Гравитационное литье - это процесс впрыскивания расплавленного металла в форму под действием силы тяжести, также известный как просто литье.
Более широкое определение гравитационного литья включает в себя различные методы, в том числе литье в песчаные формы, литье в металлические формы, литье в комовые формы, литье в исчезающие формы и литье в глиняные формы.
Однако в более узком смысле гравитационное литье относится именно к литью в металлические формы.
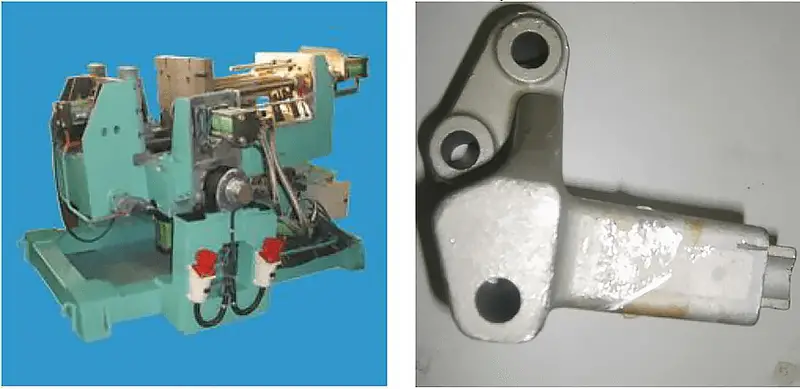
Литье в металлические формы - это современная технология, при которой используются жаропрочные легированная сталь для создания форм.
Жидкий металл обычно заливается в литник вручную, а конечный продукт производится путем заполнения полости формы, выпуска воздуха, охлаждения и открытия формы под действием веса жидкого металла.
Процесс включает в себя следующие этапы: выплавка, заливка материала в форму, вентиляция, охлаждение, открытие формы, термообработка и последующая обработка.
Ниже приведены характеристики гравитационного литья:
В отливке мало пор, что позволяет проводить термическую обработку. Это позволяет значительно повысить прочность, превосходящую прочность изделий, изготовленных методом литья под давлением.
Продукт имеет низкую плотность. Благодаря тому, что он формуется под собственным весом, его плотность ниже, чем у литьё под давлениемВ результате прочность немного снижается, но удлинение увеличивается.
Обработка поверхности изделия не является оптимальной. Охлаждение и усадка могут привести к образованию кратеров, подобных тем, что образуются при дробеструйной обработке.
Процесс заливки происходит медленно, а эффективность производства низкая. При эффективности, составляющей лишь 1/4 от эффективности литья под высоким давлением, стоимость изделия ниже.
Литейная форма имеет более длительный срок службы и более низкую стоимость по сравнению с литьем под давлением.
Процесс прост.
Гравитационное литье не подходит для производства деталей с тонкими стенками.
Iвведение литья под высоким давлением
Литье под давлением делится на две категории: литье под высоким давлением и литье под низким давлением.
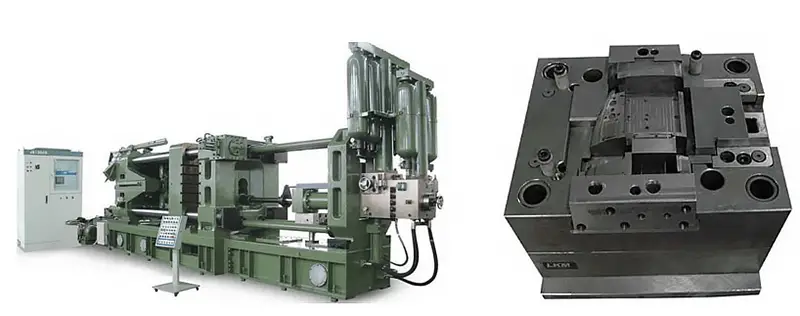
Литье под высоким давлением - это технология литья, при которой расплавленный сплав быстро заливается в полость стальной формы, находящейся в камере давления, и застывает под высоким давлением.
(1) Металлическая жидкость заливается в полость под давлением и застывает в результате кристаллизации, как правило, при давлении в диапазоне 15-100 МПа.
(2) Металлическая жидкость заливается в полость с высокой скоростью, со скоростью 10-50 м/с, а в некоторых случаях даже более 80 м/с, которая вводится через внутренний затвор. Это приводит к очень короткому времени заполнения металлической жидкостью, обычно всего 0,01-0,2 секунды, в зависимости от размера отливки.
Особенности литья под высоким давлением включают:
Быстрое наполнение и эффективное производство.
В результате формования под высоким давлением получается продукт с высокой плотностью, прочностью и поверхностной твердостью, но с низким удлинением.
Отличное качество обработки поверхности, обычно до Ra6,3, а в некоторых случаях до Ra1,6.
Возможность изготовления деталей с тонкой толщиной стенок, причем литье алюминия под давлением позволяет достичь толщины стенок 0,5 мм.
Быстрое наполнение устраняет внутреннее газообразование, в результате чего получается продукт с низкой пористостью.
Литье под высоким давлением не требует термической обработки, так как внутренний газ расширяется при термообработке, вызывая такие дефекты, как выпуклости или трещины.
Необходимо делать небольшие припуски на обработку (в идеале менее 0,25 мм), так как чрезмерная обработка может повредить плотный поверхностный слой и выявить внутренние поры, что снизит прочность изделия.
Однако литье под высоким давлением имеет высокую стоимость формы и низкий срок службы.
