En el proceso de cementación y temple, los engranajes de pared delgada suelen presentar alabeo plano y deformación elíptica.
Durante el rectificado, la distribución desigual de la sobremedida de la superficie del diente da lugar a una piel negra y a escalones de rectificado en la superficie del diente;
La capa de endurecimiento de las superficies dentales izquierda y derecha es desigual y la superficie dureza disminuye, y el engranaje se desguaza en los casos graves.
Para resolver este problema, se han diseñado la carga horizontal y la carga colgante.
El proceso de cementación y temple y los datos de deformación se describen detalladamente a continuación.
1. Método y proceso de la técnica
(1) Parámetros del engranaje
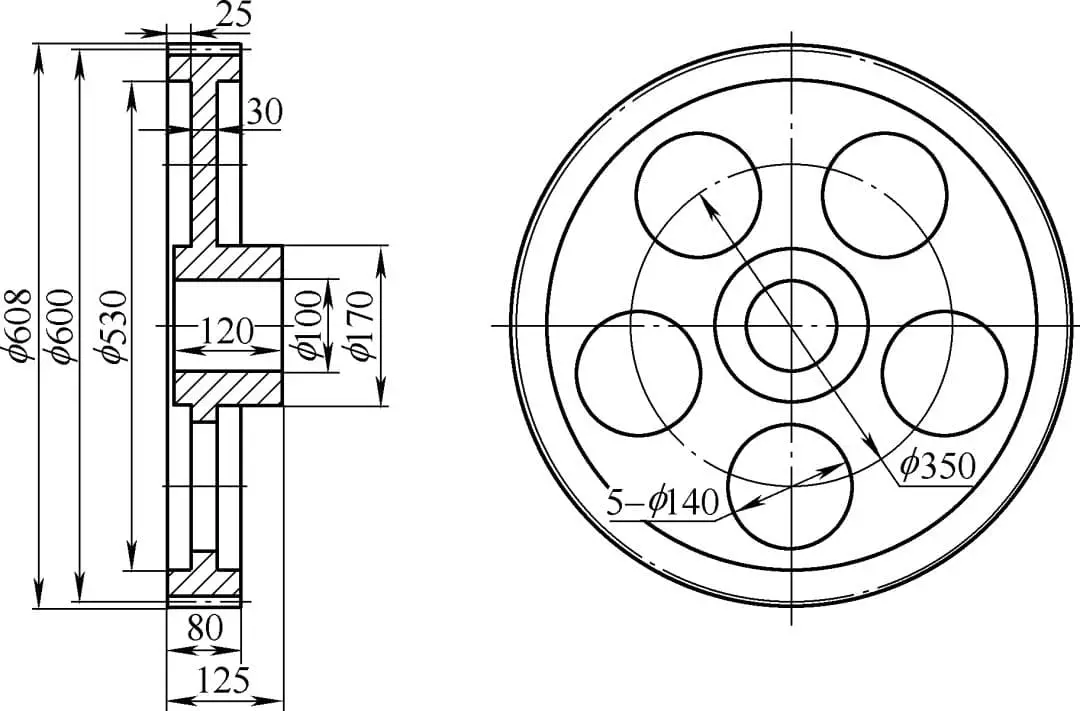
Los parámetros de un producto de engranaje se muestran en la Tabla 1, y el diagrama esquemático se muestra en la Fig. 1.
Cuadro 1 Parámetros del engranaje
Mn
4
Z
138
α
20°
β
23°4′26″
Círculo de adición / mm
608
Anchura del diente / mm
80
Profundidad de la capa / mm
0.9~1.2
Dureza (HRC)
58~62
Precisión / grado del engranaje
6
Textura del material
20CrMnMo
Fig. 1 Diagrama de engranajes
(2) Modo de carga del tratamiento térmico
Método de carga I: colocación horizontal, como se muestra en la Fig. 2.
