Mit den Fortschritten in der Metallurgietechnologie entstehen ständig neue hochwertige nichtrostende Stähle. Trotz der Fähigkeit der metallurgischen Industrie, ständig bessere Stahlsorten zu entwickeln, ist eine angemessene Wärmebehandlung erforderlich, um die Funktionalität von nichtrostendem Stahl zu optimieren.
Während des Erhitzens und Abkühlens verschiedener Stahlsorten variiert die Umwandlung der Matrixstruktur sowie die Bildung und der Übergang von Karbiden, Nitriden und intermetallischen Verbindungen, die alle einen unterschiedlichen Einfluss auf die Leistung von nichtrostendem Stahl haben.
Daher sollte das geeignete Wärmebehandlungsverfahren auf der Grundlage der folgenden Kriterien ausgewählt werden Stahlsorte und den Verwendungszweck bei der Wärmebehandlung von nichtrostendem Stahl.
Austenitischer rostfreier Stahl Wärmebehandlung
1. Zweck der Wärmebehandlung von austenitischem nichtrostendem Stahl
Austenitischer rostfreier Stahl hat eine Austenit Matrixgefüge. Während des Erhitzungs- und Abkühlungsprozesses findet keine martensitische Phasenumwandlung statt, daher gibt es keine Härtbarkeit.
Der Zweck der austenitischen Wärmebehandlung besteht darin, die Korrosionsbeständigkeit zu erhöhen, die nachteiligen Auswirkungen der Sekundärphase zu mildern, Spannungen abzubauen oder das bereits kaltverfestigte Material zu erweichen.
2. Grundlegende Theorien
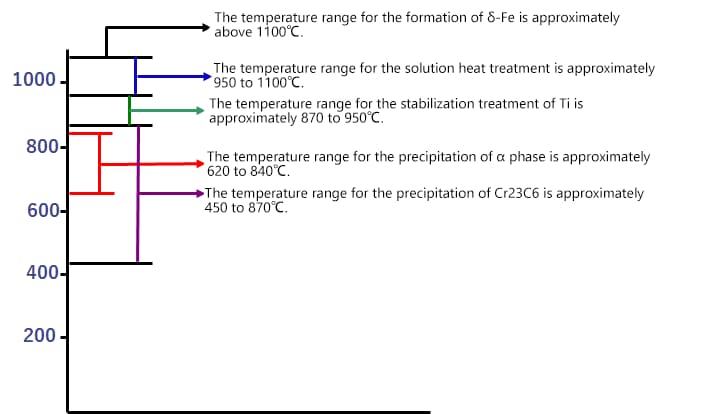
(1) Temperatur der Niederschlagserzeugung
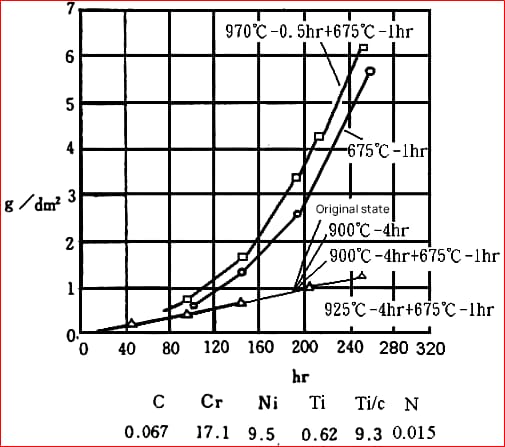
(2) Ausfällung und Auflösung von Legierungskarbiden
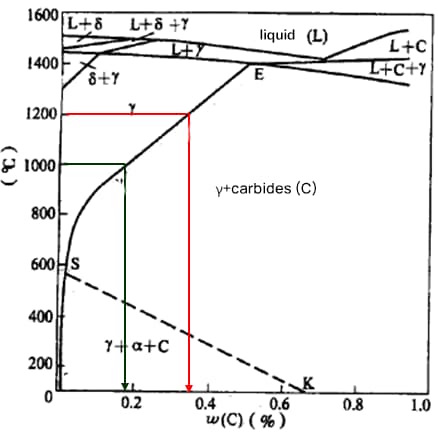
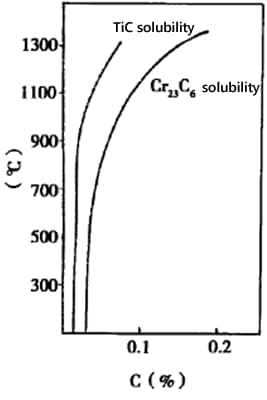
1) Löslichkeit von Kohlenstoff
Bei Stahl 304 (18Cr-8Ni) beträgt die Kohlenstofflöslichkeit bei 1200℃ 0,34%, bei 1000℃ 0,18% und bei 600℃ 0,03%.
