Doblado de chapas metálicas: Explicación de todo lo que debe saber
¿Alguna vez se ha preguntado por el arte y la ciencia que hay detrás de dar forma compleja a las chapas metálicas? En esta cautivadora entrada de blog, nos adentramos en el fascinante mundo del plegado de chapa metálica. Nuestro ingeniero mecánico experto desvela los secretos que se esconden tras las distintas técnicas de plegado, los materiales y los equipos, y ofrece valiosos conocimientos que le ayudarán a comprender mejor este proceso de fabricación crucial.
En general, se utilizan dos métodos para el plegado de chapas metálicas: el plegado en molde y el plegado en prensa plegadora. El plegado en molde es adecuado para piezas de chapa con estructuras complejas, bajos volúmenes de producción y procesamiento de gran volumen. Por el contrario, la plegadora es ideal para chapa metálica estructuras de mayor tamaño o menor rendimiento.
Ambos métodos de flexión tienen sus propios principios, características y ámbitos de aplicación.
I. Materiales y metales comunes
Doblado de chapas es un proceso muy utilizado en la industria manufacturera. La elección del material afecta en gran medida al producto final. En esta sección se analizarán los metales más utilizados para la chapa. doblado de metalesincluyendo sus propiedades y aplicaciones.
Acero
El acero es un material muy utilizado y versátil, compuesto de hierro y carbono. Presenta propiedades deseables como resistencia, durabilidad y rentabilidad. Existen varios tipos de acero disponibles para el curvado de chapa, incluidos:
Acero dulce: Bajo contenido en carbono permite doblarlo con facilidad; se utiliza comúnmente en piezas de automoción y construcción.
Acero inoxidable: Resistente a la corrosión gracias a la presencia de cromo; se utiliza en diversas industrias, como la alimentaria y la médica.
Aluminio
El aluminio es un metal ligero y resistente a la corrosión que ofrece una excelente conformabilidad y conductividad eléctrica. Entre sus ventajas se incluyen:
Buena relación resistencia/peso
Gran resistencia a la oxidación y la corrosión
Compatible con diversos procesos de acabado
Las aplicaciones más comunes son los componentes aeroespaciales, los equipos de transporte y las carcasas electrónicas.
Cobre
El cobre es un metal altamente conductor que se dobla y moldea con facilidad, lo que lo convierte en la elección perfecta para aplicaciones eléctricas y electrónicas. Las principales características del cobre son:
Alta conductividad eléctrica y térmica
Naturalmente antimicrobiano
Reciclable
El cobre se utiliza mucho en la industria eléctrica para el cableado, las placas de circuitos y los transformadores, así como en fontanería y aplicaciones decorativas.
Latón
El latón, una aleación de cobre y zinc, es una elección popular para plegado de chapa por su facilidad de fabricación y su atractivo aspecto. Ofrece varias ventajas, entre ellas
Resistencia a la corrosión
Baja fricción
Excelente maquinabilidad
El latón se utiliza habitualmente en elementos decorativos y arquitectónicos, instrumentos musicales y herrajes.
II. Técnicas de plegado
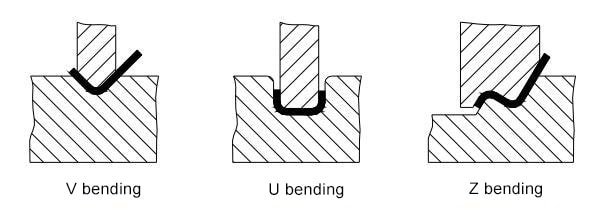
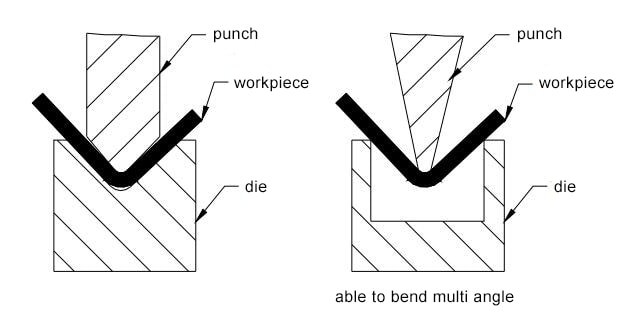
Flexión por aire
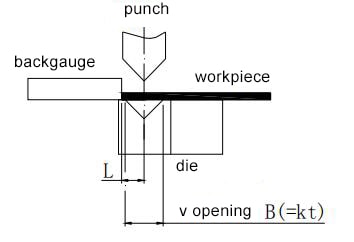
El curvado por aire es una técnica muy utilizada en transformación de chapa. El proceso consiste en colocar la chapa en una matriz con una abertura en forma de V. A continuación, el punzón ejerce presión sobre el material para que se doble. A continuación, el punzón ejerce presión sobre el material, haciendo que se doble. El ángulo de curvatura final depende de la profundidad de penetración del punzón y de las características del material. Las ventajas del curvado por aire incluyen:
Bajos costes de utillaje
Mayor flexibilidad, ya que se pueden conseguir múltiples ángulos de curvatura con el mismo utillaje.
Menor desgaste de la matriz
Acuñación
El acuñado es una técnica que utiliza una fuerza considerable para introducir una chapa metálica en una matriz, creando un pliegue. Durante el proceso de acuñado, el punzón y la matriz se presionan entre sí con la chapa metálica intercalada, lo que hace que el material se ajuste con precisión a la forma de la matriz. Las ventajas del acuñado son:
Alta precisión y repetibilidad
Reducción de los efectos del springback
Mayor resistencia del material gracias al endurecimiento por deformación
Flexión en tres puntos
La flexión en tres puntos es una técnica versátil utilizada para determinar la flexión propiedades de la chapa. En este método, la chapa metálica se apoya en dos puntos, aplicándose una fuerza en un tercer punto entre los apoyos. Este método permite:
Distribución uniforme de tensiones y deformaciones
Mejor comprensión del comportamiento de los materiales bajo cargas de flexión
Pruebas de diversos materiales y espesores
Doblado de matrices en V
El plegado de matrices en V es una técnica habitual en la industria de la chapa. El metal se coloca entre un punzón en forma de V y una matriz, que aplican presión para formar el ángulo de curvatura deseado. Este método ofrece:
Gran precisión y exactitud
Coherencia entre los distintos artículos
Amplia gama de radios de curvatura y ángulos posibles con distintos tamaños de matriz
III. Equipo de plegado
Prensas plegadoras
La prensa plegadora es un equipo de plegado de chapa ampliamente utilizado, que ofrece una gran precisión y exactitud en la producción de las formas deseadas. Consta de un punzón y una matriz, que aplican fuerza sobre la chapa para producir el plegado. Prensas plegadoras Las prensas plegadoras pueden ser hidráulicas, mecánicas o eléctricas, según las necesidades. La capacidad de una plegadora viene determinada por factores como la longitud de trabajo, el tonelaje y el tipo de sistema de control.
