El plegado en prensa es el proceso mecánico de deformación de la chapa apoyada sobre una matriz hembra (en forma de "V") mediante la aplicación de fuerza a través del punzón.
La deformación permanente de la pieza de chapa se produce a lo largo de la línea de contacto cuando la fuerza supera el límite elástico del material.
Existen dos métodos para generar la fuerza necesaria para doblar la chapa:
El método más común consiste en un volante de inercia y una manivela excéntrica que mueven una viga deslizante (ariete). Este método suele denominarse prensa mecánica freno.
El método preferido es mediante fuerza hidráulica o hidromecánica en el cilindro de la plegadora. Cilindros hidráulicosfijados al cilindro de prensado directamente o mediante varillaje, convierten la energía del aceite hidráulico presurizado en fuerza mecánica.
Después del corte, el frenado a presión es una de las operaciones más sencillas que se realizan con chapa metálica y consiste básicamente en la deformación plástica en frío de la chapa.
Un requisito esencial para el curvado es la curvabilidad del material, es decir, su capacidad para doblarse sin agrietarse ni romperse. Esta propiedad requiere buena maleabilidad y alargamiento, pureza y baja dureza. El acero dulce con un bajo porcentaje de carbono (< 0,2%) y baja acero aleado (ninguno de los elementos añadidos que llegan a 5%) tienen una buena plegabilidad.
Gracias a la amplia gama de herramientas de plegado estándar y a la rápida configuración de la máquina, el plegado ofrece la posibilidad de obtener productos con diferentes características para satisfacer distintas necesidades.
Esto contrasta con la embutición profunda (por ejemplo, de componentes de automóviles), que permite producir una gama ilimitada de formas irregulares, pero requiere mucho tiempo y elevados costes para diseñar y producir el molde necesario sin posibilidad de modificar los resultados.
Por lo tanto, la embutición profunda es conveniente para la producción de grandes cantidades, mientras que el plegado a presión tiene un uso mucho más amplio.
El plegado en prensa se realiza colocando una chapa entre una herramienta superior y otra inferior (punzón y matriz respectivamente); el punzón desciende hacia la matriz y empuja la chapa hacia ella provocando su deformación plástica permanente.
Con el plegado en prensa es posible obtener pro-files bastante complicados realizando los pliegues en la secuencia correcta. La chapa suele moverse y colocarse a mano.
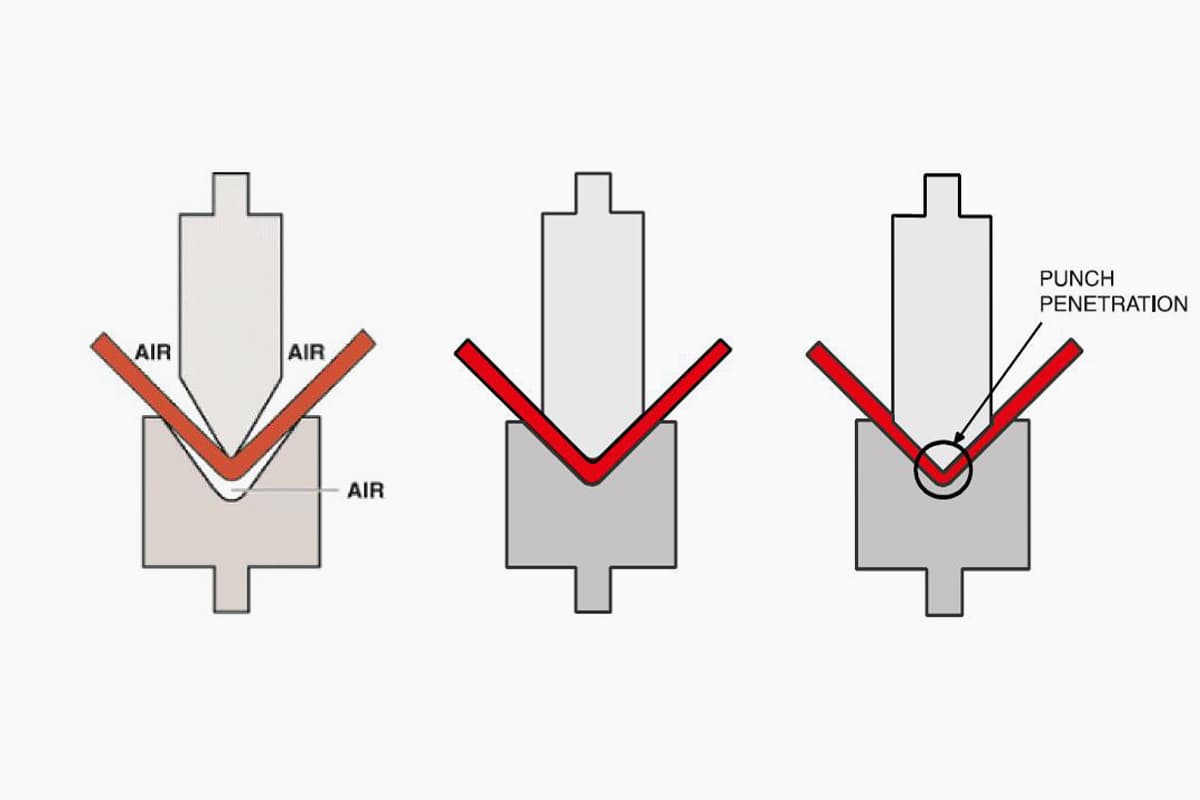
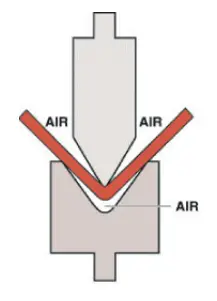
Flexión por aire
Flexión por aire
