Maximize a eficiência com estas dicas para máquinas de corte oxicombustível
Você já se perguntou como aperfeiçoar o uso de uma máquina de corte oxicombustível? Este artigo oferece dicas essenciais para otimizar sua técnica de corte. Desde a escolha do gás combustível correto até o ajuste da velocidade de corte e das configurações da chama, você descobrirá conselhos práticos para aumentar a precisão e a qualidade do corte. Seja você um operador novato ou experiente, este guia fornece informações valiosas para obter cortes mais limpos e precisos. Mergulhe de cabeça para aprender como maximizar a eficiência e a eficácia de seus processos de corte oxicombustível.
A precisão do corte com chama é definida como o desvio dimensional entre a geometria da peça cortada e suas especificações de projeto. A qualidade do corte por chama, no entanto, é um conceito multifacetado que abrange vários fatores: a rugosidade da superfície da seção de corte, a extensão da fusão e da deformação na borda superior do corte, a presença e a aderência da escória na borda inferior e a consistência da largura do corte em toda a peça. A manutenção da alta precisão no corte por chama exige o controle preciso de vários parâmetros do processo.
Vários fatores críticos influenciam a qualidade do corte por chama:
1. Seleção de gás combustível
2. Projeto e especificações da tocha de corte
3. Características do oxigênio:
Nível de pureza
Pressão
Taxa de fluxo
Padrão de fluxo
4. Velocidade de corte e taxa de avanço
5. Ângulo de inclinação da tocha
6. Ajuste e estabilidade da chama
7. Intensidade de energia da chama de pré-aquecimento
8. Posicionamento do bocal de corte:
Ângulo relativo à superfície da peça de trabalho
Distância de afastamento da peça de trabalho
O fluxo de oxigênio de corte desempenha um papel fundamental no processo de corte por chama. Ele tem duas funções principais: iniciar a ignição do metal e expelir os óxidos gerados pela combustão do corte. Consequentemente, a pureza, a taxa de fluxo e o padrão de fluxo do oxigênio de corte afetam significativamente a qualidade do corte e a eficiência do processo. A otimização desses parâmetros é essencial para obter cortes precisos e de alta qualidade e, ao mesmo tempo, maximizar a produtividade.
Os recentes avanços na tecnologia de corte por chama introduziram sistemas controlados por computador que podem ajustar automaticamente esses parâmetros em tempo real, aumentando ainda mais a precisão e a consistência do corte. Além disso, a integração de imagens térmicas e algoritmos de aprendizado de máquina possibilitou um controle de temperatura mais preciso e a previsão de defeitos, levando a uma melhor qualidade geral do corte e à redução do desperdício de material.
Tipo de gás combustível
No corte por chama, são empregados diversos gases combustíveis, incluindo acetileno, propano, gás natural e MAPP (metilacetileno-propadieno-propano). A seleção do gás depende dos requisitos específicos de corte e das propriedades do material. Os gases com alto poder calorífico e rápida propagação da chama, como o acetileno, são preferidos para o corte de chapas finas devido à sua capacidade de produzir uma chama concentrada e de alta temperatura. Por outro lado, os gases com valor de combustão mais baixo e velocidade de chama mais lenta, como o propano ou o gás natural, são mais adequados para o corte de chapas mais grossas, pois fornecem uma entrada de calor mais estável e sustentada.
Para chapas de aço com mais de 200 mm de espessura, o gás natural é particularmente vantajoso. Ele oferece uma qualidade de corte superior devido às suas características de chama consistentes e à menor tendência de produzir escória. Entretanto, a desvantagem é uma velocidade de corte ligeiramente reduzida em comparação com o acetileno. O perfil de chama mais amplo do gás natural também contribui para uma borda de corte mais suave em materiais espessos.
O acetileno, embora significativamente mais caro que o gás natural, continua sendo a escolha predominante em muitos ambientes de produção. Essa preferência se deve, em grande parte, à sua versatilidade, à alta temperatura da chama (até 3.480°C) e à capacidade de aquecimento rápido, o que o torna adequado para uma ampla gama de espessuras de chapas. No entanto, ao cortar chapas excepcionalmente grandes e espessas que exigem alta qualidade de corte, e onde a disponibilidade de recursos não é uma restrição, o gás natural se torna uma opção mais viável economicamente e tecnicamente superior.