Mecánica: Emplea volantes y engranajes excéntricos para la aplicación de fuerzas.
Eléctrico: Utiliza servomotores y husillos de bolas para operaciones de plegado precisas.
Máquina plegadora
Las plegadoras, también conocidas como plegadoras o frenos de plegado, son otro equipo esencial en el plegado de chapa. Sujetan la chapa metálica entre una viga superior y otra inferior y, a continuación, la pliegan en el ángulo deseado utilizando una cuchilla plegadora. Este equipo es adecuado para diversos materiales, como aluminio, acero inoxidable y acero dulce, y proporciona una forma eficaz de producir grandes volúmenes de piezas dobladas. Las plegadoras pueden funcionar en modo manual o automatizado, según la complejidad del trabajo.
Manual: Utilizadas por trabajadores cualificados para proyectos sencillos o de pequeña envergadura.
Automatizado: Equipado con Controles CNC para tareas complejas y de gran volumen.
Matrices de plegado
Las matrices de plegado son componentes cruciales de los equipos de plegado de chapa metálica, ya que determinan la forma, el ángulo y el radio del plegado acabado. Están disponibles en una amplia gama de materiales, como acero endurecido, acero inoxidable y carburo de tungsteno, para soportar las fuerzas y la fricción que intervienen en el proceso de plegado. Existen varios tipos de matrices de doblado, como las matrices en V, las matrices de doblado giratorias y las matrices de limpieza, cada una con sus propias características y aplicaciones.
V-dies: Tipo más común, utilizado para los procesos de curvado por aire y curvado por el fondo.
Matrices de plegado rotativas: Minimiza la fricción, ideal para materiales sensibles propensos al rayado.
Limpieza de troqueles: Utilice un movimiento de barrido para crear curvas de radio estrecho en chapa metálica.
IV. Normas y certificaciones
Normas ISO
Las operaciones de plegado de chapas metálicas deben cumplir normas internacionales específicas para garantizar la calidad, la seguridad y la coherencia. El sitio Organización Internacional de Normalización (ISO) desarrolla y mantiene estas normas. Para el plegado de chapa, las normas pertinentes incluyen:
ISO 9013: Esta norma especifica los requisitos para los métodos de corte térmico, incluyendo corte por láser y el corte por plasma, que suelen utilizarse en los procesos de plegado de chapa.
ISO 16630: Esta norma define los métodos de ensayo mecánico utilizados para verificar la integridad estructural y las propiedades mecánicas de los materiales de chapa metálica.
El cumplimiento de las normas ISO garantiza que las operaciones de plegado de chapa produzcan productos fiables y de alta calidad para diversas industrias y aplicaciones.
Normas ASTM
En Sociedad Americana de Pruebas y Materiales (ASTM) también desempeña un papel crucial en la industria del plegado de chapa metálica mediante el establecimiento y mantenimiento de normas. Las normas ASTM relevantes para el plegado de chapa metálica incluyen:
ASTM A6/A6M: Esta norma establece los requisitos generales para acero laminado chapas, perfiles, tablestacas y barras utilizadas en diversas aplicaciones, incluido el plegado de chapas.
ASTM A480/A480M: Esta norma especifica los requisitos generales que deben cumplir las chapas, hojas y bandas de acero inoxidable y resistente al calor laminadas planas que se utilizan en el plegado de chapas metálicas.
ASTM E290: Esta norma define las metodologías para realizar ensayos de flexión en materiales metálicospara evaluar la ductilidad y la conformabilidad.
El cumplimiento de las normas ASTM garantiza que las operaciones de plegado de chapa cumplan los requisitos del sector y mantengan un alto nivel de calidad en sus productos.
V. Doblado por molde
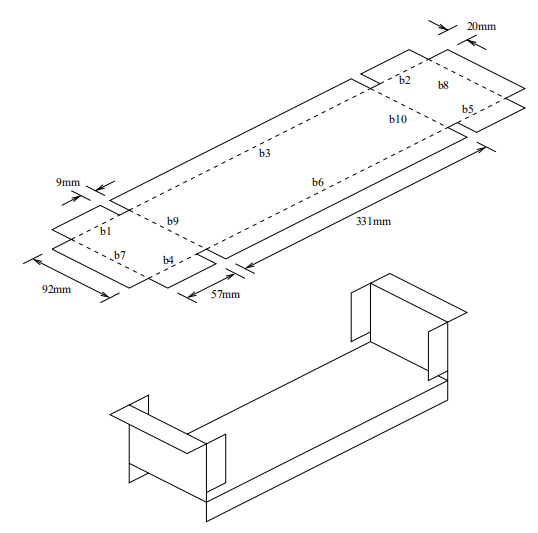
Los fabricantes suelen considerar el curvado de moldes como método de procesamiento para piezas estructurales que tienen una capacidad anual de más de 5.000 piezas y un tamaño relativamente pequeño, por lo general de alrededor de 300 x 300.
