Tabel Toleransi Kelurusan dan Paralelisme: Panduan Komprehensif untuk Masinis dan Insinyur
Seberapa krusialkah presisi dalam bidang teknik? Bagi para ahli mesin dan insinyur, memahami toleransi kelurusan dan paralelisme sangatlah penting. Artikel ini membahas tabel toleransi, menjelaskan konsep toleransi umum dan khusus, serta menyediakan tabel terperinci untuk berbagai kelas dan dimensi. Pembaca akan belajar bagaimana menerapkan standar-standar ini untuk memastikan kualitas dan keakuratan komponen yang dimesin dan dilas. Baik ketika Anda berurusan dengan dimensi linier atau penyimpangan sudut, panduan komprehensif ini akan membekali Anda dengan pengetahuan untuk mempertahankan standar yang tinggi dalam pekerjaan Anda.
1.1. Toleransi umum mengacu pada toleransi yang dapat dijamin dalam kondisi bengkel normal. Untuk dimensi dengan toleransi umum, tidak perlu memberi keterangan nilai deviasi batas setelah dimensi. Sebaliknya, hal ini harus dijelaskan dalam gambar, persyaratan teknis, atau dokumen teknis (seperti standar perusahaan), dll.
1.2. Toleransi umum dapat diterapkan pada elemen geometris seperti dimensi linier, dimensi sudut, bentuk, dan posisi.
2. Nilai Toleransi dan Nilai Penyimpangan Batas untuk Pemotongan Logam Suku Cadang Mesin dan Suku Cadang yang Dicap (kutipan dari GB/T 1804-2000)
2.1. Tabel nilai toleransi dan nilai deviasi batas
Tabel 1 - Nilai deviasi batas untuk dimensi linier (mm)
Nilai Toleransi:
Segmentasi Dimensi Dasar
0.5-3
>3-6
>6-30
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
Presisi f
±0.05
±0.05
±0.1
±0.15
±0.2
±0.3
±0.5
-
Sedang m
±0.1
±0.1
±0.2
±0.3
±0.5
±0.8
±1.2
±2
Kasar c
±0.2
±0.3
±0.5
±0.8
±1.2
±2
±3
±4
V yang paling kasar
-
±0.5
±1
±1.5
±2.5
±4
±6
±8
Tabel 2 - Nilai deviasi batas untuk radius fillet dan dimensi ketinggian talang (mm)
Nilai Toleransi:
Segmentasi Dimensi Dasar
0.5-3
>3-6
>6-30
>30
Presisi f
±0.2
±0.5
±1
±2
Sedang m
Kasar c
±0.4
±1
±2
±4
V yang paling kasar
Tabel 3 - Nilai Batas Penyimpangan untuk Dimensi Sudut (mm)
Nilai Toleransi:
Segmentasi Dimensi Dasar
-10
>10-50
>50-120
>120-400
>400
Presisi f
±1°
±30′
±20′
±10′
±5′
Sedang m
Kasar c
±1°30′
±1°
±30′
±15′
±10′
V yang paling kasar
±3°
±2°
±1°
±30′
±20′
2.2. Gaya Notasi: Misalnya, ketika memilih kelas menengah, maka harus ditandai sebagai GB/T 1804-m. Perusahaan kami umumnya memilih level m dan tidak perlu ditandai. Tingkat presisi lainnya harus ditandai pada gambar.
3. Toleransi Ukuran Umum dan Toleransi Posisi untuk Struktur yang Dilas (kutipan dari GB/T 19804-2005)
3.1. Dimensi panjang.
Nilai deviasi batas untuk dimensi panjang yang tercantum dalam Tabel 4 berlaku untuk dimensi panjang bagian yang dilas dan komponen yang dilas, seperti dimensi eksternal, dimensi internal, dimensi langkah, lebar, dan jarak tengah dimensi, dll. Perusahaan kami umumnya memilih Grade A dan tidak perlu ditandai. Tingkat presisi lainnya harus ditandai pada gambar.