Tipo de tocha
A seleção do tipo de tocha é fundamental no corte oxicombustível e está diretamente relacionada à espessura da peça de trabalho. À medida que a espessura do material aumenta, tochas de maior capacidade com vários bicos e maior pressão de oxigênio são necessárias para manter a eficiência e a qualidade do corte. A relação entre esses parâmetros é regida por vários fatores:
Espessura da peça de trabalho: Materiais mais espessos exigem mais energia térmica e poder de oxidação para um corte eficaz.
Tipo de tocha: Os maçaricos de maior qualidade são projetados para lidar com fluxos e pressões de gás maiores, o que lhes permite cortar materiais mais espessos.
Número de bicos: As configurações de vários bicos distribuem o calor de forma mais uniforme e aumentam a velocidade de corte para peças mais grossas.
Pressão de oxigênio: pressões mais altas proporcionam maior poder de oxidação, essencial para penetrar em materiais mais espessos.
Esses fatores inter-relacionados são normalmente apresentados em um gráfico ou tabela de corte abrangente, que serve como uma referência crucial para os operadores. Essa tabela descreve o tipo de tocha recomendada, o número de bicos e a pressão de oxigênio para várias espessuras de material, garantindo o desempenho ideal de corte e a consistência em diferentes aplicações.
Especificação do bocal.
Diâmetro da garganta do bocal mm
Espessura de corte mm
Velocidade de corte MPa
Pressão do gás
Incisão mm
mm/min
Oxigênio
Acetileno
Gás liquefeito de petróleo
1
0.6
5-10
750-600
0.7
0.025
0.03
≤1
2
0.8
10-20
600-450
0.7
0.025
0.03
≤1.5
3
1
20-40
450-380
0.7
0.025
0.03
≤2
4
1.25
40-60
380-320
0.7
0.03
0.035
≤2.3
5
1.5
60-100
320-250
0.7
0.03
0.035
≤3.4
6
1.75
100-150
250-160
0.7
0.035
0.04
≤4
7
2
150-180
160-130
0.7
0.035
0.04
≤4.5
1A
0.6
5-10
560-450
0.5
0.025
0.03
≤1
2A
0.8
10-20
450-340
0.5
0.025
0.03
≤1.5
3A
1
20-40
340-250
0.5
0.025
0.03
≤2
4A
1.25
40-60
250-210
0.5
0.03
0.035
≤2.3
5A
1.5
60-100
210-180
0.5
0.03
0.035
≤3.4
Pureza do oxigênio de corte, pressão, taxa de fluxo, formato do fluxo de oxigênio
Pureza do oxigênio de corte
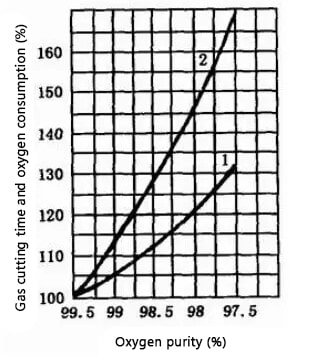
A pureza do oxigênio também tem um impacto significativo sobre o consumo de oxigênio, a qualidade do corte e a velocidade de corte. Se a pureza do oxigênio diminuir, as impurezas, como o nitrogênio, absorverão o calor durante o processo de corte e formarão uma película de gás na superfície do corte, impedindo a queima do metal e retardando o processo de oxidação. Isso resulta em uma redução drástica na velocidade de corte, um corte mais largo, uma superfície de corte mais áspera, escória na borda inferior do corte e um aumento no consumo de oxigênio.
O gráfico a seguir ilustra a influência da pureza do oxigênio na tempo de corte e consumo de oxigênio. O eixo vertical representa o tempo de corte (1) e o consumo de oxigênio (2).
Uma redução na pureza do oxigênio de 97,5% para 99,5% resulta em um aumento de 10% a 15% no tempo de corte e um aumento de 25% a 35% no consumo de oxigênio para cada redução de 1% na pureza para um corte de 1 metro de comprimento. Portanto, é fundamental manter a maior pureza de oxigênio possível, geralmente acima de 99,5%. Uma pureza abaixo de 95% dificulta muito o processo de corte.
Para obter um corte sem escória em corte a gásA pureza do oxigênio deve ser de pelo menos 99,6%. Embora o uso do corte com oxigênio líquido exija um alto investimento inicial, ele tem um desempenho econômico geral muito melhor no longo prazo.