1. Molde curvado común
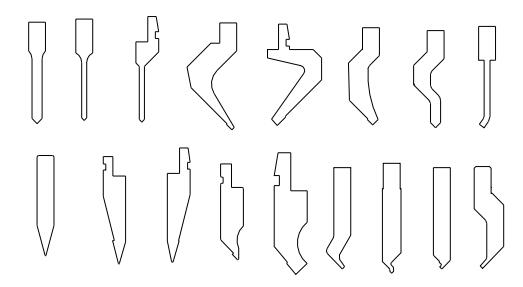
La figura 1-17 muestra las matrices de doblado más utilizadas. Para aumentar la longevidad del molde, es aconsejable incorporar esquinas redondeadas al diseñar las piezas.
Figura 1-17 Molde de conformado especial
Utilizando un matriz dobladora con una altura de pestaña demasiado pequeña no es ideal para el conformado. Normalmente, la altura de la pestaña debe ser L ≥ 3t, teniendo en cuenta el grosor de la pared.
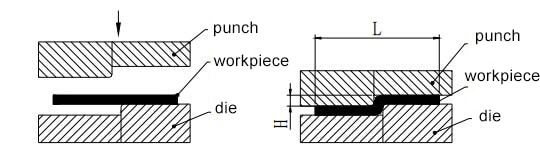
2. Método de plegado por etapas
Los peldaños en forma de Z de chapa metálica con un perfil más bajo suelen doblarse utilizando moldes sencillos en punzonadoras o prensas hidráulicas para lotes pequeños. Para lotes más grandes, se puede utilizar una matriz escalonada en una máquina curvadora, pero la altura (H) debe estar normalmente entre 0 y 1,0 veces el espesor de la pared (t).
Si la altura está entre 1,0 y 4,0 veces el grosor de la pared, puede ser necesaria una forma de molde con una estructura de descarga. La altura puede ajustarse añadiendo un espaciador, pero mantener la longitud (L) y la verticalidad del lado vertical puede resultar complicado. Si la altura es mayor, debe considerarse el doblado en una máquina plegadora.
Existen dos categorías de curvadoras: las curvadoras ordinarias y las curvadoras Plegado CNC máquinas. Las curvadoras CNC se utilizan normalmente para plegado de chapa en dispositivos de comunicación debido a la necesidad de alta precisión y a la forma irregular de la curva.
El principio básico de la máquina consiste en dar forma a la pieza de chapa utilizando el molde superior, que es el punzón de plegado, y el molde inferior, que es la matriz en forma de V.
Ventajas:
Cómodo sujeciónPosicionamiento preciso y alta velocidad de procesamiento
Desventajas:
Limitado fuerza de flexiónSólo se puede realizar un conformado sencillo y la eficacia es baja.
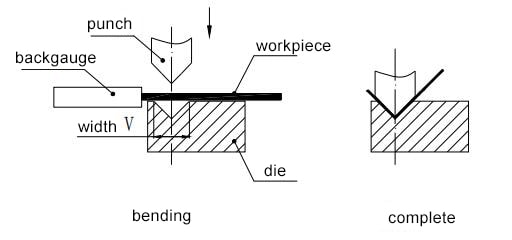
1. Principios básicos del encofrado
El principio básico del conformado se muestra en la Figura 1-19:
Figura 1-19 Principio básico del conformado
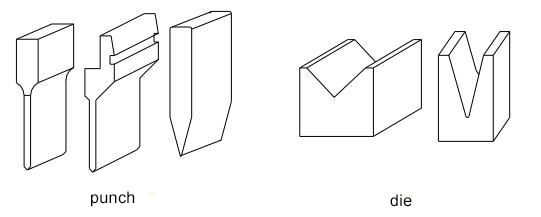
Los siguientes son dos componentes clave de la máquina curvadora:
1. Cuchilla dobladora (troquel superior)
En la figura 1-20 se muestra el aspecto de las cuchillas curvadoras. Su forma viene determinada principalmente por la forma de la pieza.
Normalmente, las herramientas de mecanizado disponen de una amplia selección de cuchillas curvadoras. Los fabricantes especializados incluso fabrican a medida una gran variedad de formas y especificaciones únicas para realizar tareas de plegado complejas.
La forma en V de la matriz inferior suele determinarse como V=6t (donde t representa el grosor del material).
El proceso de plegado se ve afectado por varios factores, como el radio de arco de la matriz superior, las propiedades del material, su grosor, la resistencia de la matriz inferior y el tamaño de la abertura en V de la matriz inferior.
Para satisfacer los distintos requisitos de los productos, los fabricantes han estandarizado las matrices de plegado, garantizando al mismo tiempo la seguridad de la plegadora.
Tener un conocimiento fundamental de las matrices de flexión disponibles es crucial durante el proceso de diseño estructural.
La figura 1-20 muestra el troquel superior a la izquierda y el inferior a la derecha.
El radio de curvatura es un factor crítico que hay que tener en cuenta al curvar chapa. Es esencial elegir un radio de curvatura adecuado que no sea ni demasiado grande ni demasiado pequeño.
Si el radio de curvatura es demasiado pequeño, puede provocar grietas durante el curvado, y si es demasiado grande, es probable que se produzcan rebotes. La Tabla 1-9 muestra el radio de curvatura preferido (radio de curvatura interior) para diferentes materiales con distintos espesores.
Material
Estado recocido
Estado de endurecimiento por trabajo en frío
La posición correspondiente de la dirección de la línea de flexión y la dirección de la fibra
vertical
en paralelo
vertical
en paralelo
08,10
0.1t
0.4 t
0.4 t
0.8 t
15,20
0.1 t
0.5 t
0.5 t
1.0 t
25,30
0.2 t
0.6 t
0.6 t
1.2 t
45,50
0.5 t
1.0 t
1.0 t
1.7 t
65Mn
1.0 t
2.0 t
2.0 t
3.0 t
Aluminio
0.1 t
0.35 t
0.5 t
1.0 t
Cobre
0.1 t
0.35 t
1.0 t
2.0 t
Latón blando
0.1 t
0.35 t
0.35 t
0.8 t
Latón semiduro
0.1 t
0.35 t
0.5 t
1.2 t
Bronce fosforoso
--
--
1.0 t
3.0 t
Nota: t es el grosor de la chapa de la tabla.