Tabel 4 - Toleransi Dimensi Linier (mm)
Tingkat Toleransi
Dimensi Nominal
2-30
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
>4000-8000
>8000-12000
>12000-16000
>16000-20000
>20000
A
±1
±1
±1
±2
±3
±4
±5
±6
±7
±8
±9
B
±2
±2
±3
±4
±6
±8
±10
±12
±14
±16
C
±3
±4
±6
±8
±11
±14
±18
±21
±24
±27
D
±4
±7
±9
±12
±16
±21
±27
±32
±36
±40
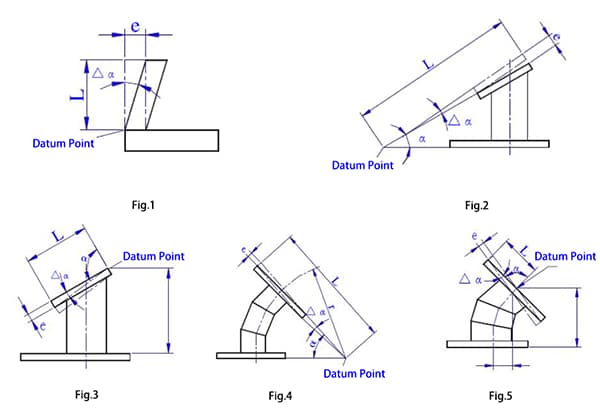
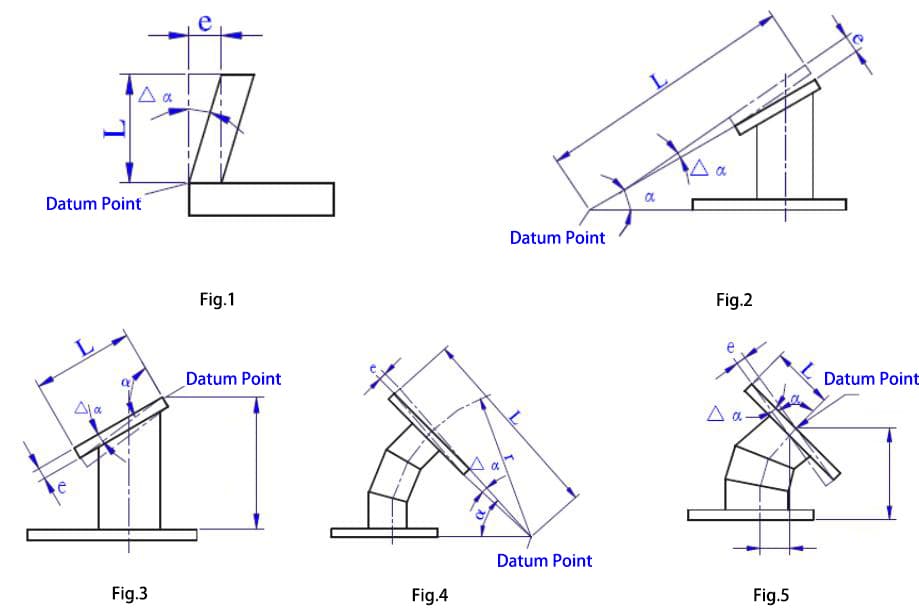
3.2. Toleransi Dimensi Sudut
Batas deviasi sudut sesuai dengan Tabel 5. Dimensi nominal deviasi sudut didasarkan pada sisi pendek sebagai sisi referensi, dan panjangnya dihitung dari titik referensi yang ditunjukkan pada gambar, seperti yang ditunjukkan pada Gambar 1 hingga Gambar 5.
Jika sudut tidak diberi keterangan pada gambar, tetapi hanya dimensi panjangnya yang diberi keterangan, maka deviasi yang diijinkan harus dalam mm/m.
Perusahaan kami umumnya memilih Grade A dan tidak perlu ditandai. Tingkat presisi lainnya harus ditandai pada gambar.
