Таблица допусков прямолинейности и параллельности: Исчерпывающее руководство для механиков и инженеров
Насколько важна точность в машиностроении? Для машинистов и инженеров понимание допусков прямолинейности и параллельности очень важно. Эта статья посвящена таблицам допусков, объясняет общие и специфические концепции допусков и предоставляет подробные таблицы для различных марок и размеров. Читатели узнают, как применять эти стандарты для обеспечения качества и точности обработанных и сваренных деталей. Независимо от того, имеете ли вы дело с линейными размерами или угловыми отклонениями, это полное руководство даст вам знания, необходимые для поддержания высоких стандартов в вашей работе.
1.1. Под общим допуском понимается допуск, который может быть гарантирован в обычных условиях цеха. Для размеров с общими допусками нет необходимости указывать их предельные отклонения после размера. Вместо этого их следует пояснить в чертеже, технических требованиях, технических документах (например, стандартах предприятия) и т. д.
1.2. Общие допуски могут быть применены к геометрическим элементам, таким как линейные размеры, угловые размеры, форма и положение.
2. Градусы допусков и предельные отклонения для Резка металла Обработанные детали и штампованные детали (выдержка из GB/T 1804-2000)
2.1. Классы допусков и таблица предельных отклонений
Таблица 1 - Значения предельных отклонений для линейных размеров (мм)
Градации допуска:
Сегментация по основным размерам
0.5-3
>3-6
>6-30
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
Точность f
±0.05
±0.05
±0.1
±0.15
±0.2
±0.3
±0.5
-
Средний м
±0.1
±0.1
±0.2
±0.3
±0.5
±0.8
±1.2
±2
Грубый c
±0.2
±0.3
±0.5
±0.8
±1.2
±2
±3
±4
Самый грубый v
-
±0.5
±1
±1.5
±2.5
±4
±6
±8
Таблица 2 - Значения предельных отклонений для размеров радиусов галтелей и высот фасок (мм)
Градации допуска:
Сегментация по основным размерам
0.5-3
>3-6
>6-30
>30
Точность f
±0.2
±0.5
±1
±2
Средний м
Грубый c
±0.4
±1
±2
±4
Самый грубый v
Таблица 3 - Значения предельных отклонений для угловых размеров (мм)
Градации допуска:
Сегментация по основным размерам
-10
>10-50
>50-120
>120-400
>400
Точность f
±1°
±30′
±20′
±10′
±5′
Средний м
Грубый c
±1°30′
±1°
±30′
±15′
±10′
Самый грубый v
±3°
±2°
±1°
±30′
±20′
2.2. Стиль обозначения: Например, при выборе среднего сорта, он должен быть обозначен как GB/T 1804-m. Наша компания обычно выбирает уровень m и не нуждается в маркировке. Другие уровни точности должны быть обозначены на чертеже.
3. Общие допуски на размеры и позиционные допуски для сварных конструкций (выдержка из GB/T 19804-2005)
3.1. Размеры по длине.
Значения предельных отклонений для размеров длины, приведенные в таблице 4, применимы к размерам длины сварных деталей и сварных узлов, таким как наружные размеры, внутренние размеры, размеры шага, ширина и центральное расстояние размеры и т.д. Наша компания обычно выбирает уровень класса А, который не нуждается в маркировке. Другие уровни точности должны быть отмечены на чертеже.
