В настоящее время широко используемые формулы для расчета изгибающего усилия заимствованы из зарубежных источников без какой-либо информации об их происхождении и области применения.
В данной статье представлен систематический анализ процесса выведения формулы для расчета изгибающей силы, а также необходимых параметров.
Кроме того, вводится новый подход к расчету изгибающей силы, что расширяет область его применения.
Калькулятор силы V- и U-образного изгиба
Формула силы изгиба листового металла
В последние годы листогибочный станок получила широкое распространение в различных отраслях промышленности и расширила свои возможности по переработке.
Несмотря на популярность этого метода, до сих пор не было систематического обсуждения расчета изгибающей силы.
В настоящее время существует примерно два типа формул расчета изгибающего усилия, рекомендованных в руководствах по продукции различных производители листогибочных прессов.
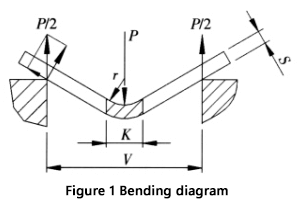
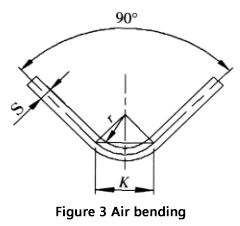
K: ширина горизонтальной проекции зоны деформации при изгибе.
Расчет изгибающей силы и ее параметров объясняется следующим образом:
Рекомендуемая ширина нижнего отверстия штампа (V) для свободной гибки в 8-10 раз больше толщины листа (S), при этом отношение ширины к толщине должно составлять V/S = 9.
Производители листогибочных прессов указывают значения ширины штампа (V) и внутреннего радиуса (r) изгибаемой заготовки в таблице параметров усилия гибки. Отношение радиуса к ширине обычно составляет r = (0,16-0,17) V, и в данном случае используется значение 0,16.
В процессе гибки материал в зоне деформации подвергается значительной пластической деформации, что приводит к его изгибу вокруг центральной линии.
В некоторых случаях на внешней поверхности изогнутого участка могут появиться небольшие трещины.
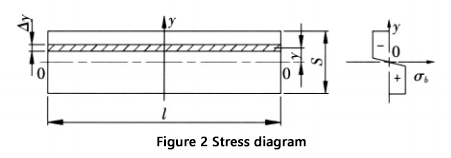
Напряжение в зоне деформации, за исключением центрального слоя, близко к пределу прочности материала на растяжение, при этом верхняя часть нейтрального слоя находится в сжатом состоянии, а нижняя - в растянутом.
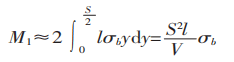
На рис. 2 показано поперечное сечение и соответствующая диаграмма напряжений в зоне деформации.
Изгибающий момент на участке зоны деформации равен:
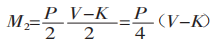
Изгибающий момент, создаваемый изгибающей силой в зоне деформации, показан на рисунке 1.
От М1 = M2, получаем:
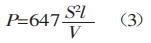
При гибке листа с помощью универсальной пресс-формы на гибочном станке, как показано на рисунке 3, большинство листов сгибается на 90°. В этом случае K составляет:
Подставив K в уравнение (1), получим:
Предел прочности на растяжение обычных материалов, σb, составляет 450 Н/мм². Это значение можно использовать в формуле (2) для расчета результата.
Полученная здесь формула для расчета изгибающего усилия согласуется с информацией, представленной в зарубежных брошюрах.
В формулу входят следующие переменные:
S: Толщина листа
r: Внутренний радиус при изгибе листа
K: ширина горизонтальной проекции зоны деформации при изгибе.
Как видно из процесса вычисления, при использовании формул (2) или (3) для расчета изгибающего усилия важно обеспечить выполнение двух дополнительных условий: отношение ширины к толщине (V/S) должно быть равно 9, а отношение радиуса к ширине должно быть равно 0,16.
Если эти условия не соблюдены, могут возникнуть значительные ошибки.
Новые методы и этапы расчета изгибающих усилий
Расчет изгибающего усилия может быть затруднен, если из-за конструктивных или технологических ограничений невозможно выполнить два дополнительных требования (отношение ширины к толщине V/S = 9 и отношение радиуса к ширине = 0,16).
В таких ситуациях рекомендуется выполнить следующие действия:
Рассчитайте отношение ширины к толщине и отношение радиуса к ширине на основе толщины пластины (S), радиус изгиба (r), и нижнее отверстие штампа (V).
Определите ширину проекции зоны деформации с учетом деформации листа.
Используйте формулу (1) для расчета изгибающего усилия, принимая во внимание различия в радиусе изгиба и соответствующей зоне деформации.
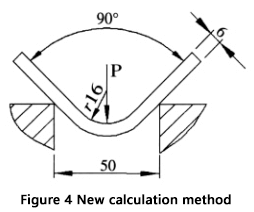
Эти шаги позволят получить более точный и надежный результат по сравнению с использованием общепринятой формулы. Пример, иллюстрирующий этот процесс, показан на рисунке 4.
Дано: Толщина листа (S) = 6 мм, длина листа (l) = 4 м, радиус гибки (r) = 16 мм, ширина отверстия нижней матрицы (V) = 50 мм, предел прочности материала на разрыв (σb) = 450 Н/мм².
