Schwerkraftgießen ist das Verfahren, bei dem geschmolzenes Metall durch die Schwerkraft in eine Form gespritzt wird.
Die weiter gefasste Definition des Schwerkraftgießens umfasst verschiedene Methoden, darunter Sandformguss, Metallformguss, Klumpenformguss, verschwindender Formguss und Tonformguss.
Im engeren Sinne bezieht sich der Begriff Schwerkraftguss jedoch speziell auf den Metallformguss.
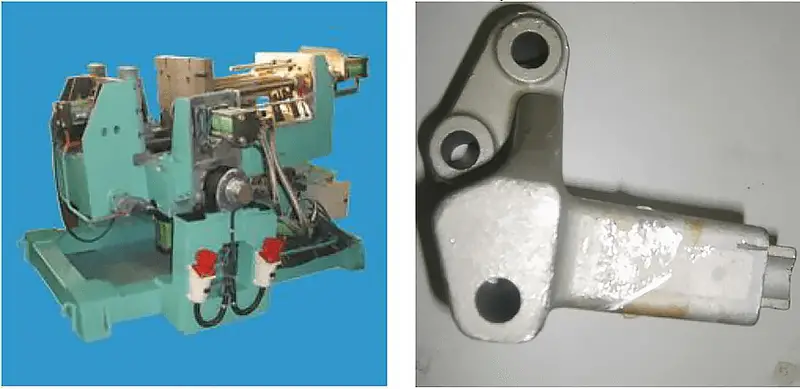
Der Metallformguss ist eine moderne Technik, bei der hitzebeständige legierter Stahl um Formen herzustellen.
Das flüssige Metall wird in der Regel von Hand in den Anschnitt gegossen, und das Endprodukt wird durch Füllen des Formhohlraums, Entlüften, Abkühlen und Öffnen der Form durch die Gewichtskraft des flüssigen Metalls hergestellt.
Der Prozess umfasst die folgenden Schritte: Schmelzen, Gießen des Materials in die Form, Entlüftung, Abkühlen, Öffnen der Form, Wärmebehandlung und Nachbearbeitung.
Im Folgenden werden die Merkmale des Schwerkraftgießens beschrieben:
Das Gussteil hat nur wenige Poren, so dass eine Wärmebehandlung möglich ist. Dies führt zu einer erheblichen Verbesserung der Festigkeit, die die von Druckgussprodukten übertrifft.
Das Produkt hat eine geringe Dichte. Aufgrund des Eigengewichts beim Formen ist die Dichte geringer als die von Druckgusswas zu einer etwas geringeren Festigkeit, aber einer höheren Dehnung führt.
Die Oberflächenbeschaffenheit des Produkts ist nicht optimal. Abkühlung und Schrumpfung können zur Bildung von Kratern führen, die denen des Kugelstrahlens ähneln.
Der Füllprozess ist langsam und die Produktionseffizienz ist gering. Mit einem Wirkungsgrad von nur 1/4 des Hochdruckgusses sind die Kosten des Produkts niedriger.
Die Form hat eine längere Lebensdauer und ist im Vergleich zum Druckguss kostengünstiger.
Das Verfahren ist einfach.
Das Schwerkraftgießen eignet sich nicht für die Herstellung von Teilen mit dünnen Wänden.
Ieinführung des druckgusses
Druckguss wird in zwei Kategorien unterteilt: Hochdruckguss und Niederdruckguss.
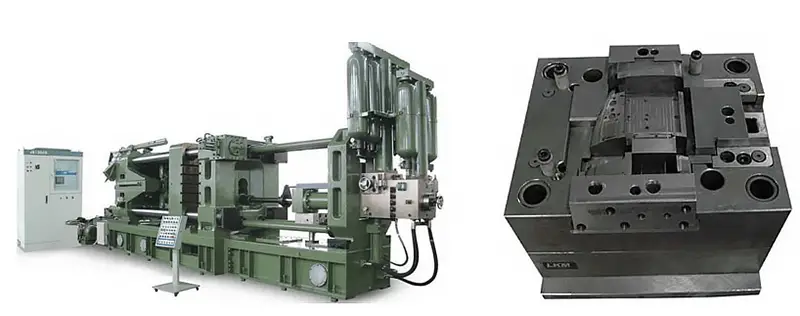
Das Hochdruckgießen ist ein Gießverfahren, bei dem eine geschmolzene Legierung schnell in den Hohlraum einer Stahlform innerhalb einer Druckkammer gegossen wird und unter hohem Druck erstarrt.
(1) Die Metallflüssigkeit wird unter Druck in den Hohlraum gefüllt und verfestigt sich durch Kristallisation, typischerweise in einem Druckbereich von 15-100 MPa.
