1. Efecto piel
El efecto piel también se conoce como efecto superficie.
Cuando la corriente continua circula por un conductor, la densidad de corriente en todos los puntos de la sección transversal del conductor es igual.
Sin embargo, cuando la corriente alterna fluye a través de un conductor, la densidad de corriente en la sección transversal del conductor es menor en el centro y mayor en la superficie.
Cuando la frecuencia de la corriente es suficientemente alta, el centro del conductor puede no tener corriente, y toda la corriente se concentra en la capa superficial del conductor.
Este fenómeno se conoce como efecto superficial de la corriente de alta frecuencia, y en la figura 1 se muestra el efecto piel de la corriente de alta frecuencia en un conductor cilíndrico.
Fig. 1 Efecto piel de la corriente de alta frecuencia
La razón del efecto piel es que cuando la corriente alterna fluye a través de un conductor, produce simultáneamente un campo magnético que rodea al conductor.
Este campo magnético genera una fuerza electromotriz autoinducida en el conductor, de sentido opuesto a la fuerza electromotriz original.
La fuerza electromotriz autoinducida es más intensa en el centro del conductor cilíndrico y más débil en la superficie.
La anulación de la fuerza electromotriz original por la fuerza electromotriz autoinducida da lugar a la máxima densidad de corriente superficial y a la mínima densidad de corriente central para la corriente de alta frecuencia, creando el efecto piel.
Debido al efecto piel, la densidad de corriente en la sección transversal del conductor disminuye exponencialmente desde la superficie hacia el centro.
La densidad de corriente Ix a una distancia x de la superficie viene dada por la ecuación 1.
Dónde,
- I0 - densidad de corriente superficial (máxima)
- C - velocidad de la luz
- μ - Permeabilidad del material conductor
- ρ - Resistividad del material conductor
- f - Frecuencia actual
En ingeniería, la profundidad desde la superficie del conductor hasta el punto en que la amplitud de Ix cae a 1/e de I0 (donde e=2,718, por lo que 1/e ≈ 36,79%) se denomina profundidad de penetración de la corriente, denotada por δ. Puede calcularse mediante la ecuación 2.
Como se muestra en la ecuación anterior, la profundidad de penetración de la corriente δ está relacionada con ρ, μ y f. Cuando ρ aumenta y μ, f disminuyen, δ aumentará. Los cálculos teóricos muestran que dentro de la capa de profundidad de penetración de corriente δ, el calor generado por la corriente representa 86,5% del calor total generado por la corriente.
La ecuación 2 también muestra que cuando la frecuencia de corriente f permanece constante, se pueden conseguir diferentes profundidades de penetración de corriente siempre que cambien ρ y μ. Los materiales tienen diferentes ρ y μ a diferentes temperaturas, lo que da lugar a diferentes profundidades de penetración de la corriente a diferentes temperaturas.
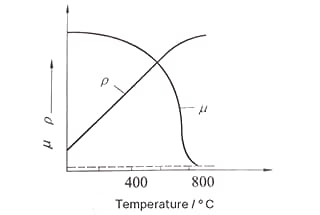
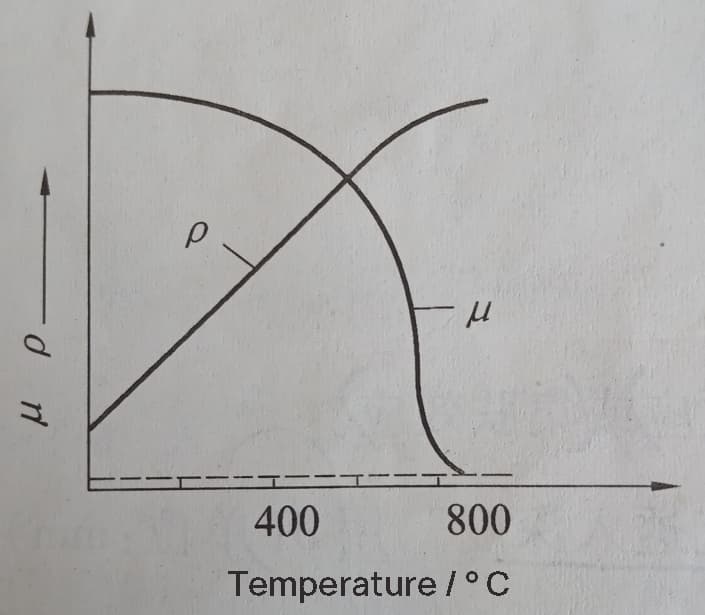
Fig. 2 Relación entre la permeabilidad magnética, la resistividad eléctrica del acero y la temperatura de calentamiento.