Pressão de oxigênio de corte
Ao cortar peças finas, a pressão do oxigênio de corte pode ser adequadamente reduzida. No entanto, é importante evitar que a pressão seja muito baixa ou muito alta. Se a pressão for muito alta, isso resultará em uma costura de corte mais larga, velocidade de corte reduzida, superfície de corte áspera e forte efeito de resfriamento nas peças cortadas.
Por outro lado, se a pressão for muito baixa, a reação de oxidação ficará mais lenta durante o processo de corte, resultando em uma ligação de escória na parte de trás do corte que é difícil de remover e que pode impedir a conclusão do corte.
À medida que a pressão do oxigênio de corte aumenta, a taxa de fluxo de oxigênio também aumenta, permitindo o corte de chapas mais grossas. No entanto, há uma espessura máxima que pode ser cortada, além da qual o aumento da pressão não resultará em um aumento da espessura cortável. O efeito da pressão do oxigênio de corte sobre a velocidade de corte é semelhante.
A influência da pressão do oxigênio de corte na velocidade de corte
Conforme ilustrado na figura, ao usar um bocal comum para corte a gás, a velocidade de corte aumenta com a pressão em níveis baixos de pressão. No entanto, quando a pressão excede 0,3 MP, a velocidade de corte diminui e o corte se alarga, resultando em uma seção transversal áspera do corte.
Por outro lado, ao usar um bocal em forma de difusão para corte a gás, se a pressão do oxigênio de corte corresponder à pressão de projeto do bocal, a velocidade de corte aumenta com o aumento da pressão. Isso ocorre porque a taxa de fluxo e o momento do fluxo de oxigênio de corte aumentam, resultando em uma velocidade de corte maior em comparação com o uso de um bocal comum.
Valor recomendado da pressão de oxigênio de corte
Espessura/mm
Pressão de oxigênio de corte /MPa
3-12
0.4-0.5
12-30
0.5-0.6
30-50
0.5-0.7
50-100
0.6-0.8
100-150
1.0-1.4
No trabalho prático de corte, a melhor pressão de oxigênio de corte pode ser determinada por meio do método de teste de "linha de vento". Para um determinado bocal, a pressão adequada é aquela em que a linha de vento está mais clara e mais longa, resultando no melhor resultado de corte.
Redução do fluxo de oxigênio
A figura ilustra o efeito da taxa de fluxo de oxigênio na velocidade de corte ao cortar uma peça de 12 mm de espessura. chapa de aço. Conforme mostrado na figura, a velocidade de corte aumenta gradualmente com o aumento da taxa de fluxo de oxigênio, mas, além de um determinado valor limite, ela diminui.
Isso significa que há uma taxa de fluxo de oxigênio ideal para um determinado espessura da chapa de aço que resulta não apenas na maior velocidade de corte, mas também na melhor qualidade de corte.
A influência da taxa de fluxo de oxigênio na velocidade de corte (espessura da placa de 12 mm)
Velocidade de corte, inclinação Velocidade de corte, ângulo de inclinação
Velocidade de corte
A velocidade de corte depende da espessura da peça de trabalho e da forma do bocal de corte, geralmente diminuindo à medida que a espessura da peça de trabalho aumenta. A velocidade de corte deve ser ajustada para corresponder à taxa de oxidação do metal no corte.
A velocidade de corte influencia diretamente a estabilidade do processo de corte e a qualidade da seção cortada. Tentar ajustar artificialmente a velocidade de corte para aumentar a produtividade ou reduzi-la para melhorar a qualidade da seção de corte não funcionará e, em vez disso, resultará em uma deterioração da qualidade da seção de corte.
Uma velocidade de corte muito lenta reduzirá a produtividade, fazendo com que a borda superior do corte entre em colapso e derreta, a borda inferior tenha cantos arredondados e a parte inferior da seção de corte tenha sulcos profundos de lavagem de água. Por outro lado, uma velocidade de corte muito rápida resultará em arrasto excessivo, fazendo com que a seção de corte apresente depressões e escórias suspensas e, em casos graves, até mesmo impedindo a conclusão do corte.
Em comparação com o corte manual, o corte mecanizado tem um aumento médio de 20% na velocidade de corte. A tabela a seguir lista as velocidades de corte recomendadas para o corte mecanizado.
Dados recomendados para a velocidade de corte durante o corte mecânico
Aço Thk.