(2) Die Metallflüssigkeit wird mit hoher Geschwindigkeit in den Hohlraum eingefüllt, mit Geschwindigkeiten von 10-50 m/s und in einigen Fällen sogar mit über 80 m/s, die durch den inneren Anschnitt eingeleitet werden. Dies führt zu einer sehr kurzen Füllzeit der Metallflüssigkeit, die in der Regel nur 0,01-0,2 Sekunden beträgt, je nach Größe des Gussteils.
Zu den Merkmalen des Hochdruckgusses gehören:
Schnelle Befüllung und effiziente Produktion.
Das Hochdruckgießen führt zu einem Produkt mit hoher Dichte, Festigkeit und Oberflächenhärte, aber geringer Dehnung.
Hervorragende Oberflächengüte, typischerweise bis zu Ra6,3 und in einigen Fällen bis zu Ra1,6.
Die Fähigkeit, Teile mit dünnen Wandstärken herzustellen, wobei der Aluminiumdruckguss eine Wandstärke von 0,5 mm erreichen kann.
Durch die schnelle Befüllung wird die Gasbildung im Inneren verhindert, was zu einem Produkt mit geringer Porosität führt.
Beim Hochdruckguss ist keine Wärmebehandlung erforderlich, da sich das innere Gas bei der Wärmebehandlung ausdehnt und Defekte wie Ausbeulungen oder Risse verursacht.
Geringe Bearbeitungszugaben sind erforderlich (idealerweise weniger als 0,25 mm), da eine übermäßige Bearbeitung die dichte Oberflächenschicht beschädigen und innere Poren freilegen kann, was die Festigkeit des Produkts verringert.
Das Hochdruckgießen ist jedoch mit hohen Formkosten und einer geringen Lebensdauer der Form verbunden.
IEinführung des Niederdruckgießens
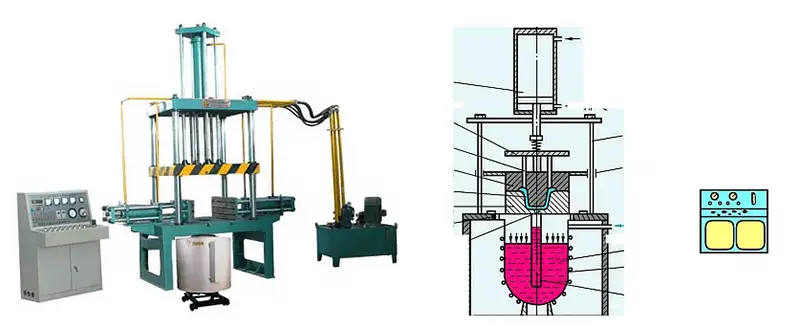
Das Verfahren der Niederdruckgießtechnik läuft wie folgt ab: Trockene, komprimierte Luft wird in den abgedichteten Tiegel oder Tank eingeleitet. Unter dem Einfluss des Gasdrucks steigt das flüssige Metall entlang des Steigrohrs und in den Anguss auf und dringt gleichmäßig in den Formhohlraum ein. Der Gasdruck wird auf dem Flüssigkeitsniveau im Tiegel gehalten, bis das Gussteil vollständig erstarrt ist.
Nach der Erstarrung wird der Gasdruck auf der Flüssigkeitsoberfläche abgebaut, wodurch das flüssige Metall im Steigrohr in den Tiegel zurückfließt.
Schließlich wird die Form geöffnet und das Gussteil entnommen.
Das Niederdruckgießen unterscheidet sich erheblich vom Hochdruckgießen in Bezug auf Ausrüstung, Verfahren und Produktleistung.
Der beim Niederdruckgießen angewandte Druck ist relativ niedrig und liegt typischerweise zwischen 20 und 60 kPa, und die Druckquelle ist Gas.
Aufgrund des niedrigen Drucks erfolgt die Befüllung des Produkts langsamer und die Produktionseffizienz ist geringer, aber die Porosität des Produkts wird verbessert, so dass es einer Wärmebehandlung unterzogen werden kann.
Im Allgemeinen stellt das Niederdruckgießen ein Gleichgewicht zwischen den Vorteilen des Hochdruckgießens und des Schwerkraftgießens dar.
Vergleich der Vor- und Nachteile
Techniken
Kosten für Schimmel
Die Lebensdauer
Porosität
Wärmebehandlung
Bearbeitungszugabe
Oberflächengüte
Geeignete Produkte
Effizienz der Produktion
Druckguss
komplex
hoch
kurz
schlecht
keine
klein
hoch
Dünnwandige Teile
hoch
Niederdruckguss
einfach
niedrig
lang
gut
ja
groß
hoch
Mittelwandteile
mittel
Schwerkraftguss
einfach
niedrig
lang
gut
ja
groß
niedrig
Dickwandige Teile
niedrig
Die Stärke der Aluminiumlegierungen kann aufgrund der unterschiedlichen Rohstoffe stark variieren. Druckgusserzeugnisse hingegen haben eine hohe Dichte und Festigkeit, da sie unter hohem Druck geformt werden. So haben beispielsweise A380-Druckgussprodukte eine Festigkeit von 360 MPa und eine Dehnung von nur 3,7%.
