Diseño de molde convexo para estampación continua de precisión
Imagine un mundo en el que la precisión y la eficiencia en la fabricación son primordiales. ¿Cómo se aseguran los ingenieros de que cada pieza estampada cumple las normas más exigentes sin disparar los costes? Este artículo profundiza en los entresijos del diseño de moldes convexos para la estampación continua de precisión. Descubrirá los principios clave para crear moldes duraderos y rentables que agilicen los procesos de producción. Desde la comprensión de los tipos estructurales hasta la elección de los materiales adecuados, esta guía proporciona los conocimientos esenciales para mejorar el rendimiento y la longevidad de los moldes. Descubra cómo las elecciones estratégicas de diseño pueden revolucionar sus operaciones de estampación.
El punzón es uno de los componentes más importantes de las matrices de estampación, que incluye en su diseño diversos indicadores como la estructura, la instalación, el procesamiento, el material y el coste.
Diseñar el punzón de forma correcta, eficaz, razonable y económica no sólo puede mejorar la vida útil de la matriz, reducir los costes de fabricación y aumentar la capacidad de producción, sino también facilitar el procesamiento y el mantenimiento, haciendo que la producción de estampación posterior sea eficaz y fluida.
El troquel es conocido como la madre de la industria, y es la base para garantizar la precisión y la calidad de la fabricación. Alemania y Japón valoran muy positivamente el papel y la importancia de las matrices en la industria y la economía.
En 2002, debido a la tecnología inadecuada de un proveedor europeo de moldes de terminales conectores de ordenador, Intel produjo piezas no cualificadas, lo que permitió a una empresa taiwanesa de Shenzhen utilizar 11 terminales de alta velocidad. punzonadoras para producir el terminal día y noche durante varios meses, con una producción mensual superior a NT$1.000 millones. Fue un milagro para una fábrica con más de 3.000 empleados.
Hoy en día, la aplicación de matrices de estampación de precisión continua en la producción de piezas modernas está aumentando, y su importancia es cada vez mayor. La estampación de precisión de materiales finos es un proceso necesario para producir piezas electrónicas modernas, y su diseño de punzón es especialmente importante.
Diseño del punzón
1. Tipos de estructura de los punzones
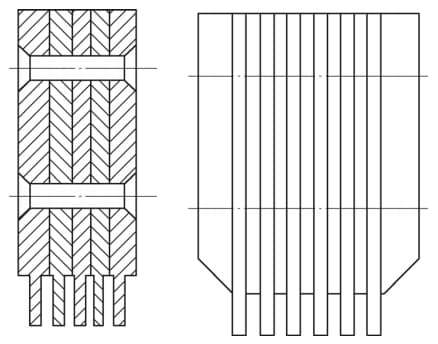
La estructura de los punzones puede dividirse en dos tipos: de inserción e integral. El tipo de inserción combina múltiples punzones pequeños juntos, pero su error de montaje es relativamente grande e inconveniente para el mantenimiento, por lo que se utiliza menos en las modernas máquinas de alta velocidad. matrices de estampado.
Figura 1: matriz de punzón insertada
El punzón integral tiene cuatro tipos de estructura principales:
Punzón de hombro (véase la figura 2):
Figura 2: Troquel de punzón tipo hombro
Fue muy utilizado en el pasado, con un gran tamaño del filo de corte y un tipo recto en la parte inferior. El hombro está diseñado para evitar que el punzón se salga de la placa fija durante la descarga. El hombro está diseñado asimétricamente para evitar errores de instalación.
Sin embargo, el hombro hace que el desmontaje y el mantenimiento sean inconvenientes, ya que el punzón sólo puede extraerse desmontando el molde, lo que afectaría gravemente a la precisión del molde.
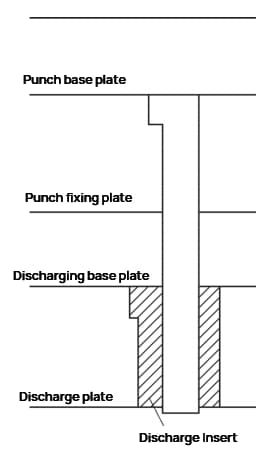
Punzón de paso recto (véase la figura 3):
Figura 3: Troquel de perforación de paso recto
Este tipo de punzón tiene un filo de corte de gran tamaño y es una mejora del punzón tipo hombro. Ya no tiene parte de hombro, y el filo de corte tiene la misma forma y tamaño que la parte fija. Esta mejora aumenta la tasa de aplicación de los punzones rectos.