La figura 2 muestra la relación entre la permeabilidad magnética μ y la resistividad eléctrica ρ del acero y la temperatura de calentamiento.
Se observa que la resistividad eléctrica del acero aumenta con el incremento de la temperatura de calentamiento. A 800-900°C, la resistividad de varios tipos de acero es básicamente igual, en torno a 10-4 Ω-cm. La permeabilidad magnética μ permanece básicamente inalterada por debajo del punto de transformación magnética A2 o de la ferrita-.austenita punto de transformación, pero desciende bruscamente cuando supera A2 o se transforma en austenita.
Sustituyendo los valores ρ y μ a temperatura ambiente o a 800-900°C en la ecuación 2, se obtiene la siguiente expresión simplificada:
A 20°C,
A 800 ℃,
La profundidad de penetración de la corriente a 20 °C suele denominarse "profundidad de penetración de la corriente en frío", mientras que la profundidad de penetración de la corriente a 800 °C, denominada δ800, se denomina "profundidad de penetración de la corriente en caliente".
2. Efecto de proximidad
La distribución de la corriente alterna en el interior de un conductor se ve influida por la corriente alterna en los conductores cercanos, fenómeno conocido como efecto de proximidad.
En las aplicaciones prácticas, el efecto de proximidad se manifiesta principalmente en dos situaciones.
(1) Cuando dos conductores paralelos transportan corrientes alternas iguales en direcciones opuestas, la corriente se concentra en la capa superficial interior de los dos conductores, y el campo magnético se refuerza entre los dos conductores, mientras que el campo magnético en el lado exterior de los conductores se debilita. La figura 3a muestra el caso de corrientes opuestas.
Figura 3 Manifestación del efecto de proximidad en una barra colectora rectangular.
a - Corrientes opuestas
b - Corrientes en la misma dirección
(2) Cuando dos conductores paralelos transportan corrientes alternas iguales en la misma dirección, la corriente se concentra en la capa superficial exterior de los dos conductores, y el campo magnético entre los dos conductores es más débil, mientras que el campo magnético en el lado exterior de los conductores se refuerza debido a la superposición mutua. La figura 3b muestra el caso de corrientes del mismo sentido.
Fig. 4 rendimiento del efecto de proximidad en el calentamiento por inducción
- a-monopolo tubo redondo conductor para calentar placa plana
- conductor b-unipolar de tubo cuadrado para calentar placa plana
- c - calentamiento de piezas cilíndricas macizas cuando la separación del inductor cilíndrico es igual
- d - calentamiento de piezas cilíndricas macizas cuando la separación del inductor cilíndrico no es igual
El efecto de proximidad también se manifiesta entre la bobina de inducción y la pieza que se calienta, como se muestra en la figura 4 para el efecto de proximidad durante el calentamiento por inducción.
La figura 4a muestra la corriente parásita en forma de arco en una placa plana calentada por un hilo tubular circular unipolar, correspondiente a la distribución de corriente en el hilo tubular circular;
La figura 4b muestra la capa recta de corrientes parásitas en la placa plana calentada por un hilo de tubo cuadrado unipolar;
La figura 4c muestra las capas de corriente uniforme y de Foucault en una pieza cilíndrica maciza calentada por una bobina circular, con espacios iguales entre la bobina y la pieza en todos los puntos;
La figura 4d muestra las capas desiguales de corriente y de corrientes de Foucault debidas a los huecos desiguales entre la pieza cilíndrica y la bobina circular, con capas más gruesas de corriente y de corrientes de Foucault en los lugares con huecos más pequeños y capas más finas en los lugares con huecos más grandes.
3. Efecto anillo
Cuando la corriente de alta frecuencia fluye a través de un conductor circular en forma de anillo, la máxima densidad de corriente se distribuye en el lado interior del conductor anular, fenómeno conocido como efecto piel. El efecto piel es esencialmente el efecto de proximidad de un inductor de anillo circular.
