Während des Aufkohlungs- und Abschreckungsprozesses weisen dünnwandige Zahnräder in der Regel einen ebenen Verzug und eine elliptische Verformung auf.
Beim Schleifen entstehen durch die ungleichmäßige Verteilung des Zahnflächenaufmaßes schwarze Haut und Schleifstufen auf der Zahnoberfläche;
Die Härtungsschicht auf der linken und rechten Zahnoberfläche ist ungleichmäßig und die Oberfläche Härte sinkt, und in schweren Fällen wird das Getriebe verschrottet.
Um dieses Problem zu lösen, wurden die horizontale und die hängende Aufladung entwickelt.
Der Aufkohlungs- und Abschreckungsprozess sowie die Verformungsdaten werden im Folgenden detailliert beschrieben.
1. Methodik und Prozess der Technik
(1) Getriebeparameter
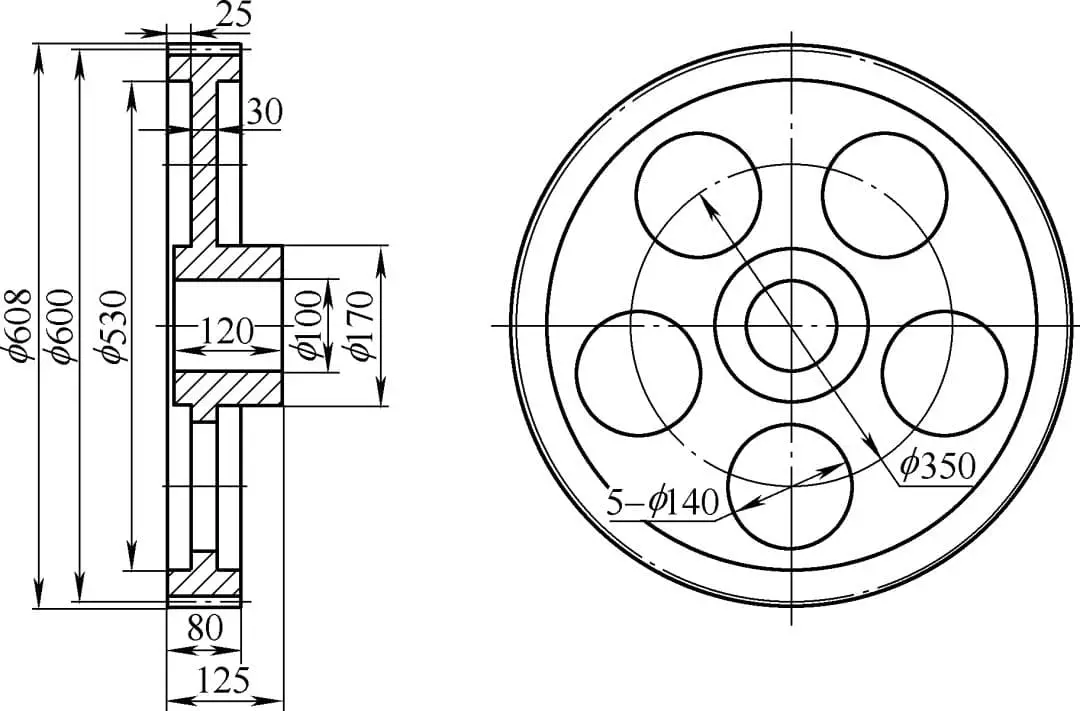
Die Parameter eines Zahnradprodukts sind in Tabelle 1 aufgeführt, und die schematische Darstellung ist in Abb. 1 zu sehen.
Tabelle 1 Getriebeparameter
Mn
4
Z
138
α
20°
β
23°4′26″
Addendum Kreis / mm
608
Zahnbreite / mm
80
Schichttiefe / mm
0.9~1.2
Härte (HRC)
58~62
Ganggenauigkeit/Grad
6
Textur des Materials
20CrMnMo
Abb. 1 Getriebediagramm
(2) Wärmebehandlungs-Lademodus
Aufladungsmethode I: horizontale Platzierung, wie in Abb. 2 dargestellt.