Tabel 5 - Toleransi Dimensi Sudut
Tingkat Toleransi
Dimensi Nominal
0-400
>400-1000
>1000
0-400
>400-1000
>1000
Toleransi Dinyatakan dalam Sudut Δα (°)
Toleransi Dinyatakan dalam Panjang (mm/m)
A
±20′
±15′
±10′
±6
±4.5
±3
B
±45′
±30′
±20′
±13
±9
±6
C
±1°
±45′
±30′
±18
±13
±9
D
±1°30′
±1°15′
±1°
±26
±22
±18
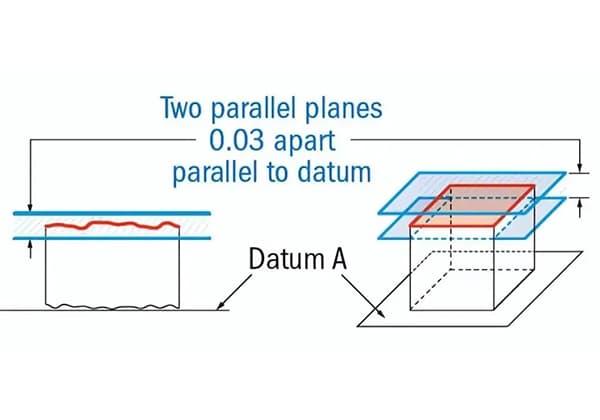
3.3. Toleransi Posisi Komponen yang Dilas.
Toleransi untuk kelurusankerataan, dan kesejajaran yang tidak ditandai pada komponen yang dilas harus sesuai dengan ketentuan Tabel 6. Perusahaan kami umumnya memilih Grade E dan tidak perlu ditandai pada gambar. Untuk level lainnya, harus ditandai pada gambar.
Tabel 6 - Toleransi untuk Kelurusan, Kerataan, dan Kesejajaran (mm)
Tingkat Toleransi
Dimensi Nominal (sesuai dengan sisi permukaan yang lebih panjang)
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
>4000-8000
>8000-12000
>12000-16000
>16000-20000
>20000
E
±0.5
±1
±1.5
±2
±3
±4
±5
±6
±7
±8
F
±1
±1.5
±3
±4.5
±6
±8
±10
±12
±14
±16
G
±1.5
±3
±5.5
±9
±11
±16
±20
±22
±25
±25
H
±2.5
±5
±9
±14
±18
±26
±32
±36
±40
±40
3.4. Pemilihan nilai toleransi dimensi dan posisi untuk komponen yang dilas ditunjukkan pada Tabel 7.
Tabel 7
Tingkat Akurasi
Lingkup Aplikasi
Dimensi Linier
Toleransi Posisi
A
E
Komponen yang dilas dengan persyaratan akurasi dimensi yang tinggi dan penting.
B
F
Struktur yang relatif penting diproduksi dalam batch dengan deformasi termal kecil yang disebabkan oleh pengelasan dan pelurusan.
C
G
Struktur umum seperti struktur kotak dengan deformasi termal yang besar yang disebabkan oleh pengelasan dan pelurusan.
D
H
Komponen struktural yang memungkinkan terjadinya penyimpangan yang lebih besar.
4. Toleransi Dimensi untuk Pengecoran (kutipan dari GB/T 6414-1999)
4.1. Toleransi dimensi untuk coran yang ditentukan dalam standar ini mengacu pada toleransi yang harus dicapai dalam kondisi produksi normal.
4.2. Nilai numerik dari toleransi dimensi untuk coran harus sesuai dengan ketentuan Tabel 8; tingkat toleransi harus dipilih sesuai dengan ketentuan Tabel 9.