Fig. 2 Esquema de colocación horizontal
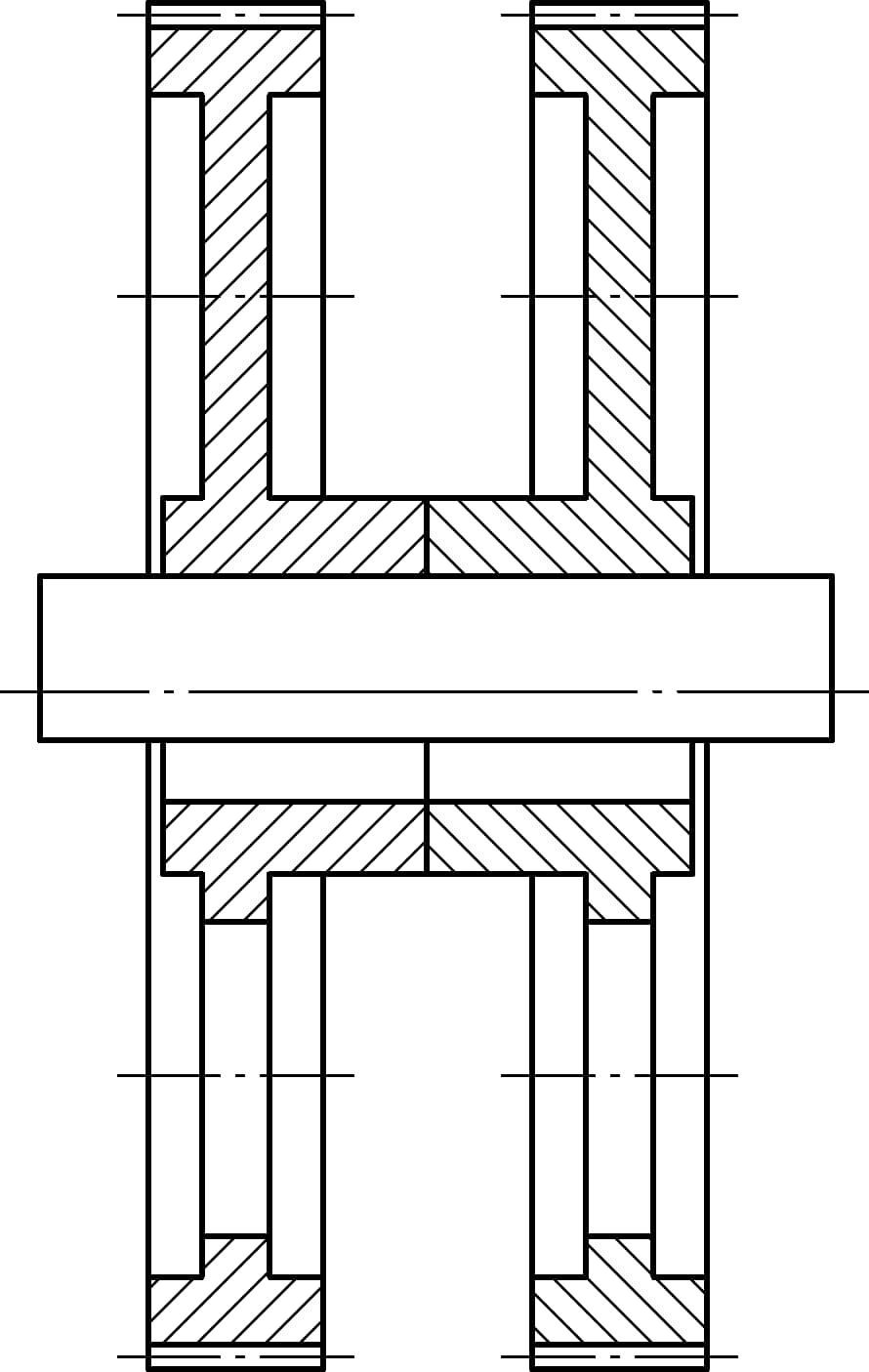
Modo de carga 2: colgado vertical, como se muestra en las Fig. 3 y Fig. 4.