Tenga en cuenta que los datos presentados en la Tabla 1-9 se facilitan únicamente a título de referencia y no deben considerarse definitivos. En la práctica real, la mayoría de los fabricantes utilizan cuchillas curvadoras con una esquina redondeada de 0,3, y sólo unos pocos emplean una esquina redondeada de 0,5.
Por eso, el radio interior de curvatura de nuestras piezas de chapa suele ser de 0,2. Aunque este radio es suficiente para las chapas normales de acero con bajo contenido en carbono, las chapas antioxidantes placas de aluminioEn el caso de las placas de acero con alto contenido de carbono, las placas de latón y las placas de cobre, puede que no sea adecuado para el acero con alto contenido de carbono, el aluminio duro y el aluminio superduro. En estos casos, una esquina redondeada de 0,2 puede provocar la rotura de la curva o el agrietamiento de la esquina exterior.
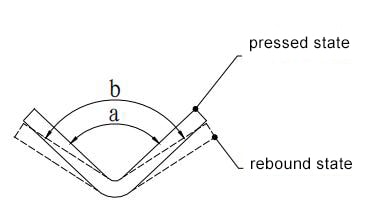
3. Rebote de flexión
Figura 1-22 Diagrama de flexión y rebote
1) Ángulo de rebote Δα=b-a
En la fórmula:
b - el ángulo real de la pieza después del rebote;
a - el ángulo del molde.
2) El tamaño del ángulo de rebote
El ángulo de rebote en una curva de aire de 90° se muestra en la Tabla 1-10.
Tabla 1-10 Ángulo de rebote en curva de aire de 90 grados
Factores que afectan al rebote y medidas para reducirlo.
La magnitud del ángulo de rebote es directamente proporcional al límite elástico del material e inversamente proporcional a su módulo elástico, E. Por lo tanto, cuando se trata de piezas de chapa que requieren gran precisión, es aconsejable utilizar acero con bajo contenido en carbono en lugar de acero con alto contenido en carbono o acero inoxidable para reducir el rebote.
Es crucial comprender que el grado de deformación disminuye a medida que la temperatura relativa radio de curvaturar/t, aumenta. A la inversa, el ángulo de rebote, Δα, aumenta a medida que disminuye el radio de curvatura relativo, r/t.
Para lograr una mayor precisión, se recomienda optar por un radio de curvatura pequeño al diseñar las esquinas redondeadas de las curvas de chapa metálica. Evite en la medida de lo posible el uso de arcos grandes, como se muestra en la Figura 1-23, ya que son difíciles de producir y controlar en cuanto a calidad.
Figura 1-23 El arco de la chapa es demasiado grande
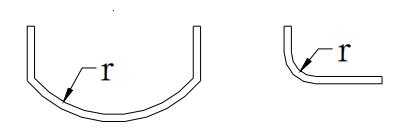
4. Cálculo del borde mínimo de una curva
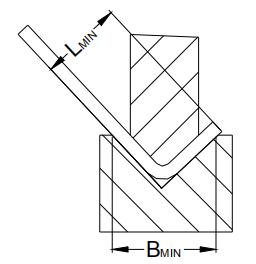
El estado inicial de la curva en forma de L se muestra en la Figura 1-24:
Figura 1-24 Curvatura en L
Un factor crucial aquí es la anchura "B" del molde inferior.
El proceso de doblado y la resistencia del molde exigen una anchura mínima del molde para distintos grosores de material. Si la anchura es inferior a este valor, pueden surgir problemas como dobleces desalineados o moldes dañados.
La experiencia práctica ha demostrado que la relación entre la anchura mínima del molde y el espesor del material puede expresarse mediante la siguiente ecuación:
Bmin = kT ①
Donde Bmin es la anchura mínima del molde, T es el espesor del material y k = 6 al calcular la anchura mínima del molde.
Las especificaciones de anchura de molde más utilizadas actualmente por los fabricantes son:
4, 5, 6, 8, 10, 12, 14, 16, 18, 20, 25
Basándose en la relación anterior, puede determinarse la anchura mínima del molde necesaria para diferentes grosores de material durante el doblado. Por ejemplo, al doblar un material de 1.5 mm de grosor placa, B = 6 * 1,5 = 9. De la serie anterior de anchos de molde, puede elegir un ancho de molde inferior de 10 mm u 8 mm.
A partir del diagrama de estado inicial del pliegue, está claro que el borde del pliegue no puede ser demasiado corto. Combinada con la anchura mínima del molde, la ecuación para determinar el borde de plegado más corto es:
Lmin = 1/2 (Bmin + Δ) + 0.5 ②
Donde Lmin es el borde de curvatura más corto, Bmin es la anchura mínima del molde, y Δ es el coeficiente de flexión de la chapa.
Al doblar una chapa de 1,5 mm de espesor, el borde de doblado más corto, Lmin = (8 + 2,5) / 2 + 0,5 = 5,75 mm (incluido el grosor de la placa).
Figura 1-25 Anchura mínima de la matriz
Cuadro 1-11: Radio de curvatura interior de chapa de acero laminada en frío tabla de referencia de material R y altura mínima de flexión
No.
Espesor
V apertura
Radio del punzón R
Altura mínima de flexión
1
0.5
4
0.2
3
2
0.6
4
0.2
3.2
3
0.8
5
0,8 o 0,2
3.7
4
1
6
1 ó 0,2
4.4
5
1.2
8(o 6)
1 ó 0,2
5,5(o 4,5)
6
1.5
10(u 8)
1 ó 0,2
6,8(o 5,8)
7
2
12
1,5 o 0,5
8.3
8
2.5
16(o 14)
1,5 o 0,5
10,7(o 9,7)
9
3
18
2 ó 0,5
12.1
10
3.5
20
2
13.5
11
4
25
3
16.5
Nota:
La altura mínima de curvatura viene determinada por el grosor del material.
Para las curvas en V agudas, la curva más corta debe aumentarse en 0,5.
