Warum ist das Schmelzen von Speziallegierungen in der modernen Industrie so wichtig? Dieses Verfahren ist unerlässlich für die Herstellung hochwertiger Stähle und Legierungen, die in anspruchsvollen Bereichen wie der Luft- und Raumfahrt und der Elektronik verwendet werden. Herkömmliche Verfahren werden den strengen Anforderungen dieser Anwendungen nicht gerecht, so dass fortschrittliche Techniken wie das Induktionsschmelzen, die Elektroschlackenmetallurgie und das Vakuumlichtbogenumschmelzen erforderlich sind. In diesem Artikel erfahren Sie mehr über die verschiedenen Spezialschmelzverfahren und ihre einzigartigen Vorteile, damit Sie ihre zentrale Rolle bei der Herstellung hochwertiger Metallprodukte verstehen.
Die Spezialschmelze ist ein besonderes und effektives Verfahren zur Herstellung von Spezialstahl, hochwarmfesten Legierungen, Präzisionslegierungen und hochlegierten Stählen.
Metallische Werkstoffe, die durch Stahl repräsentiert werden, sind in der Volkswirtschaft, im Verteidigungsbau, in wissenschaftlichen und technologischen Bereichen usw. weit verbreitet.
Der rasante Fortschritt in der modernen Elektroniktechnologie, der Luft- und Raumfahrttechnik, der Navigations- und Energietechnik und anderen Bereichen hat die Anforderungen an die Qualität und Vielfalt von Stahl und Legierungen immer höher werden lassen.
So ist es beispielsweise erforderlich, dass Stahl oder Legierungen unter hohen Temperaturen, hohem Druck, hoher Geschwindigkeit, dynamischer Belastung, hoher Strahlung und stark korrosiven Medien zuverlässig funktionieren.
Herkömmliche Schmelzverfahren wie Konverter, offener Herd und Lichtbogenofen sind jedoch nur schwer in der Lage, den tatsächlichen Anforderungen gerecht zu werden, und können keine Produkte von so hoher Qualität liefern, was den Einsatz spezieller Schmelzverfahren erfordert.
Zu den gängigen Spezialschmelzverfahren gehören das Induktionsschmelzen und die Elektroschlackenmetallurgie, Plasmabogen Schmelzen, Vakuum-Lichtbogen-Umschmelzen und Elektronenstrahl-Schmelzverfahren.
(1) Induktionsschmelzen
Das Induktionsschmelzen ist ein Verfahren zur Erwärmung und zum Schmelzen von Metallen, das auf dem Prinzip der elektromagnetischen Induktion beruht.
Je nach Frequenz kann er in einen Leistungsfrequenzofen, einen Mittelfrequenzofen und einen Hochfrequenzofen unterteilt werden; je nach Atmosphäre und Struktur kann er in einen Vakuuminduktionsofen, einen Plasmainduktionsofen und andere Öfen für unterschiedliche Zwecke unterteilt werden.
Hochfrequenzöfen werden hauptsächlich für das Schmelzen von Gusseisen verwendet, während Mittelfrequenzöfen hauptsächlich für die Herstellung von hochwertigem Stahl und Legierungen eingesetzt werden. Ihre Vorteile sind die schnelle Schmelzgeschwindigkeit, die hohe Produktionseffizienz, die große Anpassungsfähigkeit, der flexible Einsatz, die gute elektromagnetische Rührwirkung und die einfache Inbetriebnahme.
Derzeit ist das Schmelzen im Induktionsofen ein wichtiges Verfahren zur Herstellung von Speziallegierungen wie Spezialstahl, Präzisionslegierungen, Legierungen für elektrische Erwärmung, Hochtemperaturlegierungen und korrosionsbeständige Legierungen.
(2) Elektroschlackenmetallurgie
Die Elektroschlackenmetallurgie ist ein spezielles Schmelzverfahren, bei dem die Wärme, die durch den Schlackenwiderstand erzeugt wird, der durch den Stromfluss durch die flüssige Schlacke entsteht, zur Erhitzung und Veredelung des Metalls genutzt wird.
Ihr Kernstück ist das Elektroschlacke-Umschmelzen (ESR), das darauf abzielt, Stahl und Legierungen weiter zu reinigen und die Kristallstruktur von Blöcken auf der Grundlage der ersten Raffination zu verbessern, um so hochwertige Metallprodukte zu erhalten.
Das Umschmelzen von Elektroschlacke eignet sich für die Herstellung von mittleren und großen Schmiedestücken. Das Produkt nach dem Umschmelzen hat einen niedrigen Phosphor- und Schwefelgehalt, geringe nicht-metallisch Einschlüsse, dichte Struktur des umgeschmolzenen Blocks und Guss ohne Schrumpfung, wodurch die Qualität des Produkts sowie seine mechanischen Eigenschaften, seine Verarbeitungsleistung und seine Verwendbarkeit erheblich verbessert werden.
(3) Vakuum-Lichtbogenschmelzen
Das Vakuum-Lichtbogenschmelzen kann ein niedriges Sauerstoffpotenzial und hohe Schmelztemperaturen erzeugen und wurde daher bereits im letzten Jahrhundert zum Schmelzen von refraktären oder oxidierbaren Metallen wie Platin, Tantal und Wolfram eingesetzt.
Mit der Entwicklung der mechanischen Industrie wurde das Vakuum-Lichtbogenumschmelzverfahren mit verbrauchbaren Elektroden erfolgreich für die Herstellung von Titan und seinen Legierungen, Präzisionslegierungen, Hochtemperaturlegierungen und Refraktärmetallen eingesetzt.
Dieses Schmelzverfahren entwickelte sich in den 1940er und 1950er Jahren rasant und erreichte immer größere Kapazitäten. In der Spezialschmelze ist das Vakuum-Lichtbogenschmelzen bis heute eine der wichtigsten Methoden zum Umschmelzen und Raffinieren.
(4) Schmelzen mit Elektronenstrahl
Das Elektronenstrahl-Umschmelzen (EBM) ist ein Schmelzverfahren, bei dem eine Elektronenkanone Hochgeschwindigkeits-Elektronenstrahlen als Wärmequelle zum Schmelzen von Metallen unter Hochvakuumbedingungen einsetzt.
Sie begann mit der Verhüttung von Refraktärmetallen (Tantal, Niob, Hafnium, Wolfram, Molybdän usw.) und hat sich inzwischen auf die Herstellung von Halbleitermaterialien, magnetischen Hochleistungslegierungen und einigen Spezialstählen wie Lagerstahl, korrosionsbeständiger Edelstahl und Reineisen mit extrem niedrigem Kohlenstoffgehalt.
Darüber hinaus können Elektronenstrahl-Umschmelzöfen auch zum Schmelzen bestimmter hitzebeständiger Legierungen verwendet werden, insbesondere wolfram- und molybdänhaltiger Legierungen mit Niob oder Tantal als Hauptbestandteil.
(5) Plasma-Lichtbogenschmelzen
Das Plasmaschmelzen ist ein neues Schmelzverfahren, bei dem ein Plasmalichtbogen als Wärmequelle zum Schmelzen, Veredeln und Umschmelzen von Metallen eingesetzt wird.
Die potenziellen Vorteile der Verwendung eines Plasmalichtbogens als metallurgische Wärmequelle sind: konzentrierte Energie, hohe Temperatur (5000-300.000 K), schnelle Ionenflussrate (100-500 m/s), schnelle Erwärmung und schnelle Reaktion usw. Das Gas befindet sich in einem ionisierten Zustand, und die Reaktionsaktivität ist stark.
Das Gas kann je nach Bedarf ausgewählt werden, wie z. B. reduzierende Gase (Wasserstoff, Kohlenmonoxid, Alkane und Alkene usw.), um die Charge direkt zu reduzieren oder zu verfeinern, und es kann auch desoxidieren, um die Barren frei von restlichen Desoxidationsprodukten zu machen.
Unter der Einwirkung des Hochtemperatur-Plasmalichtbogens können sich Verunreinigungen wie S, P, Pb, Bi, Sn und As leicht verflüchtigen. Sie können schmelzen metallische Werkstoffe und schmelzen auch nicht-metallische Materialien.
1.2 Hauptprodukte der Spezialschmelze
Das Spezialschmelzen ist ein spezielles und effektives Verfahren zur Herstellung von hochentwickelten Legierungen wie Spezialstahl, hochwarmfesten Legierungen, Präzisionslegierungen, hochlegiertem Stahl, hochschmelzenden Metallen und Legierungen, Titan und Titanlegierungen, elektrische Heizlegierungen usw.
(1) Präzisionslegierungen, eine Art von Metallen und Legierungen mit besonderen physikalischen Eigenschaften, werden hauptsächlich für die Herstellung wichtiger Materialien wie Präzisionsinstrumente, Steuerungen, Telemetrie, elektrische Geräte, Zubehör und elektronische Geräte in der Luft- und Raumfahrt sowie Sensoren und Wandler in Waffensystemen verwendet, die auf ihren physikalischen Eigenschaften und nicht auf ihren strukturellen Komponenten basieren.
In China wird der Buchstabe "J" vor einer Zahl verwendet, um die Legierungskategorie anzugeben; zum Beispiel steht "1J" für eine weichmagnetische Legierung, "2J" für eine permanentmagnetische Legierung, "3J" für eine elastische Legierung, "4J" für eine Wärmeausdehnungslegierung, "5J" für ein Wärmebimetall und "6J" für eine Widerstandslegierung.
(2) Die Hochtemperaturlegierung (hochtemperaturbeständige Legierung oder hitzebeständige Superlegierung) ist eine wichtige Metallmaterial für Fluggasturbinen, Schiffsgasturbinen und Raketentriebwerke. Es weist eine höhere Beständigkeit gegen Kriechverformung und Kriechbruch sowie gegen Korrosion und Temperaturschock auf.
1.3 Qualitätsbewertungsindikatoren für das Schmelzen von Stahl und Legierungen
(1) Kontrolle der Komponenten:
Neben der Kontrolle von C, Mn, Si, P und S, die bei der Stahlproduktion üblicherweise kontrolliert werden, umfasst die Kontrolle der Komponenten auch die Kontrolle von Legierungselemente wie Cr, Ni, Mo, W, Nb, V, Al, Ti und die Spurenelemente B, Ce, La, Zr, Mg, Ca, Hf, Y, Sm. Ob die Zusammensetzung optimal kontrolliert werden kann, hängt weitgehend vom Schmelzverfahren ab.
(2) Reinheit:
Der Reinheitsgrad von Stahl und Legierungen bezieht sich auf den Gehalt an schädlichen Verunreinigungen und Gasen und umfasst hauptsächlich die folgenden Aspekte.
1. Nicht-metallische Verunreinigungen
Bei den nichtmetallischen Verunreinigungen handelt es sich in der Regel um S, P, Ce, Br, I, usw. Verschiedene Stahlsorten haben unterschiedliche Anforderungen an den S- und P-Gehalt.
Zum Beispiel ist für normalen Stahl w(S)≤0,055%, w(P)≤0,045%; für hochwertigen Stahl w(S)≤0,045%, w(P)≤0,040%; für legierter Stahlsind sowohl S als auch P kleiner als 0,04%; bei fortgeschrittenem Qualitätsstahl ist w(S)≤0,030%, w(P)≤0,035%; bei einigen Hochtemperaturlegierungen ist w(S)≤0,030%.
Für Ce, Br, I usw. schreiben einige technische Normen vor, dass sie unter 0,0025% liegen sollten.
2. Gas
Im Allgemeinen gilt: Je niedriger der Gehalt an Sauerstoff, Wasserstoff und Stickstoff in Stahl und Legierungen, desto besser ist ihre Leistung.
3. Nicht-metallische Einschlüsse
Der Einfluss nichtmetallischer Einschlüsse auf die Leistung von Stahl und Legierungen hängt nicht nur von ihrer Menge ab, sondern auch von ihrer Art, Größe, Morphologie und Verteilung.
Daher sind der Gehalt und die Verteilung der nichtmetallischen Einschlüsse einer der wichtigsten Indikatoren für die Bewertung der Qualität von Stahl und Legierungen, und bei der herkömmlichen Prüfung wird die Standardvergleichsmethode verwendet.
4. Metallische Verunreinigungen
Metallverunreinigungen beziehen sich hauptsächlich auf Pb, Sn, As, Sb, Bi und andere Spurenelementverunreinigungen in Stahl und Legierungen. Der Gehalt an Metallverunreinigungen hat einen erheblichen Einfluss auf die Leistung von Stahl und Legierungen.
5. Gussstruktur
Das Gussgefüge von Stahl- und Legierungsblöcken hat einen wichtigen Einfluss auf die Warmverformbarkeit von Blöcken und die Mechanische Eigenschaften von Stahl.
Die Gussstruktur guter metallurgischer Produkte sollte folgende Bedingungen erfüllen: die Spezifikationen entsprechen den Anforderungen; die Oberflächenqualität ist gut; die Schrumpfung ist gering; der Barren ist dicht; die Zusammensetzung und die Organisationsstruktur sind einheitlich, der Grad der Segregation ist gering; die Kristallstruktur ist gut.
1.4 Einfluss des Verfahrens auf das Gefüge und die Eigenschaften von Stahl und Legierungen
(1) Die Kontrolle der Komponenten beeinflusst die Leistung von Stahl und Legierungen.
Die verschiedenen Schmelzverfahren haben einen unterschiedlichen Grad an Kontrolle der Bestandteile, wobei Vakuumlichtbogenöfen die leicht oxidierbaren Elemente besser kontrollieren können und das Elektroschlacke-Umschmelzen einen geringeren Verlust an flüchtigen Elementen aufweist.
(2) Der Reinheitsgrad beeinflusst die Leistung von Stahl und Legierungen.
Das Vakuumschmelzen weist geringe schädliche Metallverunreinigungen und einen geringen Sauerstoffgehalt auf, und das Elektroschlacke-Umschmelzen hat eine gute Entschwefelungsfähigkeit und entfernt Oxideinschlüsse.
(3) Die Kontrolle der Mikrostruktur beeinflusst die Leistung von Stahl und Legierungen.
Elektroschlacke-Umschmelzblöcke weisen eine kolumnare Kristallachsenentwicklung und eine geringe Porositätsentmischung auf.
2. Schmelzen im Induktionsofen
2.1 Arbeitsprinzip und Ausrüstung des Induktionsofens
2.1.1 Arbeitsprinzip des Induktionsofens
Alle Arten von Induktionsöfen, unabhängig davon, ob sie mit oder ohne Kern arbeiten und ob sie mit niedriger, mittlerer oder hoher Frequenz arbeiten, bestehen aus einer variablen Stromversorgung, Kondensatoren, einer Induktionsspule und metallischen Ofenmaterialien im Tiegel (Abbildung 2-1).
(1) Das Prinzip der Induktionserwärmung
Das Prinzip der Induktionserwärmung beruht auf den beiden folgenden Grundgesetzen der Elektrizität: erstens dem Faradayschen Gesetz der elektromagnetischen Induktion.
E=B-L-v-sin∠(v-B) (2-1)
wobei L die Länge des Drahtes im Magnetfeld ist;
(v-B) ist der Winkel zwischen der Richtung der magnetischen Induktionsstärke und der Geschwindigkeitsrichtung.
Das andere grundlegende Gesetz ist das Joule-Lenz-Gesetz. Dieses Gesetz ist auch als das Prinzip des elektrischen Wärmeeffekts bekannt. Das Joule-Lenz-Gesetz kann in Form der Gleichung (2-3) ausgedrückt werden:
Q = I2 R t (2-2)
wobei Q die Joule-Lenz-Wärme in J ist; I ist die Stromstärke in A;
R ist der Widerstand des Leiters, in Ω; t ist die Zeit, in der der Leiter unter Spannung steht, in s.
Wenn ein Wechselstrom mit der Frequenz f durch die Induktionsspule eines kernlosen Induktionsofens fließt, wird im Raum um die Induktionsspule und in ihrer Umgebung ein magnetisches Wechselfeld erzeugt.
Die Polarität, die magnetische Induktionsstärke und die Frequenz des magnetischen Wechselfeldes ändern sich mit dem Wechselstrom, der dieses magnetische Wechselfeld erzeugt. Wenn der Tiegel mit der Induktionsspule ausgekleidet und mit metallischen Ofenmaterialien gefüllt ist, verläuft ein Teil der magnetischen Feldlinien des magnetischen Wechselfeldes durch die metallischen Ofenmaterialien.
Der Wechsel der Magnetfeldlinien ist gleichbedeutend mit der relativen Bewegung der schneidenden Magnetfeldlinien zwischen den metallischen Ofenmaterialien und den Magnetfeldlinien.
Daher wird in den Materialien des Metallofens eine induzierte elektromotorische Kraft (E) erzeugt, deren Größe durch die folgende Gleichung bestimmt werden kann:
E = 4,44 Ф- f - n (2-3)
wobei Ф der magnetische Fluss des magnetischen Wechselfeldes in der Induktionsspule in Wb ist;
f ist die Frequenz des Wechselstroms in Hz;
n ist die Anzahl der Windungen der von den Ofenmaterialien gebildeten Schleife, normalerweise n=1;
Aus der obigen Gleichung ist ersichtlich, dass zur Erzeugung einer größeren induzierten Spannung in den Ofenmaterialien theoretisch eine Erhöhung des magnetischen Flusses, der Frequenz und der Anzahl der Windungen verwendet werden kann.
Da die nach dem Einschalten der Induktionsspule erzeugten Magnetfeldlinien jedoch durch Luft verlaufen (im Falle eines kernlosen Induktionsofens) und Luft eine hohe magnetische Reluktanz aufweist, ist der magnetische Fluss relativ klein, was eine Erhöhung des magnetischen Flusses erschwert, und die Anzahl der Windungen der Ofenmaterialien ist im Allgemeinen gleich l.
Um die induzierte Spannung zu erhöhen, ist es daher besser, die Methode der Frequenzerhöhung anzuwenden.
Da die metallischen Ofenmaterialien selbst einen geschlossenen Kreislauf t bilden, ist der in den metallischen Ofenmaterialien erzeugte induzierte Strom (I):
wobei R der effektive Widerstand des Metallofenmaterials in Ω ist;
Die Erwärmungsrate des Ofenmaterials hängt vom induzierten Strom, dem effektiven Widerstand des Ofenmaterials und der Erregungszeit ab. Der induzierte Strom hängt von der Größe der induzierten elektromotorischen Kraft ab, d. h. von der Größe des magnetischen Flusses, der durch das Ofenmaterial fließt, und von der Frequenz des durch das Material fließenden Wechselstroms. Die Höhe des induzierten Stroms hängt von der Größe des Ofenmaterialblocks ab.
(2) Elektromagnetisches Rührwerk
Wenn ein induzierter Strom durch das Ofenmaterial fließt, wird es unweigerlich elektromagnetischen Kräften ausgesetzt, die eine gerichtete Bewegung des metallischen Ofenmaterials bewirken, d. h. den Effekt des "elektromagnetischen Rührens". Seine Vorteile sind die folgenden:
1) gleichmäßige Temperatur der Metallflüssigkeit.
2) Homogenisierung der Metallflüssigkeit.
3) Verbesserung der kinetischen Bedingungen von physikalischen und chemischen Reaktionen.
2.1.2 Arbeitsmittel des Induktionsofens
Induktionsöfen können in zwei Typen unterteilt werden: kernlose und kernhaltige Öfen, wobei letztere in der Stahlerzeugung nur selten verwendet werden und hier nicht behandelt werden sollen. Die kernlosen Induktionsöfen lassen sich im Allgemeinen nach der Netzfrequenz in drei Typen einteilen: den Netzfrequenz-Ofen (mit einer Frequenz von 50 oder 60 Hz), der über einen Transformator direkt an das Stromnetz angeschlossen ist und hauptsächlich zum Schmelzen von Gusseisen verwendet wird; den Hochfrequenz-Ofen (mit einem Frequenzbereich von 10 bis 300 kHz), der einen Hochfrequenz-Elektroröhrenoszillator verwendet und hauptsächlich in kleinen Laboratorien eingesetzt wird; und den Mittelfrequenz-Ofen (mit einem Frequenzbereich von 150 bis 10000 Hz), der einen Mittelfrequenz-Generator, Tripler oder Thyristor-Statik verwendet Frequenzumformer.
Der komplette Ausrüstungssatz für Mittelfrequenz-Induktionsöfen umfasst: die Stromversorgung und den elektrischen Steuerteil, den Ofenkörper, die Übertragungseinrichtung und das Wasserkühlsystem.
2.2 Merkmale des Schmelzens im Induktionsofen
(1) Elektromagnetische Induktionserwärmung. Da die Erwärmungsmethode eine andere ist, benötigen Induktionsöfen weder Graphitelektroden, die für die Erwärmung mit einem elektrischen Lichtbogen erforderlich sind, noch örtliche Überhitzungszonen unter dem Lichtbogen, wodurch die Möglichkeit einer Zunahme des Elektrodenkohlenstoffs ausgeschlossen wird. In Induktionsöfen können kohlenstoffarme Stähle und Legierungen geschmolzen werden, die in Lichtbogenöfen nur schwer zu schmelzen sind, wodurch günstige Bedingungen für die Herstellung von Produkten mit geringem Gasgehalt geschaffen werden.
(2) Es gibt ein gewisses Maß an elektromagnetischer Umwälzung im Schmelzbad. Die durch die elektromagnetische Induktion verursachte Metallumwälzung fördert die einheitliche Zusammensetzung und Temperatur, das Zusammenwachsen von Einschlüssen, das Wachstum und das Aufschwimmen von Stahl. Der Verlust von Legierungselementen während des Schmelzvorgangs im Induktionsofen ist relativ gering, so dass die vorhergesagte Zusammensetzung genauer ist, was der Bauteilkontrolle förderlich ist und die Schmelzzeit verkürzt.
(3) Das Verhältnis der Oberfläche des Schmelzbades ist klein. Dies ist vorteilhaft für die Verringerung des Verlusts leicht oxidierbarer Elemente in der Schmelze und die Reduzierung der Gasaufnahme. Daher haben Induktionsöfen relativ günstige Bedingungen für das Schmelzen hochlegierter Stähle und Legierungen geschaffen, insbesondere für solche, die Titan, Aluminium oder Bor enthalten. Allerdings neigen sie zu schlechter Fließfähigkeit und geringer Reaktionsfestigkeit, was der metallurgischen Reaktion an der Grenzfläche zwischen Schlacke und Stahl nicht förderlich ist. Aus diesem Grund sind die Anforderungen an die Rohstoffe für das Schmelzen in Induktionsöfen relativ streng.
(4) Bequeme Einstellung der Eingangsleistung. Während des Schmelzvorgangs im Induktionsofen kann die Eingangsleistung bequem eingestellt werden. Daher kann die Schmelztemperatur des Schmelzbades genauer gesteuert werden, der Ofen kann isoliert werden, und der Stahl kann mehrmals produziert werden, wodurch die Bedingungen für das Schmelzen von Produkten mit unterschiedlichen Zusammensetzungen in einer Charge geschaffen werden.
(5) Dieselbe Stromquelle kann mehrere Öfen unterschiedlicher Kapazität mit Strom versorgen (jedoch nicht gleichzeitig), so dass die Flexibilität von Induktionsöfen in Bezug auf die Schmelzkapazität größer ist als die von Lichtbogenöfen.
(6) Hoher thermischer Wirkungsgrad. Die Erwärmungsmethode von Induktionsöfen und die kleine Oberfläche führen zu einer geringeren Wärmeabgabe, so dass der thermische Wirkungsgrad von Induktionsöfen höher ist als der von Lichtbogenöfen. Der elektrische Wirkungsgrad von Induktionsöfen ist jedoch niedriger als der von Lichtbogenöfen, so dass der Gesamtwirkungsgrad der beiden Arten von Elektroöfen ähnlich ist.
(7) Weniger Rauch und geringe Umweltbelastung. Beim Schmelzen in Induktionsöfen gibt es grundsätzlich keine Flamme oder Verbrennungsprodukte.
(8) Verbraucht mehr feuerfestes Material als Elektrolichtbogenöfen und hat eine kürzere Lebensdauer des Tiegels. Der Bedarf an feuerfesten Materialien im Tiegel ist hoch, so dass die Kosten für feuerfeste Materialien pro Tonne Stahl ebenfalls höher sind als bei Elektrolichtbogenöfen.
2.3 Schmelzprinzipien des Induktionsofens
2.3.1 Oxidation und Desoxidation von Elementen
Sauerstoff kommt in geschmolzenem Stahl in zwei Zuständen vor. Der eine ist gelöster Sauerstoff, dargestellt durch [O], und seine Löslichkeit nimmt mit steigender Temperatur zu. Der andere ist Sauerstoff, der in Form von Einschlüssen im geschmolzenen Stahl vorliegt. Wenn in der Stahlschmelze desoxidierende Elemente vorhanden sind, verbindet sich der gelöste Sauerstoff in der Stahlschmelze mit ihnen und bildet Oxideinschlüsse. Zu den Quellen für Sauerstoff in der Stahlschmelze gehören vor allem das Eindringen von Sauerstoff aus der Atmosphäre während des Schmelzens und Gießens, Sauerstoff, der mit den Rohstoffen eingebracht wird, und Sauerstoff, der aus feuerfesten Materialien stammt.