Iвведение литья под низким давлением
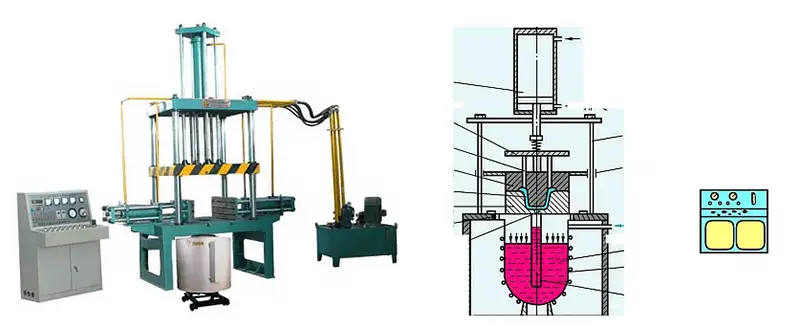
Процесс технологии литья под низким давлением заключается в следующем: В герметичный тигель или резервуар подается сухой сжатый воздух. Под воздействием газового давления жидкий металл поднимается по подъемнику и поступает в литник, плавно входя в полость формы. Давление газа поддерживается на уровне жидкости в тигле до полного затвердевания отливки.
После затвердевания давление газа на поверхность жидкости ослабевает, в результате чего жидкий металл в стояке стекает обратно в тигель.
Наконец, форму открывают и извлекают отливку.
Литье под низким давлением значительно отличается от литья под высоким давлением по оборудованию, технологическому процессу и характеристикам продукции.
Давление, применяемое при литье под низким давлением, относительно невелико, обычно составляет от 20 до 60 кПа, а источником давления служит газ.
Из-за низкого давления наполнение продукта происходит медленнее, а эффективность производства ниже, однако пористость продукта улучшается, что позволяет подвергать его термической обработке.
В целом, литье под низким давлением - это баланс между преимуществами литья под высоким давлением и гравитационного литья.
Сравнение преимуществ и недостатков
Tecniques
Стоимость плесени
Срок службы
Пористость
Термическая обработка
Припуски на механическую обработку
Отделка поверхности
Подходящие продукты
Эффективность производства
Литье под высоким давлением
комплекс
высокий
короткие
плохой
нет
маленький
высокий
Тонкостенные детали
высокий
Литье под низким давлением
простой
низкий
длинный
хорошо
да
большой
высокий
Части средней стенки
средний
Гравитационное литье
простой
низкий
длинный
хорошо
да
большой
низкий
Толстостенные детали
низкий
Сила алюминиевые сплавы может сильно отличаться из-за различий в сырье. С другой стороны, изделия, полученные методом литья под давлением, обладают высокой плотностью и прочностью. Например, литые изделия A380 имеют прочность 360 МПа и удлинение всего 3,7%.
Продукты гравитационного литья обычно имеют более низкую прочность по сравнению с продуктами литья под давлением. Например, ZL101A имеет прочность 310 МПа после термообработки, но удлинение составляет 5-6%. Существуют также материалы, такие как ZL201a и ZL204a, с прочностью выше 380 МПа.
При выборе производственного процесса основное внимание уделяется толщине стенки изделия. Литье под высоким давлением является высокоэффективным процессом и должно быть первым выбором, если производственный процесс и характеристики изделия соответствуют требованиям. Однако если толщина стенки изделия превышает 8 мм, литье под высоким давлением может не соответствовать требованиям к прочности из-за внутренних пор, в этом случае можно рассмотреть гравитационное литье или литье под низким давлением.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Основные концепции автоматизированного проектирования и автоматизированного производства Автоматизированное проектирование и автоматизированное производство (CAD/CAM) - это комплексная и технически сложная дисциплина системного инжиниринга, которая включает в себя такие различные области, как компьютерная [...]...
Концепция виртуального производства Виртуальное производство (ВП) - это фундаментальная реализация реального производственного процесса на компьютере. В нем используются технологии компьютерного моделирования и виртуальной реальности, поддерживаемые высокопроизводительными [...]...
Гибкая производственная система (FMS) обычно использует принципы системной инженерии и групповой технологии. Она объединяет станки с числовым программным управлением (ЧПУ) (обрабатывающие центры), координатно-измерительные машины, системы транспортировки материалов, [...]...
Подобно тому, как производственные технологии играют важнейшую роль в различных областях, технология нанофабрикации занимает ключевое место в сфере нанотехнологий. Технология нанофабрикации включает в себя множество методов, в том числе механические [...].
Сверхточная обработка относится к прецизионным производственным процессам, в которых достигаются чрезвычайно высокие уровни точности и качества поверхности. Ее определение относительно и меняется по мере развития технологий. В настоящее время эта технология позволяет достичь [...].
В настоящее время механическую обработку можно разделить на две группы в зависимости от серийности производства: Среди этих двух категорий, первая составляет около 70-80% от общей стоимости продукции механической обработки [...]...
В этой статье в основном представлены несколько зрелых методов специальной обработки. I. Обработка электрическим разрядом (EDM) EDM - это метод обработки токопроводящих материалов, использующий явление электрической коррозии во время [...]...
Что такое обработка с ЧПУ? Числовое программное управление (ЧПУ) - это метод управления движением и операциями обработки на станках с помощью оцифрованной информации. Станки с числовым программным управлением, часто сокращенно называемые [...]...
Обработка резанием остается наиболее распространенным методом механической обработки, играющим важную роль в механическом производстве. С развитием производственных технологий технология обработки резанием претерпела значительный прогресс в [...].
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].