Таблица 4 - Допуски линейных размеров (мм)
Класс допуска
Номинальный размер
2-30
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
>4000-8000
>8000-12000
>12000-16000
>16000-20000
>20000
A
±1
±1
±1
±2
±3
±4
±5
±6
±7
±8
±9
B
±2
±2
±3
±4
±6
±8
±10
±12
±14
±16
C
±3
±4
±6
±8
±11
±14
±18
±21
±24
±27
D
±4
±7
±9
±12
±16
±21
±27
±32
±36
±40
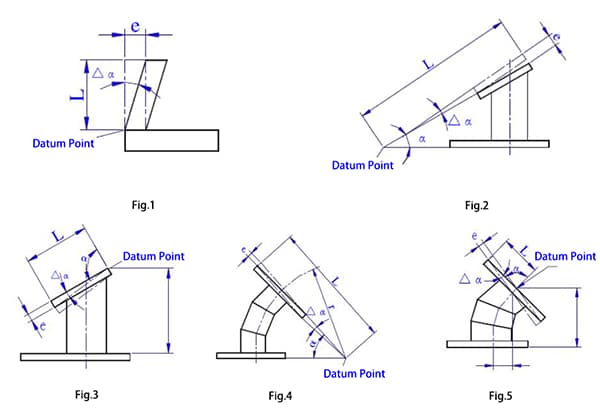
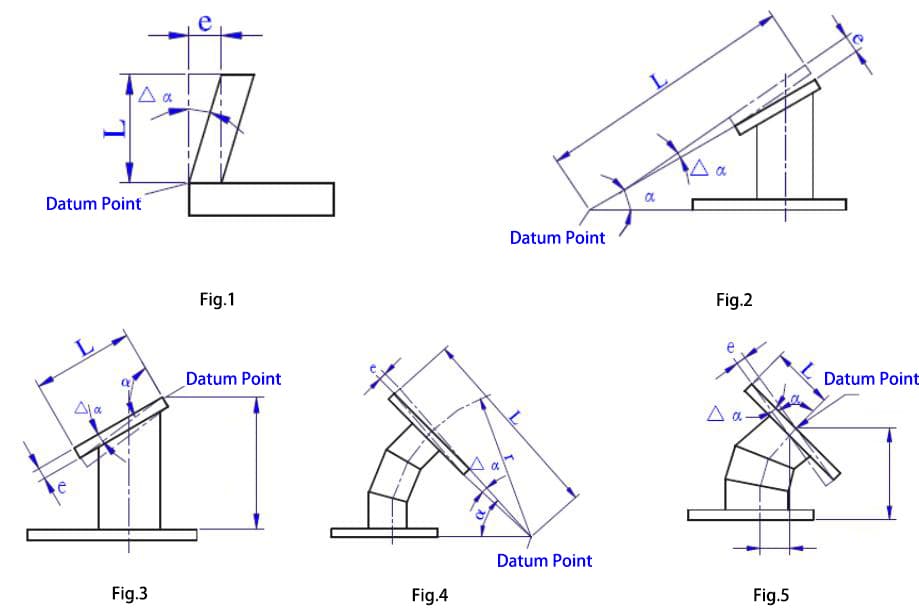
3.2. Допуски на угловые размеры
Предельные отклонения угла указаны в таблице 5. Номинальный размер отклонения угла основан на короткой кромке в качестве опорной кромки, а его длина рассчитывается от опорной точки, указанной на чертеже, как показано на рис. 1 - рис. 5.
Если на чертеже не указан угол, а указан только размер длины, допустимое отклонение должно быть указано в мм/м.
Наша компания обычно выбирает класс А, и его не нужно маркировать. Другие точные уровни должны быть отмечены на чертеже.
Таблица 5 - Допуски на угловые размеры
Класс допуска
Номинальный размер
0-400
>400-1000
>1000
0-400
>400-1000
>1000
Допуск, выраженный в угле Δα(°)
Допуск, выраженный в длине (mm/m)
A
±20′
±15′
±10′
±6
±4.5
±3
B
±45′
±30′
±20′
±13
±9
±6
C
±1°
±45′
±30′
±18
±13
±9
D
±1°30′
±1°15′
±1°
±26
±22
±18
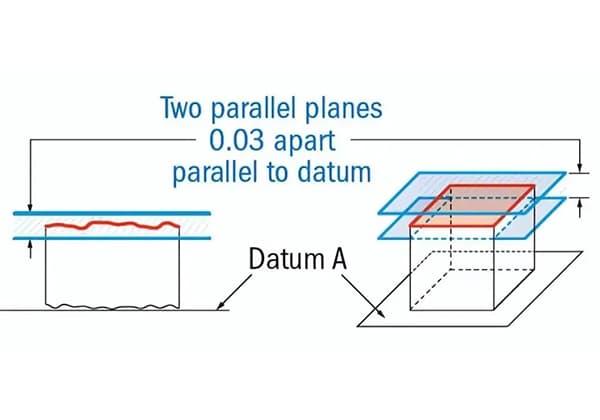
3.3. Позиционные допуски сварных компонентов.
Допуск для прямолинейностьПлоскостность, плоскопараллельность и параллельность, не обозначенные на сварном изделии, должны соответствовать положениям таблицы 6. Наша компания обычно выбирает класс E, и его не нужно отмечать на чертеже. Для других уровней они должны быть отмечены на чертеже.
Таблица 6 - Допуски на прямолинейность, плоскостность и параллельность (мм)
Класс допуска
Номинальный размер (соответствует длинной стороне поверхности)
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
>4000-8000
>8000-12000
>12000-16000
>16000-20000
>20000
E
±0.5
±1
±1.5
±2
±3
±4
±5
±6
±7
±8
F
±1
±1.5
±3
±4.5
±6
±8
±10
±12
±14
±16
G
±1.5
±3
±5.5
±9
±11
±16
±20
±22
±25
±25
H
±2.5
±5
±9
±14
±18
±26
±32
±36
±40
±40
3.4. Выбор классов допусков размеров и положения для сварных деталей приведен в таблице 7.
