estampación en frío, incluyendo la selección de materiales, el tratamiento térmico y las prácticas de mantenimiento. Aprenda cómo...
¿Por qué se deforman los moldes durante el tratamiento térmico, provocando costosos defectos? Este artículo profundiza en las causas fundamentales, como la selección de materiales, el diseño de moldes y los procesos de fabricación, y esboza medidas preventivas.....