Fundição por gravidade vs. fundição por pressão: Qual é o melhor?
A escolha entre fundição por gravidade e fundição por pressão pode parecer uma decisão assustadora para os fabricantes. Você deve optar pela simplicidade e economia da fundição por gravidade ou pela precisão e eficiência da fundição por pressão? Este artigo explora as principais diferenças, vantagens e limitações de ambos os métodos, ajudando-o a entender qual técnica é mais adequada às necessidades de seu produto. Ao final, você terá uma compreensão clara de qual método de fundição se alinha com os requisitos do seu projeto, garantindo desempenho ideal e eficiência de custo.
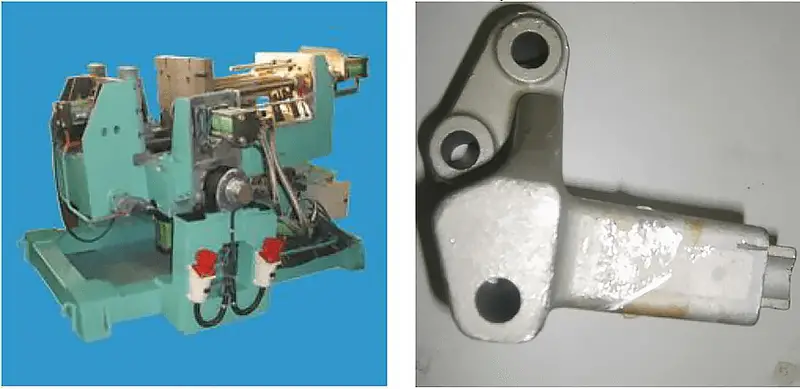
A fundição por gravidade é o processo de injeção de metal fundido em um molde sob a força da gravidade, também conhecido simplesmente como fundição.
A definição mais ampla de fundição por gravidade engloba vários métodos, incluindo fundição em molde de areia, fundição em molde de metal, fundição em molde de massa, fundição em molde de desaparecimento e fundição em molde de argila.
Entretanto, em um sentido mais restrito, a fundição por gravidade refere-se especificamente à fundição de moldes de metal.
A fundição em molde de metal é uma técnica moderna que utiliza materiais resistentes ao calor liga de aço para criar moldes.
Normalmente, o metal líquido é despejado manualmente na porta, e o produto final é produzido preenchendo a cavidade do molde, ventilando, resfriando e abrindo o molde por meio da força do peso do metal líquido.
O processo envolve as seguintes etapas: fundição, despejo do material no molde, ventilação, resfriamento, abertura do molde, tratamento térmico e pós-processamento.
A seguir estão as características da fundição por gravidade:
A fundição tem poucos poros, o que permite o tratamento térmico. Isso resulta em uma melhora significativa na resistência, superando a dos produtos fundidos sob pressão.
O produto tem baixa densidade. Devido à sua moldagem de peso próprio, a densidade é menor do que a do fundição sob pressãoresultando em uma resistência ligeiramente menor, mas com maior alongamento.
O acabamento da superfície do produto não é o ideal. O resfriamento e a contração podem causar a formação de crateras semelhantes às produzidas pelo jateamento.
O processo de enchimento é lento e a eficiência da produção é baixa. Com uma eficiência de apenas 1/4 da fundição de alta pressão, o custo do produto é menor.
A matriz tem uma vida útil mais longa e um custo menor em comparação com a fundição sob pressão.
O processo é simples.
A fundição por gravidade não é adequada para a produção de peças com paredes finas.
Introdução da fundição de alta pressão
A fundição sob pressão é dividida em duas categorias: fundição sob alta pressão e fundição sob baixa pressão.
