
Bagan Gaya Lentur Udara (Amada)
Dalam artikel blog ini, kita akan menjelajahi dunia pembengkokan udara yang menarik dan grafik gaya yang memungkinkannya. Bergabunglah bersama kami saat kami mempelajari ilmu pengetahuan di baliknya...
Pernahkah Anda bertanya-tanya bagaimana cara menghitung gaya tekukan secara akurat yang diperlukan untuk fabrikasi lembaran logam? Dalam artikel blog yang penuh wawasan ini, kami akan menjelajahi seluk-beluk perhitungan gaya tekuk, dengan memanfaatkan keahlian para insinyur mesin yang berpengalaman. Temukan faktor-faktor utama yang memengaruhi gaya tekuk dan pelajari cara menerapkan formula yang telah terbukti untuk mengoptimalkan proses pembentukan logam Anda. Bersiaplah untuk meningkatkan pengetahuan pembengkokan lembaran logam Anda ke tingkat yang lebih tinggi!

Saat ini, rumus untuk menghitung gaya tekuk yang banyak digunakan telah diadopsi dari sumber luar negeri tanpa informasi apa pun mengenai asal-usul atau cakupan aplikasinya.
Artikel ini menyajikan analisis sistematis mengenai proses penurunan rumus untuk menghitung gaya lentur, serta parameter yang diperlukan.
Lebih jauh lagi, pendekatan baru untuk menghitung gaya lentur diperkenalkan untuk memperluas cakupan aplikasinya.
Menghitung gaya tekuk untuk lembaran logam sangat penting untuk mencapai proses pembengkokan yang akurat dan efisien. Memahami perhitungan ini membantu dalam memilih alat yang sesuai dan memastikan kualitas tekukan. Bab ini memberikan gambaran umum mengenai konsep utama, alat bantu, dan tips praktis untuk menghitung gaya tekuk pada pekerjaan lembaran logam.
Perhitungan gaya tekuk sangat penting dalam pekerjaan lembaran logam untuk memastikan bahwa jumlah gaya yang tepat diterapkan selama proses pembengkokan. Hal ini mencegah pemborosan material, kerusakan alat, dan memastikan kualitas tekukan yang diinginkan. Perhitungan yang akurat membantu dalam memilih rem tekan dan perkakas yang tepat, sehingga menghasilkan produksi yang efisien dan penghematan biaya.
Gaya tekuk (F) yang diperlukan untuk menekuk lembaran logam dapat dihitung dengan menggunakan rumus:
dimana:
Jari-jari internal (R) tikungan sering kali diperkirakan berdasarkan bukaan cetakan (V):
Bukaan cetakan (V) dipilih berdasarkan ketebalan lembaran (S):
Panjang flens minimum memastikan material tidak jatuh selama proses pembengkokan dan dihitung dengan mempertimbangkan bukaan die dan sudut tekukan.
Dalam beberapa tahun terakhir, program mesin rem tekan telah digunakan secara luas di berbagai industri dan telah memperluas kemampuan pemrosesannya.
Meskipun populer, namun masih kurang pembahasan yang sistematis mengenai perhitungan gaya lentur.
Saat ini, ada sekitar dua jenis rumus perhitungan gaya lentur yang direkomendasikan oleh manual produk yang berbeda produsen rem tekan.
Dalam rumus:
Rumus yang direkomendasikan untuk menghitung gaya lentur oleh produsen didasarkan pada rumus yang disebutkan sebelumnya.
Kedua formula ini diambil dari berbagai brosur produk, namun, tidak ada bukti keakuratannya.
Kalkulator terkait: Tekan Kalkulator Tonase Rem
Gambar 1 adalah representasi skematis dari proses pembengkokan dari selembar kertas.
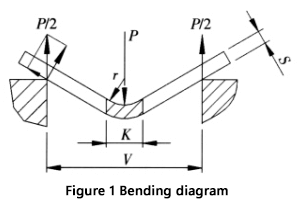
Perhitungan gaya lentur dan parameternya dijelaskan sebagai berikut:
Lebar bukaan cetakan bawah (V) yang direkomendasikan untuk pembengkokan bebas adalah 8 hingga 10 kali ketebalan lembaran (S), dengan rasio lebar-ke-ketebalan V/S = 9.
Produsen rem tekan memberikan nilai lebar cetakan (V) dan radius dalam (r) benda kerja yang ditekuk dalam tabel parameter gaya tekukan mereka. Rasio radius-ke-lebar biasanya r = (0,16 hingga 0,17) V, dan dalam hal ini, nilai 0,16 digunakan.
Selama proses pembengkokan, material di zona deformasi mengalami deformasi plastis yang signifikan, sehingga menyebabkannya membengkok di sekitar garis tengah.
Pada sebagian kasus, retakan kecil dapat muncul pada permukaan luar area lengkung.
Tegangan di zona deformasi, kecuali di dekat lapisan tengah, mendekati kekuatan tarik material, dengan bagian atas lapisan netral dikompresi dan bagian bawah mengalami tegangan.
Gambar 2 mengilustrasikan penampang melintang dan diagram tegangan yang sesuai di zona deformasi.
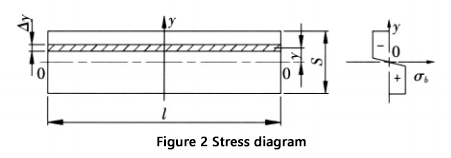
Momen lentur pada bagian zona deformasi adalah:
Momen lentur yang dihasilkan oleh gaya lentur di zona deformasi digambarkan pada Gambar 1.
Dari M1 = M2kita dapatkan:

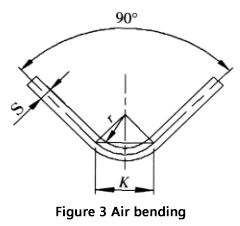
Ketika membengkokkan lembaran dengan cetakan universal pada mesin pembengkok, seperti yang ditunjukkan pada Gambar 3, sebagian besar lembaran dibengkokkan hingga 90°. Dalam hal ini, K adalah:

Dengan mengganti K ke dalam persamaan (1), kita memperoleh:

Kekuatan tarik bahan biasa, σb, adalah 450 N/mm². Nilai ini dapat digunakan dalam rumus (2) untuk menghitung hasilnya.
Rumus untuk menghitung gaya lentur yang diperoleh di sini sesuai dengan informasi yang diberikan dalam brosur asing.
Variabel-variabel dalam rumus tersebut adalah:
Seperti yang dapat dilihat dari proses penurunan, ketika menggunakan rumus (2) atau (3) untuk menghitung gaya tekuk, penting untuk memastikan bahwa dua kondisi tambahan terpenuhi: rasio lebar terhadap ketebalan (V/S) harus sama dengan 9, dan rasio jari-jari terhadap lebar harus sama dengan 0,16.
Jika kondisi ini tidak terpenuhi, kesalahan yang signifikan dapat terjadi.
Perhitungan gaya tekuk dapat menjadi rumit ketika tidak memungkinkan untuk memenuhi dua persyaratan tambahan (rasio lebar-ke-tebal V/S = 9 dan rasio jari-jari-ke-lebar = 0,16) karena keterbatasan desain atau proses.
Dalam situasi seperti itu, disarankan untuk mengikuti langkah-langkah berikut ini:
Langkah-langkah ini akan memberikan hasil yang lebih tepat dan dapat diandalkan dibandingkan dengan menggunakan rumus yang umum digunakan. Contoh untuk mengilustrasikan proses ini ditunjukkan pada Gambar 4.
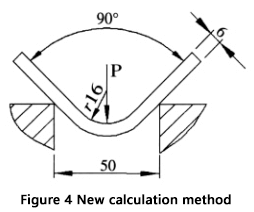
Diberikan: Ketebalan lembaran (S) = 6mm, Panjang lembaran (l) = 4m, Jari-jari tekukan (r) = 16mm, Lebar bukaan cetakan bawah (V) = 50mm, dan Kekuatan tarik material (σb) = 450N/mm².
Pertanyaan: Bagaimana cara menghitung gaya tekukan yang diperlukan untuk pembengkokan udara?
Berikut ini adalah langkah-langkahnya:
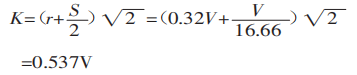
Pertama, hitung rasio lebar terhadap ketebalan dan rasio jari-jari terhadap lebar:

Kemudian, hitung proyeksi lebar area deformasi:
Terakhir, gunakan rumus (1) untuk menghitung gaya lentur:

Jika rumus yang biasanya direkomendasikan digunakan untuk menghitung gaya lentur:
Dapat disimpulkan dari P1/P2 = 1,5 bahwa perbedaan antara P1 dan P2 adalah 1,5 kali.
Alasan perbedaan ini adalah, karena pada contoh ini, radius tekukan relatif besar, yang menghasilkan area terdeformasi yang meningkat, sehingga memerlukan gaya tekukan yang lebih besar.
Rasio radius terhadap lebar dalam contoh ini adalah 0,32, yang melampaui kriteria yang disebutkan sebelumnya.
Menggunakan rumus standar untuk menghitung gaya tekukan tidak cocok untuk skenario ini. Keuntungan menggunakan metode baru untuk penghitungan dapat diamati dalam contoh ini.
Selain itu, tersedia kalkulator online untuk menghitung gaya lentur dengan menggunakan metode baru.
Tabel Kekuatan Tarik
| Bahan | Kekuatan tarik | ||
|---|---|---|---|
| Amerika | Eropa | Cina | N/mm² |
| 6061 Aluminium | Alu50 | LD30 | 290 |
| 5052 Aluminium | Alu35 | LF2 | 303 |
| 1010 Baja ringan | DC01 | 10/10F | 366 |
| A 536 -80 G 60-40-18 | GGG-40 | QT400-18 | 400 |
| A 351 G CF 8 | G-X 6CrNi 18 9 | Q235 | 450 |
| A 572 G50 | S 355 MC | Q345 | 550 |
| 304 Tahan karat | Inox V2A | 0Cr18Ni9 | 586 |
| 316 Tahan karat | Inox V4A | 0Cr17Ni12Mo2 | 600 |
| 4140 Paduan rendah | 42 CrMo 4 | 42CrMo | 1000 |
Rumus untuk menghitung parameter pembengkokan berbeda dari pembengkokan udara.

1. Lebar dari die vee:
V = lembaran logam ketebalan × 5
2. Jari-jari internal ditentukan oleh ujung punch, yang harus dipilih sesuai dengan rumus berikut ini:
Radius = ketebalan lembaran logam × 0.43.
3. Gaya yang diperlukan untuk melebur: Gaya yang diperlukan untuk melebur: Gaya yang diperlukan untuk melebur: Gaya
F(kn / m) = Ketebalan2× 1,65 × Kekuatan Tarik (N / mm2)× 4,5 / Lebar Die Vee
4. Rumus untuk menghitung tepi internal minimum tetap sama:
Tepi internal minimum = Die vee × 0.67

Beberapa alat memerlukan gaya tertentu untuk menghasilkan lembaran logam dan untuk mengelola pegas untuk mendapatkan profil yang dibutuhkan.
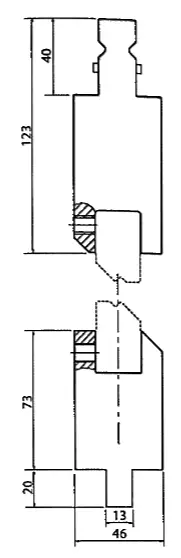
Sebagai contoh, kita akan mempertimbangkan alat jogging, yang membuat dua tikungan sekaligus dengan jarak yang pendek antara tikungan dan tikungan balik.
Karena alat ini membuat dua tikungan sekaligus, springback harus dibatalkan sepenuhnya dengan melakukan coining.
Persamaan untuk menghitung gaya yang diperlukan adalah:

Alat jogging biasanya terdiri dari dudukan sisipan yang digunakan untuk memasukkan alat jogging yang dipilih sesuai dengan jogging dan sudut yang diperlukan, yang dikencangkan dengan sekrup grub.
Penting untuk meminta saran teknis dari produsen sebelum membeli, karena sistem ini hanya dapat membengkokkan lembaran logam tipis, maksimum 2mm, tetapi ketebalan maksimum akan tergantung pada jenis sisipan dan bisa kurang dari 2mm.
Di bawah ini adalah jawaban atas beberapa pertanyaan yang sering diajukan:
Kekuatan tarik memainkan peran penting dalam menentukan gaya tekuk yang diperlukan untuk lembaran logam. Kekuatan tarik adalah tegangan maksimum yang dapat ditahan oleh suatu material saat diregangkan sebelum putus. Ketika lembaran logam ditekuk, ia mengalami tegangan tarik dan tekan. Permukaan luar tikungan mengalami tegangan tarik, sedangkan permukaan bagian dalam mengalami tegangan tekan.
Gaya tekuk yang dibutuhkan secara langsung dipengaruhi oleh kekuatan tarik material karena kekuatan tarik yang lebih tinggi berarti material dapat menahan tekanan yang lebih besar tanpa mengalami kegagalan. Hal ini menyiratkan bahwa untuk material dengan kekuatan tarik yang lebih tinggi, gaya yang lebih besar diperlukan untuk mencapai tingkat pembengkokan yang sama dibandingkan dengan material dengan kekuatan tarik yang lebih rendah.
Untuk menghitung gaya tekuk, tegangan tekuk, yang terkait dengan kekuatan tarik, dipertimbangkan. Rumus tegangan lentur
melibatkan momen tekuk (M), jarak dari sumbu netral ke serat terluar (c), dan momen inersia penampang (I). Momen tekukan dipengaruhi oleh gaya yang diterapkan dan panjang lengan tuas. Memastikan bahwa tegangan tekuk tidak melebihi kekuatan tarik material sangat penting untuk mencegah kegagalan selama pembengkokan.
Singkatnya, kekuatan tarik yang lebih tinggi membutuhkan gaya tekuk yang lebih tinggi untuk membengkokkan lembaran logam tanpa menyebabkan kegagalan, menyoroti pentingnya mempertimbangkan sifat material dalam perhitungan gaya tekuk.
Ketika menghitung gaya tekuk untuk lembaran logam, beberapa faktor utama perlu dipertimbangkan untuk memastikan hasil yang akurat dan dapat diandalkan. Faktor utama yang mempengaruhi perhitungan gaya tekuk meliputi:
Sifat material memainkan peran penting, terutama kekuatan tarik dan kekuatan luluh. Kekuatan tarik adalah tegangan maksimum yang dapat ditahan oleh suatu bahan sebelum mengalami kegagalan, dengan bahan yang berbeda memiliki kekuatan yang berbeda-beda. Sebagai contoh, aluminium memiliki kekuatan tarik 200-300 N/mm², baja ringan (Q235) berkisar antara 370-500 N/mm², dan baja tahan karat sekitar 650-700 N/mm². Kekuatan luluh menentukan tegangan di mana material mulai berubah bentuk secara plastis, dengan kekuatan luluh yang lebih tinggi membutuhkan kekuatan tekuk yang lebih besar.
Ketebalan material secara signifikan berdampak pada gaya tekuk, karena material yang lebih tebal lebih tahan terhadap deformasi, sehingga membutuhkan gaya yang lebih besar. Rumus perhitungan biasanya menyertakan ketebalan material sebagai variabel kunci.
Jari-jari dan sudut tekukan juga penting. Jari-jari tikungan bagian dalam, atau jari-jari tikungan, memengaruhi gaya yang dibutuhkan, dengan jari-jari yang lebih kecil membutuhkan lebih banyak gaya karena konsentrasi tegangan yang meningkat. Sudut tikungan mempengaruhi gaya yang dibutuhkan, dengan sebagian besar perhitungan berdasarkan tikungan 90 derajat tetapi memerlukan penyesuaian untuk sudut yang berbeda.
Konfigurasi perkakas dan die, khususnya bukaan die vee bagian bawah, mempengaruhi gaya tekukan. Lebar saluran cetakan bawah pada mesin bending terkait dengan ketebalan material, dan pembengkokan presisi mungkin memerlukan bukaan V yang lebih sempit untuk material yang lebih tipis.