Abb. 2 Schematische Darstellung der horizontalen Platzierung
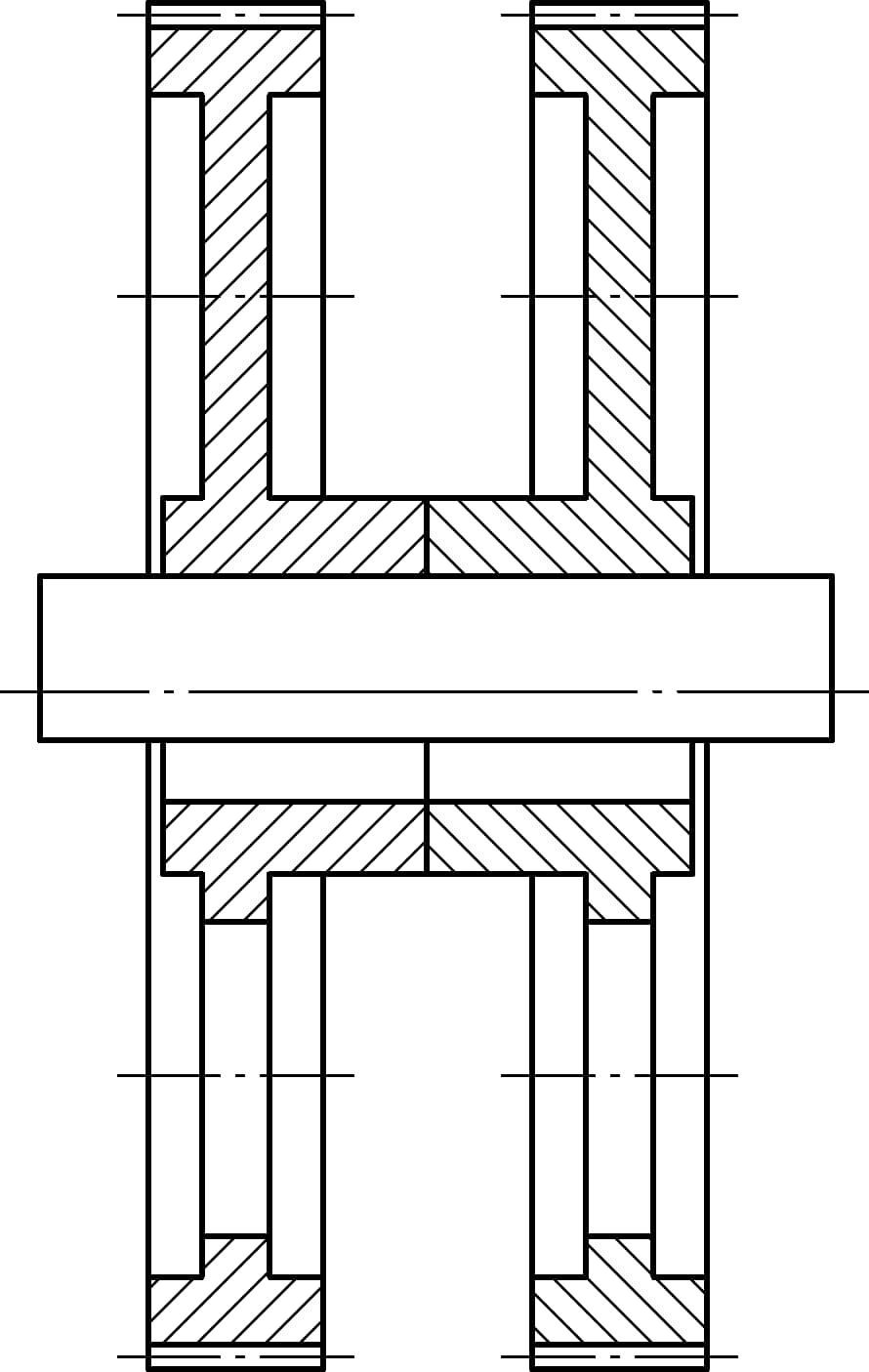
Lademodus 2: vertikale Aufhängung, wie in Abb. 3 und Abb. 4 dargestellt.