(1) Desoxidationsfähigkeit der Elemente
Der Schwierigkeitsgrad der Oxidation verschiedener Elemente wird als Oxidationszustand bezeichnet, der auch als Desoxidationsvermögen bekannt ist. Sie bezieht sich auf den im Stahl gelösten Restsauerstoffgehalt im Gleichgewicht mit einer bestimmten Konzentration von desoxidierenden Elementen bei einer bestimmten Temperatur und einem bestimmten Druck. Je niedriger der Sauerstoffgehalt ist, desto stärker ist die Desoxidationsfähigkeit dieses Elements. Die allgemeine Formel für die Desoxidationsreaktion eines Elements lautet:
x[M]+y[O]=MxOy (2-5)
Wenn Metalloxide als reine Stoffe betrachtet werden, die nicht in geschmolzenem Stahl löslich sind, und der Gehalt an Metallelemente und der Sauerstoffgehalt im geschmolzenen Stahl niedrig ist, dann haben wir:
In der Formel wird aMxOy die Aktivität des durch Desoxidation des Elements erhaltenen Oxids darstellt, a[M] steht für die Aktivität des desoxidierenden Elements im Stahl und a[O] steht für die Aktivität des Sauerstoffs im Stahl. Wenn das Desoxidationsprodukt ein reines Oxid oder in gesättigtem Zustand ist, wird einMxOy gleich 1 ist. Wenn fM=1, f0=1, oder fMx.f0y=konstant, dann,
Sei KM = 1/K. Dann ist KM = [%M]x.[%O]y (2-8).
Die Größe von KM kann zur Bestimmung der Desoxidationsfähigkeit eines Elements verwendet werden. Je kleiner der Wert von KM ist, desto stärker ist die Desoxidationsfähigkeit des Elements. Abbildung 2-7 und Tabelle 2-8 bieten einen Vergleich der Desoxidationsfähigkeit von Elementen in geschmolzenem Eisen und Nickel bei einer Temperatur von 1600℃. Im Allgemeinen ist die Reihenfolge der Desoxidationsfähigkeit in geschmolzenem Eisen bei 1600℃ vom stärksten zum schwächsten Element wie folgt: Ba → Ca → Ce → La → Mg → Zr → Al → Ti → B → Si → Mn → W → Fe.
(2) Desoxidationseffekte und Einflussfaktoren von Elementen
1. Affinität der Elemente zu Sauerstoff: Je stärker die Affinität eines Elements zu Sauerstoff ist, desto größer ist seine Desoxidationsfähigkeit, was für die Verbesserung des Desoxidationseffekts von Vorteil ist.
2. Physikalische Eigenschaften von Desoxidationselementen: Dazu gehören der Schmelzpunkt, das spezifische Gewicht, der Siedepunkt (Dampfdruck) und die Löslichkeit in Stahlflüssigkeit.
3. Physikalische Eigenschaften der Desoxidationsprodukte: Der Schmelzpunkt, das spezifische Gewicht, die Grenzflächenspannung der Stahlflüssigkeit, die Fähigkeit, niedrigschmelzende flüssige Verbundoxide mit hochschmelzenden Oxiden zu bilden, sowie die Löslichkeit in der Stahlflüssigkeit haben alle einen erheblichen Einfluss auf die Desoxidationswirkung.
(3) Merkmale von Desoxidationselementen und zusammengesetzten Desoxidationsmitteln:
1. Desoxidation von Aluminium und gleichzeitige Desoxidation mit Aluminium, Mangan oder Silizium und Mangan: Aluminium ist ein starkes Desoxidationsmittel mit hoher Affinität zu Sauerstoff, aber seine Desoxidationsfähigkeit ist geringer als die von Kalzium, Magnesium, Barium und Seltenerdmetallen und höher als die von Silizium, Mangan, Titan und anderen Elementen.
2. Merkmale von Kalzium und Kalziumlegierungen für die Desoxidation: Kalzium ist ein sehr starkes Desoxidationsmittel und auch ein sehr wirksames Entschwefelungselement. Aufgrund seines niedrigen Siedepunkts (1484℃) liegt es jedoch im geschmolzenen Eisen in einem dampfförmigen Zustand vor, was seine Wirksamkeit verringert. Darüber hinaus ist die Löslichkeit von Kalzium in geschmolzenem Eisen sehr gering, was seine Desoxidations- und Entschwefelungswirkung beeinträchtigt und damit seine Nutzungseffizienz verringert.
2.3.2 Diffusionsdesoxidation und Fällungsdesoxidation
(1) Diffusion Desoxidation
Prinzip der Diffusionsdesoxidation: Nach dem Gesetz der Energieverteilung kann sich bei der Diffusionsdesoxidation der Sauerstoff gleichzeitig in der Schlacke und in der Stahlflüssigkeit auflösen. Bei einer bestimmten Temperatur besteht die folgende Gleichgewichtsbeziehung:
(FeO) = Fe(l) + [O] (2-9)
Zu diesem Zeitpunkt sollte das Verhältnis der Sauerstoffkonzentration zwischen Schlacke und Stahlflüssigkeit konstant sein, d. h.
Faktoren, die die Diffusionsdesoxidation beeinflussen:
a) Der Einfluss der Temperatur auf die Effizienz der Diffusionsdesoxidation. Der Einfluss der Temperatur auf den maximalen Gehalt an gesättigtem Sauerstoff in geschmolzenem Eisen ist zweifach, und die Beziehung wird durch die folgende Formel ausgedrückt: Log [%O]gesättigt = -6320/T + 2,734 (2-11).
b) Der Einfluss der Kontaktbedingungen der Stahlschlacke.
c) Der Einfluss der Schlackenzusammensetzung.
(2) Fällungsdesoxidation:
Prinzip der Fällungsdesoxidation: Bei der Fällungsdesoxidation werden dem geschmolzenen Stahl Elemente zugesetzt, deren Sauerstoffaffinität größer ist als die von Eisen, um mit dem gelösten Sauerstoff zu reagieren und ein Oxid zu bilden, das im geschmolzenen Stahl unlöslich ist. Das Oxid wird dann durch Auftrieb aus dem geschmolzenen Stahl entfernt, wodurch der Sauerstoffgehalt des geschmolzenen Stahls verringert wird.
Arten und Anwendungsbereich von Fällungsdesoxidationsmitteln: Zu den üblicherweise verwendeten Fällungsdesoxidationsmitteln gehören hauptsächlich Desoxidationsmittel aus reinem Metall, Desoxidationsmittel auf Nickelbasis, Desoxidationsmittel auf Aluminiumbasis, Desoxidationsmittel auf Silizium-Mangan-Basis und Silizium-Calcium-Basis. Durch die Verwendung von zusammengesetzten Desoxidationsmitteln, die starke desoxidierende Elemente wie Kalzium, Barium und Magnesium enthalten, um den Gesamtsauerstoffgehalt zu reduzieren, kann eine Stahlflüssigkeit mit einem Gesamtsauerstoffgehalt von ≤0,003% erhalten werden. Nur durch den kombinierten Einsatz verschiedener Desoxidationsmittel kann hochreiner Stahl erzielt werden.
2.3.3 Entschwefelung von Legierungen
Im Wesentlichen geht es bei der Entschwefelung von Legierungen um die Umwandlung von im geschmolzenen Eisen gelöstem Schwefel in eine hochschmelzende Verbindung (wie CaS, MgS, CeS) oder ein Sulfidoxid. Die Löslichkeit dieser Sulfide in geschmolzenem Eisen ist viel geringer als die von Eisensulfid, wodurch der Schwefel aus dem Stahl entfernt oder dispergiert wird. Die wichtigsten Methoden der Entschwefelung sind die Verwendung von Raffiniermitteln oder die Schlackenreaktion.
(1) Entschwefelung von Raffineriemitteln
Das Grundprinzip der Entschwefelung von Läutermitteln besteht darin, Stoffe mit einer hohen Affinität zu Schwefel zu verwenden, um Sulfide zu bilden. Diese Sulfide sind unlöslich oder haben eine sehr geringe Löslichkeit in geschmolzenem Eisen und haben eine geringere Dichte als die Legierungsflüssigkeit. Die relative Affinität verschiedener Elemente zu Schwefel kann anhand der Standardänderung der freien Energie jedes Elements bei der Reaktion mit 1 Mol Schwefel gemessen werden. Je kleiner der Wert der freien Standardenergie bei gleicher Temperatur ist, desto größer ist die Affinität zwischen dem Element und dem Schwefel. Die relative Affinität der verschiedenen Elemente zu Schwefel nimmt in der Reihenfolge La, Ca, Ba, Mg, Mn, Fe ab.
(2) Schlackenreaktionsentschwefelung
Die Entschwefelung der Schlackenreaktion kann nur in einem alkalischen Induktionsofen durchgeführt werden. Der Entschwefelungsprozess kann in die folgenden drei Schritte unterteilt werden:
1. Schwefelionen in der Metallflüssigkeit diffundieren an die Schlackengrenzfläche, und Sauerstoffionen in der Schlacke diffundieren an die Schlacken-Stahl-Grenzfläche;
2. An der Schlackengrenzfläche findet die folgende Reaktion statt: [S] + (O2-) = (S2-) + [O] (2-12)
3. Die erzeugten Schwefelatome diffundieren in die Schlacke, und die erzeugten Sauerstoffatome diffundieren in den Stahl. Empirisch gesehen wird die Reaktionsgeschwindigkeit der Entschwefelung durch die Diffusion von Schwefelionen in der Schlacke bestimmt. Die in Gleichung 2-12 dargestellte Gleichgewichtskonstante K ist eine Konstante, die mit der Temperatur variiert. Die Entschwefelungsfähigkeit der Schlacke wird gewöhnlich durch den Verteilungskoeffizienten Ls ausgedrückt, der
NO2- steht für die Alkalinität der Schlacke, und eine höhere Alkalinität ist für die Entschwefelung vorteilhafter. Wenn die Alkalinität jedoch zu hoch ist, kann die Entschwefelungsrate aufgrund des erhöhten Schmelzpunkts und der Viskosität der Schlacke begrenzt sein, was der Entschwefelung nicht zuträglich ist. Wenn der Sauerstoffgehalt in der Metallschmelze niedrig ist, ist auch der Gehalt an Eisenoxid in der Schlacke niedrig, was für die Entschwefelung günstig ist. Experimente haben gezeigt, dass es eine Beziehung zwischen dem Gleichgewichtsgehalt von Schwefel und Sauerstoff in reinem geschmolzenem Eisen bei 1600℃ gibt: [S]/[O] = 4. Eine Erhöhung der Temperatur ist für die Entschwefelung günstig, nicht nur weil sie Ls erhöht, sondern auch weil sie die Fließfähigkeit der Stahlschlacke verbessern kann.
2.3.4 Entfernung von nichtmetallischen Einschlüssen
Das Vorhandensein einer großen Anzahl von nichtmetallischen Einschlüsse in Stahl können die Kontinuität der Stahlmatrix zerstören, die interatomaren Kräfte schwächen, die Spannungskonzentration fördern und zur Rissbildung führen. Sie verschlechtern die mechanischen Eigenschaften des Stahls erheblich, insbesondere die Plastizität, die Kerbschlagzähigkeit, die Ermüdungsleistung und sogar einige physikalische Eigenschaften bei der Kalt- und Warmverarbeitung von Legierungen. Diese Wirkung hängt nicht nur mit ihrem Gehalt, sondern auch mit ihrer Form und Größe zusammen.
Wasserstoff- und Stickstoffreste in Legierungen können nicht nur Hydride und Nitride bilden, sondern auch Erscheinungen wie weiße Flecken hervorrufen, Wasserstoffversprödungund Alterung. In Gasform ausgefälltes [H] und [N] kann Poren in der Oberfläche bilden. Stahlbarrenund können beim Walzen von Bändern leicht zu Fehlern wie subkutanen Blasen führen. Atmosphärische Induktionsöfen verwenden schwimmende Methoden zur Entfernung von Einschlüssen. Wenn die Dichte der nichtmetallischen Einschlüsse geringer ist als die des geschmolzenen Metalls, schwimmen die Einschlüsse aufgrund des Auftriebs an die Grenzfläche zwischen geschmolzenem Metall und Schlacke und werden von der Schlacke absorbiert.
Die Aufwärtsgeschwindigkeit der Einschlüsse kann mit Hilfe des Stokes'schen Gesetzes berechnet werden.
2.4 Rohstoffe für das Schmelzen in Induktionsöfen
Anforderungen an die Rohmaterialien: Die chemische Zusammensetzung der Ausgangsmaterialien sollte genau sein; die Metallmaterialien sollten sauber, trocken, öl- und rostfrei sein; die Blockgröße ist angemessen; alle Materialien müssen in einer trockenen Umgebung gelagert werden.
Arten von Rohstoffen: Stahlwerkstoffe: Roheisen, industrielles Reineisen, Stahlschrott, Rücklaufmaterial. Legierungswerkstoffe: W, Mo, Nb und ihre Eisenlegierungen; Ni, Cr, Co und ihre Legierungen; Si, Mn und ihre Legierungen; V, B und ihre Legierungen; Al, Ti und ihre Legierungen; Seltenerdmetalle und ihre Legierungen; spezielle Zusatzstoffe. Schlackenbildende Materialien: Kalk, Fluorit, Ziegelbruchstücke.
Berechnung der Inhaltsstoffe:
Berechnen Sie auf der Grundlage der Zusammensetzung der Charge und der angestrebten Zusammensetzung des Schmelzprodukts das Gewicht jeder Art von Rohmaterial, das dem Ofen zugeführt werden soll.
Da sich der Induktionsofen hauptsächlich auf Schmelz- und Erwärmungsprozesse konzentriert, sind die Anforderungen an die Berechnung der Inhaltsstoffe präziser. Zur Berechnung der Rückgewinnungsrate von Legierungselementen sind genaue Berechnungsmethoden erforderlich.
2.5 Tiegel des Induktionsofens (Lektion 4)
2.5.1 Klassifizierung und Qualitätsanforderungen von Induktionstiegeln
(1) Klassifizierung von Tiegeln:
Induktionstiegel können aufgrund ihrer Materialien in drei Typen eingeteilt werden: alkalisch, sauer und neutral. Das am häufigsten verwendete Bindemittel ist Borsäure.
Borsäure spielt bei der Herstellung von sauren (Quarzsand) oder alkalischen (Magnesia) Schmelztiegeln eine Rolle:
a. Senkung der Sintertemperatur.
b. Förderung der Bildung von Spinell.
c. Verringerung der Volumenänderungsrate des Tiegels.
Tiegel können auch nach ihren Herstellungsmethoden klassifiziert werden: vorgefertigte Tiegel, an Ort und Stelle geformte Tiegel und mit feuerfesten Steinen ausgekleidete Tiegel.
(2) Qualitätsanforderungen an Schmelztiegel
Zu den wichtigsten Anforderungen an die feuerfesten Materialien von Tiegeln gehören:
Hohe Feuerfestigkeit und strukturelle Festigkeit bei hohen Temperaturen.
Gute Beständigkeit gegen schnelles Erhitzen/Abkühlen.
Gute Beständigkeit gegen Schlackenkorrosion.
Möglichst geringe Wärmeleitfähigkeit.
Gute Isolierleistung.
Keine Verschmutzung, Unbedenklichkeit, geringe Flüchtigkeit, hohe Hydratationsbeständigkeit und niedrige Kosten.
2.5.2 Vorbereitung von Tiegeln
(1) Partikelgrößenverhältnis:
Mit einem angemessenen Partikelgrößenverhältnis kann die beste Volumendichte erreicht werden, um sicherzustellen, dass der Tiegel eine minimale Porosität aufweist, in der Regel etwa 20%. Der grobe, mittlere und feine Bereich der Sandpartikelgrößen hängt von der Kapazität des Ofens ab.
Das Korngrößenverhältnis von Magnesia-Tiegeln mit demselben Fassungsvermögen
Es gibt zwei Hauptmethoden für die Formung eines Induktionstiegels: Außenformung und Innenformung. Je nach dem Unterschied der Bindemittel kann die Innenformung in Nass- und Trockenformung unterteilt werden.
(3) Schmelztiegelherstellung
Bei extern geformten Tiegeln bezieht sich die Herstellung darauf, wie der Tiegel in die Induktionsspule eingebaut und wie die Ofenöffnung repariert wird. Im Folgenden wird der Herstellungsprozess von innen geformten Tiegeln vorgestellt. Die Vorbereitungsarbeiten vor der Produktion umfassen die Sandaufbereitung und -mischung, die Reinigung und Inspektion der Induktionsspule, die Vorbereitung der Tiegelform und die Vorbereitung der Formwerkzeuge und -ausrüstung.
Vor der Herstellung jedes Tiegels wird die Induktionsspule auf undichte Stellen, austretendes Wasser, Schäden an der Isolierung und die Zuverlässigkeit und Festigkeit der Verbindungselemente zwischen der Induktionsspule und den Windungen überprüft.
Die Form bezieht sich hauptsächlich auf den Tiegelkern, der zur Kontrolle der Form und des Volumens im Inneren des Tiegels dient. Der Tiegelkern des Induktionsofens ist entweder mit Stahlplatten verschweißt oder besteht aus Graphit.
Graphitkern Vibrationsgießmaschine
(4) Tiegelsintern
Zweck: Verbesserung der Kompaktheit, Festigkeit und Volumenstabilität des Tiegels.
Verfahren: Die Kontaktfläche des Sandmaterials wird auf eine hohe Temperatur erhitzt, um durch die Flüssigphasenbindung ein kontinuierliches Sinternetzwerk zu bilden, das das gesamte Sandmaterial zu einem Ganzen zusammenfügt.
Sinterverfahren: Hochtemperatursintern und Niedrigtemperatursintern.
A. Hochtemperatursintern von Magnesia-Tiegeln (unterteilt in vier Stufen)
Stufe 1: Sintertemperatur bei 850℃, hauptsächlich für die Dehydratisierungsreaktion des Sandmaterials und die Zersetzung des Karbonats.
Stufe 2: Sintertemperatur zwischen 850-1500℃, niedrigschmelzende Verbindungen beginnen zu schmelzen, ein Sinternetzwerk beginnt sich zu bilden, und das Tiegelvolumen schrumpft erheblich. In dieser Phase kann die Heizrate entsprechend erhöht werden.
Stufe 3: Sintertemperatur zwischen 1500-1700℃, Magnesium-Olivin und Magnesium-Aluminium-Spinell beginnen zu schmelzen, neue Verbindungen beginnen sich zu bilden, ein Sinternetzwerk entsteht, und das Tiegelvolumen schrumpft stark, wobei Dichte und Festigkeit deutlich zunehmen. In dieser Phase sollte die Heizrate reduziert werden.
Stufe 4: Sintertemperatur zwischen 1700-1850℃, hauptsächlich um das kontinuierliche Wachstum von Forsterit zu fördern und die ideale Sinterschichtdicke und Sinterstruktur des Tiegelquerschnitts zu erreichen.
B. Niedertemperatursintern von Magnesia-Tiegeln (unterteilt in drei Stufen)
Stufe 1: Temperatur bei 850℃, hauptsächlich für die Dehydratisierungsreaktion und die Karbonatzersetzung, mit langsamer Aufheizrate.
Stufe 2: Temperatur zwischen 850℃-1400℃, es bildet sich schnell ein Sinternetzwerk aus niedrigschmelzenden Verbindungen, die B2O3 enthalten, und die Tiegelfestigkeit nimmt zu.
Stufe 3: Temperatur zwischen 850℃-1400℃, um die Dicke der Sinterschicht des vorläufig gesinterten Tiegels weiter zu erhöhen und die ideale Sinterstruktur zu erreichen.
2.6 Schmelzprozess im Induktionsofen
2.6.1 Schmelzverfahren
Der zum Schmelzen verwendete Stahlschrott enthält in der Regel eine gewisse Menge an Feuchtigkeit und Ölverunreinigungen. Es ist unsicher, solches Ofenmaterial direkt in den Ofen zu geben, insbesondere bei einem bereits gebildeten Schmelzbad, da dies häufig zu Spritzen führt. Gleichzeitig ist es auch eine der Hauptquellen für Sauerstoff im Produkt.
Daher richten einige Fabriken Vorwärm- oder Trocknungssysteme für Stahlschrott ein und verwenden Heizmethoden, um die mit dem Stahlschrott verbundene Feuchtigkeit und Ölverschmutzung zu entfernen, um eine sichere Verwendung zu gewährleisten und die Einbringung von Wasserstoff zu verhindern. Darüber hinaus kann die Zugabe von vorgewärmtem Stahlschrott die Schmelzzeit verkürzen und den Energieverbrauch senken.
(1) Aufladen
Anforderungen an das Rohmaterial:
a. Die chemische Zusammensetzung des geladenen Materials muss genau sein;
b. Das Metallmaterial sollte sauber, trocken, ölfrei und rostarm sein;
c. Geeignete Größe der Materialblöcke;
d. Trockene Lagerung.
Anforderungen an die Aufladung:
Die untere Schicht des Ofenmaterials sollte kompakt und die obere Schicht locker sein, um eine Brückenbildung der oberen Schicht des Ofenmaterials während des Schmelzprozesses zu verhindern;
Vor der Beschickung mit großen Materialien sollte zuerst eine Schicht aus kleinem und leichtem Material auf den Boden des Ofens gelegt werden;.
Einige Legierungen oder Stahlmaterialien mit niedrigeren Schmelzpunkten als andere sollten zuerst am Boden des Ofens chargiert werden;.
Materialien mit hohem Schmelzpunkt, die nicht leicht oxidiert werden können, sollten im oberen Teil der Schichtmaterialien, d.h. in der Hochtemperaturzone, eingesetzt werden;.
Die Niedertemperaturzone am oberen Ende des Tiegels sollte hauptsächlich mit Stahlwerkstoffen gefüllt werden;.
Die Materialien sollten locker geladen sein, um Brückenbildung zu vermeiden.
(2) Schmelzen
Das Schmelzen des Ofenmaterials steht in direktem Zusammenhang mit der Veränderung des Gasgehalts im flüssigen Metall und der Rückgewinnung von Legierungselementen und wirkt sich auch auf technische Indikatoren wie Schmelzzeit, Tiegelstandzeit und Energieverbrauch aus. Die Schmelzphase ist eine wichtige Phase beim Schmelzen in Induktionsöfen und umfasst die folgenden Hauptaufgaben:
Schnelles Schmelzen des Ofenmaterials, Entschwefelung, Verringerung des Verlusts von Legierungselementen und sofortige Zugabe von Schlacke, um zu verhindern, dass die Metallschmelze Gas aufnimmt.
(3) Veredelung
Die Raffinationsphase ist ein wichtiges Bindeglied bei der Verhüttung im Induktionsofen. Durch die Raffination werden Aufgaben wie Desoxidation, Legierung und Einstellung der Zusammensetzung und Temperatur der Stahlflüssigkeit erfüllt.
Anpassung der Zusammensetzung der Schlacke, um den Gehalt an Legierungselementen in der Schlacke zu verringern.
Desoxidieren und Legieren der Stahlflüssigkeit.
(4) Anbohren und Gießen
Wenn der geschmolzene Stahl oder die geschmolzene Legierung die Anforderungen für den Abstich erfüllt, kann er abgestochen werden. Bei Öfen mit geringem Fassungsvermögen kann er direkt gegossen werden. Bei Öfen mit größerer Kapazität kann er zunächst in eine Gießpfanne gegossen und dann gegossen werden. Je nach den Anforderungen an das Produkt kann es in Barren, Gussstücke oder Abbrandelektroden gegossen werden. Die Website Zapfvorgang erfordert auch die Auswahl des Gießverfahrens auf der Grundlage der Qualität und des Prozessablaufs des Produkts, z. B. ob Vakuum- oder Nicht-Vakuum-Gießen verwendet werden soll und ob von oben oder von unten gegossen werden soll.
Im Allgemeinen benötigen Elektroheizungslegierungen und hochwarmfeste Legierungen eine weitere Veredelung, so dass sie im Allgemeinen in Verbrauchselektroden gegossen werden, während Präzisionslegierungen im Allgemeinen im Vakuum gegossen werden. Durch das Vakuumgießen kann eine sekundäre Oxidation und eine erneute Absorption der Stahlflüssigkeit während des Gießens vermieden werden. Gießverfahrenund kann Wasserstoff und einen Teil des Stickstoffs wirksam entfernen, wodurch Stahl mit weniger Verunreinigungen und höherer Reinheit gewonnen wird.
2.7 Kontrolle der Zusammensetzung beim Schmelzen im Induktionsofen (Lektion 5)
Die chemische Zusammensetzung hat einen erheblichen Einfluss auf die Qualität und Leistung von Stahl. Für einige Arten von StahlUm die höheren Anforderungen an Qualität und Leistung zu erfüllen, muss neben der Einhaltung der technischen Spezifikationen auch die chemische Zusammensetzung innerhalb eines strengeren Bereichs kontrolliert werden. Die Kontrolle der chemischen Zusammensetzung zieht sich durch alle Prozesse der Stahlerzeugung und steht in engem Zusammenhang mit dem Verlust von Legierungselementen, den physikalisch-chemischen Eigenschaften, dem physikalisch-chemischen Zustand der Schlacke, der Temperatur der Stahlflüssigkeit, dem Schmelzverfahren usw.
(1) Hauptfaktoren, die die Rückgewinnungsrate von Legierungselementen beeinflussen
Physikalisch-chemische Eigenschaften der Legierungselemente selbst.
Schmelzzeit. Je länger die Schmelzzeit ist, desto größer ist der Verlust an C und Si, und desto höher ist der Verlust an Legierungselementen, wenn aktive Elemente hinzugefügt werden und die Zeit bis zum Abstich länger ist.
Schmelztemperatur. Mit steigender Temperatur nimmt die freie Energie der Legierungselemente im Stahl ab, was die Auflösung der Legierungselemente begünstigt. Eine zu hohe Temperatur verschlimmert jedoch den Verlust von Legierungselementen.
Schlackesystem. Der physikalisch-chemische Zustand der Schlacke hat einen erheblichen Einfluss auf die Rückgewinnungsrate der Legierungselemente. Insbesondere die Viskosität und Alkalität der Schlacke haben einen großen Einfluss. Je höher der FeO- und SiO2-Gehalt in der Schlacke ist, desto größer ist der Verlust an Elementen.
Flüchtige Verluste von Elementen. Zu beachten ist der flüchtige Verlust durch Oxide für W, Mo und Mn.