Faktor-K dan posisi sumbu netral juga mempengaruhi proses pembengkokan. Faktor-K, meskipun lebih terkait langsung dengan penghitungan kelonggaran dan pengurangan tekukan, memengaruhi perilaku tekukan secara keseluruhan dan gaya yang diperlukan dengan menentukan di mana material tidak dikompresi atau diregangkan.
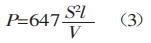
Terakhir, perhitungan gaya tekuk biasanya melibatkan rumus yang menggabungkan kekuatan tarik, ketebalan, dan panjang tekukan material. Sebagai contoh, rumus yang disederhanakan untuk baja karbon rendah adalah:
di mana ( t ) adalah ketebalan dalam mm dan ( l ) adalah panjang dalam meter, dengan hasil dalam ton.
Dengan mempertimbangkan faktor-faktor ini, Anda dapat secara akurat menghitung gaya tekuk yang diperlukan untuk operasi penekukan lembaran logam, memastikan mesin rem tekan disetel dengan benar untuk mencapai tekukan yang diinginkan tanpa menyebabkan kerusakan material atau deformasi yang berlebihan.
Untuk menentukan pengaturan yang sesuai untuk mesin rem tekan, Anda perlu mempertimbangkan beberapa faktor utama untuk memastikan pembengkokan lembaran logam yang tepat dan efisien. Pertama, kenali jenis dan ketebalan material, karena hal ini secara signifikan memengaruhi gaya tekukan yang diperlukan. Logam yang berbeda, seperti baja tahan karat dan aluminium, memiliki kekuatan dan elastisitas yang berbeda-beda, yang memengaruhi gaya yang dibutuhkan untuk menekuk.
Selanjutnya, hitung tonase yang diperlukan dengan menggunakan rumus (P = 650S²L/V), di mana (P) adalah gaya tekukan, (S) adalah ketebalan pelat logam, dan (V) adalah bukaan cetakan bagian bawah. Pertimbangkan panjang tekukan dan sudut tekukan, karena sudut yang lebih tajam membutuhkan tonase yang lebih tinggi. Pastikan penyangga dan penyelarasan material yang tepat untuk mencegah defleksi dan ketidakakuratan.
Metode pembengkokan yang berbeda, seperti pembengkokan udara, pembengkokan bawah, dan coining, membutuhkan tonase yang berbeda, dengan pembengkokan udara sebagai dasar dan coining membutuhkan sekitar delapan kali tonase pembengkokan udara. Pastikan tonase tidak melebihi batas tonase pusat rem tekan untuk menghindari kelebihan beban dan potensi kerusakan.
Pilih perkakas yang sesuai dengan material dan persyaratan pembengkokan, pastikan perkakas disejajarkan dan dipasang dengan benar. Kalibrasi mesin dengan memeriksa dan membersihkannya, menyesuaikan pengukur belakang, dan mengkalibrasi posisi dan sudut ram. Programkan rem tekan sesuai dengan tonase dan parameter pembengkokan yang telah dihitung, dan lakukan uji coba pada material bekas untuk menyempurnakan pengaturan dan memastikan hasil yang diinginkan.
Dengan mengikuti langkah-langkah ini, Anda dapat secara akurat menentukan pengaturan yang sesuai untuk mesin rem tekan Anda, sehingga menghasilkan operasi pembengkokan lembaran logam yang presisi dan efisien.
Rumus dan langkah-langkah yang disediakan untuk menghitung gaya tekukan tidak hanya cocok untuk tekukan sudut pada lembaran, tetapi juga untuk tekukan berbentuk busur (yang secara teknis harus disebut sebagai tekukan sudut dengan radius tekukan yang besar).
Sangat penting untuk diingat, bahwa membentuk bentuk busur memerlukan desain cetakan yang unik.
Apabila memproyeksikan area deformasi, perhitungan harus didasarkan pada parameter proses yang ditetapkan selama proses, yang tidak dapat ditentukan melalui satu rumus.
Di pabrik menara besi tertentu, kami berhasil membengkokkan silinder dengan ketebalan dinding 12mm, diameter 800mm, dan panjang 16m menggunakan mesin press 28000kN mesin rem dan cetakan melingkar.
Metode yang diuraikan dalam artikel ini digunakan untuk menentukan gaya tekukan dan memberikan hasil yang memuaskan ketika mendesain cetakan untuk bentuk busur.
Bacaan lebih lanjut:

Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.