En curvado del aluminio o de acero inoxidable, la altura mínima de doblado puede variar ligeramente. Concretamente, la placa de aluminio requerirá una altura de doblado menor, mientras que la de acero inoxidable chapa de acero necesitará uno mayor. Consulte la tabla anterior para obtener más información.
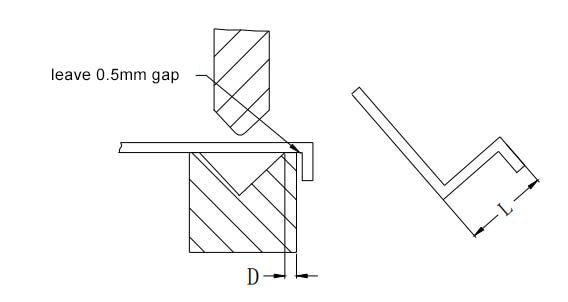
5. Altura mínima de la curva en Z
La Figura 1-26 muestra el estado inicial del doblado en Z. Los procesos de doblado en Z y en L comparten una similitud y se encuentran con el problema del borde mínimo de doblado. Sin embargo, el borde más corto del doblez en Z es mayor que el del doblez en L, debido a la estructura de la matriz inferior. La fórmula utilizada para calcular el borde mínimo del plegado en Z es:
Lmin=1/2(Bmin+Δ)+D + 0.5 + T ③
Lmin se refiere al borde de doblado más corto, mientras que Bmin es la anchura mínima del molde. Δ representa el coeficiente de flexión de la chapa, T se refiere al grosor del material, y D es el tamaño estructural de la matriz inferior hasta el borde, que suele ser superior a 5 mm.
Figura 1-26 Curva en Z
El tamaño mínimo de la curva L para curvas en Z de chapa metálica de diferentes espesores de material se muestra en la Tabla 1-12 a continuación:
En el caso del plegado secundario o de orden superior, es habitual que se produzcan interferencias entre la pieza y la herramienta. La figura 1-27 muestra la zona de interferencia, en negro, que puede impedir el plegado correcto o provocar deformaciones debido a la interferencia.
Figura 1-27 Interferencia de flexión
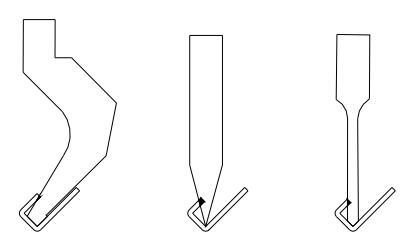
El problema de las interferencias en el plegado de chapa no es complejo. Simplemente implica comprender la forma y el tamaño de la matriz de plegado y evitarla al diseñar la estructura. La figura 1-28 muestra las formas de sección transversal de varias matrices de doblado típicas, que se detallan en el manual de moldes de chapa y tienen entidades de herramienta correspondientes en la biblioteca intralink.
Si hay incertidumbre en el diseño, se puede realizar una prueba de interferencia de montaje directo utilizando la herramienta basada en el principio que se muestra en la figura.
Figura 1-28 Cuchilla dobladora
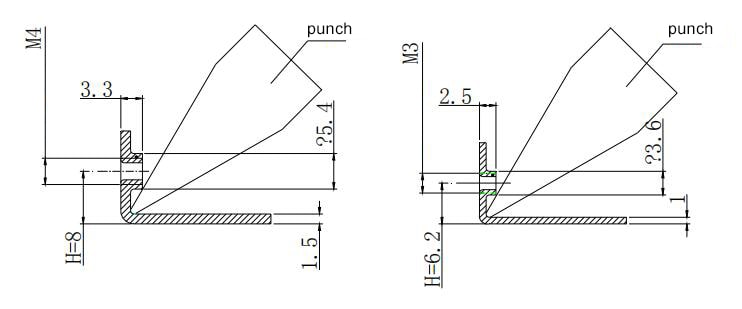
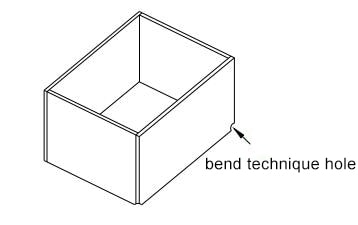
Al realizar el doblado de agujeros, es importante evitar diseñar D (como se muestra en la Figura 1-29) demasiado pequeño. El valor mínimo de D puede calcularse o trazarse en función de varios factores, como el grosor del material, el diámetro exterior del agujero pasante, la altura del agujero de la brida y los parámetros seleccionados de la herramienta de doblado.
Por ejemplo, si está realizando un roscado de orificio abatible M4 en una chapa de 1,5 mm, D debe ser superior a 8 mm para evitar que la herramienta de doblado entre en contacto con la pestaña.
6. Distancia mínima entre el orificio y el agujero oblongo
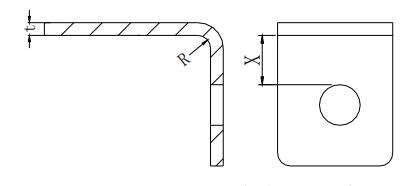
La figura 1-30 ilustra que si el borde del orificio se coloca demasiado cerca de la línea de plegado, el proceso de plegado puede hacer que la forma del orificio cambie, ya que no se puede acomodar. Para evitar que esto ocurra, es fundamental asegurarse de que la distancia entre el borde del orificio y la línea de plegado es mayor o igual que el margen mínimo del orificio, que es X ≥ t + R.
Figura 1-30 Distancia mínima del agujero redondo al borde doblado
Tabla 1-13 Distancia mínima del agujero redondo al borde doblado
Espesor
0.6~0.8
1
1.2
1.5
2
2.5
Distancia mínima X
1.3
1.5
1.7
2
3
3.5
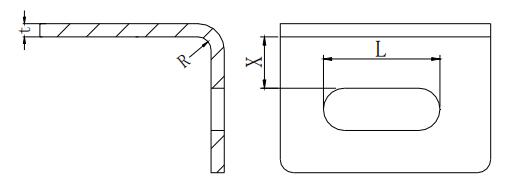
La figura 1-31 revela que el agujero alargado está situado demasiado cerca de la línea de plegado. En consecuencia, durante el proceso de plegado, el material no puede acomodarse correctamente, lo que provoca una deformación en la forma del orificio. Por lo tanto, es fundamental asegurarse de que la distancia entre el borde del orificio y la línea de pliegue es mayor que el margen mínimo del orificio especificado en la Tabla 1-14. Además, el radio de curvatura se puede encontrar en la Tabla 1-9.
