Normalizar los procedimientos operativos de producción de todos los productos de fundición a presión de aleaciones de zinc de la empresa.
2. Alcance
Es aplicable como guía operativa tanto para la producción interna de la empresa como para el apoyo a los fabricantes de productos de fundición a presión de aleaciones de zinc.
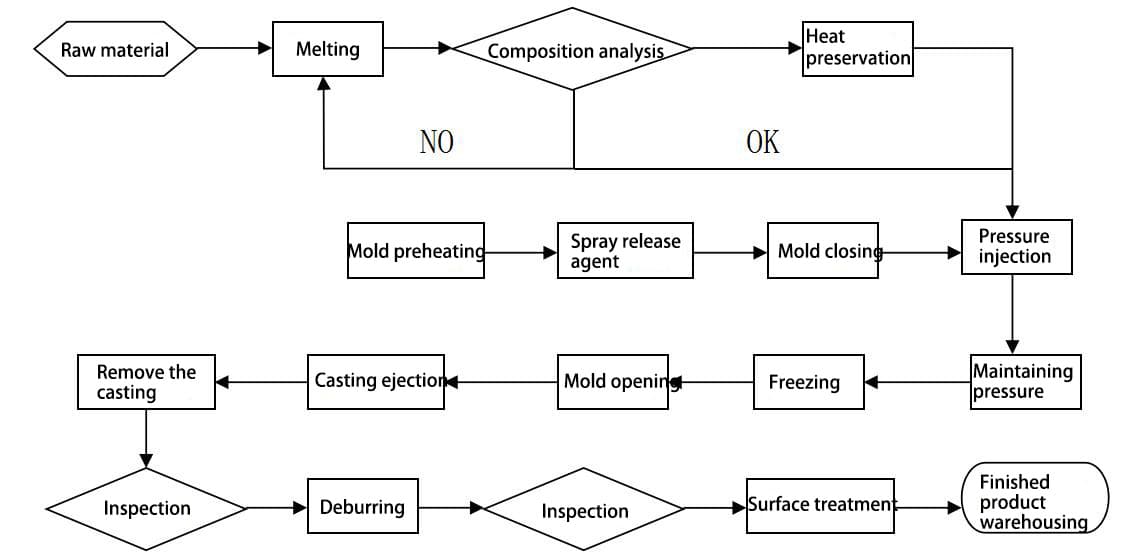
3. Diagrama de flujo del proceso
4. Procedimiento de operación de producción
4.1 Inicialmente, la temperatura de fusión de la aleación se ajusta entre 435°C y 440°C. Tras la fusión completa de la aleación, la temperatura se ajusta a un intervalo de mantenimiento de 420°C a 430°C.
4.2 Una vez que la aleación está totalmente fundida, se retira la escoria y se realiza un ensayo de composición.
4.3 La composición de la aleación se controla del siguiente modo:
Elemento
Al
Cu
Mg
Fe
Pb
Cr
Sn
Zn
Contenido
3.8-4.3
0.7-1.1
0.035-0.06
<0.02
<0.003
<0.003
<0.001
Resto
4.4 Ajustar la presión de inyección a: 45-50 Kg/cm2; la velocidad de inyección es: 2,5m/s; el tiempo de llenado del molde es 0,01s; el tiempo de aumento de presión es: 1,5s; el tiempo de enfriamiento es: 6s.
4.5 Precalentar el molde a 150-200°C.
4.6 Aplicar el desmoldeante y el aceite de punzonado uniformemente, la proporción de desmoldeante original y agua es de aproximadamente 1:200.
4.7 Retraer la varilla de expulsión y realizar la acción de cierre del molde.
4.8 Después de la carga, realice la acción de inyección para llenar la aleación fundida en la cavidad del molde.
4.9 Una vez enfriada la pieza de fundición, expúlsela y retírela del molde.
4.10 Inspeccionar la colada para detectar defectos tales como cierre en frío, porosidad, disparo corto, ampollas, patrones, etc.
4.11 Retirar el bebedero, la boca de escoria, la rebaba, etc. de las piezas fundidas cualificadas.
4.12 Realizar chorro de arena en la superficie de fundición, e inspeccionar antes de almacenar.
5. Precauciones de producción
5.1 Asegúrese de que los lingotes de aleación se almacenan en una zona limpia y seca.
5.2 La proporción de nuevo material a material reciclado no debe superar 50%.
5.3 Cumplir estrictamente los procedimientos operativos de seguridad.
5.4 Marque claramente los productos cualificados y no cualificados, diferenciándolos estrictamente.
5.5 Llevar equipo de protección laboral durante el proceso de producción para garantizar una producción segura.
5.6 Al final de la producción, realice trabajos de protección y limpieza en la máquina y el equipo.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]