Die Kohlenstoffgehalt in Stahl 304 nicht mehr als 0,08%. Über 1000℃ löst sich der Kohlenstoff in Austenit. Da der Radius der Kohlenstoffatome klein ist, scheidet sich der Kohlenstoff bei sinkender Temperatur entlang der Korngrenzen aus.
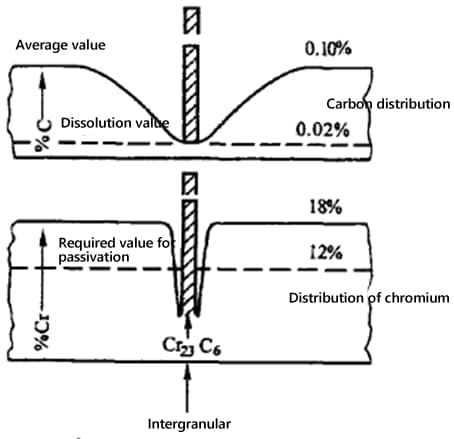
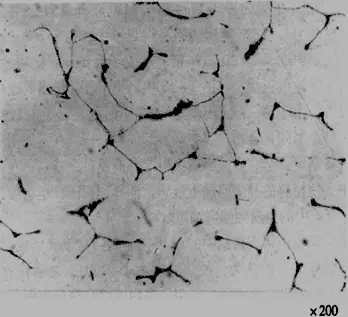
2) Intergranulare Chromverarmung
Löslichkeit von Kohlenstoff: Mit sinkender Temperatur nimmt die Löslichkeit ab.
Atomradius des Kohlenstoffs: Ein kleinerer Atomradius bedeutet eine geringere Löslichkeit, was zu Ausfällungen entlang der Korngrenzen führt.
Stabilität: Ausgefällte Kohlenstoffatome sind instabil und bilden stabile Verbindungen mit Chrom und Eisen, wie Cr23C6 oder (FeCr)23C6.
Atomare Diffusionsgeschwindigkeit: Der kleinere Radius der Kohlenstoffatome führt zu einer höheren Diffusionsrate. Umgekehrt führt der größere Radius der Chromatome zu einer geringeren Diffusionsrate.
(3) Sigma-Phase
1) Entstehungsbedingungen:
- Längeres Erhitzen im Temperaturbereich von 620~840℃.
- Der Zusatz von ferritbildenden Elementen, wie z. B. Titan (Ti), Neodym (Nd), usw.
- Die Verwendung von Schweißdrähten mit einem hohen Gehalt an ferritbildenden Elementen im Schweißnaht.
- In Austenit mit Mangan (Mn), Stickstoff (N) anstelle von Nickel (Ni).
2) Unerwünschte Wirkungen:
- Verringerung der Plastizität, insbesondere der Kerbschlagzähigkeit.
- Die Sigma-Phase ist eine reichhaltige intermetallische Verbindung; ihre Bildung kann leicht zu interkristalline Korrosionund Lochfraß in Chlorid (Cl-)-Medien.
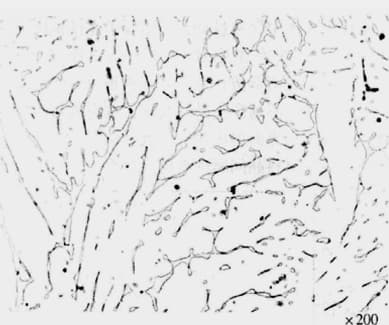
(4) Delta-Ferrit
1) Entstehungsbedingungen:
Bei gegossenem austenitischem Chrom-Nickel-Stahl ist die chemische Zusammensetzung im Gusszustand ungleichmäßig, was zu Bereichen führt, die reich an ferritbildenden Elementen sind.
In der Schweißnahtstruktur einiger austenitischer nichtrostender Stähle.
Bei geringer Beanspruchung kann es die Anfälligkeit für Spannungskorrosion verringern.
Beim Schweißen verringert es die Wahrscheinlichkeit thermischer Rissbildung.
3) Unerwünschte Wirkungen:
Bei der Druckverarbeitung kann es aufgrund der unterschiedlichen Verformungsfähigkeit der beiden Strukturen leicht zu Rissen kommen.
3. Wärmebehandlungsverfahren
(1) Behandlung der Lösung
1) Lösung Behandlung Temperatur: 950-1150℃
2) Isolationszeit: 20-30% länger als üblich legierter Stahl.
3) Abkühlung: Im Temperaturbereich der Karbidbildung (450-850℃) ist eine schnelle Abkühlung erforderlich.