Forma de corte
Corte reto de semiproduto
Corte do subsídio de processamento orgânico
Corte com baixos requisitos de qualidade de corte de superfície
Corte reto preciso
Corte com conformação precisa
5
/
330-350
710-760
590-640
400-500
10
710-730
330-470
570-620
480-520
320-400
20
580-630
400
470-500
390-420
260-330
30
520-560
350
410-450
350-380
230-290
50
440-480
330
350-380
300-320
200-250
100
380-420
290
310-330
260-280
170-220
150
360-390
260
290-310
240-260
160-200
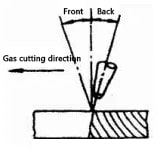
A velocidade de corte adequada pode ser determinada observando-se as características da escória ejetada do corte. No corte com chama normal, o fluxo de oxigênio de corte é ligeiramente inclinado em relação à tocha vertical, e esse deslocamento é chamado de quantidade de refugo (conforme mostrado na figura).
A velocidade de corte pode ser determinada com base na direção das faíscas de escória que caem no corte. Quando a velocidade é muito baixa e não há quantidade de refluxo, o feixe de faíscas abaixo da peça de trabalho é deslocado na direção do corte. O aumento da velocidade de operação da tocha deslocará o feixe de faíscas na direção oposta. Quando o feixe de faíscas está paralelo ao fluxo de oxigênio de corte ou ligeiramente à frente da descarga, a velocidade de corte é considerada normal. No entanto, se a velocidade for muito alta, o feixe de faísca ficará obviamente para trás.
Inclinação de corte
O ângulo de inclinação entre o bocal de corte e a peça de trabalho afeta diretamente a velocidade de corte do gás e a quantidade de arrasto traseiro. O tamanho da inclinação de corte é determinado principalmente pela espessura da peça de trabalho.
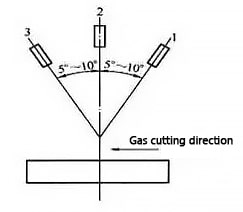
Para placas de aço com menos de 4 mm de espessura, o bocal de corte deve ser inclinado para trás em um ângulo de 25° a 45°. Quando corte de aço Para placas de aço com espessura de 4 a 20 mm, o bocal deve ser inclinado para trás em um ângulo de 20° a 30°. Para placas de aço com espessura de 20 a 30 mm, o bocal de corte deve estar perpendicular à peça de trabalho. Para peças de trabalho com espessura superior a 30 mm, o bico de corte deve ser inclinado para frente em um ângulo de 5° a 10° no início do corte e de 5° a 10° após o corte. Para o corte manual em curva, o bocal de corte deve estar perpendicular à peça de trabalho.
A relação entre a inclinação de corte do bocal e a espessura de corte é mostrada na figura.
1-Espessura < 6 mm
2- Espessura de 6 a 30 mm
3- Espessura > 30 mm
O ângulo de inclinação entre o bocal de corte e a peça de trabalho tem efeito direto sobre a velocidade do corte a gás e a quantidade de arrasto traseiro. Se o ângulo não for escolhido corretamente, além de não melhorar a velocidade de corte a gás, ele também aumentará o consumo de oxigênio e até mesmo causará dificuldades no corte a gás.
Ajuste da chama
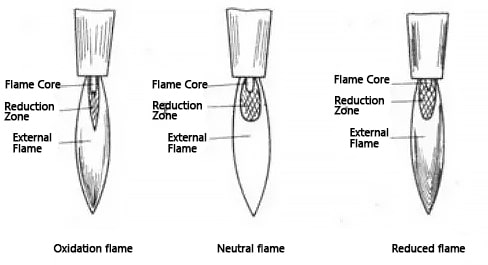
Ao ajustar a proporção de oxigênio e acetileno, três tipos de chamas de corte podem ser produzidos: chama neutra (também conhecida como chama normal), chama oxidante e chama redutora (conforme mostrado na figura abaixo).
A chama normal é caracterizada pela ausência de oxigênio livre e carbono reativo em sua zona de redução e tem três áreas distintas com um núcleo de chama bem definido (que é quase cilíndrico). O núcleo da chama consiste em acetileno e oxigênio e tem uma casca uniformemente arredondada e brilhante na extremidade. A casca externa é composta de pontos carbonáceos em brasa, e a temperatura do núcleo da chama chega a 1000°C.
A zona de redução está localizada fora do núcleo da chama e tem brilho mais escuro em comparação com o núcleo da chama. Ela consiste nos produtos da combustão incompleta do acetileno - dióxido de carbono e hidrogênio, e sua temperatura pode chegar a cerca de 3.000°C.