Gehalt an [O], [N] und [S] in der Stahlflüssigkeit. Je höher der Gehalt an [O], [N] und [S] im Stahl ist, desto größer ist der Verlust an Elementen. Die Stahlflüssigkeit sollte vor der Zugabe von Legierungselementen vollständig desoxidiert, entschwefelt und entnitriert werden.
Zeitpunkt, Blockgröße und Methode der Zugabe von Legierungselementen. Je früher mehr aktive Elemente zugegeben werden, desto größer ist der Verlust. Die Rückgewinnungsrate von Legierungselementen ist bei der Zugabe von blockförmigen Legierungselementen höher als bei der Zugabe von pulverförmigen Elementen. Es gibt auch einen leichten Unterschied in der Rückgewinnungsrate zwischen der Zugabe in den Ofen und der Zugabe in die Pfanne.
(2) Methoden zur Verbesserung der Rückgewinnungsrate von Legierungselementen
1. Kontrollmethode für verlustarme Elemente: Legierungselemente mit einer Verlustrate von weniger als 5% unter normalen Schmelzbedingungen werden als verlustarme Elemente bezeichnet, einschließlich Ni, Co, Mo, W, Cu, usw. Verlustarme Elemente können im Allgemeinen zusammen mit der Ofenbeschickung zugegeben werden, und elektrolytisches Kupfer sollte aufgrund seines niedrigen Schmelzpunkts am Ende des Schmelzvorgangs zugegeben werden. Der Verlust von Mo und W beim Schmelzen ist hauptsächlich auf den flüchtigen Verlust ihrer Oxide zurückzuführen.
Außerdem können wolframhaltige Legierungen nicht in einem neuen Tiegel erschmolzen werden, da dies zu Wolframverlusten und einer nicht konformen chemischen Zusammensetzung führt, da der Tiegel Wolfram absorbiert. Wolframhaltige Werkstoffe können auch das "Bodenbildungsphänomen" verursachen, bei dem sich eine große Menge an wolframhaltigem Material am Boden des Tiegels absetzt und lange Zeit nicht schmelzen kann. Um den Verlust von W und Mo zu verringern, sollte während des Schmelzens auf ausreichendes Schmelzen und Rühren geachtet werden.
2. Kontrollmethode für Elemente mit mittleren Verlusten: Zu den Elementen mit mittlerem Verlust gehören Elemente mit einer Verlustrate zwischen 5% und 20%, einschließlich Cr, V, Si, Mn, Nb usw., und ihre Zugabe hängt von der Situation im Ofen ab. Im Allgemeinen wird Nb am Ende der Raffination zugegeben und ausreichend gerührt. Beim Schmelzen von Cr-haltigem Stahl ist darauf zu achten, dass das Chrom nicht in die Schlacke oxidiert. Wenn der Chromgehalt nicht hoch ist, ist es am besten, es nach der vollständigen Desoxidation zuzusetzen. Bei der Zugabe von Mn zur Beseitigung der thermischen Versprödung durch FeS sollte Mn/S>8 kontrolliert werden.
3. Kontrollmethode für verlustreiche Elemente: Legierungselemente wie Ti, Al, Re, Zr usw. haben unter normalen Schmelzbedingungen eine Verlustrate von mehr als 20% und sind verlustreiche Elemente. Im Allgemeinen sollten sie nach der abschließenden Desoxidation zugesetzt werden. Die Zugabemethode hängt von der Desoxidationsanlage ab.
Darüber hinaus sollten die Methode und der Zeitpunkt der Zugabe von Legierungselementen umfassend berücksichtigt werden, um die Rückgewinnungsrate der Legierungselemente zu kontrollieren. Zum Beispiel muss beim Schmelzen von Hochtemperaturlegierungen Ti zugesetzt werden. Wenn Ti in Form von Titanschwamm zugesetzt wird, beträgt die Rückgewinnungsrate nur etwa 70%, selbst wenn es nach der abschließenden Desoxidation zugesetzt wird. Wird Titan jedoch zu einer Ni-Ti-Zwischenlegierung verarbeitet und hinzugefügt, kann die Rückgewinnungsrate mehr als 95% erreichen.
3. Vakuum-Induktionsschmelzen (VIM)
3.1 Überblick
Das Vakuum-Induktionsschmelzen (VIM) ist eine Methode zum Schmelzen von Materialien unter Vakuumbedingungen, bei der elektromagnetische Induktion zur Erzeugung von Wirbelströmen zur Erwärmung von Metallleitern eingesetzt wird. Die neue Technologie des Vakuum-Induktions-Entgasens und -Gießens (VIDP) hat die Vorteile eines kleinen Schmelzvolumens, einer kurzen Vakuumpumpzeit und eines kurzen Schmelzzyklus, einer einfachen Temperatur- und Druckkontrolle, einer einfachen Rückgewinnung flüchtiger Elemente, einer genauen Kontrolle der Zusammensetzung usw. Seit ihrem Erscheinen im Jahr 1988 wurde sie in den Industrieländern zu einem der wichtigsten Auswahlobjekte für große Vakuum-Induktionsöfen erklärt.
3.1.1 Ausrüstung des Vakuum-Induktionsofens
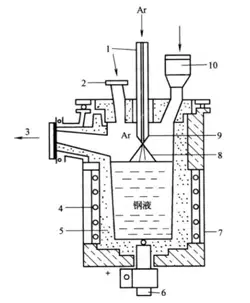
Der Vakuum-Induktionsofen ist eine Anlage zur Herstellung von Superlegierungen. Je nach Betriebsart kann er in Öfen mit Chargenbetrieb und in Öfen mit halbkontinuierlichem Betrieb unterteilt werden. Der Vakuuminduktionsofen kann zum Raffinieren von Superlegierungen und auch zum Gießen von Speziallegierungen verwendet werden. Die unterstützende Ausrüstung des Vakuum-Induktionsofens kann in vier Teile unterteilt werden: Stromversorgung und elektrische Steuerung, Ofenkörper, Vakuumsystem und Wasserkühlsystem, wie in Abbildung 3-1 und 3-2 dargestellt.
Für die Stromversorgung des Vakuum-Induktionsofens gelten folgende Anforderungen:
(1) Das Klemmenpotential des Induktors sollte niedrig sein. Die Betriebsspannung des Vakuum-Induktionsofens ist niedriger als die des Mittelfrequenz-Induktionsofens, in der Regel unter 750 V, um eine Gasentladung unter Vakuum zu verhindern, die durch eine zu hohe Spannung verursacht wird und die Isolierung beschädigt und Unfälle verursacht.
(2) Verhindern, dass Oberschwingungen hoher Ordnung in den Lastkreis gelangen. Bei der Verwendung eines Thyristor-Frequenzumwandlungskreises gelangen häufig Oberwellen hoher Ordnung in den Lastkreis, was dazu führt, dass die Induktivität die Spannung am Ofenmantel erhöht und eine Entladung verursacht. Daher ist es notwendig, einen Mittelfrequenz-Isolationstransformator am Ausgang des Netzteils hinzuzufügen, um das Eindringen von Oberwellen hoher Ordnung zu verhindern.
(3) Der Strom des Schwingkreises sollte groß sein;
3.1.3 Aufbau des Ofengehäuses eines Vakuum-Induktionsofens
Die herkömmliche Struktur des Vakuum-Induktionsofens kann in einen vertikalen Einkammer-Ofen und einen horizontalen Zweikammer-Ofen unterteilt werden, je nachdem, wie sich der Ofenkörper öffnet und schließt. Der Ofenkörper des Vakuum-Induktionsofens besteht hauptsächlich aus einem Ofengehäuse, einem Induktor, einem Tiegel, einem Kippmechanismus, einem Gießsystem, einem Wasserkühlsystem und einer Stromversorgungseinrichtung. Der Aufbau des Ofenkörpers umfasst zwei Typen: den drehbaren Gusstyp des Tiegels und den kippbaren Gusstyp des Ofenkörpers.
Der Ofenkörper des Vakuum-Induktionsofens ist mit Zubehör wie Beschickungs-, Rühr-, Temperaturmess- und Probenahmegeräten ausgestattet. Die größte Besonderheit des Vakuum-Induktionsofens besteht darin, dass die Schmelz- und Gießprozesse innerhalb des Ofenmantels durchgeführt werden. Der Ofenmantel ist in einen festen und einen beweglichen Ofenmantel unterteilt. Der Ofenmantel muss dem starken Druck, der durch das innere Vakuum entsteht, standhalten und eine ausreichende strukturelle Festigkeit aufweisen.
Der Ofenmantel von kleinen Vakuum-Induktionsöfen besteht aus einer zweischichtigen Struktur mit einem nichtmagnetischen rostfreien Material. Stahlplatte für die innere Schicht und eine gewöhnliche Stahlplatte, die an die äußere Schicht geschweißt ist, und dazwischen fließendes Kühlwasser. Große Vakuum-Induktionsöfen sind in einigen Teilen zweischichtig aufgebaut, wobei die äußere Schicht aus einer einschichtigen Stahlplatte besteht, die durch Wasserleitungen gekühlt wird. Die Kontaktfläche zwischen dem beweglichen Teil und dem festen Teil des Ofengehäuses muss mit Vakuumgummiteilen abgedichtet werden. Das Prinzip des Vakuumsystems ist in Abbildung 3-3 dargestellt.
Abbildung 3-3 Prinzipschema des Vakuumsystems
3.1.4 Merkmale des Schmelzens im Vakuum-Induktionsofen
(1) Niedriger Gasgehalt und hohe Reinheit des Produkts;
(2) Genaue Kontrolle der Zusammensetzung des Produkts;
(3) Starke Anpassungsfähigkeit an Rohstoffe;
(4) Es kann in Barren unter Vakuumbedingungen gegossen werden, ebenso wie in komplex geformte Gussteile.
Allerdings gibt es auch einige Probleme beim Schmelzen im Vakuum-Induktionsofen. Während des Schmelzvorgangs ist das geschmolzene Metall lange Zeit in Kontakt mit dem feuerfesten Material des Tiegels, was unweigerlich zu einer Verunreinigung des Metalls durch das feuerfeste Material führt. Zweitens unterscheiden sich die Erstarrungsbedingungen des geschmolzenen Metalls nicht von denen des allgemeinen Gießverfahrens, so dass es immer noch zu Fehlern wie Lockerheit und Entmischung kommt.
Tabelle 3-1 Gasgehalt in SAE4340-Stahl, hergestellt nach verschiedenen Schmelzverfahren
Schmelzmethoden
[O]/%
[H]/%
[N]/%
Material aufladen
0.0251
0.00018
0.0029
Elektrischer Lichtbogenofen
0.0031
0.00017
0.0039
Nicht-Vakuum-Induktionsöfen
0.0030
0.00010
0.0053
Vakuum-Induktionsofen
0.0003
0.00001
0.0005
Tabelle 3-2 Gasgehalt in SAE4340-Stahl, der nach verschiedenen Schmelzverfahren hergestellt wurde
Stahl und Legierungen
Oxideinschlüsse, %
Nicht-Vakuum-Induktionsöfen
Vakuum-Induktionsofen
Cr20 Cr16Ni25W5AlTi2 Cr10Ni65Co10W5Mo5VAl4
0.034~0.044 0.025 0.013~0.044 0.012 0.006~0.010
0.006~0.010 0.006 0.003~0.010 0.0046 0.005~0.010
3.2 Theoretische Grundlagen des Vakuumschmelzens
(1) Kohlenstoff-Desoxidation unter Vakuum
Die Fähigkeit der Kohlenstoff-Desoxidation unter Vakuum erhöht sich deutlich mit der Erhöhung der Vakuumgrad. Bei 1600℃, wenn das Vakuum Grad ist 10-3 atm, die Kohlenstoff-Desoxidation Fähigkeit hat die von Aluminium überschritten; Wenn das System Vakuum Grad ist 10-5 atm, die Kohlenstoff-Desoxidation Fähigkeit ist 105 mal, dass unter atmosphärischen Bedingungen. Kohlenstoff-Desoxidation wird hauptsächlich unter Vakuum genutzt.
(2) Gasauflösung in Stahl und die sie beeinflussenden Faktoren
Die Löslichkeit von zweiatomigen Gasmolekülen in geschmolzenem Metall ist proportional zur Quadratwurzel des Gasdrucks in der Atmosphäre. Je höher der Vakuumgrad ist, desto geringer ist also die Gaslöslichkeit im Metall.
Bei 1600℃ und PH2=100Kpa sollten die Auswirkungen der Legierungselemente auf die Löslichkeit von Stickstoff in geschmolzenem Eisen sowie die Auswirkungen auf die Löslichkeit von Wasserstoff in geschmolzenem Eisen bei 1600℃ und PN2=100Kpa berücksichtigt werden.
3.3 Prozess des Schmelzens im Vakuum-Induktionsofen
Der gesamte Zyklus des Schmelzens im Vakuum-Induktionsofen lässt sich in mehrere Hauptphasen unterteilen, darunter Chargieren, Schmelzen, Raffinieren, Legieren und Desoxidieren, Gießen usw.
3.3.1 Aufladen
(1) Rohstoffbedarf
Das im Vakuum-Induktionsofen verwendete Einsatzmaterial ist im Allgemeinen sauberes Rohmaterial, das an der Oberfläche behandelt wurde. entrostet und entfettet, wobei die meisten Legierungselemente in Form von reinem Metall hinzugefügt werden. Beim Chargieren sollten keine nassen Einsatzstoffe verwendet werden, um die Qualität des Endprodukts nicht zu beeinträchtigen und Spritzer beim Schmelzen zu vermeiden. Während des Chargierens sollte der obere Teil des Chargiermaterials locker sein, während der untere Teil dicht sein sollte, um eine "Brückenbildung" zu verhindern, die dadurch entsteht, dass das obere Chargiermaterial während des Schmelzvorgangs stecken bleibt oder verschweißt wird. Vor der Beschickung mit großformatigen Materialien sollte eine Schicht aus kleinem, leichtem Material auf den Boden des Tiegels gelegt werden. Hochschmelzende, schwer zu oxidierende Einsatzstoffe sollten in der Hochtemperaturzone im mittleren und unteren Teil des Tiegels geladen werden. Einige wenige aktive Elemente wie Al, Ti, Mn, B und Seltene Erden können in separate Zuführungen geladen werden.
(2) Anforderungen an das Laden
I. Die untere Schicht des Beschickungsmaterials sollte kompakt sein, während die obere Schicht locker sein sollte, um eine Brückenbildung der oberen Schicht des Beschickungsmaterials während des Schmelzprozesses zu verhindern; eine Schicht aus kleinem, leichtem Material sollte auf den Boden des Tiegels gelegt werden, bevor großformatige Materialien eingefüllt werden.
II. Hochschmelzende, schwer zu oxidierende Einsatzstoffe sollten in der Hochtemperaturzone im mittleren und unteren Teil des Tiegels geladen werden.
III. Leicht oxidierbare Einsatzstoffe sollten unter guten Bedingungen für die Metalldesoxidation zugesetzt werden.
IV. Um den Verlust flüchtiger Elemente zu verringern, kann der Metallschmelze eine Legierung zugesetzt oder ein Schutzgas in die Schmelzkammer eingeleitet werden, um einen bestimmten Ofendruck aufrechtzuerhalten.
3.3.2 Schmelzphase
Bei einem intermittierend arbeitenden Vakuumofen wird die Vakuumkammer nach der Beschickung mit dem Chargenmaterial geschlossen und das Vakuum abgepumpt. Wenn der Druck in der Vakuumkammer 0,67 Pa (5×10-3 mmHg) kann der Strom eingeschaltet werden, um das Chargenmaterial zu erhitzen. Bei Durchlauföfen mit unter Vakuum beladenen Einsatzmaterialien kann die Energiezufuhr zum Eintritt in die Schmelzphase erfolgen, sobald die Beschickung abgeschlossen ist. In Anbetracht des Entgasungseffekts des Einsatzmaterials während des Schmelzens ist in der Anfangsphase des Schmelzens nicht die maximale Leistungsaufnahme erforderlich. Stattdessen sollte die Leistung entsprechend der Entgasungssituation des Einsatzmaterials schrittweise erhöht werden, um ein übermäßiges Entgasen und damit Spritzen zu vermeiden. Wenn heftiges Sieden oder Spritzen auftritt, kann die Eingangsleistung reduziert oder der Ofendruck leicht erhöht werden, um dies zu kontrollieren. Ein klares Schmelzbad zeichnet sich dadurch aus, dass die Oberfläche des Schmelzbades ruhig ist und keine Blasen austreten. Dann kann mit der Raffinationsphase begonnen werden.
3.3.3 Verfeinerungsphase
Die Hauptaufgaben der Raffinationsphase sind die Verbesserung der Reinheit des flüssigen Metalls und die Durchführung von Legierungen. Gleichzeitig müssen die Temperatur der Schmelze und das Legieren angepasst werden. Ziel der Raffinationsphase ist es, den Gasgehalt zu reduzieren, schädliche Verunreinigungen zu entfernen und die Stahlzusammensetzung zu qualifizieren. Die Temperatur in der Raffinationsphase sollte über 100 ℃ des Schmelzpunkts des geschmolzenen Metalls liegen. Der Vakuumgrad liegt bei großen Vakuum-Induktionsöfen in der Regel zwischen 15-150Pa, bei kleinen Öfen zwischen 0,1-1Pa. Die Raffinationszeit beträgt 15-25 Minuten für einen 200-kg-Ofen und 60-100 Minuten für etwa eine Tonne.
3.3.4 Legieren
Unter Legieren versteht man die Anpassung der Zusammensetzung, die unter guten Desoxidations- und Entgasungsbedingungen durch Zugabe von Legierungselementen erfolgt. Art und Menge der zugegebenen Elemente richten sich nach den Anforderungen an die Legierungseigenschaften, und die Reihenfolge und die Bedingungen der Zugabe richten sich nach der Affinität und Flüchtigkeit der Legierungselemente zu Sauerstoff. Nach der Zugabe jedes Elements sollte die Leistung erhöht und eine bestimmte Zeit lang gerührt werden, um das Schmelzen zu beschleunigen und eine gleichmäßige Verteilung zu gewährleisten.
3.3.5 Stahlguss und Gießen
Nach der Legierungsphase, wenn die Metallflüssigkeit im Schmelztiegel die angestrebte Zusammensetzung und Temperatur erreicht und die Geradheit der Vakuumkammer den technischen Anforderungen entspricht, kann der Stahl gegossen werden. Beim Gießen in die Isolierkappe wird das Vakuum sofort gebrochen und das Heizmittel und das Isoliermittel werden hinzugefügt, um zu vermeiden, dass Schrumpfungsporosität in den Blockkörper eindringt. Bei Hochtemperaturlegierungen mit komplexer Zusammensetzung sollten sie nach dem Gießen 15-20 Minuten im Vakuum belassen werden, bevor das Vakuum gebrochen wird. Bei großen Vakuum-Induktionsdurchlauföfen kann man die Barren unter Vakuum abkühlen lassen.
3.4 Die Volatilität der Elemente und die Kontrolle der Zusammensetzung
Alle Metalle (einschließlich einiger Nichtmetalle) haben einen Gleichgewichtsdampfdruck Poi, der von den physikalischen Eigenschaften des Metalls, der Form des gasförmigen Zustands (Einzelatom, zweiatomiges oder mehratomiges Molekül) und der Temperatur abhängt. Die Beziehung zwischen dem Dampfdruck Po des Stoffes i und der Temperatur ist wie folgt: (P0 ist der Standarddruck und muss nicht geändert werden)
lg(Poi/133,3)=AT-1+BlgT+TC×10-3+D (3-1)
wobei die Einheit von Poi Pa ist. Die Parameter A, B, C, D und andere relevante physikalische Eigenschaften von Elementen im Zusammenhang mit der Stahlmetallurgie sind in Tabelle 3-5 aufgeführt. Je höher der Dampfdruck eines Elements ist, desto wahrscheinlicher ist es, dass es sich beim Vakuumschmelzen verflüchtigt. Nach den Daten in Tabelle 3-5 kann die abnehmende Reihenfolge des Poi für jedes Element bei 1873K wie folgt berechnet werden: Zn, Mg, Ca, Sb, Bi, Pb, Mn, Al, Sn, Cu, Cr, Fe, Co, Ni, Y, Ce, Sl, La, Ti, V, B, Zr, Mo, Nb, W, Ta.
Der Dampfdruck Pi des Bestandteils i in einer Legierung oder einem Rohmetall ist nicht gleich dem Dampfdruck Poi der reinen Substanz i, da die Konzentration von i in der Legierung notwendigerweise niedriger ist als die der reinen Substanz. Darüber hinaus ist die Wechselwirkung zwischen den Molekülen von i und den anderen Bestandteilen der Legierung nicht gleich der zwischen den i-Molekülen. Die Formel zur Berechnung von Pi lautet:
Pi= ai .Poi,= r i .N i .Poi (3-2)
In der Formel:
ai: Aktivität der Komponente i in der Legierung
ri: Aktivitätskoeffizient von i
Ni: Molarer Anteil der Konzentration von i
In Eisenlegierungen können die Legierungselemente in drei Kategorien eingeteilt werden: nicht flüchtige, leicht flüchtige und Verunreinigungselemente, die durch Verflüchtigung entfernt werden können. Zu den nicht flüchtigen Elementen gehören Ti, V, B, Zr, Mc (Hf), Nb, Ta und W. Zu den leicht flüchtigen Elementen gehören Mn, Al, Cr, Fe, Co, Ni, Cu, Ca und Mg. Unter Vakuumschmelzbedingungen verflüchtigen sich diese Elemente in unterschiedlichem Maße. Stahl und Legierungen enthalten einige Spurenelemente, die einen erheblichen Einfluss auf die Leistung von Stahl und Legierungen haben. Sie lassen sich mit herkömmlichen chemischen Methoden nur schwer entfernen. Wenn diese Elemente einen hohen Dampfdruck haben, können sie beim Vakuumschmelzen durch Verflüchtigung entfernt werden. Zu diesen Metallelementen gehören Sn, Pb, Bi, Sb und Zn.
Spurenelemente wie Magnesium, Zirkonium, Bor usw. werden für Mikrolegierungen verwendet; Spurenverunreinigungen wie Pb, Bi, As, Sb und Sn sind für Stahl und Legierungen schädlich. Reines Magnesium hat einen hohen Dampfdruck bei Schmelztemperaturen, eine geringe Dichte und eine starke Affinität zu Sauerstoff, was das Legieren von Magnesium erschwert.
Beim Vakuumschmelzen wird Magnesium in Form von binären oder ternären Legierungen in der späteren Schmelzphase zugegeben. Um die Rückgewinnungsrate von Magnesium zu verbessern, sollten bei der Zugabe von Magnesium die folgenden Punkte beachtet werden:
(1) Die Temperatur des geschmolzenen Stahls sollte vor der Zugabe von Magnesium etwa 20°C niedriger sein als die Abstichtemperatur.
(2) Die Haltezeit sollte nach der Zugabe von Magnesium kontrolliert werden, im Allgemeinen innerhalb von 1-5 Minuten vor dem Abstich.
(3) Vor der Zugabe von Magnesium sollte Argongas in den Ofen eingeleitet werden, um eine hohe Rückgewinnungsrate des Magnesiums zu gewährleisten.
Bei den schädlichen Spurenelementen in Stahl und Legierungen handelt es sich in der Regel um niedrig schmelzende Verunreinigungen, die sich bei der wiederholten Verwendung von Schrott ansammeln oder in einigen Eisenerzen enthalten sind. Das Vakuumraffinieren ist die wirksamste Methode zur Entfernung dieser schädlichen Verunreinigungen, da sie im Allgemeinen einen hohen Dampfdruck haben. Aufgrund der verschiedenen Dampfdrücke und des unterschiedlichen Einflusses anderer Bestandteile sind die Verflüchtigungsraten dieser Elemente sehr unterschiedlich.
3.5 Wechselwirkung zwischen Metallschmelzen und feuerfesten Materialien unter Vakuum
Mit der kontinuierlichen Entwicklung der Induktionsofentechnologie ist die Kapazität der Induktionstiegelöfen gestiegen, und die in Betrieb genommenen Vakuum- und traditionellen Induktionsöfen haben ein Fassungsvermögen von 60 t bzw. 40 t erreicht. In den 1960er Jahren wurden in den Vereinigten Staaten nacheinander VIM-Öfen (Vacuum Induction Melting Furnace) mit einer Kapazität von 15 t, 30 t und sogar 60 t hergestellt. Mit der Erhöhung der Kapazität der Elektroöfen steigt auch die Nachfrage nach hochreinen feuerfesten Materialien mit besonderen physikalischen Eigenschaften.
Die Betriebsbedingungen für feuerfeste Materialien, die beim Vakuumschmelzen verwendet werden, sind im Allgemeinen strenger als beim herkömmlichen Schmelzen. Dies liegt daran, dass sich viele feuerfeste Materialien entsprechend ihrer Zusammensetzung zersetzen und unter Vakuumbedingungen mit der Metallschmelze reagieren. Dadurch wird einerseits die Schmelze verunreinigt und andererseits die Korrosion des feuerfesten Materials verstärkt. Besonders deutlich wird dies bei feuerfesten Materialien, die große Mengen an Kieselsäure und Eisenoxid enthalten.
Die Schrumpfungsrisse in feuerfesten Materialien, die beim Vakuumschmelzen verwendet werden, sind gravierender als beim konventionellen Schmelzen, insbesondere bei Induktionsöfen mit hohem Fassungsvermögen (>2,5 t). Daher sollten feuerfeste Materialien für große Induktionsöfen die folgenden Eigenschaften aufweisen:
(1) Irreversible Ausdehnung, keine Schrumpfungsrisse werden auftreten;
(2) Hohe Reinheit;
(3) Gute Stabilität in einer Vakuumumgebung;
(4) Kann der Erosion von geschmolzenem Metall und Schlacke widerstehen.