Вопрос: Как рассчитать силу изгиба, необходимую для воздушного изгиба?
Вот шаги:
Сначала рассчитайте отношение ширины к толщине и отношение радиуса к ширине:
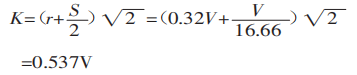
Затем рассчитайте проектную ширину области деформации:
Наконец, используйте формулу (1) для расчета изгибающей силы:
Если для расчета изгибающего усилия используется обычно рекомендуемая формула:
Из P1/P2 = 1,5 можно сделать вывод, что разница между P1 и P2 составляет 1,5 раза.
Причина такого расхождения заключается в том, что в данном примере радиус изгиба относительно велик, что приводит к увеличению деформируемой площади и, следовательно, требует большего усилия изгиба.
Отношение радиуса к ширине в данном примере составляет 0,32, что превосходит ранее упомянутые критерии.
Использование стандартной формулы для расчета изгибающего усилия не подходит для данного сценария. Преимущества использования нового метода расчета можно увидеть на этом примере.
Кроме того, имеется онлайн-калькулятор для расчета изгибающего усилия по новому методу.
2. Внутренний радиус определяется наконечником пуансона, который должен быть выбран в соответствии со следующей формулой:
Радиус = толщина листового металла × 0.43.
3. Усилие, необходимое для чеканки:
F(кн/м)=Толщина2×1,65×Прочность на разрыв (Н/мм2)×4,5/Ширина плашки
4. Формула для расчета минимального внутреннего края остается прежней:
Минимальный внутренний край = Die vee × 0.67
Формулы расчета изгибающего усилия для Z-образного изгиба
Некоторые инструменты требуют определенного усилия для упругости листового металла и управления springback чтобы получить требуемый профиль.
В качестве примера мы рассмотрим инструменты, которые делают два изгиба одновременно с небольшим расстоянием между изгибом и контризгибом.
Поскольку эти инструменты делают сразу два сгиба, springback должна быть полностью аннулирована путем чеканки.
Уравнение для расчета необходимой силы:
KN/m = необходимое усилие на метр
Z = толчок в мм
Количество изгибов = для Z предположим 2
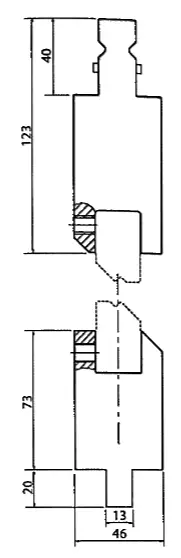
Инструменты с зазубринами обычно состоят из вставного держателя, в котором с помощью винтов с внутренним шестигранником закрепляются инструменты с зазубринами, подобранными в соответствии с зазубринами и требуемым углом.
Перед покупкой важно получить техническую консультацию у производителя, поскольку эти системы могут сгибать только тонкий листовой металл, максимум 2 мм, но максимальная толщина зависит от типа вставки и может быть меньше 2 мм.
Заключение
Приведенные формулы и шаги для расчета силы изгиба подходят не только для углового изгиба листа, но и для дугообразного изгиба (который технически следует называть угловым изгибом с большим радиусом изгиба).
Важно помнить, что для формирования дугообразной формы требуется уникальная конструкция пресс-формы.
При проектировании зоны деформации расчет должен основываться на параметрах, установленных в ходе процесса, которые невозможно определить по одной формуле.
На одном из заводов по производству железных башен мы успешно согнули цилиндр с толщиной стенки 12 мм, диаметром 800 мм и длиной 16 м, используя пресс усилием 28000 кН. тормозная машина и круглой формой.
Метод, описанный в этой статье, был использован для определения силы изгиба и дал удовлетворительные результаты при проектировании пресс-формы для дугообразной формы.
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].
Структура плашки для нарезания резьбы Общая формула Для резьбы небольшого размера в плашках для нарезания резьбы обычно используется пробивной пуансон, а для резьбы большего размера (M5 и выше) - пуансон с [...]...
Степень деформации при отбортовке или операциях отбортовки принято обозначать коэффициентом отбортовки, который рассчитывается по следующей формуле: K=D0d В формуле: Чем выше [...].
Что такое калибр листового металла? Калибр, широко известный как американский термин, - это единица измерения диаметра, которая возникла в Северной Америке и является частью Брауновского [...]...
Выбор и настройка воздушного компрессора для станка лазерной резки - сложный процесс, требующий учета множества факторов, включая давление, расход и качество воздуха. Вот [...].
Что такое отжиг? Отжиг - это процесс термической обработки металла, который улучшает свойства материала путем медленного нагрева металла до определенной температуры, поддержания ее в течение [...]...
Осмотр и техническое обслуживание вырубного пресса являются жизненно важными мерами для обеспечения его нормальной работы и продления срока службы. Вот некоторые ключевые аспекты проверки пресса [...].
Существуют различные типы трещин: трещины в сырье, трещины, вызванные термообработкой, и трещины при ковке, которые могут сбить с толку. Их идентификация является важным курсом [...].
Первым шагом в процессе изготовления листового металла является разворачивание геометрических форм и цельного тела. Точность и правильность разворачивания образца напрямую влияет на [...]...
Метод расчета веса физического блока серебра основан на его объеме, а конкретная формула выглядит следующим образом: Вес серебра (кг) = Длина (см) × [...].