Figura 1-31 Distancia mínima entre el orificio redondo largo y el borde doblado
Tabla 1-14 Distancia mínima del orificio redondo largo al borde doblado
L
<26
26~50
>50
Distancia mínima X
2t+R
2,5t+R
3t+R
Para los agujeros sin importancia, pueden ampliarse hasta el línea de plieguecomo se ilustra en la Figura 1-32. Sin embargo, esto tiene el inconveniente de afectar a la apariencia.
7. Tratamiento especial cuando el orificio está cerca de la curva
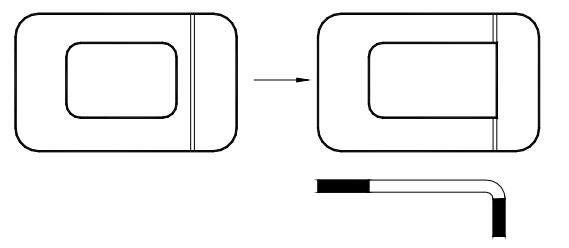
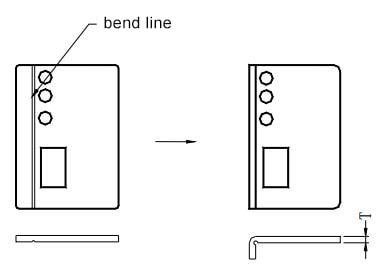
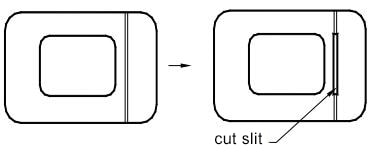
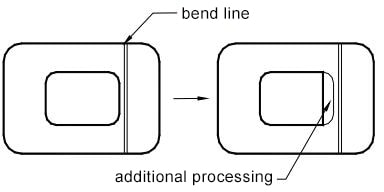
Si la distancia entre el orificio más cercano a la línea de doblado y el borde doblado es inferior a la distancia mínima requerida, pueden producirse deformaciones tras el doblado. Para cumplir los requisitos del producto, puede consultar las posibles soluciones en la Tabla 1-15. No obstante, es fundamental tener en cuenta que estos métodos carecen de precisión técnica, por lo que debe evitarse el diseño estructural siempre que sea posible.
Tabla 1-15 Tratamiento especial cuando el orificio está cerca de la curva
1) Presionar la ranura antes de doblar.En el diseño real, debido a las necesidades de diseño estructural, la distancia real es menor que la distancia anterior.El fabricante de procesamiento a menudo realiza el prensado de la ranura antes de la flexión, como se muestra en la Figura 1-31.La desventaja es: se necesita un proceso adicional para el procesamiento de flexión, la eficiencia es menor, la precisión es menor, y en principio, debe evitarse tanto como sea posible.
2) Cortar agujero o línea a lo largo de la línea de curvatura: cuando la línea de curvatura no tiene ningún efecto sobre la apariencia de la pieza de trabajo o es aceptable, a continuación, utilizar el corte de agujero para mejorar sus técnicas.Desventajas: afectan a la apariencia. Y cuando se corta una línea o cortar una ranura estrecha, por lo general es necesario cortar con una máquina láser.
3) Terminación al tamaño de diseño después de doblar en el borde del agujero cerca de la línea de doblado.Cuando se requiere el margen del agujero, se puede manejar de esta manera.Generalmente, esta eliminación de material secundario no se puede completar en una punzonadora, y el segundo corte sólo se puede realizar en el máquina de corte por láserLa colocación es problemática y el coste de procesamiento es elevado.
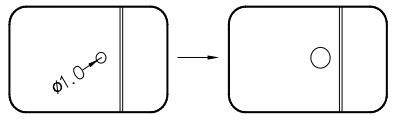
4) Después de la flexión, el proceso de escariado de agujeros sólo tiene uno o varios agujeros de píxeles a la línea de plegado y la distancia es menor que la distancia mínima entre los agujeros.Cuando la apariencia del producto es estricta, con el fin de evitar el dibujo durante el plegado, el píxel se puede realizar en este momento.Tratamiento de contracción, es decir, cortar un pequeño círculo concéntrico (por lo general Φ1,0) antes de la flexión, y el escariado al tamaño original después de la flexión.Desventajas: muchos proyectos, baja eficiencia.
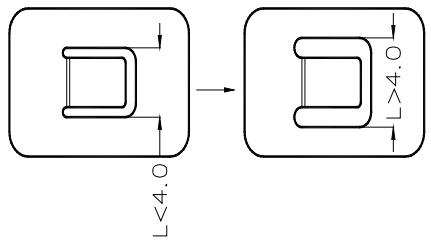
5) El ancho mínimo de la matriz superior de la máquina dobladora es de 4.0mm (actual).Debido a esta limitación, el agujero en la parte de doblado de la pieza de trabajo no debe ser inferior a 4.0mm.De lo contrario, la abertura debe ser ampliada o utilizar matriz fácil de formar para realizar el doblado.Desventajas: baja eficiencia en la fabricación del molde fácil, baja eficiencia en la producción del molde fácil; el escariado afecta la apariencia.
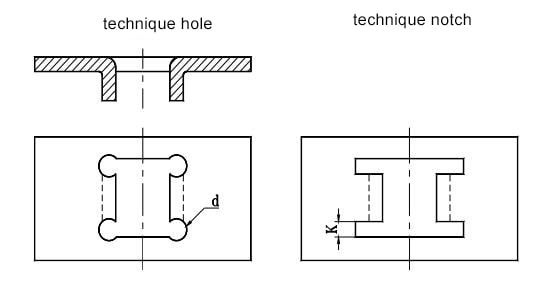
Orificios de proceso, ranuras de proceso y muescas para piezas curvas
Al diseñar el doblez, se recomienda añadir un orificio de proceso de punzonado, una ranura de proceso o una muesca de proceso antes del troquelado si es necesario realizar el doblez en la cara interior de la pieza en bruto, como se muestra en la Figura 1-33.