Con curvado por aireLa chapa se deforma en un contacto de tres puntos entre el punzón y los hombros redondeados de la matriz. La chapa no entra en contacto con los laterales de la matriz ni con el punzón.
Nota:
Cuando se libera la fuerza aplicada, se produce un springback debido a las propiedades elásticas del material.
Típico curvado por aire Las matrices están configuradas con un ángulo incluido de 85 grados para que la pieza se pueda sobredoblar, con el consiguiente springback a los 90 grados deseados.
Con el plegado por aire, el operario puede formar piezas con diferentes ángulos de plegado utilizando el mismo juego de matrices para un grosor de material determinado. Esto se consigue controlando la penetración del punzón en la pieza sobre la matriz.
Los troqueles agudos con un ángulo incluido de 60 grados se pueden utilizar para airear chapa doblada piezas de calibre metálico para ángulos incluidos superiores a 60 grados. El ángulo de la pieza formada viene determinado por la profundidad de penetración del punzón en la matriz.
Los requisitos de tonelaje para el curvado por aire se publican normalmente para acero dulce de resistencia a la tracción, espesor del material y configuración de la abertura de la matriz especificados. Véase la figura 2.2-1.
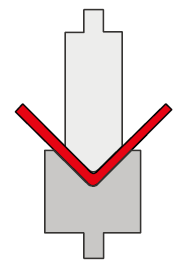
Doblado inferior
Doblado inferior
Con el plegado inferior, el punzón aplica el tonelaje suficiente para que la chapa se ajuste a la geometría de la matriz. Con este método, la pieza conformada debería experimentar poco o ningún springback.
El ángulo incluido en la matriz suele ser de 90 grados.
Los requisitos típicos de tonelaje para el curvado inferior son hasta cuatro veces mayores que para el curvado al aire.
Aunque las variaciones en el ángulo de la pieza conformada se reducen con el doblado inferior, el juego de troqueles se limita a una operación de conformado de piezas de un solo ángulo.
Acuñación
Acuñación
Con el acuñado, el punzón aplica un tonelaje suficiente para que la chapa se ajuste a la geometría de la matriz y experimente un ligero grado de adelgazamiento en el punto de contacto. Con este método, la pieza conformada no debería experimentar retroceso elástico.
El ángulo incluido en la matriz suele ser de 90 grados.
Los requisitos típicos de tonelaje para el acuñado son de cuatro a ocho veces mayores que para el plegado por aire, una desventaja debida a los costes asociados a una mayor capacidad. prensas plegadoras y mantenimiento de equipos y herramientas.
Aunque las variaciones en el ángulo de la pieza formada se reducen con el acuñado, el juego de troqueles está limitado a una operación de formado de piezas de un solo ángulo.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]