Formación en soldadura 101: Todo lo que necesita saber
Este artículo explora el fascinante mundo de la soldadura, desde la soldadura por arco manual hasta las técnicas avanzadas con gas de protección. Descubrirá los métodos, ventajas y aplicaciones de diversos procesos de soldadura. Prepárese para aprender cómo estas técnicas esenciales dan forma a nuestro mundo moderno.
Utilizar como metal de aportación el metal cuyo punto de fusión sea inferior al punto de fusión del metal base para calentar la soldadura y el metal de aportación a la temperatura comprendida entre el punto de fusión del metal base y el punto de fusión del metal de aportación, de modo que el metal de aportación sea líquido y humedezca el metal base, rellene el hueco de la junta y se difunda con el metal base para lograr la soldadura.
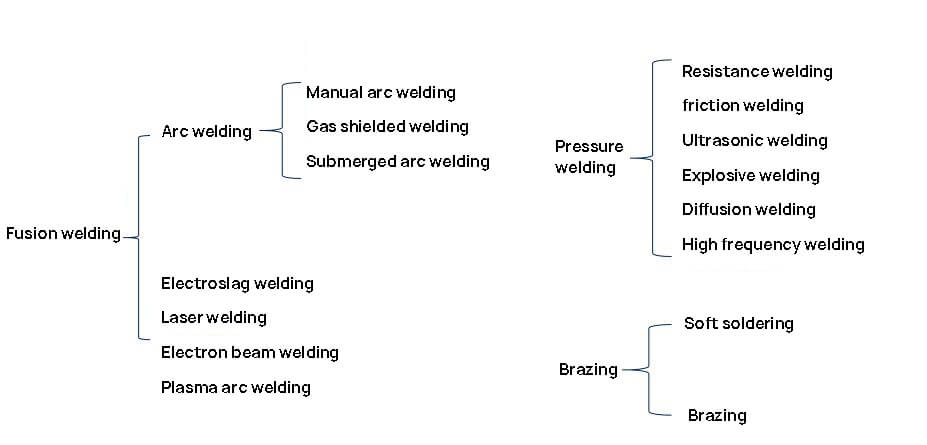
Clasificación específica:
2.1 Métodos de soldadura habituales
2.1.1 Soldadura manual por arco con electrodo
¿Qué es un arco?
La descarga de gas fuerte y duradera entre la pieza y el electrodo se denomina arco.
En pocas palabras, se trata de un fenómeno de descarga de gas.
Sin embargo, el arco incluye tres partes: zona de la columna del arco, zona del cátodo y zona del ánodo.
Temperatura del arco:
Área del cátodo 2100 ℃,
Columna de arco 5700~7700 ℃
Área del ánodo 2300 ℃
Calor en la zona del arco:
Cuentas de ánodo para 43%
El área catódica representa 36%
El área de la columna del arco representa 21%
¿Qué es la soldadura por arco?
¿Qué es la soldadura por arco manual? En pocas palabras, la soldadura por arco es un método de soldadura que utiliza la combustión por arco como fuente de calor.
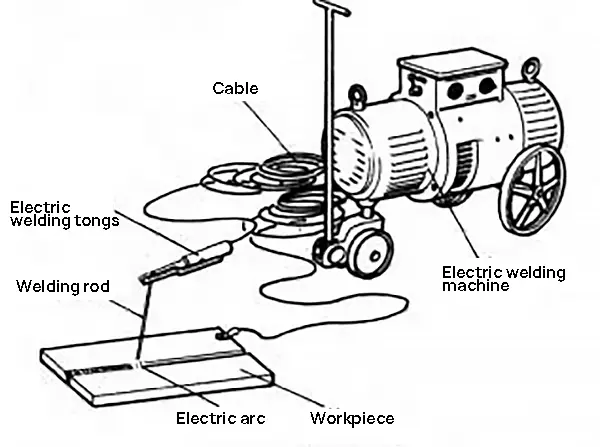
El método de soldadura por arco eléctrico que utiliza varillas de soldadura accionadas manualmente se denomina soldadura manual por arco con electrodo, abreviado soldadura manual por arco.
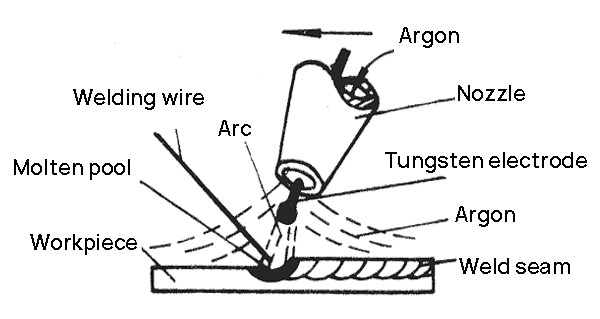
Diagrama esquemático de la soldadura por arco manual
¿Cómo se realiza la soldadura manual por arco con electrodo?