Abb. 3 Schematische Darstellung der vertikalen Aufhängung
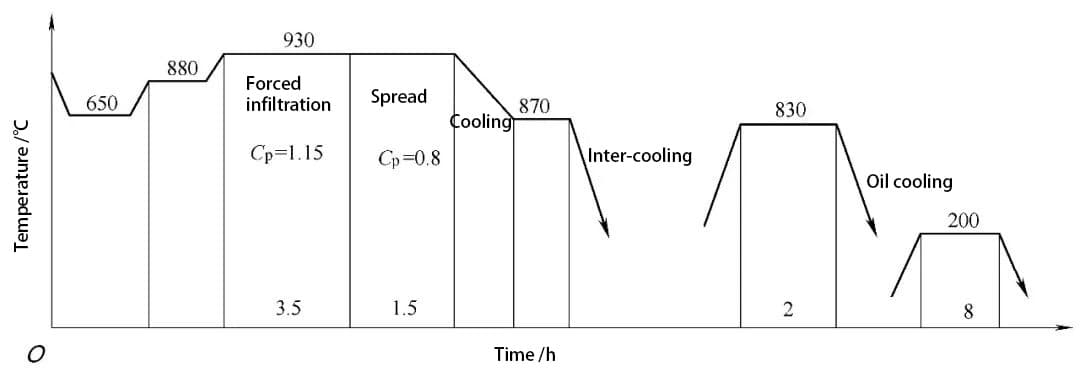
Wie in Abb. 5 dargestellt, verwendet die Anlage einen AICHELIN 5 / 2A Kastenofen.
Abb. 5 Kurve des Wärmebehandlungsprozesses
3. Ergebnisse und Analyse
(1) Metallographie, Härtegradient und Oberflächenhärte sind qualifiziert
Das metallographische Gefüge wird nach JB / T6141.3 und GB / T3480.5 beurteilt, wie in Tabelle 2 dargestellt.
Tabelle 2 Metallographische Struktur
K / Klasse
Ar(%)
M / Niveau
IGO/μm
F / Niveau
2
15~20
2
18
3
(2) Härtegradient
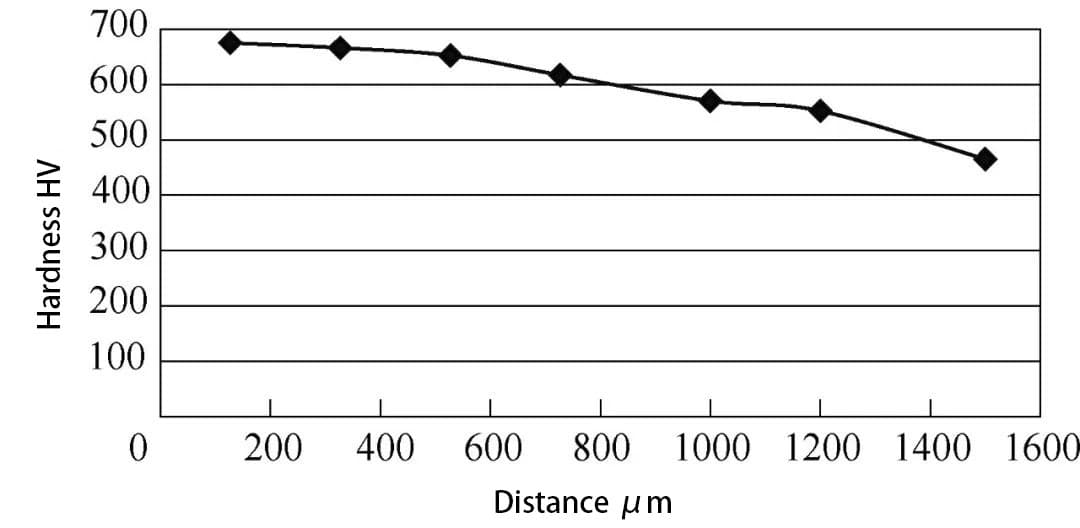
Wie in Abb. 6 dargestellt, beträgt die Schichttiefe DC = 1,219 mm/HV550.
Abb. 6 Härtegradient
(3) Verformungsdaten und Verzahnungsschleifen
Die Daten zur Zahnradverformung sind in Tabelle 3 aufgeführt.