Schwerkraftgusserzeugnisse haben im Allgemeinen eine geringere Festigkeit als Druckgusserzeugnisse. ZL101A hat beispielsweise eine Festigkeit von 310 MPa nach der Wärmebehandlung, aber eine Dehnung von 5-6%. Es gibt auch Materialien wie ZL201a und ZL204a mit einer Festigkeit von über 380 MPa.
Bei der Wahl des Produktionsverfahrens ist die Wandstärke des Produkts das wichtigste Kriterium. Das Hochdruckgießen ist ein hocheffizientes Verfahren und sollte die erste Wahl sein, solange der Produktionsprozess und die Produktleistung den Anforderungen entsprechen. Ist die Wandstärke des Produkts jedoch größer als 8 mm, kann es sein, dass das Hochdruckgießen aufgrund der inneren Poren nicht die gewünschten Festigkeitsanforderungen erfüllt; in diesem Fall kann das Schwerkraftgießen oder das Niederdruckgießen in Betracht gezogen werden.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Grundlegende Konzepte des computergestützten Entwurfs und der computergestützten Fertigung Der computergestützte Entwurf und die computergestützte Fertigung (CAD/CAM) sind ein umfassendes und technisch komplexes Fachgebiet der Systemtechnik, das verschiedene Bereiche wie die [...]
Konzept der virtuellen Fertigung Die virtuelle Fertigung (VM) ist die grundlegende Umsetzung des tatsächlichen Fertigungsprozesses auf einem Computer. Sie nutzt die Technologien der Computersimulation und der virtuellen Realität, unterstützt durch [...]
Ein flexibles Fertigungssystem (FFS) beruht in der Regel auf den Prinzipien der Systemtechnik und der Gruppentechnologie. Es verbindet CNC-gesteuerte Werkzeugmaschinen (Bearbeitungszentren), Koordinatenmessmaschinen, Materialtransportsysteme, [...]
So wie die Fertigungstechnologie heute in verschiedenen Bereichen eine entscheidende Rolle spielt, nimmt die Nanofabrikationstechnologie eine Schlüsselposition in der Nanotechnologie ein. Die Nanofabrikationstechnologie umfasst zahlreiche Methoden, darunter mechanische [...]
Unter Ultrapräzisionsbearbeitung versteht man Präzisionsfertigungsverfahren, die ein extrem hohes Maß an Genauigkeit und Oberflächenqualität erreichen. Die Definition ist relativ und ändert sich mit den technologischen Fortschritten. Derzeit kann diese Technik [...]
Gegenwärtig kann die spanabhebende Bearbeitung in zwei Gruppen eingeteilt werden, die sich auf die Produktionscharge beziehen: Von diesen beiden Kategorien entfallen auf die erste etwa 70-80% des gesamten Produktionswerts der Zerspanung [...]
In diesem Artikel werden hauptsächlich mehrere ausgereifte spezielle Bearbeitungsmethoden vorgestellt. I. Funkenerosion (EDM) Die Funkenerosion ist ein Verfahren zur Bearbeitung leitfähiger Werkstoffe unter Ausnutzung des Phänomens der elektrischen Korrosion während [...]
Was ist CNC-Bearbeitung? Numerische Steuerung (NC) bezeichnet die Methode zur Steuerung der Bewegung und der Bearbeitungsvorgänge von Werkzeugmaschinen mit Hilfe digitalisierter Informationen. Numerisch gesteuerte Werkzeugmaschinen, oft abgekürzt als [...]
Die spanabhebende Bearbeitung ist nach wie vor die wichtigste Methode der mechanischen Bearbeitung und spielt eine wichtige Rolle in der mechanischen Fertigung. Mit den Fortschritten in der Fertigungstechnik hat die spanende Bearbeitung erhebliche Fortschritte in Richtung [...]
1. Was sind Schweißspannungen Schweißspannungen sind die Spannungen, die während des Schweißprozesses in geschweißten Bauteilen entstehen. Diese Spannung wird durch den thermischen Prozess des Schweißens verursacht und [...]
Als fortschrittliche Werkstoffe werden Materialien bezeichnet, die in jüngster Zeit erforscht wurden oder sich in der Entwicklung befinden und über außergewöhnliche Leistungen und besondere Funktionen verfügen. Diese Materialien sind für den Fortschritt in Wissenschaft und Technik von größter Bedeutung, [...]
Die Wulstumformung eignet sich für verschiedene Arten von Rohlingen, z. B. für tiefgezogene Tassen, geschnittene Rohre und gewalzte konische Schweißteile. Klassifizierung nach dem Medium der Wulstumformung Wulstumformverfahren lassen sich in folgende Kategorien einteilen [...]