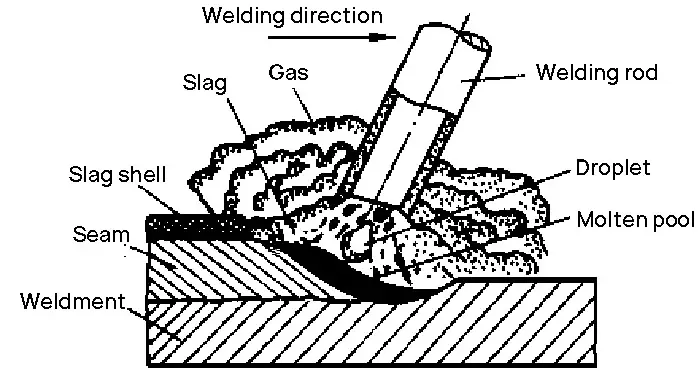
(1) El arco arde entre el electrodo y la pieza soldada, y el calor del arco hace que la pieza y el electrodo se fundan en un baño de fusión al mismo tiempo;
(2) El arco eléctrico funde o quema el revestimiento del electrodo, produciendo escoria y gas, que protegen el metal fundido y el baño de fusión;
(3) Cuando el arco avanza, el baño de fusión subsiguiente se enfría y solidifica mientras se genera continuamente un nuevo baño de fusión, formando así una soldadura continua.
Ventaja de la soldadura manual por arco con electrodo:
Equipamiento sencillo, funcionamiento flexible y gran adaptabilidad.
Desventaja de la soldadura manual por arco con electrodo:
La eficiencia de la producción es baja, la intensidad de la mano de obra es alta y la calidad de la soldadura articulaciones no es fácil de garantizar.
Aplicación de la soldadura manual por arco con electrodo:
Puede soldar la mayoría de los metales, es adecuada para varias posiciones de soldadura y puede soldar chapas finas y gruesas.
2.1.2 Soldadura automática por arco sumergido
¿Qué es la soldadura automática por arco sumergido?
Soldadura automática - La acción de soldar se completa automáticamente mediante el dispositivo mecánico.
Soldadura por arco sumergido - Soldadura en la que un arco arde bajo una capa de fundente granular.
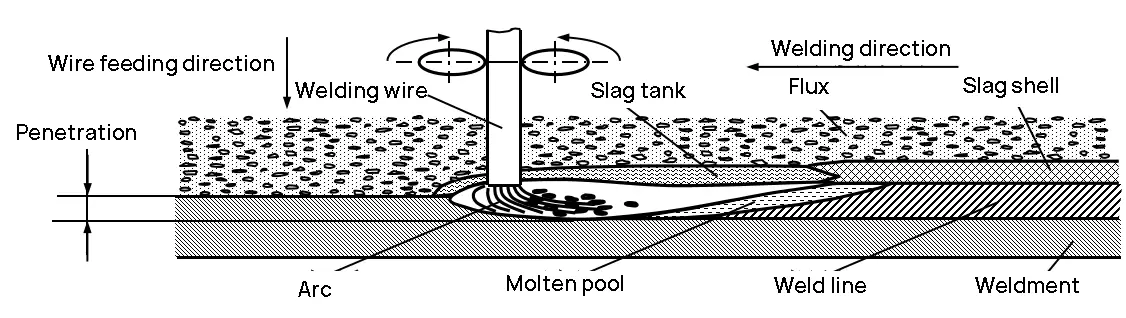
Sección longitudinal de soldadura por arco sumergido
(1) El fundente fluye fuera del embudo y se apila uniformemente sobre la parte soldada de la pieza para formar una capa de fundente (30-50mm);
(2) El hilo de soldadura alimentado continuamente genera un arco entre el hilo de soldadura y la pieza soldada bajo la capa de fundente, fundiendo el hilo de soldadura, la pieza y el fundente, formando un baño de metal fundido y aislándolos del aire;
(3) A medida que la máquina de soldar avanza automáticamente, el arco funde continuamente el metal, el alambre y el fundente de la pieza soldada situada delante, mientras que el borde situado detrás del baño de fusión comienza a enfriarse y solidificarse para formar una soldadura, y la escoria líquida se condensa posteriormente para formar una cubierta de escoria dura.
