En la actualidad, las fórmulas para calcular la fuerza de flexión que se utilizan de forma generalizada se han adoptado de fuentes extranjeras sin ninguna información sobre su origen o ámbito de aplicación.
Este artículo presenta un análisis sistemático del proceso de derivación de la fórmula para calcular la fuerza de flexión, así como los parámetros necesarios.
Además, se introduce un nuevo enfoque para calcular la fuerza de flexión con el fin de ampliar su ámbito de aplicación.
Calculadora de fuerza de flexión en V y en U
Fórmula de la fuerza de flexión de la chapa
En los últimos años, la máquina plegadora se ha generalizado en diversos sectores y ha ampliado su capacidad de procesamiento.
A pesar de su popularidad, ha habido una falta de discusión sistemática sobre el cálculo de la fuerza de flexión.
En la actualidad, existen aproximadamente dos tipos de fórmulas de cálculo de la fuerza de flexión recomendadas por los manuales de producto de diferentes fabricantes de prensas plegadoras.
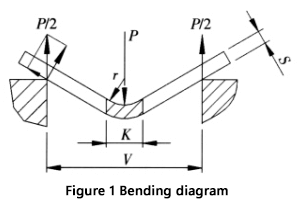
K: Anchura de la proyección horizontal de la zona de deformación durante la flexión.
El cálculo de la fuerza de flexión y sus parámetros se explican a continuación:
La anchura recomendada de la abertura inferior de la matriz (V) para el plegado libre es de 8 a 10 veces el espesor de la chapa (S), con una relación anchura/espesor de V/S = 9.
Los fabricantes de plegadoras proporcionan los valores de la anchura de la matriz (V) y el radio interior (r) de la pieza plegada en su tabla de parámetros de fuerza de plegado. La relación radio-anchura suele ser r = (0,16 a 0,17) V, y en este caso se utiliza el valor de 0,16.
Durante el proceso de plegado, el material de la zona de deformación sufre una importante deformación plástica, lo que provoca que se doble alrededor de la línea central.
En algunos casos, pueden aparecer pequeñas grietas en la superficie exterior de la zona curva.
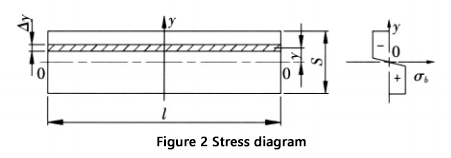
La tensión en la zona de deformación, excepto cerca de la capa central, es cercana a la resistencia a la tracción del material, con la parte superior de la capa neutra comprimida y la parte inferior en tensión.
La figura 2 ilustra la sección transversal y el diagrama de tensiones correspondiente en la zona de deformación.
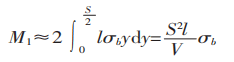
El momento flector en la sección de la zona de deformación es:
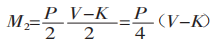
El momento flector producido por la fuerza de flexión en la zona de deformación se representa en la figura 1.
De M1 = M2, obtenemos:
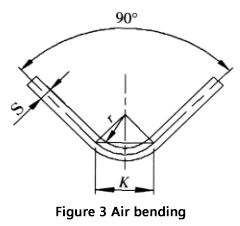
Al doblar una chapa con un molde universal en una máquina dobladora, como se muestra en la figura 3, la mayoría de las chapas se doblan a 90°. En este caso, K es:
Sustituyendo K en la ecuación (1), obtenemos:
La resistencia a la tracción de los materiales ordinarios, σb, es de 450 N/mm². Este valor puede utilizarse en la fórmula (2) para calcular el resultado.
La fórmula para calcular la fuerza de flexión obtenida aquí coincide con la información facilitada en folletos extranjeros.
Las variables de la fórmula son:
S: Espesor de la chapa
r: Radio interior cuando se dobla la chapa
K: Anchura de la proyección horizontal de la zona de deformación por flexión.
Como se desprende del proceso de derivación, cuando se utilizan las fórmulas (2) o (3) para calcular la fuerza de flexión, es importante asegurarse de que se cumplen dos condiciones adicionales: la relación entre la anchura y el grosor (V/S) debe ser igual a 9, y la relación entre el radio y la anchura debe ser igual a 0,16.
Si no se cumplen estas condiciones, pueden producirse errores importantes.
Nuevos métodos y pasos para calcular las fuerzas de flexión
El cálculo de la fuerza de flexión puede complicarse cuando no es posible cumplir los dos requisitos adicionales (relación anchura/espesor V/S = 9 y relación radio/anchura = 0,16) debido a limitaciones de diseño o proceso.
En tales situaciones, es aconsejable seguir estos pasos:
Calcular la relación anchura/espesor y la relación radio/anchura en función del espesor de la chapa (S), radio de curvatura (r), y abertura inferior de la matriz (V).
Determinar la anchura de proyección de la zona de deformación considerando la deformación de la chapa.
Utilice la fórmula (1) para calcular la fuerza de flexión, teniendo en cuenta las posibles diferencias en el radio de flexión y la zona de deformación correspondiente.
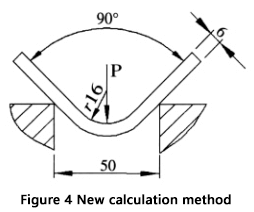
Estos pasos proporcionarán un resultado más preciso y fiable en comparación con el uso de la fórmula comúnmente utilizada. En la Figura 4 se muestra un ejemplo para ilustrar este proceso.
Dadas: Espesor de la chapa (S) = 6mm, Longitud de la chapa (l) = 4m, Radio de curvatura (r) = 16mm, Anchura de la abertura de la matriz inferior (V) = 50mm, y Resistencia a la tracción del material (σb) = 450N/mm².