Fig. 3 Esquema de la suspensión vertical
Fig. 4 objetos colgantes verticales de otros calores
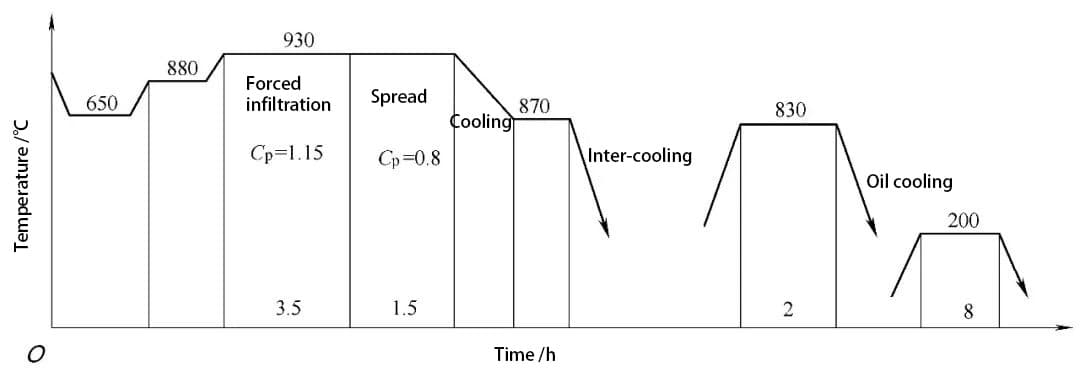
(3) Curva del proceso de tratamiento térmico
Como se muestra en la Fig. 5, el equipo utiliza un horno de caja AICHELIN 5 / 2A.
Fig. 5 Curva del proceso de tratamiento térmico
3. 3. Resultados y análisis
(1) La metalografía, el gradiente de dureza y la dureza superficial están cualificados
La estructura metalográfica se juzga de acuerdo con JB / T6141.3 y GB / T3480.5, como se muestra en la Tabla 2.
Cuadro 2 estructura metalográfica
K / grado
Ar(%)
M / nivel
IGO/μm
F / nivel
2
15~20
2
18
3
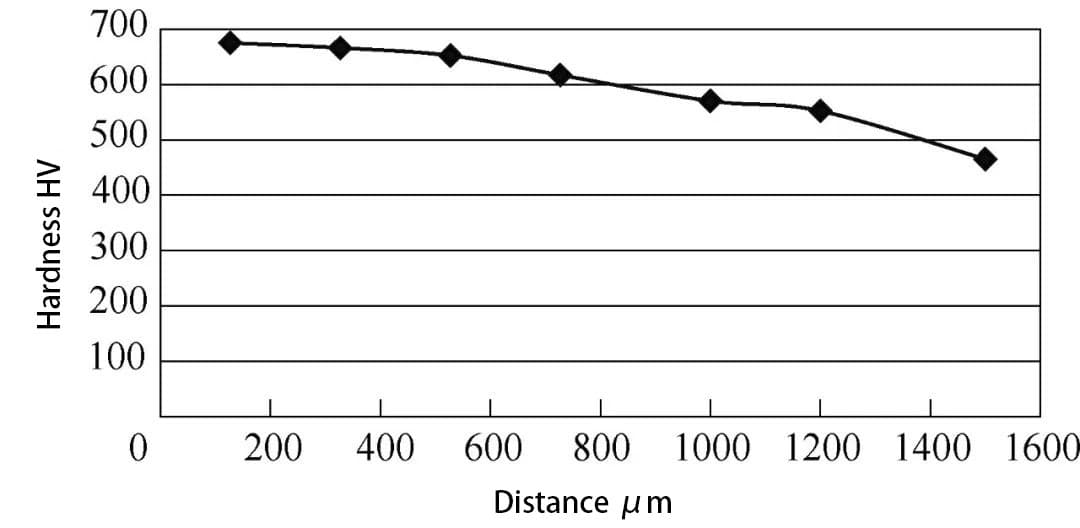
(2) Gradiente de dureza
Como se muestra en la Fig. 6, la profundidad de capa DC = 1,219mm/HV550.
Fig. 6 gradiente de dureza
(3) Datos de deformación y rectificado de engranajes
Los datos de deformación de los engranajes se muestran en la Tabla 3.