Für die Kühlmethoden gelten die folgenden Grundsätze:
Bei einem Chromgehalt von mehr als 22% und einem hohen Nickelgehalt;
Bei einem Kohlenstoffgehalt von mehr als 0,08%;
Für rostfreien Stahl mit einem Kohlenstoffgehalt von höchstens 0,08%, aber mit einer effektiven Größe von mehr als 3 mm, wird die Wasserkühlung gewählt;
Für rostfreien Stahl mit einem Kohlenstoffgehalt von höchstens 0,08% und einer effektiven Größe von weniger als 3 mm wird die Luftkühlung gewählt;
Für dünne Teile mit einer effektiven Größe von weniger als 0,5 mm kann eine natürliche Kühlung verwendet werden.
Die Stabilisierungsbehandlung ist ein Wärmebehandlungsverfahren für austenitische nichtrostende Stähle, die Nd oder Ti enthalten.
1) Temperatur der Stabilisierungsbehandlung: Höher als die Auflösungstemperatur von Chromkarbiden (450-870℃), aber niedriger oder etwas höher als die Auflösungstemperatur von TiC und NbC (750-1120 ℃). Die allgemeine Empfehlung liegt bei 870-950 ℃.
2) Einweichzeit: 2-4 Stunden (abhängig von der Form des Werkstücks), Legierungselemente, usw.). Die Einweichzeit für Produkte mit einer Dicke oder einem Durchmesser von 25 mm beträgt 2 Stunden, für größere Formate wird eine weitere Stunde hinzugefügt.
3) Kühlung: Langsame Abkühlung, z. B. durch Luftkühlung oder Ofenkühlung.
1) Das Spannungsarmglühen für austenitischen rostfreien Stahl sollte auf der Grundlage der Werkstoffeigenschaften, der Betriebsumgebung, des Zwecks der Spannungsbeseitigung sowie der Größe und Form des Werkstücks ausgewählt werden.
2) Die Zwecke des Spannungsarmglühens sind:
Zum Entfernen EigenspannungVerringerung der Spannungsrisskorrosion;
Zur Gewährleistung der endgültigen Maßhaltigkeit des Werkstücks.
3) Spannungsrißkorrosion
Stahlsorte
Wärmebehandlung
Eigenspannung in kgf/mm2
Die Zeit, in der der Bruch bei kochendem 42% MgCl2 (bei 154 Grad Celsius) auftritt.
Wärmebehandlung und Abkühlungskorrektur vor Ort (Zugfestigkeit 64,3 kg/mm2)
11.9
–
7.5
Fraktur
540℃
24h
–
31.5
–
7.5
Fraktur
650
0.5
–
27.3
–
7.5
Fraktur
650
8
–
–
–
14.5
Fraktur
745
0.5
–
18.7
–
22
Fraktur
745
0.5
–
16.3
–
22
Fraktur
745
8
–
–
–
22
Fraktur
790
0.5
–
7.3
–
24
Fraktur
840
0.5
–
2.5
–
>240
Keine Fraktur
870
0.5
Luftkühlung
2.5
5.8
>292
Keine Fraktur
870
0.5
Falsche Kühlung
–
–
>292
Keine Fraktur
870
24
Luftkühlung
–
–
>292
Keine Fraktur
Geschweißte und gekühlte Rohre mit einer Dicke von 0,9 mm und einem Außendurchmesser von 15 mm.
4) Spannungsarmglühverfahren
Arten von Materialien Methode Verwendungsbedingungen und der Zweck der Spannungsentlastung.
Typ I (Ultra-niedriger Kohlenstoffgehalt) 00Cr19Ni10 00Cr17Ni14Mo2
Klasse II (einschließlich stabiler Elemente) 0Cr18Ni10Ti 0Cr18Ni11Nb
Typ III (Sonstige) 0Cri8Ni10 0Cr17Ni12Mo2
Für hochbelastete Korrosionsumgebungen.
A-B
B-A
①
Für Umgebungen mit mittlerer Korrosionsbeanspruchung.
A-B-C
B-A-C
C①
Für Umgebungen mit geringer Korrosionsbeanspruchung.
A-B-C-D-E
B-A-C-D-E
C-E
Verringern Sie lokale Spannungskonzentrationen.
E
E
E
Einsetzbar in Umgebungen mit interkristalliner Korrosion.
A-C②
A-C-B②
C
Eliminieren Sie erhebliche Eigenspannungen bei der Nachbearbeitung.
A-C
A.C
C
Abbau von Spannungen, die während des Bearbeitungsprozesses entstehen.
A-B-C
B-A-C
C③
In Situationen, in denen erhebliche Eigenspannungen aus der Bearbeitung und Spannungen aus dem Gebrauch auftreten, sowie bei großflächigen, geschweißten Bauteilen.
A-C-B
A-C-B
C
Gewährleistung der Maßhaltigkeit der Bauteile.
F
F
F
Hinweis: Die Methoden in der Tabelle sind in der Reihenfolge ihrer Priorität aufgeführt.
A: Auf 1010-1120℃ erhitzen, halten, dann langsam abkühlen lassen.