Tabelle 3 Vergleich des Teilkreises und des Planlaufs nach dem Aufkohlen und Abschrecken zwischen horizontaler und hängender Anordnung
Teilnummer
Standort
0°
90°
180°
270°
Gesamtauslauf
Horizontale Platzierung
Teil 1
Teilkreis / mm
0.74
0.61
0.61
0.43
0.31
Stirnseite / mm
0
1.15
0.47
1.3
1.3
Teil 2
Teilkreis / mm
0.86
0.55
0.86
0.92
0.37
Stirnseite / mm
1
1.35
1.82
1.36
0.82
Platzierung der Aufhängung
Teil 1
Teilkreis / mm
0
0.01
0
0.02
0.02
Stirnseite / mm
0
0.03
0.03
0.07
0.07
Teil 2
Teilkreis / mm
0
-0.01
-0.01
0.05
0.06
Stirnseite / mm
0.01
-0.04
-0.04
0.18
0.22
Aufgrund des Verzugs und der Verformung der horizontal angeordneten Teile sind die Zahnform, die Zahnrichtung und der Teilkreisrundlauf zu groß, was zu einem negativen Wert der Schleifaufmaßverteilung führt.
Nach dem Schleifen haben einige Zahnoberflächen eine schwarze Haut, und einige Zahnoberflächen weisen deutliche Schleifstufen auf, die schließlich verschrottet werden;
Das hängende Zahnrad hat eine geringe Verformung, eine gleichmäßig verteilte Schleifzugabe und keine schwarze Haut und Stufe nach dem Schleifen.
(4) Ergebnisanalyse
Wenn das Zahnrad horizontal angeordnet ist, weil der Rand des Zahnrads aufgehängt ist, wird das Kriechen durch das Eigengewicht der Felge während des Aufkohlungsprozesses verursacht, die Abschrecken ist unmittelbar, die Querschnittsfläche des Ölkontakts ist groß, und das Öl tritt zuerst in die untere Stirnfläche und dann in die obere Stirnfläche ein;
Aufgrund des Ungleichgewichts von thermischer Spannung und Phasenwechselspannung an beiden Enden ist die obere Stirnfläche konvex und das Zahnrad verzieht sich zu stark;
Im Gegensatz dazu kommt es beim Aufkohlungsprozess zu Hochtemperaturkriechen, aber der Zahnkranz trägt kein großes Biegemoment.
Gleichzeitig sind die beiden Stirnflächen während des Abschreckens parallel zueinander, die Öleinlaufstrecke ist klein, die Phasenwechselspannung und die thermische Spannung sind ausgeglichen und symmetrisch, und der Stirnflächenrundlauf und der Teilkreisrundlauf des Zahnrads sind kleiner als bei der horizontalen Anordnung.
4. Verlängerung der Anwendung
Nach der obigen Analyse der Ursachen für die Verformung des Zahnrads wurde die Aufhängung auch für das Zahnrad mit einem Durchmesser von 1140 mm durchgeführt, wobei sehr gute Ergebnisse erzielt wurden.
Die Getriebeparameter sind in Tabelle 4, die Aufladung in Abb. 7 und die Verformungsdaten in Tabelle 5 dargestellt.
Tabelle 4 Getriebeparameter
Mn
8
Z
137
α
20°
β
12°
Addendum Kreis / mm
1140
Zahnbreite / mm
120
Schichttiefe / mm
1.6~2.0
Härte (HRC)
58~62
Ganggenauigkeit/Grad
6
Textur des Materials
20CrMnMo
Abb. 7: Bild der Ofenbeschickung
Tabelle 5: Rundlaufdaten von Stirnfläche und Teilkreis von 4 Zahnrädern
Teilnummer
Standort
0°
90°
180°
270°
Gesamtauslauf
Teil 1
Teilkreis / mm
0.53
0.51
0.55
0.5
0.05
Stirnseite / mm
0.45
0.3
0.6
0.5
0.3
Teil 2
Teilkreis / mm
1
1
1.07
1
0.07
Stirnseite / mm
-
-
-
-
0.4
Teil 1
Teilkreis / mm
0.9
0.92
0.97
0.92
0.07
Stirnseite / mm
0.58
0.8
0.7
0.9
0.32
Teil 2
Teilkreis / mm
0.25
0.22
0.23
0.28
0.06
Stirnseite / mm
0.7
0.6
0.35
0.4
0.35
5. Schlussfolgerung
(1) Bei Φ600mm×80mm dünnwandigen Zahnrädern wird der Teilkreisrundlauf von aufgekohlten und abgeschreckten Zahnrädern durch den Hängeofen von 0,34mm auf 0,04mm reduziert;
Der durchschnittliche Stirnflächenrundlauf wurde von 1,06 mm auf 0,15 mm reduziert.