Figura 1-33 Añadir perforación, proceso o muesca de proceso
D- diámetro del orificio de proceso, d ≥ t;
Anchura de la muesca del proceso K, K ≥ t.
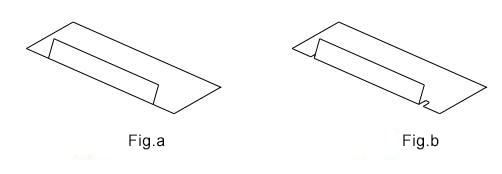
La grieta evita la ranura o la hendidura cortada:
Al diseñar una pieza doblada, para evitar el desgarro y la distorsión de los bordes, suele ser necesario crear una ranura para evitar grietas o una hendidura de corte. Esto es especialmente importante cuando el radio de curvatura interior es inferior a 60 grados. La anchura de la hendidura debe ser mayor que el espesor del material (t), y la profundidad de la hendidura debe ser al menos 1,5 veces el espesor del material. Como se muestra en la Figura 1-34, la Figura b se considera una mejor opción de diseño que la Figura a.
Figura 1-34 Doblado de la chapa con la ranura o hendidura de fisura
Las muescas y orificios de proceso deben procesarse adecuadamente. Si la apariencia de las piezas de trabajo es una preocupación y son visibles desde el panel, los agujeros de proceso de esquina para doblado pueden omitirse (por ejemplo, la muesca de proceso no se añade durante el procesamiento del panel para mantener un estilo uniforme). Sin embargo, otros dobleces deben incluir un orificio de proceso de esquina, como se muestra en la Figura 1-35.
Figura 1-35 Agujero de proceso de esquina doblada
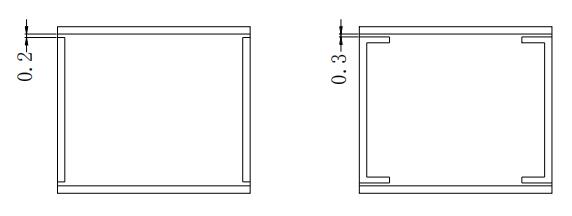
Al diseñar los planos, se recomienda evitar marcar la separación entre las intersecciones de doblado en la dirección de 90 grados, a menos que exista un requisito específico. Un marcado incorrecto de la separación puede afectar al diseño del proceso de fabricación. Normalmente, los fabricantes diseñan el proceso con una separación de 0,2 a 0,3, como se ilustra en la Figura 1-36.
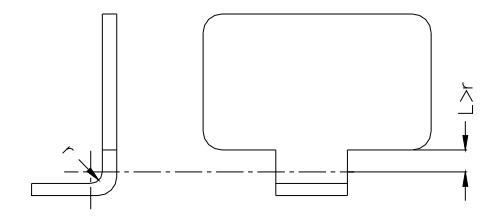
La zona de flexión de un componente doblado debe mantenerse alejada de las zonas con cambios bruscos en la forma del componente. La distancia L de la línea de doblado a la zona de deformación debe ser mayor que el radio de doblado (r), lo que significa L ≥ r, como se muestra en la Figura 1-37.
Figura 1-37 La zona de flexión debe evitar la ubicación del cambio brusco de la pieza
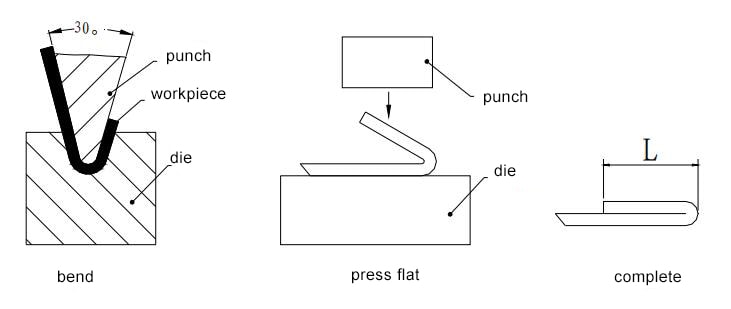
9. Dobladillo único
El método para dobladillar: La chapa se dobla primero en un ángulo de 30 grados utilizando una matriz de doblado de 30 grados, como se muestra en la Figura 1-38, y luego se aplana el lado doblado.
Figura 1-38 Método de dobladillado
La dimensión mínima del borde de curvatura, "L", en la Figura 1-38 es 0,5t, donde "t" representa el espesor del material, de acuerdo con el tamaño mínimo del borde de una curvatura descrito anteriormente. La técnica del "borde muerto prensado" se utiliza comúnmente para materiales como el acero inoxidable, chapa galvanizaday chapa de aluminio-cinc. Sin embargo, no deben utilizarse piezas chapadas, ya que puede producirse un atrapamiento de ácido en el lugar del dobladillo.
10. Flexión de 180
El método del doblez de 180 grados: Como se muestra en la Figura 1-39, primero doble la placa en un ángulo de 30 grados utilizando una cuchilla de doblado de 30 grados. A continuación, enderece el borde doblado y, por último, retire el protector.
Figura 1-39 Método de la curva de 180 grados
La dimensión mínima del borde de la curva (L) en la figura es igual a la dimensión mínima del borde de la curva de una sola curva más el espesor del material (t). La altura (H) debe seleccionarse entre los tamaños de placa utilizados habitualmente, como 0,5, 0,8, 1,0, 1,2, 1,5 o 2,0. Por lo general, no se recomienda elegir una altura superior a estas opciones. Por lo general, no se recomienda elegir una altura superior a estas opciones.