Таблица 7
Класс точности
Область применения
Линейное измерение
Позиционный допуск
A
E
Сварные детали с высокими требованиями к точности размеров и их важности.
B
F
Относительно важные конструкции, производимые партиями, с небольшими термическими деформациями, возникающими при сварке и правке.
C
G
Общие конструкции, такие как коробчатые конструкции с большими тепловыми деформациями, вызванными сваркой и правкой.
D
H
Структурные компоненты, допускающие большие отклонения.
4. Допуски размеров для отливок (выдержка из GB/T 6414-1999)
4.1. Допуски размеров отливок, указанные в настоящем стандарте, относятся к допускам, которые должны быть достигнуты при нормальных условиях производства.
4.2. Числовые значения допусков размеров отливок должны соответствовать положениям таблицы 8; класс допуска выбирается в соответствии с положениями таблицы 9.
Таблица 8 - Числовые значения допусков размеров для отливок (мм)
Заготовка для литьяОсновные размеры
Класс допуска CT
>
≤
5
6
7
8
9
10
11
12
13
14
15
10
0.36
0.52
0.74
1
1.5
2
2.8
4.2
10
16
0.38
0.54
0.78
1.1
1.6
2.2
3
4.4
16
25
0.42
0.58
0.82
1.2
1.7
2.4
3.2
4.6
6
8
10
25
40
0.46
0.64
0.9
1.3
1.8
2.6
3.6
5
7
9
11
40
63
0.5
0.7
1
1.4
2
2.8
4
5.6
8
10
12
63
100
0.56
0.78
1.1
1.6
2.2
3.2
4.4
6
9
11
14
100
160
0.62
0.88
1.2
1.8
2.5
3.6
5
7
10
12
16
160
250
0.7
1
1.4
2
2.8
4
5.6
8
11
14
18
250
400
0.78
1.1
1.6
2.2
3.2
4.4
6.2
9
12
16
20
400
630
0.9
1.2
1.8
2.6
3.6
5
7
10
14
18
22
630
1000
1
1.4
2
2.8
4
6
8
11
16
20
25
1000
1600
1.6
2.2
3.2
4.6
7
9
13
18
23
29
1600
2500
3.6
3.8
5.4
8
10
15
21
26
33
2500
4000
4
6.2
9
12
17
24
30
38
4000
6300
7
10
14
20
28
35
40
6300
10000
11
16
23
32
40
50
Примечание:
① Основные размеры отливки соответствуют размерам, указанным на чертеже, и должны включать припуски на механическую обработку и углы осадки.
② Для отливок с основными размерами менее или равными 16 мм, значения допусков CT12 выбираются для марок CT13 - CT15.
Таблица 9 Допуски размеров отливки Градусы CT
Серийное и массовое производство.
Мелкосерийное и штучное производство.
Методы производства:
Класс допуска
Материал формовки
Класс допуска
Ручное литье в песчаные формы
11~13
Сухой и мокрый песок
13~15
Машинное литье в песчаные формы и формовка оболочек
8~10
Самозатвердевающий песок
11~13
Литье металла
7~9
Литье под низким давлением
7~9
Инвестиционное литье
5~7
4.3. Зона допуска должна иметь симметричное распределение, то есть половина допуска должна быть положительной, а другая половина - отрицательной.
Однако в особых случаях может использоваться и асимметричная установка, что должно быть указано на чертеже или в техническом документе.
Класс допуска отливки должен быть указан на чертеже или в соответствующем техническом документе. Если он не указан, все отливки будут выполнены по классу CT11.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как инженеры обеспечивают точность в производстве? Эта статья погружает в увлекательный мир допусков на параллельность. Узнайте, как крошечные отклонения могут повлиять на производительность компонентов, и откройте для себя...
Вы когда-нибудь задумывались о том, как точные измерения формируют мир машиностроения? В этой статье рассматриваются такие важные инструменты, как стальные линейки, штангенциркули и верньерные штангенциркули, раскрывается их назначение и точность. Узнайте, как...
Вы когда-нибудь задумывались, как инженеры обеспечивают точность и аккуратность в производстве? В этой статье блога мы погрузимся в увлекательный мир геометрических допусков - важнейшего аспекта...
Вы когда-нибудь задумывались о том, как повседневные предметы тщательно изготавливаются из металла? Эта статья раскрывает 444 основных понятия в механическом производстве, от техники клепки до нюансов сварочных аппаратов....
Вы когда-нибудь задумывались о том, как мельчайшие измерения могут повлиять на качество работы машины? Эта статья погружает в увлекательный мир механических измерений, показывая, как точность размеров,...