(2) Für das Φ1140mm×120mm dünnwandige Zahnrad wird der Teilkreislauf des aufgekohlten und abgeschreckten Zahnrads durch hängende Aufladung auf 0,07mm kontrolliert;
Der Rundlauf der Stirnseite muss unter 0,40 mm liegen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Grundlegende Konzepte des computergestützten Entwurfs und der computergestützten Fertigung Der computergestützte Entwurf und die computergestützte Fertigung (CAD/CAM) sind ein umfassendes und technisch komplexes Fachgebiet der Systemtechnik, das verschiedene Bereiche wie die [...]
Konzept der virtuellen Fertigung Die virtuelle Fertigung (VM) ist die grundlegende Umsetzung des tatsächlichen Fertigungsprozesses auf einem Computer. Sie nutzt die Technologien der Computersimulation und der virtuellen Realität, unterstützt durch [...]
Ein flexibles Fertigungssystem (FFS) beruht in der Regel auf den Prinzipien der Systemtechnik und der Gruppentechnologie. Es verbindet CNC-gesteuerte Werkzeugmaschinen (Bearbeitungszentren), Koordinatenmessmaschinen, Materialtransportsysteme, [...]
So wie die Fertigungstechnologie heute in verschiedenen Bereichen eine entscheidende Rolle spielt, nimmt die Nanofabrikationstechnologie eine Schlüsselposition in der Nanotechnologie ein. Die Nanofabrikationstechnologie umfasst zahlreiche Methoden, darunter mechanische [...]
Unter Ultrapräzisionsbearbeitung versteht man Präzisionsfertigungsverfahren, die ein extrem hohes Maß an Genauigkeit und Oberflächenqualität erreichen. Die Definition ist relativ und ändert sich mit den technologischen Fortschritten. Derzeit kann diese Technik [...]
Gegenwärtig kann die spanabhebende Bearbeitung in zwei Gruppen eingeteilt werden, die sich auf die Produktionscharge beziehen: Von diesen beiden Kategorien entfallen auf die erste etwa 70-80% des gesamten Produktionswerts der Zerspanung [...]
In diesem Artikel werden hauptsächlich mehrere ausgereifte spezielle Bearbeitungsmethoden vorgestellt. I. Funkenerosion (EDM) Die Funkenerosion ist ein Verfahren zur Bearbeitung leitfähiger Werkstoffe unter Ausnutzung des Phänomens der elektrischen Korrosion während [...]
Was ist CNC-Bearbeitung? Numerische Steuerung (NC) bezeichnet die Methode zur Steuerung der Bewegung und der Bearbeitungsvorgänge von Werkzeugmaschinen mit Hilfe digitalisierter Informationen. Numerisch gesteuerte Werkzeugmaschinen, oft abgekürzt als [...]
Die spanabhebende Bearbeitung ist nach wie vor die wichtigste Methode der mechanischen Bearbeitung und spielt eine wichtige Rolle in der mechanischen Fertigung. Mit den Fortschritten in der Fertigungstechnik hat die spanende Bearbeitung erhebliche Fortschritte in Richtung [...]
1. Was sind Schweißspannungen Schweißspannungen sind die Spannungen, die während des Schweißprozesses in geschweißten Bauteilen entstehen. Diese Spannung wird durch den thermischen Prozess des Schweißens verursacht und [...]
Als fortschrittliche Werkstoffe werden Materialien bezeichnet, die in jüngster Zeit erforscht wurden oder sich in der Entwicklung befinden und über außergewöhnliche Leistungen und besondere Funktionen verfügen. Diese Materialien sind für den Fortschritt in Wissenschaft und Technik von größter Bedeutung, [...]
Die Wulstumformung eignet sich für verschiedene Arten von Rohlingen, z. B. für tiefgezogene Tassen, geschnittene Rohre und gewalzte konische Schweißteile. Klassifizierung nach dem Medium der Wulstumformung Wulstumformverfahren lassen sich in folgende Kategorien einteilen [...]