Zu den feuerfesten Materialien mit diesen Eigenschaften gehören hochreine Magnesia-Aluminiumoxid-Spinell und Aluminiumoxid. In den letzten Jahren haben sich die Dosierung dieser feuerfesten Materialien sowie die entsprechenden Reparaturmaterialien und Bindemittel erheblich weiterentwickelt.
Magnesia und Tonerde reagieren zu hochreinem Magnesia-Aluminiumoxid-Spinell mit geringer Dichte. Die aus Magnesia-Aluminiumoxid-Spinell hergestellte Auskleidung kann bei einer Temperatur von 1647℃ verwendet werden, und nachdem sie auf Raumtemperatur abgekühlt oder mit kalten Materialien gefüllt wurde, kann sie bei 1647℃ erhitzt und verwendet werden, ohne nach Dutzenden von Zyklen zu reißen. Einschlägigen Berichten zufolge wird die Auskleidung eines Induktionsofens mit einer Nennkapazität von 6 t durch Stampfung von 95% Aluminiumoxid hergestellt. Bei der Herstellung von rostfreiem Stahl der Serien 300 und 400 kann die Ofenauskleidung 150 Öfen lang ununterbrochen ohne jegliche Behandlung verwendet werden.
3.6 Anwendung neuer Technologien beim Schmelzen im Induktionsofen
In den fast 80 Jahren, die seit der Erfindung des Induktionsofens vergangen sind, wurden sowohl die Anlagen als auch die Verfahren erheblich weiterentwickelt. Infolgedessen wurden Maßnahmen ergriffen, um das Schmelzen in Induktionsöfen in Bezug auf Produktionsvolumen, Produktivität, Produktqualität und Produktpalette zu verbessern. Zu diesen Maßnahmen gehören die Magnesiumbehandlung von Legierungen, die Entphosphorung mit niedrigem Sauerstoffpotenzial, das Argonblasen, die Pulverinjektion, das Wasserstoff-Sauerstoff-Mischgas Entkohlungund Wasserstoffraffination von Flüssigstahl.
3.6.1 Magnesiumbehandlung von Legierungen
Hochtemperaturlegierungen auf Nickel- oder Eisenbasis sowie Präzisionslegierungen mit einem hohen Anteil an Legierungselementen, von denen einige reaktionsfreudiger sind als andere, wie z. B. Aluminium und Titan, können keine zufriedenstellenden Eigenschaften wie z. B. thermische Plastizität gewährleisten, SchweißbarkeitHochtemperaturfestigkeit und Kriechfestigkeit, selbst wenn es unter Vakuum erschmolzen wird. Daher wird am Ende der Raffination eine bestimmte Menge Magnesium zugesetzt. Das Restmagnesium im Metall kann diese Eigenschaften erheblich verbessern.
Die spezifischen physikalisch-chemischen Eigenschaften von Magnesium führen dazu, dass es schwierig ist, die Zugabemethode und die Rückgewinnungsrate während des Magnesiumzugabeprozesses zu kontrollieren. Um dieses Problem zu lösen, werden Magnesiumlegierungen wie Ni-Mg und Ni-Mg-Me verwendet, um den Dampfdruck des Magnesiums zu verringern und seinen Schmelz- und Siedepunkt zu erhöhen. Das Verfahren für die Magnesiumbehandlung ist wie folgt:
(1) Wenn nach der Raffinationsperiode B und Ce zugegeben werden müssen, ist die Temperatur der Schmelze so einzustellen, dass sie 20℃ niedriger ist als die Abstichtemperatur nach der Zugabe von B und Ce;
(2) Füllen Sie die Vakuumkammer mit hochreinem Argongas auf einen Druck von 13-27 kPa;
(3) Der Metallschmelze wird Magnesium in Form einer blockförmigen, magnesiumhaltigen Zwischenlegierung zugesetzt;
(4) Rühren Sie sofort nach der Zugabe von Magnesium kräftig um, und vermeiden Sie zu langes Rühren, um den Verlust von Magnesium zu verringern. Der Stahl sollte innerhalb von 1-5 Minuten nach der Zugabe von Magnesium abgeklopft werden.
3.6.2 Entphosphorung bei niedrigem Sauerstoffpotenzial
Beim Schmelzen von legiertem Stahl, insbesondere bei der Verwendung von Rücklaufmaterial als Ofenbeschickung, muss das Sauerstoffpotenzial des Ofengases und der Schlacke während des Schmelz- und Raffinationsprozesses kontrolliert werden, um den Verlust von Legierungselementen zu verringern. Daher können oxidierende Verfahren nicht zur Entphosphorung während des Schmelzprozesses eingesetzt werden. Wenn Stahl mit niedrigem Phosphorgehalt benötigt wird, können nur Rohstoffe mit einem Phosphorgehalt unterhalb der Spezifikationsanforderungen verwendet werden, was die Produktionskosten erhöht. Um das Problem der Entphosphorung beim Schmelzen von hochlegiertem Stahlrücklaufmaterial zu lösen, wurden in den letzten Jahren Theorie und Praxis der Entphosphorung mit niedrigem Sauerstoffpotenzial vorgeschlagen und auch beim Schmelzen im Induktionsofen angewendet.
Kalzium und Phosphor im Stahl können unter den Bedingungen einer ausreichenden Desoxidation und Entschwefelung der Stahlflüssigkeit wie folgt reagieren:
3Ca+2[P] = Ca3P2 (3-3)
Das entstehende Produkt ist Calciumphosphid. Das an der Reaktion beteiligte Kalzium kann metallisches Kalzium, Kalziumlegierungen (wie Silizium-Kalzium-Legierungen) oder Kalziumverbindungen (wie CaC2) sein. Aufgrund des niedrigen Schmelzpunkts (839℃), des hohen Dampfdrucks (P = 1,775×105 Pa bei 1600℃) und der geringen Löslichkeit von metallischem Kalzium in der Stahlflüssigkeit verdampft es nach der Zugabe zur Stahlflüssigkeit schnell in Dampfform und schwimmt in Form von Blasen auf und ab. Während des Schwebevorgangs kann der Kalziumdampf mit dem Phosphor im Stahl reagieren und Ca3P2 bilden, aber die Verwertungsrate des Kalziums ist sehr gering. Stattdessen werden in der Regel Kalziumlegierungen oder -verbindungen verwendet.
Das Ca3P2 das bei der Reaktion entsteht, ist eine unlösliche Verbindung in der Stahlflüssigkeit mit einem Schmelzpunkt von 1320℃ und einer Dichte von 3,3 g/cm³. Es schwimmt in flüssiger Form auf und geht bei der Stahlherstellungstemperatur in die Schlacke über. Calciumphosphid ist jedoch unter den Bedingungen der Stahlerzeugung nicht stabil und ein starkes Reduktionsmittel. Wenn das Sauerstoffpotenzial der Ofenatmosphäre hoch ist und leicht reduzierbare Oxide in der Schlacke vorhanden sind, kommt es zu folgender Reaktion:
(Ca3P2) + 4O2 = 3 (CaO)+ (P2O5) ; (3-4)
y (Ca3P2) + 8 (MexOy) = 3y (CaO) + y (P2O5) + 8x [Me] (3-5)
Wenn sich Wasserdampf im Ofengas befindet:
(Ca3P2)十3H2O= 3 (CaO) + 2PH3 ↑; (3-6)
PH3 ist ein Gas, das bei Vorhandensein von Wasserdampf mit dem Ofengas Phosphor entzieht. Dieses Gas ist jedoch giftig, und es sollten Vorsichtsmaßnahmen getroffen werden, um diese Reaktion während des Betriebs zu verhindern. Bei der Verarbeitung von Ofenschlacke, die Ca® enthält, sind besondere Sicherheitsmaßnahmen zu treffen.3P2. Wenn die Schlacke eine hohe Alkalität hat, CaO.P2O5 mit höherer Stabilität produziert werden.
3 (CaO) + (P2 O5)= (3 CaO.P2 O5) (3-7)
Allerdings sind sowohl Silizium-Kalzium als auch CaC2 die für die Entphosphorung bei niedrigem Sauerstoffpotenzial verwendet werden, haben stark reduzierende Eigenschaften. Wenn also ein Überschuss an Silizium-Kalzium oder CaC2 in der Schlacke wird das Kalziumphosphat zersetzt und P2O5 wird reduziert, wodurch Phosphor in den Stahl zurückkehrt und die Effizienz der Entphosphorung bei niedrigem Sauerstoffpotenzial verringert wird.
In der Praxis sind die Aufrechterhaltung eines niedrigen Sauerstoffpotenzials des Stahls und die rechtzeitige Entfernung phosphorhaltiger Schlacke die Schlüssel zur Verbesserung der Effizienz der Calciumentphosphorung. Bei der Zugabe von Kalzium sollten Vorsichtsmaßnahmen getroffen werden, um eine heftige Vergasung des Kalziums zu verhindern, die zu Spritzen führen kann. Wenn CaC2 als Entphosphorierungsmittel verwendet wird, muss der Tiegel abgedeckt und mit einem reduzierenden oder inerten Gas gefüllt werden, um die Oxidation von CaC2 in der Schlacke. Bei der Verhüttung von Cr12MoV-Formenstahl, die Menge des verwendeten Pulvers beträgt 10-15 kg/t, und die Entphosphorierungsrate beträgt etwa 0,005%. Nach Beendigung des Pulversprühens ist die Schlacke sofort zu entfernen und neue Schlacke herzustellen.
3.6.3 Argonblasen
Das Argonblasen in der Pfanne ist bereits eine ausgereifte Technologie für das Schmelzen von Normalstahl und niedrig legiertem Stahl. Es beruht auf dem Aufblähen von Argonblasen, um den geschmolzenen Stahl zu rühren, die Kohlenstoff-Sauerstoff-Reaktion zu fördern, an der Oberfläche der Blase zu haften und die Kollision, das Wachstum und das Aufblähen von Einschlüssen zu fördern, und kann unter bestimmten Bedingungen auch entgasen.
Wenn die Reinheit des Argons hoch und sehr trocken ist, kann das Einblasen von Argon einige Gase, insbesondere Wasserstoff, entfernen. Bei einer Argoneinblaszeit von etwa 20 Minuten kann die Dehydrierungsrate etwa 50% erreichen. Schädliche Spurenelemente mit hohem Dampfdruck bei der Stahlherstellungstemperatur, wie Blei und Arsen, können ebenfalls in unterschiedlichem Maße durch Argonblasen entfernt werden. Berichten zufolge kann durch 20-minütiges Argonblasen 70-80% Blei aus dem Stahl entfernt werden, aber die Entfernungsrate von Arsen beträgt nur 10%.
3.6.4 Pulverspritzen
Die Pulverinjektionsmetallurgie ist eine neue Technologie, die vor kurzem entwickelt wurde, um geschmolzenen Stahl zu veredeln. Die Pulverinjektion ist in der konventionellen Stahlerzeugung weit verbreitet, und verschiedene Pulvermittel können zur Erfüllung metallurgischer Aufgaben wie Entphosphorung, Entschwefelung, Desoxidation, Kontrolle der Morphologie von Einschlüssen, Legierung oder Kohlenstoffzugabe eingesetzt werden. Bei der Pulverinjektionstechnik handelt es sich im Wesentlichen um eine Technologie, bei der dem geschmolzenen Stahl feste Stoffe zugesetzt werden.
Da das Pulver durch ein Trägergas transportiert wird, bewirkt das Trägergas, das gleichzeitig mit dem Pulver eintritt, eine Umwälzung der Schmelze, wodurch die kinetischen Bedingungen der metallurgischen Reaktionen verbessert werden. Daher ist die Pulverinjektion effektiver als die herkömmliche Technik der Feststoffzugabe. Natürlich kann diese Zugabetechnik auch für das Schmelzen in Induktionsöfen verwendet werden.
Beim Schmelzen im Induktionsofen kann ein Entphosphorierungsmittel (Kalziumlegierung oder Kalziumverbindung) oder ein Entschwefelungsmittel eingeblasen werden. Das üblicherweise verwendete Entschwefelungsmittel ist hauptsächlich Pulver auf Kalkbasis (w(CaO) 60-80%, w(CaF2) 20-40%). Dieses Entschwefelungsmittel ist leicht zu beschaffen, billig und hat keinen Einfluss auf die Kontrolle der Zusammensetzung des geschmolzenen Stahls, und die Entschwefelungsrate beträgt etwa 30-50%.
Ein weiteres häufig verwendetes Entschwefelungsmittel ist Ca-Si-CaF2 (wobei w(CaF2) 20-30%), wird der größte Teil des Siliziums in diesem Entschwefelungsmittel vom geschmolzenen Stahl absorbiert, was den Siliziumgehalt erhöhen kann, und die Entschwefelungsrate kann 40-80% erreichen. Bei Stählen, die keinen Kohlenstoffzusatz benötigen, kann eine gute Entschwefelungswirkung auch durch Zugabe eines bestimmten Anteils von CaC2 zu kalkbasierten Entschwefelungsmitteln erzielt werden.
Als Trägergas für die Pulverinjektion wird in der Regel Argon in Flaschen verwendet. Stickstoff kann auch für Stahlsorten verwendet werden, für die kein Stickstoffgehalt erforderlich ist, was die Kosten senken kann. Der Arbeitsdruck beträgt im Allgemeinen 0,2-0,3 MPa. Unter der Prämisse, eine gleichmäßige Pulverförderung zu gewährleisten, sollte der Arbeitsdruck so gering wie möglich gehalten werden. Als Einspritzpistole wird ein Stahlrohr mit externem feuerfestem Material verwendet, das bis zu einer Tiefe eingeführt wird, die der Tiefe des Schmelzbads abzüglich der Eindringtiefe entspricht.
3.6.5 Entkohlung mit Argon-Sauerstoff
Die US-amerikanische United Carbide Corporation untersuchte das Gleichgewichtsverhältnis des quaternären Fe-Cr-C-O-Systems in einem Induktionsofen und stellte fest, dass zwischen dem im Eisen gelösten Kohlenstoff- und Chromgehalt und dem Partialdruck des Kohlenmonoxids (PCO) in der Gasphase ein entsprechender Zusammenhang mit der Temperatur besteht. Bei einem bestimmten Chromgehalt sinkt der Gleichgewichtskohlenstoffgehalt mit der Erhöhung der Temperatur oder der Abnahme des PCO in der Gasphase. Solange der PCO in Kontakt mit der Stahlschmelze reduziert werden kann, kann der Kohlenstoffgehalt in der Stahlschmelze bei einer nicht zu hohen Temperatur auf ein niedriges Niveau gesenkt werden, und das Chrom erleidet keinen zu großen Oxidationsverlust.
Auf dieser Grundlage wurde die AOD-Methode zur Verdünnung des PCO-Partialdrucks mit Argon vorgeschlagen, d. h. die Entkohlung mit Argon-Sauerstoff-Mischgas. Diese Methode überwindet die Nachteile der hohen Temperatur, des großen Chromverlusts, der erhöhten Kohlenstoffgehalt von Graphitelektroden, die geringe Lebensdauer der Ofenauskleidung und der hohe Verbrauch von kohlenstoffarmem Chromeisen oder metallischem Chrom beim Schmelzen von rostfreiem Chromstahl durch Sauerstoffblasen in Lichtbogenöfen, und hat sich schnell entwickelt und ist weit verbreitet.
Da die AOD-Methode für den Induktionsofen entwickelt wurde, sollte die Argon-Sauerstoff-Entkohlungsmethode auch für das Schmelzen im Induktionsofen anwendbar sein. Beim Schmelzen von nichtrostendem Chrom- oder Nickel-Chrom-Stahl in einem Induktionsofen kann ein Argon-Sauerstoff-Gemisch eingeblasen werden, um den Kohlenstoff aus dem Stahl zu entfernen.
4. Elektrisches Schlackenumschmelzen
4.1 Elektrische Schlackenumschmelzanlagen und Grundprinzipien
Das Elektroschlacke-Umschmelzen (ESR) ist eine weit verbreitete Methode der Sekundärveredelung für die Herstellung von hochwertigem Stahl und Legierungen. Bei diesem Verfahren wird die durch den elektrischen Widerstand der Schlacke erzeugte Wärme genutzt, um die abschmelzende Elektrode in einem wassergekühlten Kristallisator umzuschmelzen. Im Vergleich zum Vakuum-Lichtbogenschmelzen mit abschmelzender Elektrode benötigt das ESR-Verfahren kein Vakuumsystem und verwendet häufig eine Wechselstromquelle, was es zu einem einfacheren und leichter zu bedienenden Verfahren mit kompakten und hochwertigen Blöcken macht.
4.1.1 Elektrische Schlackenumschmelzanlagen
Im Vergleich zum Lichtbogenschmelzen mit Vakuumelektroden sind elektrische Schlackenumschmelzanlagen relativ einfach und bestehen aus mehreren Komponenten, darunter ein Leistungstransformator und eine Kurzschlussvorrichtung, ein Hebesystem für die Abschmelzelektroden, ein Kristallisator mit einem Bodenwassertank, ein Mess- und Regelsystem sowie ein Versorgungs- und Entstaubungssystem. Hier werden nur der Leistungstransformator, der Kristallisator, der Bodenwassertank und verschiedene Arten von Elektroschlackenöfen vorgestellt.
(1) Leistungstransformator
Die Besonderheit des elektrischen Schlackenumschmelzverfahrens ist die Verwendung von Hochstrom- und Niederspannungs-Wechsel- oder Gleichstromquellen. Daher muss ein geeigneter Transformator gewählt werden, der die hohe Eingangsspannung in eine niedrige Ausgangsspannung (40-100 V) umwandelt, die der Kapazität des elektrischen Schlackenofens entspricht.
(2) Kristallisator
Der Kristallisator ist die wichtigste Komponente des Elektroschlackenofens. Während des ESR-Verfahrens schmilzt die Abschmelzelektrode im Kristallisator, und das flüssige Metall wird zwangsweise abgekühlt und kristallisiert, um einen Metallbarren oder ein Gussstück zu bilden. Der Kristallisator ist sowohl die Schmelzkammer des Ofens als auch die Form für die Metallerstarrung. Er hat eine komplexe Form und Struktur und es gibt drei Haupttypen: den Blockkristallisator, den Gleitkristallisator und den kombinierten Kristallisator (wie in Abbildung 4-4 dargestellt).
Abbildung 4-1 Elektrolichtbogenofen
Abbildung 4-2 Verschiedene Arten von Kristallisatoren
Während des Lichtbogenumschmelzens fließt der Strom durch die Abschmelzelektrode, die Schlacke, das Metallschmelzbad, den erstarrten Metallblock und den unteren Wasserkasten und schließlich durch den Kurzschluss, den Transformator usw., wodurch eine Schleife entsteht (siehe Abbildung 4-6). Bei einem bipolaren Serienlichtbogenofen fließt der Strom von einer der Abschmelzelektroden durch die Schlacke (ein kleiner Teil des Stroms fließt auch durch das Metallschmelzbad und dann zurück zur Schlacke), dann durch die andere Abschmelzelektrode und schließlich zurück zum Transformator, um eine Schleife zu bilden.
Der Prozess des Lichtbogenumschmelzens umfasst die Bildung eines Schlackenbeckens, das Schmelzen der Abschmelzelektrode, das Erstarren des umgeschmolzenen Metalls sowie die Reparatur und das Schrumpfen des umgeschmolzenen Barrens, die alle in einem kontinuierlichen Arbeitsverfahren durchgeführt werden.
Wenn der Strom durch die Schlacke fließt, kommt es aufgrund des hohen Widerstands der Schlacke zu einer starken Joule-Erwärmung im Schlackenbecken. Die im Schlackenbecken pro Zeiteinheit ausgeschiedene Wärme Q wird wie folgt ausgedrückt:
Q = I2R (4-1)
Wobei: Q - pro Zeiteinheit erzeugte Joule Wärme, J/s;
I - Stromstärke der elektrisch leitfähigen Schlacke, A;
R - Widerstand des Schlackenbeckens bei der Schmelztemperatur, Ω.
Wenn die Abschmelzelektrode in die Schlackenschicht eingeführt wird, wird der Einführungsabschnitt der Abschmelzelektrode durch die hohe Temperatur der Schlacke erhitzt und überschreitet seinen eigenen Schmelzpunkt. Infolgedessen beginnt die Oberflächenschicht der Elektrodenspitze zu schmelzen und bildet eine dünne Schicht aus flüssigem Metall, die sich am oberen Teil der Elektrodenspitze festsetzt. Gleichzeitig fließt es unter der Einwirkung der Schwerkraft g, der elektromagnetischen Kraft R und der Scheuerkraft der Schlackenbeckenbewegung F entlang der Oberfläche des Elektrodenendes nach unten und konzentriert sich im mittleren Teil der Elektrode, um Schmelztropfen zu bilden. Die Schwerkraft bewirkt, dass die geschmolzenen Tropfen nach unten fallen, während die Grenzflächenspannung δ zwischen der Schlacke und den geschmolzenen Tropfen verhindert, dass die geschmolzenen Tropfen fallen (siehe Abbildung 4-7).
Das Schmelzen der Abschmelzelektrode und der Übergang der Metalltropfen während des Umschmelzvorgangs lassen sich in die folgenden drei Phasen unterteilen:
1) Am Ende der verbrauchbaren Elektrode bildet sich ein Flüssigmetallfilm;
2) Aggregiert zu geschmolzenen Tröpfchen und geht durch die Schlackenschicht in das Metallschmelzbad über;
3) Betreten der Oberfläche des Metallschmelzbades.
Abbildung 4-6 Prinzipschema des Lichtbogenumschmelzens
Abbildung 4-7 Schematische Darstellung der Kraft auf geschmolzene Metalltröpfchen
Im Vergleich zu allgemeinen Schmelzverfahren unterscheidet sich das Lichtbogen-Umschmelzverfahren dadurch, dass der Umschmelzprozess, einschließlich der Bildung des Schlackenbeckens, des Schmelzens der Abschmelzelektrode, der Erstarrung des umgeschmolzenen Metalls und der Reparatur und Schrumpfung des umgeschmolzenen Barrens, in einem kontinuierlichen Arbeitsvorgang erfolgt. Daher hat es eine Reihe von Vorteilen.
(1) Das umgeschmolzene Metall kann durch die Schlacke effektiv veredelt werden.
(2) Verbessern Sie die Kristallisationsbedingungen des Metallblocks und erhöhen Sie die Ausbeute des Metalls.
(3) Die Ausrüstung ist einfach, die Produktionskosten sind niedrig, und die Bedienung ist leicht zu erlernen.
(4) Es gibt viele Produktvarianten und einen breiten Anwendungsbereich.
(5) Ein weiterer großer Vorteil ist das Umschmelzen mit elektrischem Lichtbogen, bei dem Metallblöcke mit unterschiedlichen Querschnitten hergestellt werden können, z. B. runde, quadratische und rechteckige Blöcke sowie Metallblöcke mit einem großen Verhältnis von Breite zu Länge. Es können auch Hohlrohre und Gussstücke mit unterschiedlichen Formen hergestellt werden, z. B. Hohlrohrrohlinge, Walzwerksknüppel, Hochdruckbehälter, große Hochdruckventile und Kurbelwellen.
Das Umschmelzen mit elektrischem Lichtbogen hat jedoch einige Nachteile, wie z. B. geringe Produktivität, hoher Stromverbrauch, schlechte Entgasungswirkung, Schwierigkeiten bei der genauen Kontrolle der chemischen Zusammensetzung beim Umschmelzen von Stählen mit hohem Ti- und Al-Gehalt und höhere Produktionskosten im Vergleich zu allgemeinen Schmelzverfahren.
4.3 Auswahl der Rohstoffe, des Schlackensystems und der Prozessparameter für das Elektrolichtbogenumschmelzen
4.3.1 Rohstoffe für das Elektrolichtbogenumschmelzen
(1) Verbrauchselektrode
Die beim Lichtbogenumschmelzen verwendete Abschmelzelektrode ist im Allgemeinen ein in einem Lichtbogen- oder Induktionsofen geschmolzener Metallbarren, der nach dem Walzen oder Schmieden zu einem Metallstab verarbeitet wird. Ihr Querschnitt kann kreisförmig, quadratisch oder rechteckig sein, und ihre Sorte sollte die gleiche sein wie die des Endprodukts nach dem Umschmelzen. Um die Oxidation und Verbrennung leicht oxidierbarer Elemente während des Umschmelzprozesses zu vermeiden, muss die Oberfläche der Abschmelzelektrode frei von Rost und Oxidhaut sein, insbesondere beim Umschmelzen von Stählen und Legierungen, die Al, Ti, B und andere Elemente enthalten. Während des Umschmelzvorgangs verändern sich die anderen Elemente mit Ausnahme der leicht oxidierbaren Elemente (wie Ti, Al usw.), die verbrannt werden können, im Wesentlichen nicht. Diese leicht oxidierbaren Elemente sollten bei der Herstellung der Abschmelzelektrode in Abhängigkeit von der Verbrennungsmenge während des Umschmelzvorgangs innerhalb eines bestimmten Bereichs kontrolliert werden. Um die Exzentrizität der Abschmelzelektrode während des Umschmelzvorgangs zu vermeiden, muss sie so gerade wie möglich sein, mit einer Biegeradius nicht mehr als 6 mm pro Meter.
(2) Masselschutzplatte
Zu Beginn des Umschmelzens kann eine Metallplatte, die so genannte Blockschutzplatte, unter dem Kristallisator und über dem unteren Wasserkasten angebracht werden, um ein Durchbrennen des unteren Wasserkastens zu verhindern. Die Masselschutzplatte besteht aus demselben Material wie die Abschmelzelektrode. Die Oberfläche der Barrenschutzplatte sollte keine Oxidhaut und keinen Rost aufweisen und sehr flach sein, um einen engen Kontakt mit der Oberfläche des unteren Wasserkastens zu gewährleisten und einen guten Leiteffekt zu erzielen. Die Dicke der Barrenschutzplatte wird im Allgemeinen mit 12-18 mm gewählt.