¿Por qué debe extenderse una capa de fundente sobre la superficie de la posición de soldadura?
Tiene las tres funciones siguientes:
(1) Efecto protector
El fundente se funde para formar escoria y gas, aislando eficazmente el aire, protegiendo la gota y el baño de fusión, y evitando la combustión de elementos de aleación;
(2) Acción metalúrgica
En el proceso de soldadura, desempeña la función de desoxidación y suplemento de elementos de aleación;
(3) Mejorar el proceso de soldadura
Mantén el arco encendido de forma constante y haz que la soldadura sea bonita.
¿Cuáles son las características de la soldadura automática por arco sumergido?
¿En qué ámbitos se utilizan principalmente?
Ventajas de la soldadura automática por arco sumergido:
Alta eficiencia de producción (5~veces superior a la soldadura por arco manual);
Bajo coste (ahorro de mano de obra, tiempo y material);
Buenas condiciones de trabajo (sin salpicaduras, poca mano de obra).
Desventajade soldadura automática por arco sumergido:
No apto para soldaduras complejas y espacios estrechos;
El equipo es complejo y la corriente de soldadura necesaria es grande (una corriente pequeña provocará un arco inestable);
Escasa adaptabilidad (aplicable a soldadura planasoldadura recta larga y soldadura circunferencial con diámetro mayor).
Aplicación:
Se utiliza para soldadura recta larga y soldadura circunferencial con gran diámetro de producción y estructura de chapa media, como caldera, recipiente a presión, barco, etc.
Para obtener una formación de soldadura razonable y una buena calidad de soldadura, así como para mejorar la velocidad de soldadura, ha surgido la soldadura por arco sumergido multihilo.
Se utiliza ampliamente en aplicaciones que requieren una alta eficacia de soldadura, como la energía eólica, la ingeniería marina, la construcción naval, los recipientes a presión, la maquinaria pesada, las tuberías y otras industrias.
Soldadura por arco sumergido multihilo de la serie Multi Power:
Se utiliza principalmente para la soldadura de tuberías.
Según la aplicación, puede dividirse en soldadura externa de costura longitudinal recta larga de tubería, soldadura interna de costura longitudinal recta larga de tubería, soldadura externa de tubería soldada en espiral, soldadura interna de tubería soldada en espiral y otros tipos diferentes.
Soldadura por arco sumergido multihilo paralelo de potencia única:
Mejorar en gran medida la eficiencia de producción, aumentar la velocidad de soldadura, reducir el consumo de fundente, reducir la entrada de calor y la deformación, ahorrar energía, hacer la imprimación más eficiente y cubrir más suavemente.
2.1.3 Soldadura con gas protector
La soldadura por arco que utiliza gas como medio de arco y protege el arco y la zona de soldadura se denomina soldadura por arco con protección de gas (GMAW).
Diferencias entre la soldadura con electrodo consumible y la soldadura con electrodo no consumible protegida por gas:
MIG/MAG: Alimentar directamente el hilo de soldadura, que es a la vez electrodo y metal de aportación. TIG: El electrodo es de tungsteno y no se funde; El hilo de soldadura se alimenta por separado y se utiliza sólo como metal de aportación.
Soldadura por arco de argón
¿Cuáles son las características de la soldadura por arco de argón?
¿Cuáles son las principales aplicaciones?
TIG
Electrodo de tungsteno, alimentación manual del hilo.
El hilo de soldadura es sólo el metal de aportación.
El hilo de soldadura no pasa la corriente, por lo que no hay salpicaduras.
Sin embargo, para evitar que el electrodo de wolframio se funda y se queme, lo que puede provocar la contaminación del baño de fusión con wolframio, no es fácil que la corriente de soldadura sea demasiado alta.
Sólo se pueden soldar chapas finas de menos de 4 mm.
MIG
Electrodo de fusión, alimentación automática de alambre.
El hilo de soldadura es a la vez un electrodo y un metal de aportación.
El electrodo de tungsteno no se funde ni se quema.
La corriente de soldadura puede ajustarse en un amplio rango, por lo que pueden soldarse chapas finas y de grosor medio.
Ventajas de la soldadura por arco de argón
Se puede soldar en todas las direcciones;
Fácil para la observación y el control automático;
Buen efecto de protección, arco estable y buena calidad de soldadura;
Puede soldar casi todos los metales.