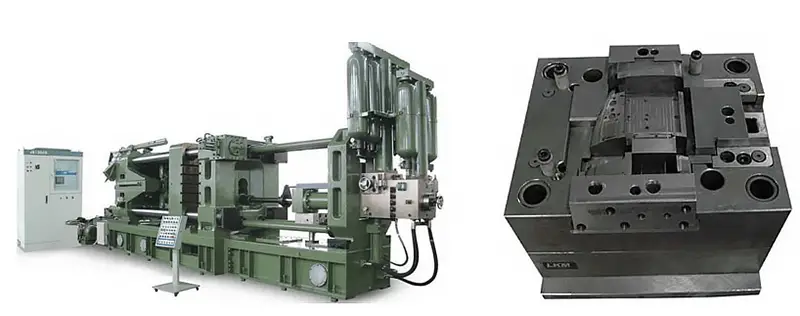
A fundição de alta pressão é uma técnica de fundição em que a liga fundida é rapidamente despejada na cavidade de um molde de aço dentro de uma câmara de pressão, solidificando-se sob alta pressão.
(1) O líquido metálico é preenchido na cavidade sob pressão e se solidifica por meio da cristalização, geralmente em uma faixa de pressão de 15 a 100 MPa.
(2) O líquido metálico é preenchido na cavidade em alta velocidade, com velocidades que variam de 10 a 50 m/s e, em alguns casos, até mesmo acima de 80 m/s, que é introduzido através da porta interna. Isso resulta em um tempo de enchimento muito curto do líquido metálico, normalmente de apenas 0,01 a 0,2 segundos, dependendo do tamanho da peça fundida.
As características da fundição de alta pressão incluem:
Enchimento rápido e produção eficiente.
A moldagem de alta pressão resulta em um produto com alta densidade, resistência e dureza de superfície, mas com baixo alongamento.
Um excelente acabamento de superfície, normalmente até Ra6,3 e, em alguns casos, até Ra1,6.
A capacidade de produzir peças com espessuras de parede finas, com a fundição de alumínio tendo a capacidade de atingir uma espessura de parede de 0,5 mm.
O enchimento rápido elimina o envolvimento de gás interno, resultando em um produto com baixa porosidade.
A fundição de alta pressão não requer tratamento térmico, pois o gás interno se expandirá durante o tratamento térmico, causando defeitos como abaulamento ou rachaduras.
São necessárias pequenas margens de usinagem (idealmente inferiores a 0,25 mm), pois o processamento excessivo pode danificar a camada densa da superfície e revelar poros internos, reduzindo a resistência do produto.
No entanto, a fundição de alta pressão tem altos custos de molde e baixa vida útil.
Introdução da fundição de baixa pressão
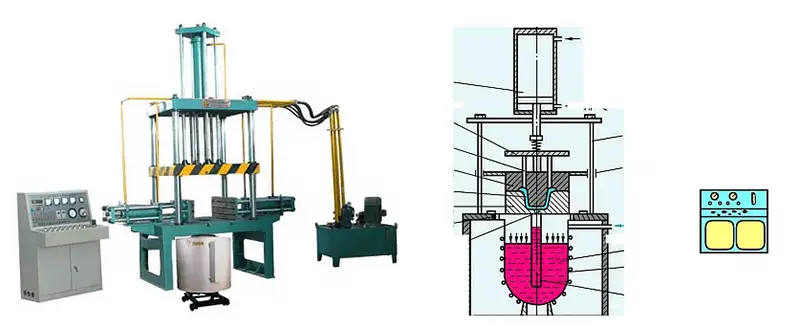
O processo da tecnologia de fundição de baixa pressão é o seguinte: O ar seco e comprimido é introduzido no cadinho ou tanque vedado. Sob a influência da pressão do gás, o metal líquido sobe ao longo do riser e para dentro do sprue, entrando suavemente na cavidade do molde. A pressão do gás é mantida no nível do líquido no cadinho até que a fundição esteja totalmente solidificada.
Após a solidificação, a pressão do gás na superfície do líquido é liberada, fazendo com que o metal líquido no riser flua de volta para o cadinho.
Por fim, o molde é aberto e a peça fundida é removida.
A fundição de baixa pressão difere significativamente da fundição de alta pressão em termos de equipamento, processo e desempenho do produto.
A pressão aplicada na fundição de baixa pressão é relativamente baixa, normalmente variando de 20 a 60 kPa, e a fonte de pressão é fornecida por gás.