Tabla 3 Comparación del círculo primitivo y la excentricidad de la cara frontal después de la cementación y el enfriamiento entre la colocación horizontal y colgante
Número de pieza
ubicación
0°
90°
180°
270°
Desviación total
Colocación horizontal
Parte 1
Círculo de paso / mm
0.74
0.61
0.61
0.43
0.31
Cara final / mm
0
1.15
0.47
1.3
1.3
Parte 2
Círculo de paso / mm
0.86
0.55
0.86
0.92
0.37
Cara final / mm
1
1.35
1.82
1.36
0.82
Colocación de la suspensión
Parte 1
Círculo de paso / mm
0
0.01
0
0.02
0.02
Cara final / mm
0
0.03
0.03
0.07
0.07
Parte 2
Círculo de paso / mm
0
-0.01
-0.01
0.05
0.06
Cara final / mm
0.01
-0.04
-0.04
0.18
0.22
Debido al alabeo y la deformación de las piezas colocadas horizontalmente, la forma del diente, la dirección del diente y la excentricidad del círculo primitivo son demasiado grandes, lo que da como resultado un valor negativo de la distribución de la sobremedida de rectificado.
Tras el rectificado, algunas superficies dentales tienen la piel negra y otras presentan evidentes escalones de rectificado, que finalmente se desechan;
El engranaje colgante tiene una pequeña deformación, la asignación de molienda se distribuye uniformemente, y no hay piel negra y paso después de la molienda.
(4) Análisis de resultados
Cuando el engranaje se coloca horizontalmente, debido a que el borde del engranaje está suspendido, la fluencia es causada por el peso propio de la llanta durante el proceso de cementación, la enfriamiento es instantánea, el área de la sección transversal de contacto del aceite es grande, y el aceite entra primero en la cara del extremo inferior que en la cara del extremo superior;
Debido al desequilibrio de la tensión térmica y la tensión de cambio de fase en ambos extremos, la cara del extremo superior es convexa y el engranaje se deforma demasiado;
Por el contrario, hay fluencia a alta temperatura en el proceso de cementación, pero la corona dentada no soporta grandes momentos de flexión.
Al mismo tiempo, las dos caras extremas son paralelas entre sí durante el enfriamiento, la sección de entrada de aceite es pequeña, la tensión de cambio de fase y la tensión térmica son equilibradas y simétricas, y la excentricidad de la cara extrema y la excentricidad del círculo de paso del engranaje son menores que las de la colocación horizontal.
4. Ampliación de la solicitud
De acuerdo con el análisis anterior sobre las causas de la deformación del engranaje, también se llevó a cabo la carga de suspensión para el engranaje con un diámetro de 1140 mm, y se obtuvieron muy buenos resultados.
Los parámetros del engranaje se muestran en la Tabla 4, la carga se muestra en la Fig. 7, y los datos de deformación se muestran en la Tabla 5.
Cuadro 4 Parámetros de los engranajes
Mn
8
Z
137
α
20°
β
12°
Círculo de adición / mm
1140
Anchura del diente / mm
120
Profundidad de la capa / mm
1.6~2.0
Dureza (HRC)
58~62
Precisión / grado del engranaje
6
Textura del material
20CrMnMo
Fig. 7 imagen de la carga del horno
Tabla 5 datos de excentricidad de la cara frontal y del círculo primitivo de 4 ruedas dentadas
Número de pieza
Ubicación
0°
90°
180°
270°
Desviación total
Parte 1
Círculo de paso / mm
0.53
0.51
0.55
0.5
0.05
Cara final / mm
0.45
0.3
0.6
0.5
0.3
Parte 2
Círculo de paso / mm
1
1
1.07
1
0.07
Cara final / mm
-
-
-
-
0.4
Parte 1
Círculo de paso / mm
0.9
0.92
0.97
0.92
0.07
Cara final / mm
0.58
0.8
0.7
0.9
0.32
Parte 2
Círculo de paso / mm
0.25
0.22
0.23
0.28
0.06
Cara final / mm
0.7
0.6
0.35
0.4
0.35
5. Conclusión
(1) Para el engranaje de pared delgada Φ600mm×80mm, la excentricidad del círculo primitivo del engranaje carburizado y templado se reduce de 0,34mm a 0,04mm mediante horno colgante;
La excentricidad media de la cara frontal se reduce de 1,06 mm a 0,15 mm.
(2) Para el engranaje de pared delgada de Φ1140mm×120mm, la excentricidad del círculo de paso del engranaje carburizado y templado se controla dentro de 0,07mm mediante carga colgante;
La excentricidad de la cara frontal se controlará por debajo de 0,40 mm.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]