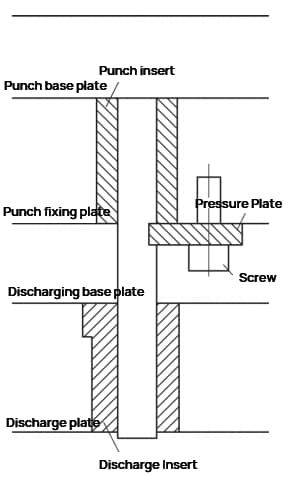
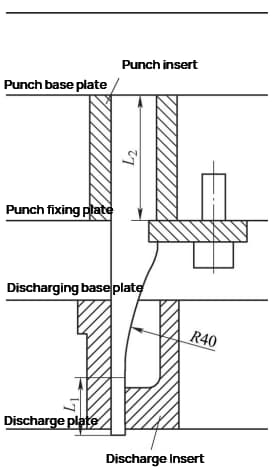
Punzón reforzado (véase la figura 4):
Figura 4: Troquel reforzado
Con la creciente precisión de la producción moderna de troqueles, el tamaño del filo de corte en la parte inferior se hace más pequeño, y la rigidez y resistencia del punzón recto son débiles. En el pasado, se solían añadir manguitos de punzón.
Para mejorar la rigidez y la resistencia del punzón, se diseña una sección recta L1 (6-10 mm) en la parte inferior, y el centro se refuerza con un arco R40 mm (el radio mínimo de la muela óptica).
La parte superior de instalación está diseñada como un rectángulo para facilitar el mantenimiento y el desplazamiento. Como hay una ranura para que la placa de presión evite la desalineación, no se necesita ninguna estructura antidesalineación adicional.
A la hora de diseñar, lo mejor es situar el filo de corte cerca de los laterales del punzón reforzado para facilitar su instalación y colocación, reduciendo la dificultad y el coste de procesamiento. Los punzones reforzados son actualmente la estructura de punzón más utilizada.
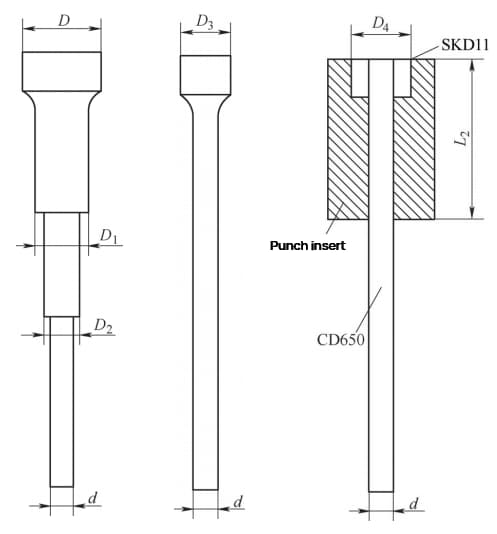
Punzón redondo (véase la figura 5):
El punzón redondo es muy utilizado y casi todas las matrices lo utilizan. Cuando el diámetro del punzón es muy pequeño, resulta difícil fabricar punzones de tipo hombro de varios ejes y punzones de tipo hombro de un eje.
El punzón de cabeza adhesiva corta el diámetro pequeño material de punzonado (CD650) a la longitud requerida y utiliza una aleación de acero moldeado (SKD11) para hacer un manguito fuera de la pieza de instalación.
Ambos se unen con adhesivo anaeróbico, con lo que se consigue el mismo efecto que con un punzón redondo con hombro de un solo eje, pero con un coste inferior a 1/3. Dado que el punzón redondo no es propicio para desplazarse durante el mantenimiento, a menudo se diseña una pieza de inserción de punzón rectangular que se coloca en el punzón.
2. Métodos de instalación fija de punzones
La instalación de la matriz de punzonado se lleva a cabo en la placa fija de la matriz de punzonado, que tiene requisitos tanto de posicionamiento como de fijación. El posicionamiento de la matriz de punzonado se consigue mediante la combinación de la matriz de punzonado y los orificios de la placa fija.
La fijación puede realizarse mediante hombros colgantes, pernos, remaches, cola de resina epoxi, pasadores laterales, pasadores horizontales y placas de presión.
En el caso de una matriz de punzonado recta, debido a su forma irregular, es necesario añadir un inserto de matriz de punzonado rectangular auxiliar en la posición de instalación.
La placa fija tiene una cierta distancia entre la posición fija de la matriz de punzonado y la posición de trabajo del borde de la matriz de punzonado, lo que puede provocar fácilmente que la matriz de punzonado se vuelva inestable y falle.
Si el tamaño del borde de la matriz de punzonado es pequeño, la producción normal es imposible. Cuando la matriz de punzonado se convierte en una placa de presión para fijación, debe añadirse un inserto de descarga. Cuando la matriz de punzonado pasa a través del inserto de descarga para realizar el punzonado con la matriz, el inserto de descarga puede guiar la matriz de punzonado dentro de la matriz para proteger la matriz de punzonado de las fuerzas laterales.
El diseño de la holgura unilateral entre la matriz de punzonado y el inserto de descarga es de 0,003-0,005 mm o incluso menor. Cuando la matriz de punzonado está trabajando, el inserto de descarga queda expuesto unos 3 mm, lo que no se daña fácilmente. El tamaño de la posición de instalación de la matriz de punzonado está diseñado para ser igual o ligeramente menor que el tamaño del agujero cuadrado de la placa fija.
La ranura de la placa de presión es 0,02-0,05 mm más baja que la placa fija, lo que permite que la matriz del punzón tenga un poco de espacio para moverse dentro de la placa fija. El posicionamiento real se apoya en el inserto de descarga, evitando interferencias entre la placa fija y el inserto de descarga.