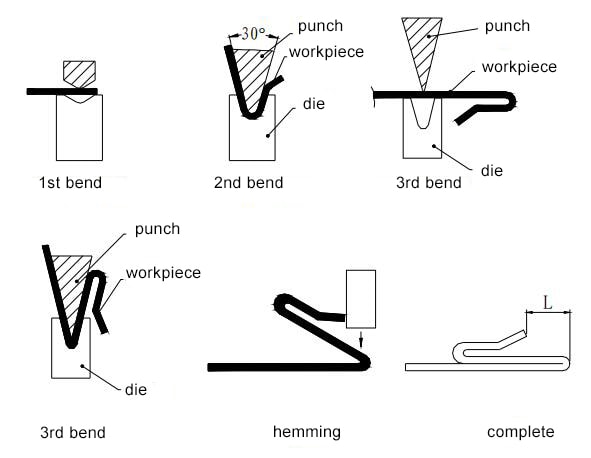
11. Plegado triple dobladillo
Como se muestra en la Figura 1-40, primero hay que doblar la forma y luego el borde. Al diseñar, tenga en cuenta las dimensiones de cada componente para garantizar que cada paso del proceso cumple el tamaño mínimo de plegado, evitando así la necesidad de un postprocesado adicional.
Figura 1-40 Dobladillo de plegado triple
Tabla 1-16 Tamaño mínimo del borde de apoyo requerido para el aplanamiento final del borde de flexión
Espesor
0.5
0.6
0.8
1.0
1.2
1.5
2.0
2.5
Tamaño del borde de apoyo L
4.0
4.0
4.0
4.0
4.5
4.5
5.0
5.0
VII. Consejos de seguridad y buenas prácticas
Cuando se trabaja con plegado de chapa metálica, es crucial dar prioridad a la seguridad y seguir las mejores prácticas para minimizar el riesgo de accidentes. Estos son algunos consejos clave para garantizar un entorno de trabajo seguro:
Equipos de protección individual (EPI): Asegúrese de que todos los trabajadores llevan el equipo de protección adecuado, como gafas de seguridad, guantes resistentes a los cortes, calzado con puntera de acero y protección auditiva. Esto ayuda a evitar lesiones por bordes afiladosEl proceso de curvado se realiza con maquinaria pesada y ruidos fuertes.
Mantenimiento adecuado de las herramientas: Mantener las herramientas y el equipo de plegado en condiciones óptimas es esencial tanto para la seguridad como para el rendimiento. Inspeccione, limpie y lubrique periódicamente las herramientas para evitar problemas como piezas atascadas o rotas que puedan provocar accidentes.
Formación de los empleados: Garantizar que todos los empleados sepan utilizar los equipos de plegado de chapa de forma correcta y segura. Imparta formación sobre técnicas habituales de plegado, uso de herramientas y protocolos de seguridad para reducir el riesgo de accidentes y lesiones.
Conocer las propiedades mecánicas de los materiales utilizados en el plegado de chapa es fundamental tanto para la seguridad como para el éxito. Estas son algunas de las mejores prácticas para trabajar con distintos materiales:
Elija los materiales adecuados: Seleccione chapas metálicas con características adecuadas para la curvatura deseada, como grosor, ductilidad y dureza. Ciertos materiales, como el aluminio, pueden ser más susceptibles a grietas y fracturas si se doblan más allá de su capacidad.
Optimizar las operaciones de plegado: Para evitar defectos y reducir la tensión sobre el material, utilice siempre las técnicas de doblado correctas. Distribuya la tensión uniformemente colocando la línea de doblado perpendicular a la dirección del grano o utilizando radios de doblado adecuados para materiales específicos.
Además, un espacio de trabajo limpio y organizado es vital para la ejecución segura y eficaz de las tareas de plegado de chapa. Al mantener el lugar de trabajo ordenado, los trabajadores pueden localizar fácilmente sus herramientas y reducir el riesgo de accidentes debidos a tropiezos o a equipos mal colocados.
Siguiendo estos consejos de seguridad y buenas prácticas, los operarios pueden realizar con confianza operaciones de plegado de chapa metálica de forma profesional y eficiente sin ponerse en peligro a sí mismos ni a sus compañeros de trabajo.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se diseñan y fabrican con precisión las piezas de chapa metálica? En esta entrada del blog nos adentraremos en el fascinante mundo de la tolerancia de...
¿Alguna vez se ha enfrentado a problemas de plegado de chapas metálicas que le han hecho rascarse la cabeza? En esta perspicaz entrada de blog, un experimentado ingeniero mecánico comparte su...
¿Le cuesta diseñar piezas de chapa metálica precisas? Descubra los secretos del factor K, un concepto crucial en la fabricación de chapas metálicas. En este artículo, nuestro experto ingeniero mecánico desmitifica...
¿Alguna vez ha tenido problemas para desplegar con precisión piezas de chapa metálica? Este artículo explora el arte y la ciencia que hay detrás de los cálculos de desdoblamiento de chapa metálica. Descubra los conceptos clave, las fórmulas y las técnicas utilizadas...
¿Alguna vez se ha preguntado cómo afectan los distintos materiales al plegado de chapas metálicas? En este perspicaz artículo, un experimentado ingeniero mecánico comparte su experiencia sobre el impacto de los tipos de material, el grosor y...
¿Alguna vez se ha preguntado por qué las piezas de chapa metálica se agrietan o deforman durante el plegado? Este artículo explora los principios esenciales del diseño de chapas metálicas, centrándose en las técnicas de plegado...
¿Qué hace que una chapa plana se transforme en formas complejas con precisión y exactitud? La respuesta está en el intrincado proceso de deformación del plegado de chapa metálica. Este artículo se sumerge...
¿Cómo pueden unas técnicas precisas y unos límites cuidadosos transformar la chapa metálica en componentes esenciales? En este artículo, explorará varios métodos como el aplanado, el plegado de piezas en U a 180° y el doblado triple,...
¿Alguna vez ha tenido problemas para conseguir curvados perfectos en chapa metálica? Este artículo se sumerge en consejos y trucos esenciales para dominar el plegado de chapa metálica, abarcando desde la secuenciación del proceso hasta el análisis de la plegabilidad....