(3) Material der Zündschlacke
Wie wir alle wissen, hat die geschmolzene Schlacke beim Umschmelzen mit Lichtbogen eine bestimmte Leitfähigkeit. Wenn das Schlackenmaterial fest ist, ist seine Leitfähigkeit schlecht und kann nicht zur direkten Wärmeleitung und zur Bildung eines Schlackenbeckens verwendet werden. Wenn feste Schlacke als Zündschlackenmaterial verwendet wird, muss eine Schlacke mit ausreichender Leitfähigkeit im festen Zustand gefunden werden. In der Praxis hat sich gezeigt, dass die feste Schlacke einen gewissen Anteil an TiO2kann sie diese Anforderung erfüllen. Daher wird über einen längeren Zeitraum feste Schlacke mit TiO2 wurde als Zündschlackenmaterial für das Elektrolichtbogenumschmelzen verwendet.
(4) Umschmelzendes Schlackenmaterial
Die Schlacke spielt eine wichtige Rolle im Lichtbogenumschmelzverfahren. Die üblicherweise verwendeten Schlackensysteme bestehen hauptsächlich aus Fluorit (CaF2), Tonerde (Al2O3), Kalk (CaO) und Magnesia (MgO), usw. (siehe Tabelle 4-1).
4.3.2 Auswahl der Prozessparameter für das Elektrolichtbogenumschmelzen
(1) Größe des Elektroschlackeblocks
Die Beziehung zwischen dem Gewicht und der Größe des Barrens entspricht der Gleichung 4-2.
Gewicht der G-Spindel, t; Durchmesser der D-Spindel, cm; Höhe der H-Spindel, cm; spezifisches Gewicht von γ-geschmolzenem Metall, g/cm3.
Tabelle 4-1: Gängige Schlackensysteme und ihre Dichten im flüssigen Zustand sowie ihre Schmelzpunkte.
Zusammensetzung des Schlackensystems in Prozent (%).
Dichte der Schlacke in Gramm pro Kubikzentimeter (g/cm3)
Schmelzpunkt in Grad Celsius (℃).
CaF2
CaO
A12O3
1450℃
1650℃
–
100
–
–
2.52
2.42
–
90
10
–
2.57
–
1390~1410
80
20
–
2.63
2.50
1200~1220
70
30
–
2.66
–
–
60
40
–
2.69
–
–
70
–
30
2.88
2.80
1320~1340
80
10
10
2.69
–
60
20
20
2.90
–
1240~1260
(2) Abmessungen von Kristallisator und selbstverbrauchender Elektrode
Der Durchmesser D des Kristallisators wird durch die folgende Formel bestimmt:
wobei D der durchschnittliche Durchmesser des Kristallisators in Millimetern (mm) ist; D_pro ist der Durchmesser des Produkts in Millimetern (mm); M ist die Bearbeitungszugabe für den Rohling (für Barren, M=0; für Gussstücke, M=10-15mm); δ% ist die Schrumpfung des Barrens (im Allgemeinen 3±0,5%).
Die Höhe H des Kristallisators wird durch die folgende Formel bestimmt:
Wenn D größer als 300 mm ist, sollte H als untere Grenze genommen werden.
Der Durchmesser der selbstverzehrenden Elektrode d_pole kann durch die folgende empirische Formel bestimmt werden, die vom Durchmesser D des Kristallisators abhängt:
wobei K der Füllungsgrad ist, der in der Regel zwischen 0,4 und 0,6 liegt; d_pole ist der Durchmesser der selbstverbrauchenden Elektrode in Millimetern (mm); D ist der Durchmesser des Kristallisators in Millimetern (mm).
Gegenwärtig werden in den verschiedenen Ländern der Welt je nach den jeweiligen Gegebenheiten unterschiedliche Füllungsgrade K gewählt. Ein größerer K-Wert ist besser für die Senkung des Energieverbrauchs, die Steigerung der Produktivität und die Verbesserung der Barrenqualität bei gleichzeitiger Gewährleistung der Qualität des umgeschmolzenen Metalls und des sicheren Betriebs. Der Durchmesser der selbstverzehrenden Elektrode darf nicht zu groß sein, da dies die Sicherheit des Betriebs beeinträchtigt.
Die Länge L_pole der selbstverzehrenden Elektrode kann nach folgender Formel berechnet werden:
wobei G die Masse des Metallbarrens in Tonnen (t) ist; n die Anzahl der selbstverzehrenden Elektroden ist, die zur Herstellung eines Metallbarrens erforderlich sind; γ die Dichte des umgeschmolzenen Metalls ist, die im Allgemeinen mit 7,9 g/cm3 für gewöhnlichen Stahl angenommen wird; Z die Elektrodendichte ist, die mit 0,95 für gegossene Elektroden und ungefähr gleich 1 für geschmiedete und gewalzte Elektroden angenommen wird; ΔL die Auslauflänge der Elektrode ist, die auf der Grundlage der Elektrode bestimmt werden sollte Spannen Methode, die im Allgemeinen als (2-3)d angenommen wird.
(3) Schmelzspannung
Die Schmelzspannung ist die Summe aus der Arbeitsspannung und dem Spannungsabfall in der Leitung beim Umschmelzen. Die Arbeitsspannung liegt nahe an der Schlackenschichtspannung und stellt die tatsächliche Spannung genauer dar. Sie bestimmt die Eintauchtiefe der selbstverzehrenden Elektrode, wirkt sich auf die Bildung zufriedenstellender Axialkristalle und die Oberflächenqualität der Barren aus und hängt mit dem Oxidationsgrad der Elemente zusammen. Eine angemessene Erhöhung der Ofenöffnungsspannung kann die Schmelztropfen verfeinern, die Schlackentemperatur erhöhen und das axiale Kristallwachstum der Barren fördern. Im Allgemeinen sollte für Schlackensysteme mit guter Leitfähigkeit und geringem Widerstand eine niedrigere Arbeitsspannung gewählt werden. Beim Schmelzen von Legierungen mit leicht oxidierbaren Elementen wie Al, Ti und Stählen oder Legierungen, die zur Entmischung neigen, sollte ebenfalls eine niedrigere Arbeitsspannung gewählt werden. Die Arbeitsspannung kann anhand der folgenden empirischen Formel gewählt werden:
wobei U die Arbeitsspannung in Volt (V) ist; D ist der Durchmesser des Kristallisators in Zentimetern (cm); B ist eine Konstante, die mit 27-37 V angenommen wird.
(4) Schmelzstrom
Der Schmelzstrom ist ein wichtiger Parameter, der einen erheblichen Einfluss auf die Produktqualität sowie auf wirtschaftliche und technische Indikatoren hat. Eine Erhöhung des Schmelzstroms führt zu einer größeren Eintauchtiefe der selbstverzehrenden Elektrode, was sich nachteilig auf die Axialkristalle des Blocks auswirkt. Der Schmelzstrom wird hauptsächlich durch die Querschnittsfläche der selbstverzehrenden Elektrode und die Stromdichte bestimmt.
I = A*J (4-8)
wobei A die Querschnittsfläche der selbstverbrauchenden Elektrode in Quadratmillimetern (mm2) und J die Stromdichte in Ampere pro Quadratmillimeter (A/mm2) ist.
Die Stromdichte J kann anhand der folgenden empirischen Formel ausgewählt werden:
wobei d der Durchmesser der selbstverzehrenden Elektrode in Millimetern (mm) ist.
(5) Eingangsleistung
Die Eingangsleistung wird verwendet, um zu prüfen, ob die Spannungs- und Stromwerte angemessen sind, oder um eine Grundlage für die Auswahl von Transformatoren für Geräte zu schaffen. Die Eingangsleistung wird auf der Grundlage der Eingangsleistung der Einheit Schlackenbeckenvolumen bestimmt. Wenn D =400-800mm, beträgt die effektive Eingangsleistung 0,15-0,30KW/cm2Wenn D =200-400mm, beträgt die effektive Eingangsleistung 0,30-0,60KW/cm2wenn D < 200mm, ist die effektive Eingangsleistung größer als 0,60KW/cm2.
(6) Menge der Schlacke und Tiefe des Schlackenbeckens
Die Schlackenmenge wird nach der folgenden Formel bestimmt, wobei die gebräuchlichen Schlackensysteme und Dichten in Tabelle 4-3 aufgeführt sind:
wobei G das Gewicht der Schlacke in Kilogramm (kg) ist; D der Durchmesser des Kristallisators in Zentimetern (cm); h die Tiefe des Schlackenbeckens in Zentimetern (cm); γ die Dichte des umgeschmolzenen Metalls in Kilogramm pro Kubikzentimeter (kg/cm3).
Die Tiefe des Schlackenbeckens kann anhand der folgenden empirischen Formel bestimmt werden:
Nehmen Sie die Obergrenze, wenn D ≤250mm ist, und nehmen Sie die Untergrenze, wenn D >350mm ist. Der Literatur zufolge beträgt die Schlackenmenge bei einphasigen Elektroöfen in China 30-40 kg/t, bei dreiphasigen Elektroöfen in China 60-70 kg/t und im Ausland 3-5% des Barrengewichts.
(7) Kühlwassertemperatur
Um die Kristallisation der Barren zu fördern und Unfälle zu vermeiden, ist eine höhere Kühlintensität für den Kristallisator und den unteren Wassertank erforderlich. Der Kühlwasserdruck muss in der Regel 1,5-2,0 kg/mm2 betragen, und die Wasseraustrittstemperatur des Kristallisators sollte auf 40-60 °C geregelt werden.
4.4 Metallurgische Eigenschaften des elektrischen Schlackenumschmelzens (Lektion 11)
Der Prozess des elektrischen Schlackenumschmelzens umfasst die Bildung des Schlackenbeckens, das Schmelzen der selbstverzehrenden Elektrode, das Erstarren des umgeschmolzenen Metalls sowie das Ergänzen und Schrumpfen des umgeschmolzenen Blocks. Diese Prozesse werden in einem kontinuierlichen Arbeitsverfahren durchgeführt.
4.4.1 Bildung des Elektroschlacke-Umschmelzbeckens
(1) Funktion der Schlacke
Wärmequelle für den Umschmelzprozess.
Effektive Veredelung.
Schutz des umgeschmolzenen Metalls durch die Schlackenschicht.
Darüber hinaus bildet sich während des Erstarrungsprozesses des umgeschmolzenen Metalls ein dünner und gleichmäßiger Schlackenmantel auf der Oberfläche des Barrens, der den Kristallisator vor direktem Kontakt mit der Hochtemperaturschlacke schützt und die Oberfläche des Barrens glatt und leicht entformbar macht.
(2) Eigenschaften von Schlacke
Eine bestimmte elektrische Leitfähigkeit.
Niedrige Viskosität und niedriger Schmelzpunkt.
Niedriger Dampfdruck.
Geeignete Grenzflächenspannung der Schlacke.
Mäßige Dichte der Schlacke.
Geeignete Durchlässigkeit der Schlacke.
(3) Auswahl des Schlackensystems
Die Schlacke sollte auf der Grundlage der oben genannten Analyse der physikalischen Eigenschaften der Schlacke ausgewählt werden. Die üblicherweise verwendeten Schlackensysteme sind in Tabelle 4-1 aufgeführt.
Der Schmelzpunkt des Schlackensystems sollte 100-200℃ niedriger sein als der des umgeschmolzenen Metalls, und die Viskosität der Schlacke sollte ebenfalls gering sein. Dies ermöglicht eine gute Fließfähigkeit der Schlacke während des Umschmelzprozesses, was für die Entschwefelung und die Entfernung von nichtmetallischen Einschlüssen von Vorteil ist. Außerdem bildet sich auf der Oberfläche des Blocks ein dünner und gleichmäßiger Schlackenmantel, was die Erstarrung des Blocks erleichtert und zu einer glatten Oberfläche führt.
Das CaF2-CaO-Schlackensystem verfügt über eine beträchtliche Entschwefelungsfähigkeit, die mit zunehmender Basizität der Schlacke steigt. Beim Umschmelzen von schwefelhaltigem Automatenstahl ist ein saures Schlackenverfahren mit R<1 erforderlich, um den Schwefelgehalt im Stahl zu gewährleisten.
Beim Umschmelzen von Elektroschlacke ist es besser, weniger instabile Oxide (FeO, MnO usw.) und Oxide von Metallen mit veränderlicher Wertigkeit (MexOy) in der Schlacke zu haben, um den Anstieg des [O]-Gehalts im Metall und den Verbrennungsverlust von Elementen zu verhindern. Beim Schmelzen von Stählen und Legierungen, die Elemente wie Al, Ti und B enthalten, sollte die Schlacke kein SiO2 enthalten.
Da Alkalimetalloxide wie Na2O und K2O einen niedrigen Schmelzpunkt haben und sich leicht verflüchtigen, sollte die Schlacke diese Oxide nicht enthalten.
(4) Einrichtung eines Schlackenpools
Zu Beginn des Umschmelzvorgangs sollte das Schlackenbecken schnell gebildet werden, um einen reibungslosen Ablauf des elektrischen Schlackenumschmelzvorgangs zu gewährleisten. Es gibt zwei Methoden zur Bildung des Schlackenbeckens: das Verfahren mit sichtbarem Lichtbogen und das Verfahren mit unsichtbarem Lichtbogen, wobei letzteres vor allem in der Stromerzeugung eingesetzt wird. Bei der Methode des unsichtbaren Lichtbogens werden hauptsächlich die Methode der Zündung von fester leitfähiger Schlacke und die Methode der flüssigen Schlacke verwendet.
4.4.2 Schmelzen der selbstverzehrenden Elektrode
Während des Abtropfprozesses der umgeschmolzenen Metalltropfen manifestieren sich die Übergangseigenschaften vor allem in der Häufigkeit des Abtropfens und der Größe des Tropfendurchmessers, die einen erheblichen Einfluss auf die Veredelung des Metalls haben.
Erstens hat die Zusammensetzung der Schlacke einen erheblichen Einfluss auf die Tröpfchengröße. Bei Verwendung einer selbstverzehrenden ЭП65-Stahlelektrode mit einem Durchmesser von d_pole=200mm, einem Kristallisatordurchmesser von D_pro=425mm und einem CaF2-Al2O3-Schlackensystem mit unterschiedlichen Mengen an zugesetztem Al2O3 zum Umschmelzen ist die Veränderung der Tropfenqualität in Tabelle 4-2 aufgeführt.
Tabelle 4-2 Änderungen in Droplet Fusion.
Al2O3 Gehalt in CaF2-Al2O3 Schlacke, /%.
Spannung, /V
Stromstärke, /A
Häufigkeit der Tröpfchenabgabe, Tropfen/s
Durchschnittliche Tröpfchenmasse, /g
1
61
7500
5.07
6.90
5
61
7500
6.53
7.50
15
61
7500
7.01
7.95
30
61
7500
7.06
11.70
Darüber hinaus besteht ein gewisser Zusammenhang zwischen der Tiefe des Schlackenbeckens und der Häufigkeit und Größe der Tropfenabgabe. Bei Verwendung einer Selbstverbrauchselektrode mit kleinem Querschnitt führt eine Vergrößerung der Tiefe des Schlackenbeckens zu einer Verringerung der Tropfenfallhäufigkeit und zu einer Vergrößerung des Tropfendurchmessers (siehe Tabelle 4-3).
Tabelle 4-3 Beziehung zwischen der Tiefe des Schlackenbeckens, der Tropfenhäufigkeit und dem Tröpfchendurchmesser.
Tiefe des Schlackenbeckens, /mm
30
50
70
Häufigkeit der Tröpfchenabgabe, Tropfen/s
21.5
14.8
11.5
Durchschnittliche Tröpfchenmasse, /g
0.11
0.16
0.21
Durchschnittlicher Tröpfchendurchmesser, /mm
3.12
3.54
3.86
Hinweis: Die Hubgeschwindigkeit der Elektrode beträgt 1,55m/h; die Spannung beträgt 45V.
Die Stabilität des Umschmelzprozesses bei der Elektroschlackeerzeugung hängt eng mit der Absenkgeschwindigkeit der Selbstverbrauchselektrode zusammen. Wenn sich die Elektrode langsam absenkt, geht der Elektroschlackeprozess in einen Lichtbogenprozess über. Zu diesem Zeitpunkt ist das Ende der Elektrode flach, und die Tropfen verteilen sich normalerweise am Rand der Elektrodenfläche (siehe Abbildung 4-18a). In dem Moment, in dem die Tropfen abfallen, kann eine Lichtbogenbildung beobachtet werden, und der Elektroschlackeprozess ist instabil. Wenn die Absenkgeschwindigkeit der Elektrode erhöht wird, entsteht am Ende der Elektrode ein konischer Vorsprung (siehe Abbildung 4-18b), und in der Mitte des Elektrodenendes (der Spitze des Vorsprungs) bilden sich Tropfen. Bei weiterer Erhöhung der Absenkgeschwindigkeit der Elektrode nimmt die Größe des konischen Teils der in die Schlacke eingetauchten Elektrode zu, und die Konkavität der Seitenfläche des Kegels nimmt ab.
Abbildung 4-8 Schmelzverhalten der Elektrode
a - Geringe Absenkgeschwindigkeit der Elektrode; b - Mäßige Absenkgeschwindigkeit der Elektrode; c - Hohe Absenkgeschwindigkeit der Elektrode.
Mit einer weiteren Erhöhung der Absenkgeschwindigkeit der Elektrode wird die Seitenfläche des konischen Körpers am Ende der Elektrode konvex, und ein Teil des zylindrischen Teils der Elektrode wird ebenfalls in das Schlackenbad eingegraben. Zu diesem Zeitpunkt ist mit zunehmender Absenkgeschwindigkeit der Elektrode ein langsamer Anstieg des Stroms zu beobachten (siehe Abbildung 4-19).
Abbildung 4-9 Beziehung zwischen der Abstiegsgeschwindigkeit der Elektrode und dem Strom
Wenn die Absenkgeschwindigkeit der Elektrode zu hoch ist, kommt es zwischen dem Ende der Elektrode und der Oberfläche des Schmelzbades zu periodischen Lichtbögen, weil sich Tropfen ablösen, was zu einem Sieden am Boden des Schmelzbades führt. Manchmal kann es zu einem Kurzschluss zwischen der Elektrode und dem Schmelzbad kommen, wodurch der Umschmelzprozess instabil wird.
Zusammenfassend lässt sich sagen, dass bei der Verwendung einer Elektrode mit großem Querschnitt für das Elektroschlacke-Umschmelzen das Ende der Elektrode die Form eines regelmäßigen Kegels haben sollte, was den Umschmelzprozess am stabilsten macht.
4.4.3 Erstarrung von umgeschmolzenem Metall
Die Unterschiede zwischen dem Erstarrungsprozess von Elektroschlacke-Blöcken und dem von konventionellen Blöcken Gießverfahren sind wie folgt:
(1) Die Entmischung von elektroschlackeumgeschmolzenen Blöcken ist geringer als bei anderen Verfahren;
(2) Während des Elektroschlacke-Umschmelzens kann dem Kristallisatorinneren durch das kontinuierliche Schmelzen der Selbstverbrauchselektrode ständig neues Flüssigmetall zugeführt werden, während dies beim gewöhnlichen Formguss nicht erforderlich ist;
(3) Auf der Oberfläche des Elektroschlackeblocks befindet sich ein dünner Schlackenmantel, wodurch die axiale Abkühlungsgeschwindigkeit viel größer ist als die radiale Abkühlungsgeschwindigkeit und die kristalline Struktur tendenziell axial ist;
(4) Die kristalline Struktur des Elektroschlackeblocks hängt nicht nur mit der Schlackenhülle auf der Oberfläche des Blocks zusammen, sondern auch mit der Form des Schmelzbads.
In der Praxis hat sich gezeigt, dass zu den wichtigsten Faktoren, die die Form des Schmelzbades beeinflussen, die Absenkgeschwindigkeit der Selbstverbrauchselektrode, der Arbeitsstrom, die Arbeitsspannung, die Tiefe des Schmelzbades und die Wärmeleitfähigkeit des umgeschmolzenen Metalls gehören.
4.4.4 Kompensationsschrumpfung, Entformung und Abkühlung
Kompensationsschrumpfung: Die Ausgleichsschrumpfung sollte 10-15 Minuten vor Ende des Umschmelzvorgangs durchgeführt werden, um einen glatten Barren ohne Lunker zu gewährleisten und die Ausbeute des Metallbarrens zu verbessern.
Entformen und Abkühlen: Nach dem Umschmelzen sollte der Metallblock 10 Minuten lang abkühlen, bevor er entformt wird. Die Zeit für die Abkühlung in der Form richtet sich in der Regel nach den verschiedenen Stahlsorten und der Größe des Blocks. Nach dem Entformen sollten legierte Stähle im Allgemeinen langsam abgekühlt werden. Zu den Methoden der langsamen Abkühlung gehören Luftkühlung, Sandkühlung, Haubenkühlung und Grubenkühlung.
4.5 Metallurgische Qualität der Elektroschlacke-Umschmelzung
4.5.1 Entschwefelung und Entphosphorung im Elektroschlackeprozess
Der Entschwefelungseffekt des Elektroschlacke-Umschmelzens ist erheblich, und die Entschwefelungsrate kann im Allgemeinen 50-80% erreichen, was einer der Vorteile des Elektroschlacke-Umschmelzens ist. Bei herkömmlichen Stahlherstellungsmethoden müssen die folgenden Bedingungen erfüllt sein, um den Schwefel wirksam aus dem Metall zu entfernen:
(1) Die Schlacke sollte einen hohen Alkaligehalt aufweisen;
(2) Damit die Schlacke gut fließen kann, sollte die Temperatur der Schlacke hoch sein;
(3) Die Kontaktfläche zwischen dem Metall und der Schlacke sollte so groß wie möglich sein.
Beim Elektroschlacke-Umschmelzverfahren gibt es drei Formen der Entschwefelung:
(1) Es handelt sich um eine Entschwefelung der Schlacke, d.h. der Schwefel wird vom Metall auf die Schlacke übertragen.
Die Reaktionsformel lautet: [S]+(O2-)→(S2-)+[O] (4-12)
Die Gleichgewichtskonstante der Reaktion ist: (4-13)
Daraus ergibt sich die Gleichung 4-13:
Ist der Gehalt an Sauerstoffionen in der Schlacke höher und die Aktivität des Sauerstoffs im Metall geringer, so geht mehr Schwefel vom Metall in die Schlacke über. Um den Gehalt an Sauerstoffionen in der Schlacke zu erhöhen, kann Schlacke mit hohem Alkaligehalt verwendet werden. Aus der chemischen Reaktionsformel der Schlackenentschwefelung geht hervor, dass mit der Entfernung von Schwefel der Sauerstoffgehalt im Metall steigen sollte.
(2) Während des Umschmelzvorgangs findet auch eine Entschwefelung durch Vergasung statt, d. h. der Schwefel wird aus der Schlacke in die Atmosphäre abgegeben.
(S2-) + 3/2{O2} = (O2-) + {SO2} (4-15)
Die Gleichgewichtskonstante dieser Reaktion ist:
Gleichung 4-16 ergibt:
Aus Gleichung 4-17 ist ersichtlich, dass die Entschwefelung der Vergasung während des Umschmelzprozesses umso günstiger ist, je höher der Sauerstoffpartialdruck in der Atmosphäre und je geringer die Aktivität der Sauerstoffionen in der Schlacke ist. Es besteht ein gewisser Widerspruch zwischen diesen beiden Reaktionsprozessen. Beide Prozesse laufen jedoch innerhalb desselben Systems ab, so dass der endgültige Entschwefelungseffekt ein umfassendes Ergebnis der Interaktion zwischen diesen beiden Reaktionen sein sollte.
(3) Der Schwefel im Metall geht in die Schlacke über.
Unterschiedliche Strom- und Spannungspolaritäten haben ebenfalls einen gewissen Einfluss auf die Entschwefelung des Metalls. Bei Verwendung von umgekehrtem Gleichstrom (d.h. Selbstverbrauchselektrode an die positive Elektrode angeschlossen) kann der Schwefel im Metall in die Schlacke übergehen, wodurch bessere Entschwefelungsergebnisse erzielt werden. Bei der Verwendung von positivem Gleichstrom ist im Grunde kein Entschwefelungseffekt zu beobachten. Beim Umschmelzen mit Lichtbogen macht die Entschwefelung durch Vergasung einen beträchtlichen Teil der drei oben genannten Entschwefelungsmethoden aus. Insgesamt wird der beste Entschwefelungseffekt durch die Verwendung einer Wechselstromquelle und hochalkalischer Schlacke für das Umschmelzen unter atmosphärischen Bedingungen erzielt. Bei Verwendung einer Wechselstromquelle wird das CaF2-CaO-Schlacke-System hat den besten Entschwefelungseffekt im Fluorid-Schlacke-System.
Was die Entphosphorung des Metalls betrifft, so besteht die traditionelle Methode darin, während des Schmelzprozesses so viele Bedingungen wie möglich zu schaffen (hohe Alkalinität, hoher FeO-Gehalt, große Schlackenmenge und niedrige Temperatur), die "drei Hochs und ein Tief" ergeben. Beim Umschmelzen mit elektrischem Lichtbogen ist es jedoch schwierig, gute Entphosphorungsergebnisse zu erzielen, da die Schlacke nicht oxidiert und die Temperatur des Schmelzbades hoch ist.
4.5.2 Entfernung von nichtmetallischen Einschlüssen beim Elektrolichtbogenumschmelzen
Das Umschmelzen mit elektrischem Lichtbogen ist sehr wirksam bei der Entfernung nichtmetallischer Einschlüsse aus dem Metall. Die folgende Tabelle zeigt die Veränderungen des Gehalts an nichtmetallischen Einschlüssen in Kugellagerstahl nach dem Umschmelzen mit elektrischem Lichtbogen.