A chama externa, ou zona de combustão completa, está localizada fora da zona de redução e consiste em dióxido de carbono, vapor de água e nitrogênio. Sua temperatura varia entre 1200°C e 2500°C.
A chama oxidante é produzida na presença de excesso de oxigênio, e o núcleo da chama é cônico, com comprimento reduzido, contornos pouco nítidos e brilho opaco. A zona de redução e a chama externa também são reduzidas, e a chama é azul-violeta, queimando com um som alto. O tamanho do som está relacionado à pressão do oxigênio, e a temperatura da chama oxidante é mais alta do que a da chama normal. Se usada para cortar, reduzirá significativamente a qualidade do corte.
A chama redutora é produzida no caso de excesso de acetileno, e seu núcleo de chama não tem um contorno claro. A extremidade do núcleo da chama tem uma borda verde, que é usada para determinar a presença de excesso de acetileno. A zona de redução é excepcionalmente brilhante e quase se mistura com o núcleo da chama. A chama externa é de cor amarela. Se houver muito excesso de acetileno, ele começará a produzir fumaça preta devido à falta de oxigênio necessário para a combustão do acetileno na chama.
O tamanho da energia na chama de pré-aquecimento está intimamente relacionado à velocidade de corte e à qualidade do corte.
No processo de corte de uma chapa de aço, a força da chama de pré-aquecimento deve ser ajustada de acordo com a espessura da peça de trabalho e a velocidade de corte. À medida que a espessura da peça de trabalho e a velocidade de corte aumentam, a energia da chama deve ser aumentada, mas não muito forte. Chamas de pré-aquecimento muito fortes podem causar um sério colapso por derretimento da borda superior da incisão.
Por outro lado, se a chama de pré-aquecimento for muito fraca, a chapa de aço não receberá energia suficiente, exigindo uma redução na velocidade de corte e até mesmo interrupções no processo de corte.
Portanto, a relação entre a força da chama de pré-aquecimento e a velocidade de corte é interdependente. Para cortar chapas de aço com espessura inferior a 200 mm, recomenda-se uma chama neutra para obter melhor qualidade de corte.
Ao cortar chapas de aço de grande espessura, uma chama de redução deve ser usada para pré-aquecer o corte, com o comprimento da chama sendo pelo menos 1,2 vezes maior do que a espessura da chapa.
Taxa de energia da chama de pré-aquecimento
A chama de pré-aquecimento desempenha um papel fundamental no corte a gás, aquecendo a peça de metal até a temperatura de ignição e mantendo essa temperatura. O objetivo da chama de pré-aquecimento é facilitar o processo de corte ao remover e derreter a camada de óxido na superfície do aço, permitindo que o fluxo de oxigênio de corte entre em contato com o metal.
A escolha da chama de pré-aquecimento, seja ela uma chama neutra ou uma chama levemente oxidante, é um parâmetro crucial do processo que afeta a qualidade do corte a gás. O uso de uma chama carbonizante não é recomendado, pois pode causar a carbonização da borda do corte. A intensidade da chama de pré-aquecimento deve ser moderada e selecionada com base na espessura da peça de trabalho, no tipo de bico de corte e nos requisitos de qualidade.
Quando corte de aço grosso a taxa de energia da chama deve ser reduzida para evitar que a borda superior do corte derreta.
Por outro lado, ao cortar chapas de aço finas, a taxa de energia da chama pode ser aumentada, mas o bico de corte deve ser mantido a uma certa distância da peça de trabalho e manter um determinado ângulo de inclinação.
Se a taxa de energia da chama de pré-aquecimento for muito baixa durante o corte de chapas de aço finas, a peça de trabalho não receberá calor suficiente, causando uma redução na velocidade de corte do gás ou até mesmo interrupções no processo de corte.
A força da chama de pré-aquecimento deve ser aumentada à medida que a espessura da peça a ser cortada aumenta. Quanto mais espessa for a peça, maior deverá ser a força da chama de pré-aquecimento.
A relação entre a potência da chama de pré-aquecimento do oxigênio-acetileno e a espessura da chapa
Espessura/mm
Potência da chama /L.Min-1
3-25
4-8.3
25-50
9.2-12.5
50-100
12.5-16.7
100-200
16.7-20
200-300
20-21.7
Ao cortar chapas de aço mais grossas, deve-se usar uma chama de carboneto leve para evitar o colapso da borda superior do corte e também para tornar a chama externa mais longa.