Devido à baixa pressão, o enchimento do produto é mais lento e a eficiência da produção é menor; no entanto, a porosidade do produto é melhorada, permitindo que ele seja submetido a tratamento térmico.
Em geral, a fundição de baixa pressão é um equilíbrio entre as vantagens da fundição de alta pressão e da fundição por gravidade.
Comparação de vantagens e desvantagens
Técnicas
Custo do molde
Vida útil
Porosidade
Tratamento térmico
Subsídio para usinagem
Acabamento da superfície
Produtos adequados
Eficiência de produção
Fundição de alta pressão
complexo
alta
curto
ruim
não
pequeno
alta
Peças com paredes finas
alta
Fundição de baixa pressão
simples
baixo
longo
bom
sim
grande
alta
Partes da parede central
médio
Fundição por gravidade
simples
baixo
longo
bom
sim
grande
baixo
Peças com paredes espessas
baixo
A força de ligas de alumínio podem variar muito devido a diferenças nas matérias-primas. Os produtos de fundição sob pressão, por outro lado, têm alta densidade e resistência por serem formados sob alta pressão. Por exemplo, os produtos fundidos sob pressão do A380 têm uma resistência de 360MPa e um alongamento de apenas 3,7%.
Os produtos de fundição por gravidade geralmente têm menor resistência em comparação com os produtos fundidos sob pressão. Por exemplo, o ZL101A tem uma resistência de 310MPa após o tratamento térmico, mas com um alongamento de 5-6%. Há também materiais, como ZL201a e ZL204a, com resistência acima de 380MPa.
Ao escolher um processo de produção, a espessura da parede do produto é a principal consideração. A fundição sob alta pressão é um processo altamente eficiente e deve ser a primeira opção, desde que o processo de produção e o desempenho do produto atendam aos requisitos. No entanto, se a espessura da parede do produto for superior a 8 mm, a fundição de alta pressão pode não atender aos requisitos de resistência desejados devido aos poros internos, e nesse caso pode-se considerar a fundição por gravidade ou a fundição de baixa pressão.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou sobre o fascinante mundo da fundição? Esse processo de fabricação antigo, mas em constante evolução, molda nossa vida diária de inúmeras maneiras. Nesta postagem do blog, exploraremos os...
Você já se perguntou como são feitas as peças complexas do seu carro? Este artigo revela o fascinante mundo da fundição automotiva, detalhando as tecnologias e os métodos avançados que moldam...
Este artigo mergulha no fascinante mundo da produção de fundição, revelando o processo passo a passo que transforma matérias-primas em componentes essenciais. Saiba mais sobre as técnicas, os materiais e os controles de qualidade envolvidos,...
Você já se perguntou como peças metálicas complexas são fabricadas com tanta precisão? Entre no mundo da fundição sob pressão, em que o metal fundido sob alta pressão é injetado em moldes duráveis, criando tudo, desde carros...
E se a escolha entre zinco e alumínio pudesse revolucionar seu processo de fabricação? No mundo da fundição sob pressão, é fundamental compreender os pontos fortes e fracos de cada material. Isso...
Por que algumas peças fundidas falham e outras se destacam? A resposta está nas propriedades da liga de fundição. Este artigo explora como fatores como fluidez, encolhimento, oxidabilidade e absorção de gás afetam...
Qual é a real diferença entre o alumínio fundido e o alumínio fundido sob pressão? Este artigo analisa os diferentes processos de fabricação e as propriedades que diferenciam esses dois tipos de alumínio. A partir do...
Você já se perguntou por que o motor do seu carro funciona sem problemas ou como as máquinas pesadas operam sem problemas? O segredo está nos óleos usados - óleo lubrificante e óleo hidráulico. Este artigo explora...
Você já se perguntou o que torna as peças do motor do seu carro tão duráveis e eficientes? Este artigo revela os segredos por trás da fundição de ligas de alumínio, os campeões desconhecidos da engenharia automotiva. Saiba mais...