Tabelle 4-4 Veränderungen der Oxideinschlüsse in Kugellagerstahl nach dem Elektrolichtbogenumschmelzen
Ort der Probenahme
Anzahl der Exemplare
Anzahl der Felder
Durchschnittliche Fläche der Oxideinschlüsse pro Feld, μm2
Selbstverbrauchselektrode
3
36
254
Tröpfchen an der Elektrodenspitze
3
38
59
Tropfende geschmolzene Tröpfchen
5
51
33
Metallschmelzbad
5
63
47
Umgeschmolzener Stahl
5
60
37
Tabelle 4-10: Brennverlust von [Ti] beim Elektroschlacke-Umschmelzen unter verschiedenen Bedingungen.
Barren
Atmosphäre
Anzahl der Öfen
-△[Ti],%
Maximum
Durchschnitt
Fluktuation des Barrenkörpers
1,0 Tonne
Umgebungsatmosphäre
6
0.47
0.22
0.46
Argon-Gas
2
0.15
0.11
0.08
4.6 Anwendungen des Elektroschlacke-Umschmelzens
(1) Neue Anwendungen des Elektroschlacke-Umschmelzens
Elektroschlackespritzgießen E.S. Osprey; Direktes Elektroschlackeschmelzen Direct ESM;
(2) Zukunftsaussichten für Elektroschlackeprodukte
I. Bei der Herstellung von mittleren und großen Schmiedestücken wird das Umschmelzen eine Monopolstellung einnehmen.
II. Auf dem Gebiet des hochwertigen Werkzeugstahls, MatrizenstahlBei der Herstellung von hitzebeständigen Duplexstählen, stickstoffhaltigen ultrahochfesten Stählen, Rohrrohlingen und kaltgewalzten Walzen ist das Elektroschlacke-Umschmelzen absolut im Vorteil und wird das Vakuum-Lichtbogen-Umschmelzen in diesem Bereich ersetzen.
III. Im Bereich der Superlegierungen (Hochtemperaturlegierungen, korrosionsbeständige Legierungen, Präzisionslegierungen, Elektroheizungslegierungen) stehen das Elektroschlacke-Umschmelzen und das Vakuum-Lichtbogen-Umschmelzen im Wettbewerb. Ende der 1980er Jahre hatte die Produktion des Elektroschlacke-Umschmelzens die des Vakuum-Lichtbogen-Umschmelzens übertroffen. Bei vielen Werkstoffen, die dem Vakuumlichtbogenumschmelzen folgen, handelt es sich um ältere Werkstoffe, die durch frühere technische Bewertungen eingeschränkt sind, während die neuen Elektroschlacke-Werkstoffe einen absoluten Vorteil haben.
IV. Bei der Herstellung von Nichteisenmetallen steckt das Elektroschlacke-Umschmelzen noch in den Kinderschuhen.
5. Vakuum-Lichtbogen-Umschmelzen
5.1 Überblick
Das Vakuum-Lichtbogenumschmelzen ist ein Verfahren, bei dem ein Gleichstromlichtbogen zwischen einer Metallelektrode und einer Metallschmelze in einer schlackenfreien Umgebung mit niedrigem Druck erzeugt wird. Durch die Hochtemperaturwirkung des Lichtbogens schmelzen die sich selbst verzehrenden Elektroden Schicht für Schicht und bilden am Ende der Elektrode Schmelztropfen. Diese Tröpfchen gelangen durch die Hochtemperatur-Lichtbogenzone in das Schmelzbad und werden durch den Hochtemperatur-Lichtbogen schnell erhitzt, was zu einer Reinigung und Veredelung führt, gefolgt von einer Erstarrung in einem wassergekühlten Kristallisator.
Ein Vakuum-Lichtbogenofen kann ein niedriges Sauerstoffpotenzial und hohe Schmelztemperaturen erzeugen und eignet sich daher zum Schmelzen von refraktären oder leicht oxidierbaren Metallen wie Platin, Tantal und Wolfram. Mit der Entwicklung der Maschinenbauindustrie wurde das Vakuum-Lichtbogenumschmelzverfahren mit Erfolg bei der Herstellung von Titan und Titanlegierungen, Präzisionslegierungen, Hochtemperaturlegierungen und Refraktärmetallen eingesetzt. Daher hat es sich seit den 1940er und 1950er Jahren rasch entwickelt und ist in seiner Größe gewachsen. Bei den speziellen Schmelzverfahren ist das Vakuum-Lichtbogenschmelzen eine der wichtigsten Methoden zum Umschmelzen und Raffinieren. Das schematische Schema des Vakuum-Lichtbogenschmelzens ist in Abbildung 5-1 dargestellt.
Abbildung 5-1 Vakuumlichtbogenofen
1. Kupferkristallisator; 2. die Arbeitsbühne; 3. das optische Beobachtungssystem; 4. die Elektrodenhebevorrichtung; 5. der Elektrodenpol; 6. der Ofenkörper; 7. die Elektrode; 8. das Vakuumsystem; 9. der Lichtbogen; 10. der Barren; 11. die elektrische Steuerspule.
Vakuumlichtbogenöfen können in zwei Kategorien unterteilt werden: selbstverzehrende und nicht selbstverzehrende Öfen. Letztere beziehen sich auf eine Art von Vakuumlichtbogenofen, bei dem hochtemperaturbeständige Leiter wie Wolfram- oder Graphitelektroden verwendet werden und das zu schmelzende Metall zum Schmelzen und Veredeln durch die Hitze des Lichtbogens in den Kristallisator gelegt wird.
Während des Schmelzvorgangs wird die Elektrode selbst nicht oder nur in geringem Maße verbraucht, weshalb er als nicht selbstverzehrend bezeichnet wird. Bei selbstverzehrenden Lichtbogenöfen wird das zu schmelzende Metall als Elektrode verwendet, die während des Lichtbogenprozesses mit einer bestimmten Geschwindigkeit schmilzt und veredelt wird, was diese Art von Lichtbogenofen zu einem selbstverzehrenden Lichtbogenofen macht. Da die überwiegende Mehrheit der in der Stahl- und Legierungsherstellung verwendeten Vakuumlichtbogenöfen selbstverzehrende Lichtbogenöfen sind, wird, sofern in den folgenden Abschnitten nicht anders angegeben, immer auf selbstverzehrende Lichtbogenöfen Bezug genommen.
5.2 Einführung und Klassifizierung der Struktur von nicht selbstverbrauchenden Vakuumlichtbogenöfen
5.2.1 Struktureller Überblick
Es gibt verschiedene Arten von Vakuum-Lichtbogenöfen mit Selbstverzehr, aber ihre Grundstrukturen sind gleich. Abbildung 5-1 zeigt einen selbstverzehrenden Vakuumlichtbogenofen. Die komplette Ausrüstung eines Vakuum-Lichtbogenofens umfasst den Ofenkörper, die Stromversorgungsanlage, das Vakuumsystem, das Kontrollsystem, das Beobachtungssystem, das Wasserkühlsystem und andere Komponenten. Die schematische Darstellung des Prinzips des Vakuum-Lichtbogenumschmelzens und die strukturelle schematische Darstellung des Vakuum-Lichtbogenofens mit selbstverzehrenden Elektroden sind in Abbildung 5-2 bzw. Abbildung 5-3 dargestellt.
Abbildung 5-2 Prinzipschema des Vakuum-Lichtbogen-Umschmelzens
5.2.2 Klassifizierung von Vakuum-Lichtbogenöfen für den Eigenverbrauch
Es gibt viele Arten von Öfen, die sich nach den unterschiedlichen Eigenschaften des Lichtbogenofens einteilen lassen. Nach der Struktur des Ofenkörpers kann man zwischen festen und rotierenden Typen unterscheiden. Nach der Form des Barrens kann er in einen festen und einen gezogenen Barren unterschieden werden. Je nach Betriebsart kann er in intermittierend und kontinuierlich unterteilt werden.
5.3 Umschmelzverfahren für Stahl und Legierungen
5.3.1 Stadien des Lichtbogenumschmelzens
Das Lichtbogenumschmelzen kann in vier Phasen unterteilt werden: Schweißelektroden, Lichtbogen, normales Schmelzen und Aufschmelzen.
Das Schweißen erfolgt im Vakuum oder in einer Schutzgasatmosphäre. Auf das Ende der zu schweißenden selbstverzehrenden Elektrode wird eine Schicht Lichtbogenausgangsmaterial (in der Regel von der gleichen Art von Spänen) aufgetragen, und dann wird die Elektrodenstab wird abgesenkt, so dass ein Lichtbogen zwischen der Übergangselektrode und der selbstverzehrenden Elektrode entsteht. Wenn die beiden Enden der Lichtbogenzone erhitzt sind und der Lichtbogen stabil ist und sich eine große Menge an flüssiger Phase gebildet hat, wird der Elektrodenstab schnell abgesenkt, um die beiden Enden der Lichtbogenzone in engen Kontakt zu bringen und miteinander zu verschweißen.
Der Zweck der Lichtbogenbildung besteht darin, einen Lichtbogen zwischen der selbstverzehrenden Elektrode und dem Lichtbogenausgangsmaterial am Boden des Kristallisators zu bilden, die Temperatur der Lichtbogenzone zu erhöhen und eine bestimmte Größe des geschmolzenen Metallpools am Boden des Kristallisators zu bilden, einen stabilen Lichtbogen zwischen der selbstverzehrenden Elektrode und dem geschmolzenen Metallpool aufrechtzuerhalten und das Umschmelzen der selbstverzehrenden Elektrode in die normale Schmelzperiode zu überführen.
Die normale Schmelzperiode ist die Hauptphase des Umschmelzprozesses, in der Stahl oder Legierungen veredelt und zu Blöcken verfestigt werden. Dabei werden Gase und niedrigschmelzende Metallverunreinigungen aus dem Metall entfernt, nichtmetallische Einschlüsse beseitigt, die Seigerung reduziert und eine ideale Kristallstruktur erzielt.
Der Zweck des Toppings besteht darin, Lunker an der Oberseite des umgeschmolzenen Blocks zu reduzieren, die Porosität der "V"-Kontraktionszone an der Oberseite zu verringern, das endgültige Aufschwimmen und die Entfernung von Einschlüssen zu fördern, den Umfang des Kopfabschneidens zu verringern und die Ausbeute zu erhöhen.
5.3.2 Prozessparameter
(1) Durchmesser der selbstverzehrenden Elektrode
Der Durchmesser der selbstverzehrenden Elektrode wirkt sich direkt auf die Qualität des umgeschmolzenen Blocks aus. Bei einem großen Durchmesser wird die Lichtbogenwärme gleichmäßig über die gesamte Oberfläche des Schmelzbades verteilt, so dass das Schmelzbad flach ist. Dadurch lässt sich leicht ein umgeschmolzener Block mit geringer Entmischung, dichter Struktur und säulenförmiger kristalliner Ausrichtung erhalten, was sich positiv auf die thermische Verarbeitungsleistung auswirkt (der Winkel zwischen der Richtung der säulenförmigen Körner und der Achse des Blocks ist klein). Im Allgemeinen wird die folgende Formel zur Auswahl des Durchmessers der Elektrode verwendet:
d/D=0,65~0,85 (5-1)
wobei d der Durchmesser der selbstverbrauchenden Elektrode in mm und D der Durchmesser des Kristallisators in mm ist.
Für Stahl oder Legierungen wird d/D derzeit im Allgemeinen im Bereich von 0,7 bis 0,8 gewählt. Wählen Sie die obere Grenze für größere Barrengrößen und die untere Grenze für kleinere Barrengrößen.
Darüber hinaus kann der Durchmesser der Elektrode auch durch eine empirische Formel wie folgt bestimmt werden:
d=D-2δ (5-2)
wobei δ der Abstand zwischen der Elektrode und dem Kristallisator in mm ist.
Handelt es sich bei der Elektrode um einen facettierten Zylinder, so stellt der Wert den Abstand zwischen den Kanten der Elektrode und der Innenwand des Kristallisators dar. Bei der Bestimmung des Wertes von δ ist darauf zu achten, dass er größer ist als die Länge des Lichtbogens beim normalen Schmelzen, um die Gefahr der Entstehung von Kantenlichtbögen auszuschließen.
Beim Umschmelzen von Nichteisen- oder Refraktärmetallen und -legierungen, insbesondere beim ersten Vakuumumschmelzen (mit einer großen Gasfreisetzung), sollte δ größer als beim Umschmelzen von Stahl gewählt werden, um die Gase vollständig zu entfernen und einen sicheren Betrieb zu gewährleisten. Im Allgemeinen wird δ in einem Bereich von 25 bis 50 mm gewählt, wobei die Obergrenze bei größeren Barrengrößen liegt.
Tabelle 5-1 Empirische Formel zur Bestimmung des Schmelzstroms
Formel
Einheit
Anwendungsbereich
Bemerkung
I oder I
d oder D
iA/cm2
d mm
Stahl, legierter Stahl, Legierungen auf Eisen- oder Nickelbasis.
i- Stromdichte I- Schmelzstrom d- Durchmesser der selbstverzehrenden Elektrode D- Durchmesser des Kristallisators
IA
D mm
Stahl, legierter Stahl D=145~150 d/D=0,7~0,8
IA
d mm
Legierungen auf Eisen- oder Nickelbasis d=10~300 d/D=0,65~0,85
(2) Vakuumgrad:
Der Vakuumgrad hat einen direkten Einfluss auf die Desoxidation, die Entgasung, die Verflüchtigung von Elementen, die Zersetzung und die Entfernung von Einschlüssen während des Umschmelzprozesses sowie auf das Verhalten des Lichtbogens und den sicheren Betrieb. Daher ist der Vakuumgrad ein sehr wichtiger Prozessparameter. Um den Raffinationseffekt zu verbessern, ist es erforderlich, den Vakuumgrad der Schmelzkammer zu erhöhen, aber um den Lichtbogen zu stabilisieren, sollte der Vakuumgrad nicht zu hoch sein, insbesondere um den Druckbereich zu vermeiden, der eine Glimmentladung verursacht. Der Druck in der Schmelzkammer sollte bei etwa 1,3 Pa gehalten werden.
(3) Aktuell:
Der Schmelzstrom bestimmt die Schmelzgeschwindigkeit der selbstverzehrenden Elektrode und die Temperatur des Schmelzbades. Ein hoher Strom führt zu einer hohen Lichtbogentemperatur und einer schnellen Elektrodenschmelzrate, was zu einer besseren Oberflächenqualität des umgeschmolzenen Blocks führt. Die hohe Temperatur des Schmelzbades vergrößert jedoch die Tiefe des Schmelzbades und bewirkt, dass die Kristallisationsrichtung des umgeschmolzenen Blocks zur Horizontalen tendiert. Infolgedessen nimmt die lockere Entwicklung des umgeschmolzenen Blocks zu, die Abweichung der Zusammensetzung nimmt zu, die Anisotropie verstärkt sich, und die thermische Verarbeitungsleistung verschlechtert sich.
Bei einem geringen Schmelzstrom ist die Form des Metallschmelzbades trotz der niedrigen Schmelzrate flach und flach, und die Kristallisationsrichtung ist eher axial, so dass der umgeschmolzene Barren dicht ist und kleine, verstreute Einschlüsse aufweist, die zwischen dendritischen Kristallen auf- und abschwimmen können. Bei der Auswahl des Schmelzstroms sollten auch der Elektrodendurchmesser, die Größe des Blocks und die physikalischen Eigenschaften des veredelten Produkts (wie Schmelzpunkt, Zusammensetzung, Viskosität, Wärmeleitfähigkeit usw.) berücksichtigt werden. Formeln für die Auswahl des Schmelzstroms sind in Tabelle 5-1 angegeben.
(4) Spannung:
Unter der Bedingung eines festen Stroms wird die Lichtbogenlänge durch die Lichtbogenspannung bestimmt. Ist die Lichtbogenlänge zu kurz (weniger als 15 mm), kann es zu periodischen Kurzschlüssen kommen, wodurch die Temperatur des Schmelzbades schwankt und die Gleichmäßigkeit der Kristallstruktur und die Oberflächenqualität des umgeschmolzenen Blocks beeinträchtigt werden. Wenn der Lichtbogen zu lang ist, ist die Wärme nicht konzentriert, die thermische Verteilung des Schmelzbades ist ungleichmäßig, und die Gleichmäßigkeit der Kristallstruktur des umgeschmolzenen Barrens wird beeinträchtigt, was das Risiko eines Kantenbogens erhöht. Beim Vakuum-Lichtbogenschmelzen ist die Kontrolle der Lichtbogenlänge im Grunde die gleiche. Gegenwärtig wird die Lichtbogenlänge meist in einem Bereich von 22-26 mm gesteuert, was einer Spannung von 24-26 V entspricht. Der Wert von δ sollte zu diesem Zeitpunkt größer als 25 mm sein.
(5) Schmelzgeschwindigkeit:
Die Anzahl der Kilogramm Metallflüssigkeit, die pro Zeiteinheit von der selbstverzehrenden Elektrode geschmolzen werden und in den Kristallisator gelangen, wird als Schmelzleistung bezeichnet, die üblicherweise in kg/min ausgedrückt wird. Die Schmelzleistung (V) kann durch die Strecke (S, mm/min) bestimmt werden, die das mit der Auf-Ab-Bewegung der selbstverzehrenden Elektrode verbundene Lineal in einer Zeiteinheit zurücklegt. Die Berechnungsformel lautet
V= K-S (5-3)
wobei K der Schmelzkoeffizient, kg/mm, ist, d. h. die Anzahl der Kilogramm der selbstverbrauchenden Elektrode, die von der weißverbrauchenden Elektrode pro 1 mm Tropfen geschmolzen werden. Der K-Wert lässt sich aus der Massenbilanz zwischen der Abwärtsbewegung der Elektrode und der Aufwärtsbewegung des Flüssigkeitsspiegels ableiten.
(6) Leckagerate:
Die Leckagerate E des Vakuumsystems bezieht sich auf die Luftmenge, die pro Zeiteinheit von außen in die Vakuumkammer eindringt, mit einer Einheit von μmHg.L/s. Die Leckagerate hat einen erheblichen Einfluss auf die Qualität des umgeschmolzenen Metalls, insbesondere bei schwer schmelzbaren Legierungen oder solchen, die aktive Elemente enthalten. Das in das Vakuumsystem entweichende Gas erhöht den Partialdruck von Sauerstoff, Stickstoff und Wasserdampf in der Vakuumkammer, wodurch sich die Anzahl der Oxide und Nitride im umgeschmolzenen Metall erhöht, was zu einer geringeren Festigkeit und Plastizität der Legierung führt. Daher muss beim Vakuum-Lichtbogenumschmelzen die Leckagerate der Anlage auf ≤ 6,67 Pa.L/s kontrolliert werden. Beim Schmelzen schwer schmelzbarer Metalle und ihrer Legierungen liegt die Anforderung für E bei 0,400-0,667 Pa.L/s.
(7) Intensität der Kühlung:
Die Kühlintensität des Kristallisators beeinflusst den Erstarrungsprozess und die Gussstruktur des umgeschmolzenen Blocks. In der tatsächlichen Produktion wird die Kühlintensität von Faktoren wie Durchflussmenge, Druck, Wasserein- und -auslasstemperatur des Kühlwassers sowie von der Art des Blocks, dem Gewicht, der Stahlsorte, der Struktur des Kristallisators und der Schmelztemperatur beeinflusst. Aufgrund der Komplexität dieser Faktoren wird die Durchflussmenge des Kühlwassers häufig nach Erfahrungswerten während des Betriebs angepasst, so dass die Wassereinlass- und -auslasstemperaturen innerhalb des erforderlichen Bereichs liegen und gleichzeitig die Erstarrungsrate mit der Schmelzrate übereinstimmt und die Form des Metallschmelzbads stabil bleibt.
Die Anforderungen an die Auslasswassertemperatur des Kristallisators sind wie folgt: Der Temperaturunterschied zwischen dem Einlass- und dem Auslasswasser des unteren Kristallisators sollte weniger als 3°C betragen; der Temperaturunterschied zwischen dem Einlass- und dem Auslasswasser des oberen Kristallisators sollte nicht weniger als 20°C betragen, und die Auslasswassertemperatur sollte im Bereich von 45-50°C liegen.
5.4 Häufige metallurgische Qualitätsprobleme beim Vakuum-Lichtbogenumschmelzen
Zu den häufigen makroskopischen Fehlern gehören vor allem schlechte Oberflächenqualität und Risse in umgeschmolzenen Blöcken.
(1) Schlechte Oberflächenqualität der umgeschmolzenen Barren.
Charakteristisch für das Vakuum-Lichtbogenumschmelzen ist der schlackenfreie Betrieb in einer Niederdruckumgebung. Die Metallflüssigkeit erstarrt nach dem Umschmelzen schnell im wassergekühlten Kristallisator, was zu Oberflächenfehlern wie Narben, Schlackeneinschlüssen, starken Abdrücken und Hautumschlägen auf dem umgeschmolzenen Barren führen kann.
(2) Risse
Risse können am Knüppel oder am Material während der Warmumformung oder nach der Fertigstellung auftreten. Je nach Ursache können Risse in Oberflächenrisse, durch Lunker verursachte Risse und interkristalline Risse unterteilt werden.
5.4.1 Mikroskopische Defekte von Stahl und Legierungen
(1) Porosität
Während der Erstarrung bilden sich aufgrund der Volumenschrumpfung und der unzureichenden Zufuhr von Metallflüssigkeit Mikroporen zwischen den dendritischen Kristallen. Dieser Fehler kann durch die Auswahl eines angemessenen Lichtbogen-Startsystems und die kurzzeitige Erhöhung der Eingangsleistung behoben werden (der Schmelzstrom sollte um 10-20% höher als normal erhöht werden, um die Temperatur des Schmelzbades zu erhöhen und die Metallschmelzrate größer als die Erstarrungsrate zu machen).
(2) Segregation
Die Entmischung wird im Wesentlichen durch den gewählten Kristalltrennungsprozess verursacht. Verschiedene Faktoren, die sich auf die Kristalltrennung auswirken, wie z. B. die Zusammensetzung, der Blocktyp, die Blockgröße, die Schmelzgeschwindigkeit, die Form des Schmelzbads, die Erstarrungsgeschwindigkeit und die Größe des Magnetfelds, wirken sich alle auf die Entwicklung der Entmischung aus.
5.5 Merkmale des Vakuum-Lichtbogen-Umschmelzens
(1) Der Schmelzprozess wird in einer Niederdruckumgebung durchgeführt, wodurch nicht nur die Verschmutzung der Legierungen durch Außenluft vermieden wird, sondern auch der Gasgehalt und schädliche Verunreinigungen mit niedrigen Schmelzpunkten, die sich in Stahl und Legierungen verflüchtigen können, reduziert werden, wodurch die Reinheit der Legierung verbessert wird.
(2) Aktive Elemente wie Aluminium und Titan haben während des Umschmelzvorgangs nur geringe Brennverluste, und die chemische Zusammensetzung der Legierung ist relativ stabil.
(3) Das Schmelzen erfolgt in einer Umgebung ohne Schlacke oder feuerfeste Materialien, wodurch vermieden wird, dass Fremdeinschlüsse aus diesen beiden Quellen die Legierung verunreinigen.
(4) Verbessert die Art und Verteilung der Einschlüsse.
(5) Die Erstarrungsbedingungen dieses Schmelzverfahrens können die Herstellung hochwertiger umgeschmolzener Blöcke mit geringem Seigerungsgrad und hoher Dichte gewährleisten.
(6) Die hohe Temperatur des Lichtbogens ermöglicht das Umschmelzen von Metallen und Legierungen mit hohem Schmelzpunkt.
(7) Ein angemessenes Versiegelungssystem kann die Lunker an der Oberseite des umgeschmolzenen Blocks minimieren und die kristalline Struktur des endgültigen Schrumpfbereichs kann näher am Blockkörper liegen, wodurch die Ausbeute verbessert wird.
(8) Die Atmosphäre beim Umschmelzen im Vakuum kann kontrolliert werden.
(9) Im Vergleich zum Umschmelzen mit elektrischem Lichtbogen sind die Oberflächenqualität und die Dichte der umgeschmolzenen Blöcke schlechter, und Lunker können nicht vollständig beseitigt werden. Aufgrund der schlechten Oberflächenqualität müssen umgeschmolzene Blöcke in der Regel geschält werden, was zu einer geringeren Metallausbeute führt.
(10) Die Entfernung von Schwefel und Einschlüssen ist ungünstiger als beim Umschmelzen mit Lichtbogen.
(11) Bei Hochtemperaturlegierungen ist die Warmumformungsleistung von umgeschmolzenen Blöcken, die durch Vakuumlichtbogenumschmelzen hergestellt wurden, geringer.
(12) Es ist schwierig, die Zusammensetzung von Legierungen, die leicht flüchtige Elemente wie Mangan enthalten, während des Umschmelzens im Vakuum zu kontrollieren. Beim Umschmelzen von GCrl5 kann der Manganverlust im Stahl 15-18% erreichen, und das verdampfte Mangan kondensiert an der Innenwand des Kristallisators, was zu einem übermäßigen Mangangehalt auf der Oberfläche des umgeschmolzenen Blocks führt. Er muss vor der Warmumformung einem Schälprozess unterzogen werden.
(13) Die Anlagen sind komplex, und die Wartungskosten sind hoch, was zu einem Anstieg der Produktionskosten von Legierungen führt.
5.6 Im Vakuumlichtbogenofen hergestellte Sorten
(1) Hochschmelzende und aktive Metalle und ihre Legierungen wie W, Mo, Ta, Nb, Zr, Hf, Ti und U.
(2) Sonderlegierungen: Hochtemperaturlegierungen und Präzisionslegierungen.
(3) Spezial-Edelstahl und hitzebeständiger Stahl.
(4) Wichtige Baustähle, insbesondere große Gussblöcke.
(5) Hochwertiger Lagerstahl.
(6) Schnellarbeitsstahl und Werkzeugstahl mit großem Querschnitt.