B: Auf 850-900℃ erhitzen, halten, dann langsam abkühlen lassen.
C: Auf 1010-1120℃ erhitzen, halten, dann schnell abkühlen.
D: Auf 480-650℃ erhitzen, halten, dann langsam abkühlen lassen.
E: Auf 430-480℃ erhitzen, halten, dann langsam abkühlen lassen.
F: Auf 200-480℃ erhitzen, halten, dann langsam abkühlen lassen.
Haltezeit: Für jeweils 25 mm 1-4 Stunden halten. Bei niedrigeren Temperaturen sind längere Haltezeiten erforderlich.
Anmerkungen:
Für Arbeiten in Umgebungen mit hoher Spannungskorrosion ist es am besten, eine Behandlung von Typ I Stahl A oder Typ II Stahl B zu verwenden.
Diese sollte angewendet werden, wenn das Werkstück während des Herstellungsprozesses sensibilisiert wird.
Wird das Werkstück nach der Endbearbeitung einer C-Behandlung unterzogen, kann zu diesem Zeitpunkt eine A- oder B-Behandlung durchgeführt werden.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Grundlegende Konzepte des computergestützten Entwurfs und der computergestützten Fertigung Der computergestützte Entwurf und die computergestützte Fertigung (CAD/CAM) sind ein umfassendes und technisch komplexes Fachgebiet der Systemtechnik, das verschiedene Bereiche wie die [...]
Konzept der virtuellen Fertigung Die virtuelle Fertigung (VM) ist die grundlegende Umsetzung des tatsächlichen Fertigungsprozesses auf einem Computer. Sie nutzt die Technologien der Computersimulation und der virtuellen Realität, unterstützt durch [...]
Ein flexibles Fertigungssystem (FFS) beruht in der Regel auf den Prinzipien der Systemtechnik und der Gruppentechnologie. Es verbindet CNC-gesteuerte Werkzeugmaschinen (Bearbeitungszentren), Koordinatenmessmaschinen, Materialtransportsysteme, [...]
So wie die Fertigungstechnologie heute in verschiedenen Bereichen eine entscheidende Rolle spielt, nimmt die Nanofabrikationstechnologie eine Schlüsselposition in der Nanotechnologie ein. Die Nanofabrikationstechnologie umfasst zahlreiche Methoden, darunter mechanische [...]
Unter Ultrapräzisionsbearbeitung versteht man Präzisionsfertigungsverfahren, die ein extrem hohes Maß an Genauigkeit und Oberflächenqualität erreichen. Die Definition ist relativ und ändert sich mit den technologischen Fortschritten. Derzeit kann diese Technik [...]
Gegenwärtig kann die spanabhebende Bearbeitung in zwei Gruppen eingeteilt werden, die sich auf die Produktionscharge beziehen: Von diesen beiden Kategorien entfallen auf die erste etwa 70-80% des gesamten Produktionswerts der Zerspanung [...]
In diesem Artikel werden hauptsächlich mehrere ausgereifte spezielle Bearbeitungsmethoden vorgestellt. I. Funkenerosion (EDM) Die Funkenerosion ist ein Verfahren zur Bearbeitung leitfähiger Werkstoffe unter Ausnutzung des Phänomens der elektrischen Korrosion während [...]
Was ist CNC-Bearbeitung? Numerische Steuerung (NC) bezeichnet die Methode zur Steuerung der Bewegung und der Bearbeitungsvorgänge von Werkzeugmaschinen mit Hilfe digitalisierter Informationen. Numerisch gesteuerte Werkzeugmaschinen, oft abgekürzt als [...]
Die spanabhebende Bearbeitung ist nach wie vor die wichtigste Methode der mechanischen Bearbeitung und spielt eine wichtige Rolle in der mechanischen Fertigung. Mit den Fortschritten in der Fertigungstechnik hat die spanende Bearbeitung erhebliche Fortschritte in Richtung [...]
1. Was sind Schweißspannungen Schweißspannungen sind die Spannungen, die während des Schweißprozesses in geschweißten Bauteilen entstehen. Diese Spannung wird durch den thermischen Prozess des Schweißens verursacht und [...]
Als fortschrittliche Werkstoffe werden Materialien bezeichnet, die in jüngster Zeit erforscht wurden oder sich in der Entwicklung befinden und über außergewöhnliche Leistungen und besondere Funktionen verfügen. Diese Materialien sind für den Fortschritt in Wissenschaft und Technik von größter Bedeutung, [...]
Die Wulstumformung eignet sich für verschiedene Arten von Rohlingen, z. B. für tiefgezogene Tassen, geschnittene Rohre und gewalzte konische Schweißteile. Klassifizierung nach dem Medium der Wulstumformung Wulstumformverfahren lassen sich in folgende Kategorien einteilen [...]