La figura 5 muestra un diagrama esquemático del efecto piel en un anillo circular.
Fig. 5 Diagrama esquemático del efecto anillo
Utilizando el principio del efecto piel, podemos explicar la importante diferencia de eficacia del calentamiento cuando se utiliza el mismo inductor circular para calentar la superficie exterior de una pieza cilíndrica y la superficie interior de una pieza cilíndrica con un orificio pasante, como se muestra en la figura 6.
La figura 6 muestra el uso de un inductor circular para calentar por separado una pieza cilíndrica y una pieza cilíndrica con un orificio pasante. La eficacia de calentamiento de las dos piezas es muy diferente debido al efecto piel.
Fig. 6 calentamiento de piezas cilíndricas y piezas de agujero redondo con inductores de anillo
b1 - anchura de calentamiento de la superficie cilíndrica
b2 - anchura de calentamiento de la superficie del orificio interior
a - espacio libre; φ- flujo magnético
Al calentar la superficie exterior de una pieza cilíndrica, el calentamiento es intenso y la temperatura aumenta rápidamente, lo que da lugar a una zona de calentamiento más amplia de b1. Por otro lado, al calentar la superficie interior de una pieza cilíndrica con un orificio pasante, el calentamiento es suave y la temperatura aumenta lentamente, lo que da lugar a una zona de calentamiento de b2 más estrecha. De la figura se desprende que b1 ≥ b2, aunque los huecos en ambos casos sean iguales a a.
Debido al efecto piel, la corriente de alta frecuencia se concentra en la cara interna del inductor. Cuando se calienta la superficie interior de una pieza cilíndrica, el espacio real entre la pieza y el inductor es mucho mayor que a, lo que da lugar a una intensidad de corriente parásita significativamente menor en la superficie interior del orificio pasante en comparación con la superficie exterior de la pieza cilíndrica. Esto conduce a un calentamiento más suave de la superficie interior del agujero pasante.
4. Efecto de ranura del núcleo magnético
Cuando se coloca un conductor de cobre rectangular en la ranura de un núcleo magnético, la corriente de alta frecuencia fluye sólo a través de la capa superficial del conductor en la abertura del núcleo magnético. Este fenómeno se conoce como efecto de ranura del núcleo magnético, como se muestra en la figura 7.
Fig. 7 Efecto de entalla del conductor magnético
H - intensidad del campo magnético; I - corriente de alta frecuencia
El núcleo magnético tiene una alta permeabilidad magnética y una baja resistencia magnética. El flujo magnético generado por el conductor de corriente se concentrará a través del núcleo magnético en la parte inferior de la ranura.
Aunque el conductor de la parte inferior de la ranura es el que más flujo magnético tiene, también genera una gran cantidad de fuerza electromotriz autoinducida.
Del mismo modo, el conductor situado en la abertura de la ranura genera la menor fuerza electromotriz autoinducida. En consecuencia, la corriente de alta frecuencia se ve obligada a circular por esta zona.
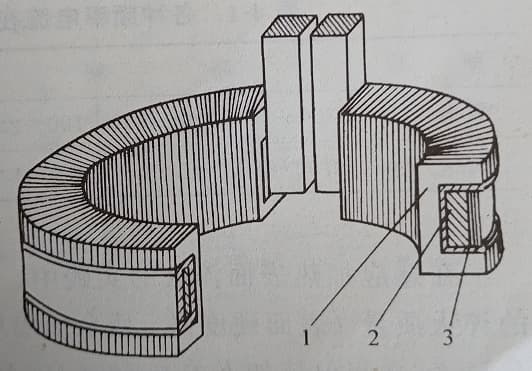
Fig. 8 bobina efectiva, imán conductor y distribución de corriente del inductor
1 imán conductor
2-bobina efectiva del inductor
3-corriente
Utilizando el efecto de ranura del núcleo magnético, podemos conducir la corriente de alta frecuencia a la superficie exterior del inductor circular, mejorando así la eficacia de calentamiento de la superficie interior del agujero pasante. En la figura 8 se muestran las vueltas efectivas del inductor, el núcleo magnético y la distribución de la corriente.