Dado que el punto de posicionamiento del inserto de descarga es la posición de trabajo del borde de la matriz de punzonado, el efecto es óptimo. Retire los tornillos de la placa de presión y extraiga la placa de presión para retirar la matriz de punzonado.
El desmontaje de la matriz de punzón es cómodo, lo que permite un mantenimiento y una reparación rápidos de la matriz de punzón.
3. Selección del material para la matriz del punzón
La matriz del punzón debe ser capaz de soportar cierta fuerza de impacto y, al mismo tiempo, tener una gran resistencia al desgaste.
Por lo tanto, debe seleccionarse un material de alta dureza con cierta tenacidad. Para las matrices de estampación continua de precisión, el selección de materiales para la matriz de punzonado es aún más crítica para satisfacer su capacidad de producción en serie.
Los materiales tradicionales para matrices de estampación, como Cr12MoV, Cr12 y SKD11, sólo pueden utilizarse para fabricar plantillas o insertos en matrices de estampación de precisión continua.
El material más utilizado para las matrices de punzonado en las matrices de estampación continua de precisión es el material de acero al tungsteno para exteriores CD650, que tiene una alta calidad superficial, es extremadamente resistente al desgaste y tiene una dureza máxima de 90HRA.
El segundo material más utilizado es el polvo de molibdeno vanadio de alto contenido en cromo ASP-23, con una dureza de alrededor de 63HRC.
4. Métodos de procesamiento de troqueles punzonados
La forma irregular de las matrices de punzonado recto se suele procesar mediante corte por hilo lento, con un corte y una o dos reparaciones.
Aunque el corte por hilo lento tiene una gran precisión de procesamiento, la fina capa de óxido que se genera en la superficie a altas temperaturas también puede afectarla, lo que da como resultado una precisión dimensional de ±0,003 mm.
Las matrices de punzonado con hombro colgante se procesan utilizando una rectificadora de superficie pequeña normal (G), y debe prestarse atención al diseño del hombro colgante en una ubicación que no afecte al procesamiento.
Las matrices de punzones reforzados se procesan con una rectificadora óptica (PG), que es más cara. Los dos últimos métodos de procesado pueden alcanzar una precisión dimensional de ±0,002 mm.
Conclusión
Las matrices de estampación de precisión continua tienen unos requisitos de vida útil muy exigentes. La vida útil de las matrices de estampación de pequeño hardware electrónico y de comunicaciones debe alcanzar normalmente los 100kk (100 millones) de golpes, mientras que la vida útil de las matrices de terminales debe alcanzar los 500kk (500 millones) de golpes.
A la hora de diseñar la matriz de punzonado, deben tenerse en cuenta de forma exhaustiva diversos factores, como la precisión del producto, los objetivos de producción, la vida útil de la matriz, la dificultad de procesamiento, la facilidad de mantenimiento y el rendimiento económico.
Al diseñar la matriz de punzonado de forma correcta, razonable y flexible según la situación real, puede cumplir los requisitos de calidad del producto, facilitar las mejoras oportunas y garantizar una producción sin problemas.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Imagine alargar considerablemente la vida útil de sus moldes: ¿qué impacto tendría en la eficiencia y los costes de producción? Este artículo explora 12 medidas técnicas innovadoras para mejorar la vida útil de los moldes, desde...
¿Por qué se deforman los moldes durante el tratamiento térmico, provocando costosos defectos? Este artículo profundiza en las causas fundamentales, como la selección de materiales, el diseño de moldes y los procesos de fabricación, y esboza medidas preventivas.....
¿Se ha preguntado alguna vez qué hace que el diseño de un punzón sea crítico para las matrices de estampación? Este artículo analiza los principios esenciales de las estructuras de los punzones, desde las formas circulares y...
¿Qué hace que las matrices de estampación duren más? Este blog explora los factores clave que influyen en la longevidad de las matrices de estampación en frío, incluyendo la selección de materiales, el tratamiento térmico y las prácticas de mantenimiento. Aprenda cómo...
¿Alguna vez se ha preguntado cómo se da forma con precisión a los objetos cotidianos? Este artículo explora el fascinante mundo de la tecnología de estampación de juntas de construcción. Conocerá el proceso, desde la obtención de planos técnicos hasta...
¿Le intrigan las maravillas de la estampación metálica? En esta entrada del blog, nos sumergimos en el fascinante mundo del rebordeado, el cuello y el abombado de orificios. Nuestro experto ingeniero mecánico le guiará...
¿Alguna vez se ha preguntado cómo se puede transformar una chapa plana en una pieza compleja y hueca? La embutición profunda, un fascinante proceso de conformado, lo hace posible. En este artículo,...
¿Alguna vez se ha preguntado cómo se fabrican con precisión piezas metálicas complejas? Este artículo explora el fascinante mundo de los peines de roscar y rebordear, revelando los secretos de su diseño...
Las arrugas en la estampación metálica pueden mermar la calidad de las piezas estampadas, pero pueden controlarse mediante prácticas específicas. En este artículo se analizan factores como la profundidad de estiramiento, la...