(7) Hochreine Nichteisenmetalle und ihre Legierungen.
6. Plasma-Schmelzen
6.1 Merkmale des Plasmaschmelzens
Plasma ist eine leistungsstarke Hochtemperatur-Wärmequelle, die nicht nur beim Schweißen, Schneiden, Spritzen und in der chemischen Industrie, sondern auch in der metallurgischen Industrie, nämlich beim Plasmaschmelzen, weit verbreitet ist.
Beim Plasmaschmelzen wird ein Plasmalichtbogen als Wärmequelle verwendet, der sowohl metallische als auch nichtmetallische Werkstoffe schmelzen kann. Es wurde in den frühen 1960er Jahren erstmals in der Metallurgie eingesetzt und diente hauptsächlich der Veredelung von Metallwerkstoffen und dem Schmelzen von hochreinen Stählen und Sonderlegierungen, insbesondere bei der Herstellung von Hochtemperatur- und Präzisionslegierungen.
6.1.1 Erzeugung von Plasma und Eigenschaften des Plasmalichtbogens
Der Plasmalichtbogen hat die folgenden Eigenschaften:
Hohe Temperatur des Plasmalichtbogens.
Starke Leitfähigkeit des Plasmalichtbogens.
Hohe Durchflussrate des Plasmalichtbogens.
Stabile Verbrennung des Plasmalichtbogens.
6.1.2 Vorteile des Plasmaschmelzens
Der Plasmaschmelzofen kann nicht nur legierten Stahl und Legierungen herstellen, sondern auch einige Refraktärmetalle und aktive Metalle wie W, Mo, Nb, Ta, Zr, Ti usw. schmelzen. Diese Anlage wurde kontinuierlich verbessert und technisch schnell weiterentwickelt und hat eine starke wirtschaftliche Vitalität, weil sie folgende Vorteile hat:
(1) Schnelle Schmelzgeschwindigkeit und hoher thermischer Wirkungsgrad.
(2) Angemessene Entfernung von Gas und nicht-metallischen Einschlüssen.
(3) Geringer Verlust von Legierungselementen.
(4) Stabiler Arbeitsstrom und stabile Spannung.
(5) Kann unter verschiedenen Atmosphären und Drücken arbeiten. Beim Plasmaschmelzen können je nach Prozessanforderungen unterschiedliche Drücke und Atmosphären (wie reduzierend oder inert) im Ofen verwendet werden.
(6) Kann Schlackenveredelung durchführen. Der Plasmaofen kann nicht nur feine Materialien zum Schmelzen verwenden, sondern auch grobe Materialien, sogar Materialien mit hohem Schwefelgehalt.
(7) Vermeidet die Möglichkeit der Kohlenstoffzufuhr.
(8) Geringe Menge an Elementverdampfung. Der Unterschied zwischen dem Plasmaschmelzen und anderen Schmelzverfahren (z. B. Vakuumlichtbogenschmelzen, Vakuuminduktionsschmelzen und Elektronenstrahlschmelzen) besteht darin, dass über dem Schmelzbad atmosphärischer Druck herrscht, so dass die Verdampfungsmenge der Elemente im Metall gering ist.
(9) Kann das Metall stickstoffhaltig machen.
(10) Einfache Ausrüstung und einfache Temperaturregelung. Im Vergleich zu einem Vakuumofen hat der Plasmaofen eine einfache Ausrüstung, und seine Lichtbogentemperatur ist relativ einfach zu regulieren.
(11) Breites Spektrum von Umschmelzmaterialien. Im Vergleich zu einem Vakuum-Lichtbogenofen kann der Plasma-Umschmelzofen nicht nur Stangen, sondern auch Blöcke umschmelzen.
6.2 Plasmaschmelzen
Je nach Erwärmungsmethode umfasst das Plasmaschmelzen hauptsächlich das Schmelzen mit einem Plasmalichtbogen, das Schmelzen durch Plasmainduktion, das Umschmelzen mit einem Plasmalichtbogen, das Schmelzen mit einem Plasmaelektronenstrahl und so weiter.
(1) Beim Plasmalichtbogenschmelzen (PAM) werden Refraktärmetalle und aktive Elemente in einem feuerfesten Schmelztiegel unter der Ultrahochtemperatur und Inertgasatmosphäre eines Plasmalichtbogens geschmolzen. Das Verfahren zeichnet sich durch hohe Legierungsrückgewinnungsraten, eine wirksame Entkohlung und die Herstellung hochreiner Legierungen aus.
(2) Das Plasma-Induktionsschmelzen (PIM) ist ein Ofen, der die Ultrahochtemperatur und die Inertgasatmosphäre eines Plasmalichtbogens mit Induktionserwärmung und elektromagnetischem Rühren kombiniert. PIM kann Metallwerkstoffe effektiv entschwefeln, entkohlen und entgasen und hat Vorteile bei der Kontrolle flüchtiger Elemente.
(3) Beim Plasma-Lichtbogen-Umschmelzen (PAR) werden Metall und Schlacke mit Hilfe eines Plasmalichtbogens in einer Inertgasatmosphäre geschmolzen und in einem wassergekühlten Kristallisator verfestigt, was zu guten metallurgischen Ergebnissen führt.
(4) Beim Plasma-Elektronenstrahl-Umschmelzen (PER) wird die Tantal-Kathode mit Hilfe eines Argon-Plasmas im Niedrigvakuum erhitzt, so dass sie thermische Elektronen aussendet. Diese Elektronen kollidieren unter dem Einfluss eines elektrischen Feldes mit dem Anodenmetall und erstarren dann in einem wassergekühlten Kristallisator. Mit dieser Methode lassen sich Titanschwamm und andere Refraktärmetalle effektiv schmelzen.
Der Plasma-Induktionsofen ist eine Kombination aus einem normalen Induktionsofen und einer Plasma-Lichtbogen-Heizvorrichtung. Durch die Hinzufügung einer Plasma-Wärmequelle im Induktionsofen ist es möglich, das Schmelzen der Schlacke zu übernehmen und eine aktive Hochtemperaturschlacke mit einer Temperatur von bis zu 1850 °C zu erzeugen, was günstige Bedingungen für die Verringerung des Schwefelgehalts in Metallen schafft. Daher vermeidet es die Nachteile der kalten Schlacke und ungeschützte Atmosphäre in der gewöhnlichen Induktionsofen und verbessert die Raffination Fähigkeit des Induktionsofens.
Plasmainduktionsöfen arbeiten in der Regel unter Normaldruck und können auch unter Unterdruck arbeiten, wenn der Prozess dies erfordert.
Um Metalle mit höherem [N]-Gehalt zu erhalten, kann der Plasma-Induktionsofen das nicht aktive Gas N2 oder N2+Ar als Arbeitsgas verwenden. Durch die Bildung eines Plasmalichtbogens durch einen Stickstoffstrom und gleichzeitiges Legieren erhöht sich der Stickstoffgehalt im Metall. Um den flüssigen Stahl zu entkohlen, wird in einigen Fabriken auch Luft als Arbeitsgas im Plasmainduktionsofen verwendet.
Ein wichtiges Merkmal dieser Art von Schmelzanlagen ist, dass sie mit oder ohne Schlacke betrieben werden können. Wenn der Schmelzprozess mit Schlacke durchgeführt werden muss, können Entschwefelungs-, Desoxidations- und Entkohlungsaufgaben erledigt werden. Bei schlackenfreiem Betrieb wird die Oberfläche der Metallflüssigkeit direkt durch einen Hochtemperatur-Plasmalichtbogen erhitzt.
Wie in Abbildung 6-1 dargestellt, besteht der Plasmainduktionsofen aus den folgenden vier Teilen: Gehäuse des Plasmainduktionsofens, Stromversorgung des Induktionsofens, Plasmakanone und Plasmabogengenerator.
Das Plasmainduktionsschmelzen ist ein äußerst wettbewerbsfähiges Spezialschmelzverfahren, das dem Vakuuminduktionsschmelzen in Bezug auf die Entschwefelung, die Entfernung nichtmetallischer Verunreinigungen und die Reduzierung des Gasgehalts in Stahl und Legierungen nahe kommt oder es sogar übertrifft.
Der Plasmalichtbogenofen nutzt die ultrahohe Temperatur und die inerte Atmosphäre des Plasmalichtbogens, um hochschmelzende Metalle und aktive Elemente in einem Tiegel aus feuerfestem Material zu schmelzen. Die Legierung hat eine hohe Rückgewinnungsrate, kann effektiv entkohlen und hat einen hohen Reinheitsgrad.
Abbildung 6-2 zeigt einen Plasmalichtbogenofen, der einem normalen Lichtbogenofen ähnelt und mit einem Ofendeckel 2, einer Ofentür 10, einem Stahlauslass 4, einer elektromagnetischen Rührvorrichtung 5, einer Plasmakanone 1 und einer Bodenanode 7 ausgestattet ist. Um Gasverunreinigungen zu vermeiden, kann der Plasmalichtbogenofen auch versiegelt werden.
Die Kanonen bestehen aus wassergekühlten Kupferdüsen und wassergekühlten Cer-Wolfram- (oder Thorium-Wolfram-) Kathoden. Die Düse ist von der Cerium-Wolfram-Kathode isoliert und lässt Argongas durchströmen. Das Argongas strömt vom oberen Teil der Kanone durch die Kanonenhülse in den Ofen und wird zu Plasma ionisiert. Der Ofenkörper besteht aus feuerfesten Materialien, und im mittleren Teil des Ofenbodens ist ein Graphitstab (oder ein wassergekühlter Stahl-Kupfer-Stab) als Bodenanode eingebettet. Im eingeschalteten Zustand ist die Bodenanode mit dem Pluspol der Gleichstromversorgung verbunden.
Aufgrund der hohen Temperatur und der konzentrierten Wärme des Plasmalichtbogens sowie der schwachen Durchmischung, die durch diese Art von Lichtbogen verursacht wird, kann das Metall im Schmelzbad überhitzen, und manchmal befinden sich ungeschmolzene Brocken am Boden des Ofens. Um eine ausreichende Umwälzung des Metalls während des Schmelzvorgangs zu gewährleisten und die Temperatur und die chemische Zusammensetzung des Schmelzbades zu vereinheitlichen, sind zwei wassergekühlte Kupferspulen auf der äußeren Schicht des feuerfesten Materials am Boden des Ofens angebracht. Durch sie fließt Arbeitsstrom, der ein Magnetfeld erzeugt und das geschmolzene Metall umrührt.
Bei nicht abgedichteten Plasmalichtbogenöfen sollte eine bestimmte Menge an Schlacke erzeugt werden, um die Oberfläche des geschmolzenen Metalls zu bedecken und Oxidation und Absorption zu verhindern. Wenn eine Entschwefelungsaufgabe besteht, kann alkalische Ofenschlacke erzeugt werden, und es kann auch ein Schlackenersatzverfahren eingesetzt werden, um den erforderlichen Schwefelgehalt zu erreichen.
Der Plasma-Lichtbogenofen hat einen sehr hohen Veredelungseffekt und kann zum Schmelzen verschiedener Stahlsorten und Legierungen verwendet werden, z. B. Hochgeschwindigkeitswerkzeugstahl, hitzebeständiger Stahl, Wälzlagerstahl, rostfreier Stahl mit sehr niedrigem Kohlenstoffgehalt, Präzisionslegierungen und Hochtemperaturlegierungen.
Neben dem Schmelzen von legiertem Stahl kann der Plasmalichtbogenofen auch zum Schmelzen von Ferrolegierungen verwendet werden. Während des Stahlherstellungsprozesses, wenn der Stahlschrott geschmolzen wird, wird die Strahlung des Metallbades auf die Ofenwand verstärkt, was die Beschädigung der feuerfesten Materialien der Ofenauskleidung beschleunigt. Um die Lebensdauer der Ofenausmauerung zu verlängern, werden einige Elektrolichtbogenöfen nur als Schmelzanlagen verwendet, und die Raffination der Stahlflüssigkeit erfolgt in der Pfanne.
Um die Stahlflüssigkeit in der Pfanne zu erwärmen, wurde das Funktionsprinzip des Plasmalichtbogenofens herangezogen, und es wurden Plasma-Pfannenheizgeräte entwickelt. Zum Beispiel die 220t-Plasmapfannen-Sekundärheizvorrichtung, die heute in den Vereinigten Staaten gebaut wird, der 150t-Plasmapfannen-Heizofen der Krupp-Stahlwerke in Deutschland und die AC-Plasmakanone mit einer Stromstärke von 12kA, die auf diesem Pfannenofen installiert ist.
6.2.3 Plasma-Lichtbogen-Umschmelzen (PAR).
Das Plasmalichtbogen-Umschmelzverfahren ist ein spezielles Schmelzverfahren, bei dem ein Plasmalichtbogen zum Schmelzen von Metallen in einer inerten oder kontrollierten Atmosphäre verwendet wird. Es kann auch als Metallumschmelzverfahren betrachtet werden. Beim Umschmelzen durchdringen die geschmolzenen Metalltröpfchen die Schlackenschicht und erstarren im Kristallisator. Wie beim Vakuum-Lichtbogenumschmelzen mit abschmelzender Elektrode und beim Elektroschlacke-Umschmelzen erfolgt das Schmelzen und Erstarren gleichzeitig, d. h. das Schmelzen und Gießen des Metalls erfolgt gleichzeitig. Bei dem umgeschmolzenen Metallmaterial kann es sich entweder um Stangenmaterial oder um Blockmaterial handeln. Bei der Verwendung von Stangenmaterial trifft der Plasmalichtbogen direkt auf das Stangenmaterial, um es zu schmelzen.
Je nach Größe des Blocks kann das Plasma-Umschmelzen im Einkanonen- oder im Mehrkanonenbetrieb durchgeführt werden. Beim Einkanonenbetrieb ist die Plasmakanone vertikal in der Mitte des Ofenraums installiert, und die Zuführungsstange reicht von der Materialbeschickungsöffnung an der Seite des Ofenkörpers in den Ofenraum hinein (siehe Abbildung 6-3). Beim Betrieb mit mehreren Plasmakanonen ragt der Zuführstab direkt über dem Ofen in den Ofen hinein, und mehrere Plasmakanonen (4 bis 6) sind um den Zuführstab herum angeordnet und von der Seitenwand des Ofens aus geneigt.
Beim Umschmelzen von Blockmaterialien sollte die Charge durch eine Trichterwanne in die Mitte des Schmelzbades gegeben werden, um sie schnell und vollständig zu schmelzen. Der Ofenmantel des Plasmalichtbogen-Umschmelzofens besteht in der Regel aus einer zweischichtigen Struktur aus rostfreiem Stahl mit einer Wasserkühlung in der Mitte. Der Kristallisator befindet sich in der Mitte des Bodens der Ofenkammer, ein Ende der Stromversorgung ist mit der Elektrode in der Plasmakanone verbunden, und das andere Ende ist über den erstarrten Metallblock mit dem Schmelzbad verbunden.
Vor dem Umschmelzen wird der Ofen evakuiert, und Ar-Gas wird als Arbeitsgas für die Plasmakanone verwendet. Während des Betriebs wird Gas in die Ofenkammer eingeleitet, während das Gas im Ofen abgepumpt wird, und der Druck im Ofen wird auf einem bestimmten Niveau gehalten.
Im Vergleich zu Plasmalichtbogenöfen und Plasmainduktionsöfen besteht der Unterschied des Plasmaumschmelzens darin, dass es wassergekühlte Kristallisatoren verwendet, um das Metall gleichzeitig zu schmelzen und zu verfestigen. Aufgrund der hohen Temperatur des Plasmalichtbogens kann sich auf der Oberfläche des geschmolzenen Metalls ein Schlackepool bilden, und auf der Oberfläche des Barrens kann sich eine dünne Schlackeschicht bilden, was zu einer guten Gussstruktur führt. Während des Umschmelzprozesses ist das Metall mit Ar-Gas geschützt, so dass die Schwankungen der chemischen Zusammensetzung des Metalls gering sind und der Gehalt an Gasen und nichtmetallischen Einschlüssen niedrig ist. Die Gesamtmenge der Einschlüsse und der Sauerstoffgehalt in plasma-umgeschmolzenem Stahl sind nur zweitklassig im Vergleich zum Elektronenstrahl-Umschmelzen.
Derzeit kann dieses Schmelzverfahren zum Schmelzen von Wälzlagerstahl, legiertem Baustahl, korrosionsbeständigem Stahl, stickstoffhaltigem legiertem Stahl, Refraktärmetallen und deren Legierungen, hochwarmfestem Gesenkstahl, Präzisionslegierungen und Aktivmetallen verwendet werden.
7. Umschmelzen im Elektronenstrahl-Ofen
7.1 Überblick
Das Elektronenstrahlschmelzen (EBM) ist ein metallurgisches Verfahren, das die hohe Energiedichte eines Elektronenstrahls nutzt, um Metalle durch Beschuss mit Wärme zu schmelzen. Diese Technologie wird in verschiedenen Bereichen eingesetzt, vor allem zum Schmelzen, Reinigen und Recyceln von seltenen Metallen, Edelmetallen und Refraktärmetallen. Sie kann auch zur Herstellung von Halbleitermaterialien und Einkristallen aus Refraktärmetallen und deren Legierungen verwendet werden.
Das Elektronenstrahl-Umschmelzen (EBR) ist ein Raffinationsverfahren, bei dem ein Hochgeschwindigkeits-Elektronenstrahl aus einer Elektronenkanone als Wärmequelle genutzt wird, um metallische Werkstoffe unter Hochvakuumbedingungen zu veredeln. Die kinetische Energie des Elektronenstrahls wird in Wärmeenergie umgewandelt, die das Metall schmilzt und reinigt. Das geschmolzene Metall wird anschließend in einem wassergekühlten Kristallisator abgekühlt, so dass sich feste Tropfen bilden.
Da EBM unter Hochvakuumbedingungen durchgeführt wird, ist die Überhitzungstemperatur hoch und die Verweilzeit im flüssigen Zustand lang, was zu einer effektiven Reinigung und Veredelung des Metalls führt. Mit diesem Verfahren können Verunreinigungen wie Entgasung, Desoxidation und flüchtige Metallverunreinigungen entfernt werden. Während des Gießens der Barren schwimmen Verunreinigungen nach oben und sammeln sich an der Spitze des Barrens, während sich hochschmelzende Metalle an der Oberfläche konzentrieren. Durch Entfernen des oberen Teils des Barrens und Raffinieren der äußeren Schicht kann ein hochreiner Metallbarren gewonnen werden. Eine schematische Darstellung eines Elektronenstrahl-Schmelzofens ist in Abbildung 7-1 zu sehen.
Das Elektronenstrahl-Umschmelzverfahren begann mit dem Schmelzen von Refraktärmetallen wie Tantal, Niob, Hafnium, Wolfram und Molybdän, hat sich aber inzwischen auf die Herstellung von Halbleitermaterialien, magnetischen Hochleistungslegierungen und einigen Spezialstählen wie Lagerstahl, korrosionsbeständigem Edelstahl und Reineisen mit extrem niedrigem Kohlenstoffgehalt ausgeweitet. Darüber hinaus kann der Elektronenstrahl-Umschmelzofen auch zum Schmelzen bestimmter hitzebeständiger Legierungen verwendet werden, insbesondere solcher, die Wolfram und Molybdän mit Niob oder Tantal als Hauptbestandteil enthalten. Berichten zufolge wurden in der ehemaligen Sowjetunion auch Elektronenstrahlschmelzöfen zum Schmelzen von Kupfer und Nickel verwendet. Neben dem Schmelzen von metallischen Werkstoffen wie Stahl und Legierungen kann das Elektronenstrahlschmelzen auch zum Schmelzen von Keramiken und Glas mit unterschiedlichen Eigenschaften eingesetzt werden.
Die Merkmale der Elektronenstrahlschmelztechnik lassen sich wie folgt zusammenfassen:
(1) Da das Elektronenstrahlschmelzen unter Vakuumbedingungen erfolgt, kann der Schmelzzustand des Materials jederzeit kontrolliert werden, so dass hochreine feuerfeste Materialien gewonnen werden können.
(2) Die hohe Energiedichte des Elektronenstrahls erleichtert die Einstellung der Energiedichte der Schmelzbadoberfläche durch Steuerung der Konvergenz und Divergenz des Strahls, was das Schmelzen von Refraktärmetallen ermöglicht.
(3) Die Automatisierungssteuerung ist einfach zu realisieren, was sie sicher und zuverlässig macht, insbesondere durch den Einsatz moderner Computer-, Elektronik- und Automatisierungstechnik. Dies macht es einfacher, hochreine Materialien aus feuerfesten Materialien zu extrahieren und zu gewinnen.
(4) Die chemische Zusammensetzung des geschmolzenen Materials kann genau gesteuert werden, was die Herstellung seltener Refraktärmetalle und hochreiner metallischer Werkstoffe ermöglicht, die bestimmte Leistungsanforderungen erfüllen.
Dieses Umschmelzverfahren hat jedoch einige Nachteile, wie z. B. eine geringe Produktivität, eine komplexe Anlagenstruktur, die den Einsatz einer Hochspannungs-Gleichstromversorgung erfordert, und hohe Investitionskosten für die Anlagen. Daher ist es schwierig, dieses Schmelzverfahren zum Hauptverfahren für Spezialschmelzen zu machen. Aus Sicht der Produktionskosten ist das Elektronenstrahl-Umschmelzen das teuerste Verfahren. Wenn die Kosten für die Herstellung von Spezialstahl mit gewöhnlichen Schmelzverfahren mit 1 angesetzt werden, betragen die Kosten anderer Schmelzverfahren für das Schmelzen der gleichen Kapazität und Stahlsorte: 1,75 für das Umschmelzen im Lichtbogenofen, 2,03 für das Umschmelzen im Plasmalichtbogen, 2,4 für das Umschmelzen im Vakuumlichtbogen und 2,72 für das Umschmelzen mit dem Elektronenstrahl.
7.2 Grundprinzipien des Elektronenstrahlumschmelzens
Das Funktionsprinzip des Elektronenstrahl-Umschmelzens ähnelt dem einer Vakuumdiode, bei der sich die Kathode und die Anode in einer Vakuumkammer befinden und mit dem negativen bzw. positiven Pol einer Gleichstromversorgung verbunden sind. Wenn die Kathode durch eine andere Stromquelle erhitzt wird, erhöht sich die Temperatur, und einige freie Elektronen im Kathodenmaterial werden durch die Hitze angeregt und emittiert.
Werden Kathode und Anode dann an eine Gleichstromquelle mit einer bestimmten Spannung angeschlossen, werden die angeregten Elektronen einer bestimmten Stärke des elektrischen Feldes ausgesetzt, beschleunigt und auf die Anode gerichtet. Im Elektronenstrahl-Umschmelzofen beschießen die sich schnell bewegenden Elektronen das metallische Anodenmaterial, und die kinetische Energie der Elektronen wird an der Anode in Wärmeenergie umgewandelt, wodurch diese erhitzt und geschmolzen wird. Das Verfahrensprinzip des Elektronenstrahl-Umschmelzens ist in Abbildung 7-2 dargestellt.
Abbildung 7-2 Schematische Darstellung des EBM-Prozessprinzips
7.3 Hauptausrüstung des Elektronenstrahl-Umschmelzofens
Der Elektronenstrahl-Umschmelzofen besteht aus drei Hauptteilen: dem Ofenkörper, dem Vakuumsystem und dem elektrischen System. Die schematische Darstellung der Schmelzausrüstung ist in Abbildung 7-3 zu sehen.
Abbildung 7-3 Schematische Darstellung der Elektronenstrahlschmelzanlage
1. Elektronenstrahlerzeugungssystem; 2. das Vakuumventil; 3. das Vakuumsystem; 4. das Fokussierungs- und Ablenksystem; 5. die Arbeitskammer; 6. das Werkstück; 7. die Hochspannungsversorgung; 8. die Stromversorgung der magnetischen Linse; 9. die Stromversorgung der Ablenkspule; 10. das Steuerungssystem.
In diesem Abschnitt werden die wichtigsten Teile des Ofengehäuses vorgestellt, wobei der Schwerpunkt auf der Elektronenkanone liegt. Hinzu kommen die Vakuumkammer, der Kristallisator sowie der Zuführ- und Ziehmechanismus.
7.3.1 Elektronenkanone
Die Elektronenkanone ist eine Schlüsselkomponente zur Erzeugung des Elektronenstrahls im Elektronenstrahl-Umschmelzofen. Es gibt verschiedene Bauformen, wie die Axialkanone, die Querkanone und die Ringkanone. Derzeit ist die Axialkanone am weitesten verbreitet.
Die äußere Form der Axialkanone ist zylinderförmig, und ihre innere Struktur ist in Abbildung 7-4 dargestellt. Das Prinzipdiagramm und das dreidimensionale Simulationsmodell der Elektronenkanone sind in Abbildung 7-5 bzw. 7-6 dargestellt. Der Elektronenstrahl wird von der Blockkathode emittiert, von der Anode beschleunigt, von der Fokussierspule fokussiert und unter der Kontrolle der Ablenkspule mit sehr hoher Geschwindigkeit auf das erhitzte Metall gerichtet, wodurch das Metall geschmolzen wird.
Die Elektronenkanone besteht aus dem Elektronenstrahl-Emissionselement, der strahlformenden Kathode, der Beschleunigungsanode, dem Ionenkollektor, dem Elektronenstrahl-Fokussierungssystem und dem Elektronenstrahl-Ablenksystem. Das Elektronenstrahl-Emissionselement besteht aus einer Heizkathode 3 und einer Emissionskathode 4.
Die Heizkathode besteht aus Wolframdraht, der in einer doppelten Spiralform gewickelt ist. Wenn 40-50A (Spannung 5V) Wechselstrom durch den Wolframdraht fließen, kann dieser auf etwa 2800℃ erhitzt werden. Die Spannung zwischen der Heizkathode und der Emissionskathode beträgt 1500 V DC, wobei thermische Elektronen aus dem Wolframdraht austreten und unter dem elektrischen Feld auf die Emissionskathode treffen.