Tabel 8 - Nilai Numerik Toleransi Dimensi untuk Coran (mm)
Pengecoran kosongDimensi Dasar
Tingkat Toleransi CT
>
≤
5
6
7
8
9
10
11
12
13
14
15
10
0.36
0.52
0.74
1
1.5
2
2.8
4.2
10
16
0.38
0.54
0.78
1.1
1.6
2.2
3
4.4
16
25
0.42
0.58
0.82
1.2
1.7
2.4
3.2
4.6
6
8
10
25
40
0.46
0.64
0.9
1.3
1.8
2.6
3.6
5
7
9
11
40
63
0.5
0.7
1
1.4
2
2.8
4
5.6
8
10
12
63
100
0.56
0.78
1.1
1.6
2.2
3.2
4.4
6
9
11
14
100
160
0.62
0.88
1.2
1.8
2.5
3.6
5
7
10
12
16
160
250
0.7
1
1.4
2
2.8
4
5.6
8
11
14
18
250
400
0.78
1.1
1.6
2.2
3.2
4.4
6.2
9
12
16
20
400
630
0.9
1.2
1.8
2.6
3.6
5
7
10
14
18
22
630
1000
1
1.4
2
2.8
4
6
8
11
16
20
25
1000
1600
1.6
2.2
3.2
4.6
7
9
13
18
23
29
1600
2500
3.6
3.8
5.4
8
10
15
21
26
33
2500
4000
4
6.2
9
12
17
24
30
38
4000
6300
7
10
14
20
28
35
40
6300
10000
11
16
23
32
40
50
Catatan:
① Dimensi dasar pengecoran mengacu pada dimensi yang diberikan pada gambar dan harus menyertakan kelonggaran pemesinan dan sudut rancangan.
② Untuk coran dengan dimensi dasar kurang dari atau sama dengan 16mm, nilai toleransi CT12 dipilih untuk grade CT13 hingga CT15.
Tabel 9 Nilai Toleransi Dimensi Pengecoran CT
Produksi Batch dan Massal.
Produksi Batch Kecil dan Produksi Satu Bagian.
Metode Pembuatan:
Tingkat Toleransi
Bahan cetakan
Tingkat Toleransi
Pengecoran pasir manual
11~13
Pasir Kering dan Basah
13~15
Mesin pengecoran pasir dan cetakan cangkang
8~10
Pasir yang mengeras sendiri
11~13
Pengecoran logam
7~9
Pengecoran bertekanan rendah
7~9
Pengecoran investasi
5~7
4.3. Zona toleransi harus memiliki distribusi yang simetris, yaitu, setengah dari toleransi harus positif dan setengah lainnya harus negatif.
Namun demikian, dalam persyaratan khusus, pengaturan asimetris juga dapat digunakan, yang harus ditunjukkan pada gambar atau dokumen teknis.
Tingkat toleransi pengecoran harus ditunjukkan pada gambar atau dokumen teknis yang relevan. Jika tidak ditentukan, semua pengecoran akan dilakukan sesuai dengan grade CT11.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda bertanya-tanya, bagaimana para insinyur memastikan presisi dalam manufaktur? Artikel ini membahas tentang dunia toleransi paralelisme yang menarik. Pelajari bagaimana penyimpangan kecil dapat memengaruhi kinerja komponen dan temukan...
Pernahkah Anda bertanya-tanya, bagaimana pengukuran yang tepat membentuk dunia teknik mesin? Artikel ini mengeksplorasi alat-alat penting seperti penggaris baja, jangka sorong, dan vernier caliper, mengungkap kegunaan dan keakuratannya. Pelajari bagaimana...
Pernahkah Anda bertanya-tanya bagaimana para insinyur memastikan presisi dan akurasi dalam manufaktur? Dalam artikel blog ini, kita akan menyelami dunia toleransi geometris yang memukau - aspek yang sangat penting dalam...
Pernahkah Anda bertanya-tanya, bagaimana benda sehari-hari dibuat secara cermat dari logam? Artikel ini mengungkap 444 konsep penting dalam pembuatan mekanis, dari teknik memukau hingga nuansa mesin las....
Pernahkah Anda bertanya-tanya bagaimana pengukuran terkecil dapat berdampak pada kualitas mesin? Artikel ini menyelami dunia pengukuran mekanis yang memukau, mengungkapkan bagaimana presisi dalam dimensi,...