Pregunta: ¿Cómo podemos calcular la fuerza de flexión necesaria para la flexión por aire?
Estos son los pasos:
En primer lugar, calcula la relación entre anchura y grosor y la relación entre radio y anchura:
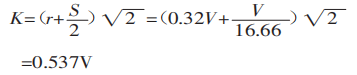
A continuación, calcula la anchura proyectada de la zona de deformación:
Por último, utilice la fórmula (1) para calcular la fuerza de flexión:
Si se utiliza la fórmula recomendada habitualmente para calcular la fuerza de flexión:
De P1/P2 = 1,5 se deduce que la diferencia entre P1 y P2 es 1,5 veces.
La razón de esta discrepancia se debe a que, en este ejemplo, el radio de curvatura es relativamente grande, lo que se traduce en una mayor superficie deformada y, por tanto, requiere una mayor fuerza de curvatura.
La relación entre radio y anchura en este ejemplo es de 0,32, lo que supera los criterios antes mencionados.
Utilizar la fórmula estándar para calcular la fuerza de flexión no es adecuado para este escenario. Las ventajas de utilizar el nuevo método de cálculo pueden observarse en este ejemplo.
Además, existe una calculadora en línea para calcular la fuerza de flexión con el nuevo método.
2. El radio interno viene determinado por la punta del punzón, que debe elegirse de acuerdo con la siguiente fórmula:
Radio = espesor de la chapa × 0.43.
3. Fuerza necesaria para acuñar:
F(kn/m)=Espesor2×1,65×Resistencia a la tracción (N/mm)2)×4,5/Anchura de la uve del troquel
4. La fórmula para calcular el borde interno mínimo sigue siendo la misma:
Canto interno mínimo = Die vee × 0.67
Fórmulas de cálculo de la fuerza de flexión para curvas en Z
Algunas herramientas necesitan una fuerza particular para ceder la chapa y manejar springback para obtener el perfil requerido.
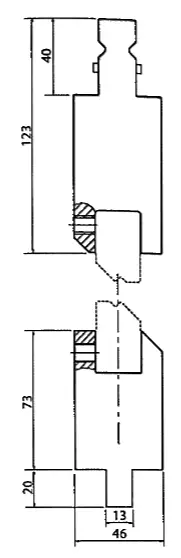
Como ejemplo consideraremos las herramientas joggle, que hacen dos dobleces a la vez con una distancia corta entre el doblez y el contrapliegue.
Como estas herramientas hacen dos curvas a la vez, springback tiene que ser cancelado completamente por acuñación.
La ecuación para calcular la fuerza necesaria es:
KN/m = fuerza necesaria por metro
Z = palanca en mm
Nº de curvas = para una Z suponer 2
Por lo general, las herramientas de palanca constan de un soporte de inserción en el que se fijan con tornillos prisioneros las herramientas de palanca elegidas en función de la palanca y el ángulo requerido.
Es importante pedir asesoramiento técnico al fabricante antes de comprar, porque estos sistemas sólo pueden doblar chapas finas, de 2 mm como máximo, pero el grosor máximo dependerá del tipo de inserto y podría ser inferior a 2 mm.
Conclusión
Las fórmulas y los pasos previstos para calcular la fuerza de flexión son adecuados no sólo para la flexión angular de una chapa, sino también para la flexión en forma de arco (que técnicamente debería denominarse flexión angular con un radio de flexión grande).
Es crucial tener en cuenta que la formación de una forma de arco requiere un diseño de molde único.
Al proyectar el área de deformación, el cálculo debe basarse en los parámetros establecidos durante el proceso, que no pueden determinarse mediante una fórmula única.
En una fábrica específica de torres de hierro, curvamos con éxito un cilindro con un grosor de pared de 12 mm, un diámetro de 800 mm y una longitud de 16 m utilizando una prensa de 28000 kN. máquina de frenado y un molde circular.
El método descrito en este artículo se utilizó para determinar la fuerza de flexión y produjo resultados satisfactorios al diseñar un molde para una forma de arco.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]
Estructura de la terraja de roscar Fórmula general Para roscas de pequeño tamaño, en las terrajas de roscar se utiliza generalmente un punzón perforador, mientras que para roscas más grandes (M5 y superiores), se utiliza un punzón con [...]
El grado de deformación en las operaciones de rebordeado o rebordeado se representa comúnmente por el coeficiente de rebordeado, que se calcula mediante la siguiente fórmula: K=D0d En la fórmula: Cuanto mayor sea [...]
¿Qué es el calibre de chapa? Gauge, comúnmente conocido como término americano, es una unidad de medida del diámetro originaria de Norteamérica y que forma parte de la Browne [...]
La elección y configuración de un compresor de aire para una máquina de corte por láser es un proceso complejo que requiere la consideración de múltiples factores, como la presión, el caudal y la calidad del aire. A continuación se [...]
¿Qué es el recocido? El recocido es un proceso de tratamiento térmico de metales que mejora las propiedades del material calentando lentamente el metal a una temperatura determinada, manteniéndola durante un [...].
La inspección y el mantenimiento de una punzonadora son medidas vitales para garantizar su funcionamiento normal y prolongar su vida útil. He aquí algunos aspectos clave de la inspección de punzonadoras [...].
Existen varios tipos de grietas: grietas en las materias primas, grietas causadas por el tratamiento térmico y grietas de forja, que pueden resultar confusas. Identificarlas es un curso importante [...]
El primer paso en el proceso de fabricación de chapas metálicas es el desdoblamiento de las geometrías y el cuerpo coherente. La precisión y corrección del desdoblamiento de la muestra repercute directamente [...]
El método para calcular el peso de un bloque físico de plata se basa en su volumen, siendo la fórmula específica Peso de la plata (kg) = Longitud (cm) × [...]