Abbildung 7-5 Prinzip der Elektronenstrahlerzeugung und -formung
1. Stromversorgung für die Heizspirale; 2. die Heizspirale; 3. die Stromversorgung für die Ablenkspule; 4. die Stromversorgung für die Beschleunigungsspannung; 5. die Stromversorgung für die Fokussierspule; 6. Elektronenstrahl; 7. Fokussierspule; 8. Anode (Masse); 9. Kathode.
Abbildung 7-6 Dreidimensionales Modell einer Elektronenstrahl-Kanone für den Beschuss eines Ofens
1. Bleihalter; 2. Elektronenstrahlerzeugungssystem; 3. T-Stück; 4,5. Erste und zweite magnetische Linse; 6. Vakuumventil; 7. magnetisches Ablenksystem.
7.3.2 Kristallisator
Der Kristallisator des Elektronenstrahlofens ähnelt dem des Vakuumlichtbogenofens, er besteht aus violettem Kupfer und ist wassergekühlt. Der Boden des Kristallisators ist in zwei Ausführungen erhältlich: fest und beweglich (zum Ziehen von Blöcken). Auch der Querschnitt des inneren Hohlraums des Kristallisators kann je nach den unterschiedlichen Anforderungen des Metallprodukts kreisförmig, ringförmig oder rechteckig sein.
7.3.3 Fütterungsvorrichtung
Der Elektronenstrahlofen ist ein Gerät, das gleichzeitig schmilzt und erstarrt. Wenn der Metallstab kontinuierlich geschmolzen wird, sollte der ungeschmolzene Stab sofort in den Bereich des Elektronenstrahlbeschusses geschoben werden. Der Vorschubmechanismus wird meist durch eine mechanische Übertragung angetrieben. Es gibt zwei Arten von Beschickungsvorrichtungen: Längs- und Querbeschickung, und es gibt auch eine Querbeschickung mit beidseitiger alternierender Beschickung.
7.3.4 Ziehende Mechanik
Für den Kristallisator mit beweglichem Boden muss ein Ziehmechanismus installiert werden. Denn wenn das Metall im Kristallisator weiter erstarrt, muss der bereits erstarrte Metallbarren kontinuierlich nach unten gezogen werden, um eine bestimmte Höhe des Schmelzbads aufrechtzuerhalten. Der Ziehmechanismus des Elektronenstrahlofens kann entweder eine mechanische Übertragung oder eine hydraulische Kraftübertragung.
7.4 Das Elektronenstrahl-Umschmelzverfahren und seine metallurgischen Eigenschaften
7.4.1 Elektronenstrahl-Umschmelzverfahren
(1) Bevor der Ofen in Betrieb genommen wird, müssen alle Teile des Ofens sorgfältig überprüft werden, um Unfälle oder heiße Wartungsarbeiten zu vermeiden, die durch versteckte Gefahren in der Anlage verursacht werden. Andererseits sollten die umzuschmelzenden Materialien für den Ofen vorbereitet werden.
(2) Vor dem Schmelzen den Kristallisator und das Stabmaterial installieren, dann den Ofen verschließen und evakuieren. Wenn der Vakuumgrad im Ofen (1~3)×10mmHg (0,00133~0,00399Pa) erreicht, beginnen Sie mit dem Erhitzen der Kathode und kühlen gleichzeitig mit Wasser.
(3) Die Leistung sollte nicht zu hoch sein, wenn Sie mit der Stromzufuhr beginnen. Erhöhen Sie die Leistung allmählich, wenn sich eine bestimmte Menge Metallflüssigkeit im Kristallisator befindet und das Metallbad eine bestimmte Tiefe erreicht hat, so dass die normale Schmelzrate erreicht wird.
(4) Während des Umschmelzvorgangs sollte besonders darauf geachtet werden, dass der Elektronenstrahl nicht auf die Wand des Kristallisators trifft und diese beschädigt, was zu Unfällen führen könnte. Während des Umschmelzvorgangs sollte der Zeitpunkt des Abziehens auf der Grundlage des Flüssigkeitsstands des Metallbeckens bestimmt werden, wobei auch auf die Abstimmung zwischen der Abziehgeschwindigkeit und der Metallschmelzrate zu achten ist.
7.4.2 Metallurgische Eigenschaften des Elektronenstrahl-Umschmelzens
Das Elektronenstrahl-Umschmelzverfahren ist ein Schmelzverfahren, das Stahl oder Legierungen unter Hochvakuum- und Hochtemperaturbedingungen reinigt und veredelt. Im Vergleich zu anderen speziellen Schmelzverfahren für Stahl und Legierungen weist es die folgenden Merkmale auf:
(1) Das Elektronenstrahl-Umschmelzen erfolgt unter sehr hohen Vakuumbedingungen (bis zu ~0,00133Pa). Es hat einen viel höheren Vakuumgrad als Vakuum-Induktionsofen und Vakuum-Lichtbogenofen. Daher werden Gase, nichtmetallische Einschlüsse und bestimmte schädliche Elemente viel vollständiger und gründlicher aus den Metallen entfernt, und die Reinigungs- und Veredelungsrate ist höher als bei anderen Vakuumöfen.
(2) Während des Umschmelzvorgangs können die Leistung des Schmelzofenmaterials und die Leistung zum Aufheizen des Schmelzbades getrennt eingestellt werden. Daher kann bei einer Änderung der Schmelzleistung die erforderliche Temperatur des Schmelzbades beibehalten werden.
(3) Da der auf der Anode freigesetzte Elektronenstrahl eine sehr hohe Energie hat, kann das Metallschmelzbad eine sehr hohe Temperatur erreichen (die Oberflächentemperatur des Schmelzbades kann 1850℃ erreichen). Dies ist nicht nur für die Reinigungsreaktion während des Umschmelzvorgangs förderlich, sondern auch für das Schmelzen von Metallen mit hohem Schmelzpunkt wie Tantal, Niob, Wolfram und Molybdän geeignet.
(4) Die Steuerbarkeit des Elektronenstrahls ist gut, so dass die Heizposition des Schmelzbads durch die Steuerung des Elektronenstrahls kontrolliert werden kann, wodurch eine gleichmäßige Verteilung der Temperatur des Schmelzbads gewährleistet wird. Dies trägt dazu bei, Metallblöcke mit ausgezeichneter Oberflächenqualität und Kristallstruktur zu erhalten.
(5) Der Elektronenstrahlofen kann nicht nur Stangenmaterialien schmelzen, sondern auch Block-, Span- oder Pulvermetallmaterialien.
7.5 Auswirkungen des Elektronenstrahlumschmelzens
Elektronenstrahlumgeschmolzene Materialien sind von hoher Qualität und können den Gehalt an niedrigschmelzenden und leicht verdampfbaren Elementen auf ein sehr niedriges Niveau reduzieren. Es kann zum Schmelzen und Reinigen folgender Metalle verwendet werden: Herstellung von Titan- und Nickelblöcken für die Kaltverarbeitung mit glatter Oberfläche und ausreichender Plastizität; Herstellung von Wolfram- und Molybdänblöcken höchster Reinheit; im Vergleich zu im Vakuumlichtbogenofen geschmolzenem Blei hat umgeschmolzenes Blei einen höheren Reinheitsgrad, der für Steuerungskomponenten von U-Boot-Kernreaktoren verwendet werden kann; veredelte Vanadiumblöcke können für die Herstellung von Teilen von U-Boot-Kernreaktoren verwendet werden.
Der Hauptvorteil des Elektronenstrahlschmelzens von Stahl besteht darin, dass es metallische und nichtmetallische Verunreinigungen und Verunreinigungselemente stark reduziert. Durch kontinuierliches Fließschmelzen oder Kaltbettveredelung von Spezialstählen und besonders hitzebeständigen Legierungen können die Produktionskosten erheblich gesenkt werden.
7.5.1 Beseitigung von Gas und Einschlüssen in Metallen
Das größte Merkmal des Elektronenstrahlschmelzens ist, dass es ein hohes Vakuum, eine hohe Temperatur und flüssiges Metall für eine lange Zeit aufrechterhalten kann. Daher ist es sehr vorteilhaft für die Entfernung von Gasen, Verunreinigungen und deren niederwertigen Oxiden. Experimente mit verschiedenen Werkstoffen haben gezeigt, dass das nach dem Elektronenstrahlumschmelzen erhaltene Material den höchsten Reinheitsgrad aufweist, was die Leistung von Metallen erheblich verbessern und steigern kann. Das Elektronenstrahl-Umschmelzverfahren ist nicht nur für Legierungen, sondern auch für reine Metalle gut entgasbar. Bei einigen Sondermetallen kann durch mehrere Umschmelzverfahren ein noch höherer Reinheitsgrad erzielt werden.
Der Gasgehalt im Metall nach dem Umschmelzen hängt von der Anzahl der Umschmelzvorgänge und der Dauer der einzelnen Umschmelzvorgänge ab. Je länger die Umschmelzzeit ist, desto geringer ist der Sauerstoff- und Stickstoffgehalt im Metall. Eine Verlängerung der Umschmelzzeit bedeutet jedoch eine Verringerung der Schmelzrate, was die Produktionsrate senkt und die Produktionskosten erhöht, so dass dies umfassend berücksichtigt werden sollte.
Das Elektronenstrahl-Umschmelzverfahren eignet sich auch hervorragend zur Entfernung nichtmetallischer Einschlüsse in Metallen.
7.5.2 Verbesserung der Metalleigenschaften
Aufgrund der Fähigkeit des Elektronenstrahlumschmelzens, den Gehalt an Gasen und Einschlüssen in Metallen erheblich zu reduzieren und die Erstarrungsbedingungen zu verbessern, werden die Eigenschaften umgeschmolzener Metalle deutlich verbessert. Berichten zufolge wird der Gehalt an Stickstoff, Wasserstoff und Sauerstoff in hitzebeständigen Legierungen nach dem Elektronenstrahlumschmelzen um 60-70%, 40-50% bzw. 70-80% reduziert, und die Eigenschaften der Legierung werden erheblich verbessert. Beim Elektronenstrahlumschmelzen von Baustahl erhöht sich im Vergleich zu herkömmlichen Schmelzverfahren die Dehnung des Materials um 35%, die Querschnittsschrumpfung um 65% und der Isotropiekoeffizient von 0,6 auf 0,9.
8. Vergleich und Auswahl von Schmelzverfahren
8.1 Typisches Verfahren zum Schmelzen von Aufschmelzlegierungen
Ausdehnungslegierung ist eine Legierung, die mit Glas oder Keramik versiegelt ist. In China gibt es 29 Sorten und verschiedene Spezifikationen für diese Art von Legierung. Die wichtigsten Legierungen für die Abdichtung mit Glas sind 4J29, 4J49, 4J52, 4J54 und 4J6, während die wichtigsten Legierungen für die Abdichtung mit Keramik 4J33 und 4J34 sind.
Unter ihnen gehört 4J29 zu einer Legierung mit fester Ausdehnung, die einen bestimmten linearen Ausdehnungskoeffizienten im Bereich von -60℃ bis +400℃ aufweist. Es wird verwendet, um mit hartem Glas zusammenzuarbeiten und abzudichten, und ist als Dichtungsstrukturmaterial in der elektrischen Vakuumindustrie weit verbreitet. Seine Verwendung ist relativ groß, wobei die Inlandsnachfrage Hunderte von Tonnen pro Jahr erreicht, und die Hauptliefermethode für Produkte sind Streifen.
4J36 ist eine Legierung mit geringem Ausdehnungskoeffizienten im Bereich von 0℃ bis +100℃ und -60℃ bis +100℃. Es wird zur Herstellung von Bauteilen verwendet, deren Abmessungen innerhalb des Temperaturbereichs annähernd konstant sind, und findet breite Anwendung in Branchen wie Radio, Präzisionsinstrumente, Messgeräte und andere.
8.1.1 Einschlägige Normen für Dehnungslegierungen
Die Anforderungen an die Zusammensetzung und die entsprechenden Indikatoren für einige Sorten von Ausdehnungslegierungen sind in den Tabellen 8-1, 8-2, 8-3 und 8-4 aufgeführt.
Tabelle 8-1 Anforderungen an die Zusammensetzung der Ausdehnungslegierung
Klasse
Elemente der Bewertung (nicht größer als) /%
Referenz Element /%
a × 106 /℃
C
P
S
Mn
Si
Ni
Fe
Zimmer Temperatur ~300 ℃
Zimmer Temperatur ~400 ℃
4J42
0.05
0.02
0.02
≤0.4
≤0.3
41.5~42.5
Erlaubnis
4.4~4.6
5.4~6.6
4J45
0.05
0.02
0.02
≤0.4
≤0.3
44.5~45.5
Erlaubnis
6.5~7.7
6.5~7.7
4J50
0.05
0.02
0.02
≤0.4
≤0.3
49.5~50.5
Erlaubnis
8.8~10.0
8.8~10.0
4J52
0.05
0.02
0.02
≤0.4
≤0.3
51.5~52.5
Erlaubnis
9.8~11.0
9.8~11.0
4J54
0.05
0.02
0.02
≤0.4
≤0.3
53.5~54.5
Erlaubnis
10.2~11.4
10.2~11.4
Tabelle 8-2 Zusammensetzungsanforderungen für die Legierung 4J36
Chemische Zusammensetzung,%
Bewertungselemente
Referenz-Elemente
C
P
S
Mn
Si
Ni
Fe
≤0.05
≤0.02
≤0.02
≤0.6
≤0.3
35.0~37.0
Erlaubnis
Tabelle 8-3 Verhältnis zwischen Permeabilität und Temperatur der Legierung 4J36
Temperatur, ℃
-17.8
10.0
37.8
66
93
116
Durchlässigkeit, μ H/m, ×10-3
2.25
2.15
2.04
0.68
1.81
1.70
Tabelle 8-4 Mechanische Eigenschaften der Legierung 4J36 bei Raumtemperatur
Rundstangenmaterial
Metallband (1,0 mm Dicke)
σ b,MPa
δ,%
σ 0,2, MPa
σ b, MPa
δ,%
Wert der Schröpfung, mm
490
25
333
519
33
9.8
8.1.2 Veredelung der Ausdehnungslegierung 4J36
Zu den Produktformen der Dehnungslegierung gehören hauptsächlich Draht, Band, Rohr und Rundstahl. Die am weitesten verbreitete Form ist das Band, und zu den wichtigsten Produktionsanlagen gehören Elektroöfen, Schmiedehämmer (3-5 t), Brammenstraßen, Glühöfen, Richtmaschinen und Schleifmaschinen, Argon-LichtbogenschweißenVierwalzen-(Mehrwalzen-)Kaltwalzwerke, Durchlaufglühöfen, Oberflächenbehandlungsanlagen usw.
8.2 Typische Schmelzvorgänge für weichmagnetische Legierungen
Von der ersten Entdeckung der Eisen-Nickel-Legierungen im 19. Jahrhundert bis zu einer Reihe von experimentellen Studien im 20. Mit der Vertiefung der Forschung und den Erfordernissen praktischer Anwendungen wurden binären Systemen weitere Elemente wie Molybdän, Kupfer und Chrom hinzugefügt, wodurch eine Reihe von Materialien wie die berühmte Super-Invar-Legierung, die Kupfer-Permalloy-Legierung mit höherer Anfangspermeabilität und die Chrom-Nickel-Eisen-Legierung mit höherem elektrischen Widerstand entstanden. Zwei grundlegende Parameter sind: die magnetische Kristallanisotropiekonstante K und die Magnetostriktionskonstante λ, die den technischen Magnetisierungsprozess und die magnetischen Eigenschaften der Legierung bestimmen.
Weichmagnetische Eisen-Nickel-Legierungen. Diese Legierungen zeichnen sich vor allem durch folgende Merkmale aus: hohe Permeabilität und sehr geringe Koerzitivfeldstärke in schwachen (oder mittleren) Magnetfeldern; gute Verarbeitungseigenschaften, die sich zu komplex geformten Geräten verarbeiten lassen; gute Rostbeständigkeit; einige Werkstoffe weisen nach spezifischer Verarbeitung besondere magnetische Eigenschaften auf, wie z. B. rechteckige Hystereseschleifen, sehr geringer Restmagnetismus oder konstante Permeabilität über einen beträchtlichen Bereich von Magnetfeldern.
8.2.1 Chemische Zusammensetzung der relevanten Legierungen
Tabelle 8-5 zeigt die Anforderungen an die chemische Zusammensetzung einiger typischer weichmagnetischer Legierungen.
Tabelle 8-5 Chemische Zusammensetzung (%) von weichmagnetischen Legierungen
C
Mn
Si
P
S
Ni
Mo
Cu
Fe
1J77
≤0.03
0.30 ~ 0.60
0.15~0.30
≤0.02
≤0.02
76.00 ~ 78.00
4.80 ~ 5.20
3.80 ~ 4.20
Erlaubnis
1J85
≤0.03
0.30 ~ 0.60
0.15~0.30
≤0.02
≤0.02
79.00 ~ 81.00
4.80 ~ 5.20
≤0.20
Erlaubnis
1J86
≤0.03
≤1.00
≤0.30
≤0.02
≤0.02
80.50 ~ 81.50
5.80 ~ 6.20
≤0.20
Erlaubnis
8.2.2 Leistungsmerkmale der weichmagnetischen Legierung 1J86
Die Legierung 1J86 enthält hauptsächlich 81% Nickel und 6% Molybdän. Diese Legierung hat ein höheres μi und ein niedrigeres Hc im Vergleich zu 1J77 und 1J85, und ihr μm-Wert liegt nahe bei ihnen. Da die Legierung 6%-Molybdän enthält, ist der spezifische Widerstand höher, was die magnetische Leistung bei höheren Frequenzen verbessert. Um höhere statische magnetische Eigenschaften zu erzielen, wird der Legierung kein Silizium oder Mangan zugesetzt, da ihr Einfluss auf die magnetischen Eigenschaften weniger bedeutend ist als der von Nickel und Molybdän. Der Zusatz von 1%-Mangan und einer kleinen Menge Silizium zur Legierung soll die Temperaturstabilität und die Warmumformbarkeit der Legierung verbessern.
8.3 Verfahren zum Schmelzen von Hochtemperaturlegierungen
8.3.1 Chemische Zusammensetzung der relevanten Legierungen
Tabelle 8-6 zeigt die erforderliche chemische Zusammensetzung einiger typischer Hochtemperaturlegierungen.
Klasse
Chemische Zusammensetzung, %
Cr
Co
W
Mo
Al
Ti
Ni
B
andere
GH11 40
20.0 -23.0
1.40 -1.80
2.00 ~2.50
0.20 -0.60
0.70 -1.20
35.0 -40.0
Verbleibende Fe
GH30 44
23.5 -26.5
13.0 -16.0
<0.50
0.30 ~0.70
Basis
Fe<4,0
GH41 69
17.0 ~21.0
2.8 -3.3
0.2 -0.6
0.65 ~1.15
50.0 ~55.0
Verbleibende Fe
K417
5.5 ~6.5
11.0 ~13.0
9.5 ~10.7
1.7 ~2.3
5.2 ~5.7
1.0 ~1.5
Basis
0.05 ~0.10
0.07 Zr
FGH95
14
8
3.5
3.5
3.5
2.5
Basis
0.01
3,5Nb
MGH6 000
15
4
2
4.5
2.5
Basis
0.1
1.1Y203
8.3.2 Verfahren zum Schmelzen von Hochtemperaturlegierungen
Damit Hochtemperaturlegierungen die geforderten Eigenschaften der Hochtemperatur- und Korrosionsbeständigkeit aufweisen, muss die Legierung eine bestimmte chemische Zusammensetzung, Reinheit und ein geeignetes Gefüge aufweisen, wobei Zusammensetzung und Reinheit der Legierung von der Schmelztechnologie abhängen. Daher ist der Schmelzprozess ein wichtiges Glied im Produktionsprozess von Hochtemperaturlegierungen.
Aufgrund des hohen Legierungsgrades enthalten Hochtemperaturlegierungen eine große Menge an schweren Elementen wie Wolfram, Molybdän, Niob und Chrom sowie leicht oxidierbare Elemente wie Aluminium, Titan und Bor. Diese Eigenschaften führen dazu, dass Hochtemperaturlegierungen strenge Anforderungen an die Schmelzverfahren stellen und im Allgemeinen im Vakuum geschmolzen werden. Gegenwärtig werden die meisten Legierungen in Vakuuminduktionsöfen oder atmosphärischen Induktionsöfen geschmolzen und anschließend im Vakuumofen oder durch Umschmelzen mit Elektroschlacke umgeschmolzen, um ihre Reinheit zu verbessern und ein gutes Gefüge und gute Eigenschaften zu erhalten.
Zu den in- und ausländischen Anlagen zum Schmelzen von Hochtemperaturlegierungen gehören Lichtbogenöfen, Induktionsöfen, Vakuuminduktionsöfen, Vakuumlichtbogenöfen und Elektroschlackeöfen. Hinzu kommen Elektronenstrahlöfen und Plasmaöfen.
In der langjährigen Produktionspraxis Chinas hat die kontinuierliche Erforschung und Entwicklung zu verschiedenen Kombinationen von Schmelzverfahren geführt, vom anfänglichen Schmelzen im Lichtbogenofen bis zum heutigen Schmelzverfahren (siehe Tabelle 8-7).
Tabelle 8-7 Prozessweg zum Schmelzen typischer Hochtemperaturlegierungen auf Ni- und Fe-Basis
Schmelzprozessrouten:
Legierungsgrad
Schmelzen im Lichtbogenofen
GH3030,GH1035,GH3039,GH1140
Schmelzen in Nicht-Vakuum-Induktionsöfen
GH3030,GH3044
Vakuum-Induktionsschmelzen
K4169,GH3044
Schmelzen im Lichtbogenofen + Elektroschlacke-Umschmelzen
GH3030,GH35A, GH1015,GH2035,GH3333
Schmelzen im Lichtbogenofen + Vakuum-Lichtbogen-Umschmelzen
oder Vakuum-Induktionsöfen + Vakuum-Lichtbogen-Umschmelzen + Elektroschlacke-Umschmelzen.
HGH4169,GH4169,HGH4033,HGH4145,HGH435
8.3.3 Auswahl der metallurgischen Prozessrouten
Für spezielle Schmelzverfahren gibt es viele gängige Optionen für Prozessablaufpläne. Man kann ein einzelnes Schmelzverfahren verwenden, um direkt zu schmelzen, oder ein Zwei- oder Dreifachverfahren anwenden. Das geeignete Prozessschema sollte je nach Sorte und Qualität des Schmelzguts ausgewählt werden. Die Vor- und Nachteile der verschiedenen Schmelzverfahren müssen unter Aspekten wie Energieverbrauch, Anlageninvestitionen, technische und wirtschaftliche Indikatoren und Schmelzqualität umfassend berücksichtigt werden.
Widerstandslegierungen, hochwarmfeste Legierungen, hitze- und säurebeständiger Stahl, usw.
VIM+ESR
Spezialstahl mit sehr niedrigem Kohlenstoffgehalt, Lagerstahl, hochwarmfeste Legierungen, usw.
VIM+VAR
Widerstandslegierungen, Thermoelementwerkstoffe, weichmagnetische Legierungen, Titan und Titanlegierungen, Hochtemperaturlegierungen, Refraktärmetalle und ihre Legierungen.
VIM+EBR
Hochschmelzende Metalle und ihre Legierungen, Vanadium-Legierungen, Titan-Legierungen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie schon einmal über die feinen Unterschiede zwischen zwei beliebten nichtrostenden Stählen nachgedacht, 06Cr19Ni10 und 304? In diesem Artikel werden wir untersuchen, wie diese Materialien in Bezug auf Normen, Zusammensetzung und...
Haben Sie sich jemals über den Unterschied zwischen H-Trägern und I-Trägern im Bauwesen gewundert? Auch wenn sie ähnlich aussehen, haben diese beiden Arten von Stahlträgern unterschiedliche Eigenschaften, die sie...
Haben Sie genug von den steigenden Kosten für rostfreien Stahl für Ihre Projekte? Dieser Artikel befasst sich mit einer kostengünstigen Alternative zu Edelstahl 304 - SUS443. Erfahren Sie, wie SUS443 überlegene Korrosionsbeständigkeit,...
Haben Sie sich jemals über den Unterschied zwischen Rockwell- und Brinell-Härteskalen gewundert? In diesem Artikel tauchen wir in die Welt der Materialhärteprüfung ein und erläutern die wichtigsten Unterschiede zwischen...
Haben Sie sich jemals gefragt, was diese Zahlen auf Blechen bedeuten? In diesem Artikel tauchen wir in die Welt der Blechlehre ein und entmystifizieren diesen wesentlichen Aspekt der Metallbearbeitung....
Haben Sie sich jemals gefragt, wie das Gewicht eines Silberblocks berechnet wird? In diesem Artikel wird das Geheimnis gelüftet, das hinter der Messung von Silber anhand von Volumen und Dichte steckt. Am Ende werden Sie wissen,...
Haben Sie sich jemals gefragt, wie man das Gewicht von Gusseisenteilen genau berechnet? In diesem aufschlussreichen Blogbeitrag teilt ein erfahrener Maschinenbauingenieur sein Fachwissen über die Dichtevariationen...
Haben Sie schon einmal die faszinierenden Farben von erhitztem Stahl bestaunt? Die leuchtenden Rottöne, Orangen und Gelbtöne erzählen eine faszinierende Geschichte über die Temperatur. In diesem Artikel werden wir die Wissenschaft erforschen...
Haben Sie sich jemals über die faszinierende Welt der Metallhärte gewundert? In diesem Blogbeitrag tauchen wir in die faszinierenden Konzepte und Methoden ein, die hinter der Messung und Verbesserung der Härte von...