Ao usar o bocal do tipo difusão e o bocal da cortina de oxigênio para cortar chapas de aço com menos de 200 mm de espessura, a potência da chama deve ser maior para acelerar o aquecimento da borda principal do corte até o ponto de ignição, de modo a obter uma velocidade de corte maior.
ao cortar aço com maior teor de carbono ou elementos de liga, por terem um ponto de ignição mais alto, a potência da chama de pré-aquecimento deve ser maior.
Ao cortar chanfros com um único bico de corte, como a escória é soprada para fora do corte, é possível aumentar a potência da chama para obter energia adicional.
O tempo de pré-aquecimento para o corte com chama de gás deve ser determinado com base na espessura da peça de trabalho a ser cortada. A seguir, há uma lista de dados empíricos para o tempo de pré-aquecimento selecionado no corte com chama de gás.
Dados empíricos do tempo de pré-aquecimento selecionado para corte com chama de gás
Espessura/mm
Tempo de pré-aquecimento/S
Espessura/mm
Tempo de pré-aquecimento/S
20
6-7
150
25-28
50
9-10
200
30-35
100
15-17
Ângulo de inclinação entre o bico de corte e a peça de trabalho e distância da superfície da peça de trabalho
A distância entre o bocal de corte e a superfície da peça de trabalho é crucial para determinar a qualidade do corte. A distância ideal depende da espessura da peça de trabalho e do comprimento da chama de pré-aquecimento.
Se o bocal de corte estiver muito próximo da peça de trabalho, isso pode causar o colapso da fusão na borda superior do corte, bloquear o bocal de corte com respingos e até mesmo causar têmpera. Por outro lado, se a altura do bocal de corte for muito alta, a perda de calor aumenta e a eficácia da chama de pré-aquecimento na borda frontal do corte diminui, levando a um pré-aquecimento insuficiente e à diminuição da energia do fluxo de oxigênio de corte, dificultando a remoção da escória e afetando a qualidade do corte. A pureza do oxigênio no corte também é reduzida, o que resulta em um aumento na quantidade de arrasto traseiro e na perda de energia. largura do cortebem como uma redução na velocidade de corte para chapas finas.
Normalmente, o núcleo da chama deve ser mantido a uma distância de 3 a 5 mm da superfície da peça de trabalho para obter as melhores condições de aquecimento e minimizar o risco de carburação. Se o núcleo da chama tocar a superfície da peça de trabalho, isso não só fará com que a borda superior do corte derreta, mas também aumentará o risco de carburação no corte.
A distância entre o bocal de corte e a superfície da peça de trabalho deve ser ajustada de acordo com a espessura da peça de trabalho que está sendo cortada.
Ao cortar chapas finas, a velocidade de corte é mais rápida e a chama pode ser mais longa, de modo que a distância entre o bico de corte e a superfície da peça de trabalho pode ser maior.
Por outro lado, ao cortar chapas grossas, a velocidade de corte é mais lenta, portanto, para evitar que a borda superior do corte derreta, a chama de pré-aquecimento deve ser mais curta e a distância entre o bico de corte e a superfície da peça deve ser menor. Isso permite que a retidão do fluxo de oxigênio de corte e a pureza do oxigênio a ser mantida, melhorando a qualidade do corte.
Os melhores parâmetros do CNC máquina de corte por chama para cortar chapas de aço de baixo carbono (bico de corte rápido GK1)
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Imagine dobrar sua eficiência de corte e, ao mesmo tempo, reduzir os custos - parece ótimo, não é? Este artigo explora a otimização dos processos de corte a plasma CNC para obter maior precisão e produtividade. Desde a escolha do ponto de partida correto até...
Você já pensou em como a fumaça e a poeira do corte a plasma podem ser prejudiciais? À medida que o corte a plasma se torna mais predominante, o gerenciamento desses poluentes é crucial para atender aos padrões ambientais....
Você já se perguntou como uma máquina pode cortar metal como uma faca quente na manteiga? Bem-vindo ao mundo do corte a plasma! Neste artigo, você explorará como esse poderoso...
O que garante um corte perfeito no corte oxicombustível? Desde a escolha do gás de corte até a altura exata do bocal, todos os fatores desempenham um papel fundamental. Este artigo analisa...