Desventajas de la soldadura por arco de argón
Alto coste del argón;
La densidad de corriente de la soldadura por arco de argón es alta, la luz emitida es relativamente fuerte y la radiación ultravioleta generada por el arco es grande, lo que provoca mayores daños al organismo;
En zona afectada por el calor de la soldadura por arco de argón es grande, y la pieza de trabajo es propensa a agrietarse, agujerearse, desgastarse, rayarse, socavarse y otros defectos después de la reparación;
Aplicación de la soldadura por arco de argón
Se utiliza principalmente para soldar metales no férreos y aceros aleados que son fáciles de oxidar (principalmente soldadura de Al, Mg, Ti y sus aleaciones y aceros inoxidables).
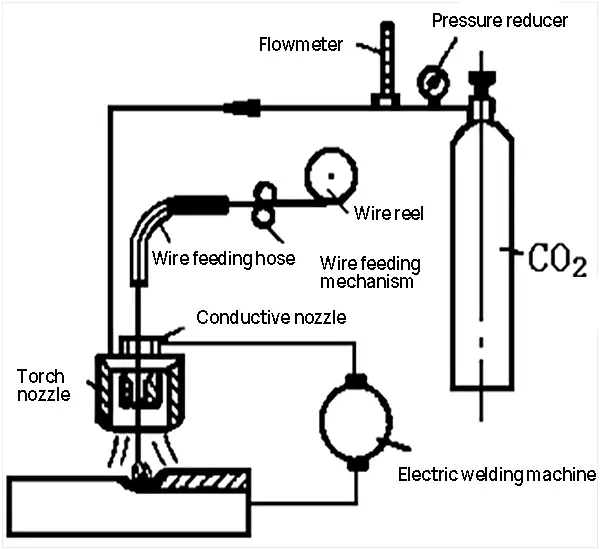
CO2 soldadura por arco con protección de gas
El principio del CO2 es el mismo que el de la soldadura MIG, con la diferencia de que el gas de protección es CO2.
El volumen de gas CO en el charco y la gota fundidos se expande rápidamente y estalla, lo que provoca salpicaduras.
Puede oxidar el metal y quemar los elementos de aleación, y no puede soldar metales no ferrosos y acero aleado.
Diagrama de estructura del equipo de soldadura con protección de gas CO2
Ventajas de la soldadura con gas CO2
Bajo coste (40%~50% de soldadura por arco sumergido y soldadura por arco manual);
Alta eficacia (alta densidad de corriente, gran penetración y rápida velocidad de soldadura);
Buena calidad de soldadura (refrigeración por flujo de aire, zona afectada por el calor pequeña, deformación pequeña);
Capaz de soldar en todas las posiciones.
Desventajas de la soldadura con gas CO2
Mala formación de la soldadura y grandes salpicaduras;
Quemar los elementos de aleación, fácil de producir poros;
Poca resistencia al viento durante la soldadura, adecuada para el funcionamiento en interiores.
Aplicación de la soldadura con gas protector de CO2
Se aplica a la soldadura de chapas de acero de bajo contenido en carbono y de acero de baja aleación (0,8~4 mm).
Debe utilizarse hilo de soldadura que contenga desoxidante e invertir la conexión de CC;
Además, no debe haber viento durante la soldadura, y es preferible soldar en interiores.
2.1.4 Soldadura por electroescoria
La soldadura eléctrica con escoria es un método de soldadura que utiliza la resistencia generada por la corriente que pasa a través de la escoria para fundir térmicamente el hilo de soldadura y el metal base y formar una soldadura.
(1) Al principio, cortocircuitar el hilo de soldadura y la ranura de arranque para el arranque del arco;
(2) Añadir continuamente una pequeña cantidad de fundente sólido para fundirlo con el calor del arco y formar escoria líquida;
(3) Cuando la escoria fundida alcance cierta profundidad, aumente la velocidad de alimentación del hilo de soldadura y reduzca la tensión, para que el hilo de soldadura se introduzca en el charco de escoria y se apague el arco, convirtiéndose así en el soldadura por electroescoria proceso.
¿Cuáles son las características de la soldadura por electroescoria?
¿Para qué campos de soldadura?
Ventajas de la soldadura por electroescoria
Alta productividad, sin necesidad de tener en cuenta el grosor de la soldadura;
Se aplica a la soldadura vertical y a la soldadura de chapas de 40~450mm de espesor, generalmente se utiliza para la soldadura de costura recta o circunferencial, empalme de chapas gruesas, soldadura vertical de altos hornos en plantas siderúrgicas, soldadura de grandes piezas fundidas, forjadas, etc.
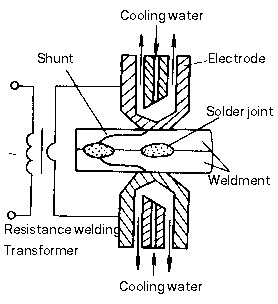
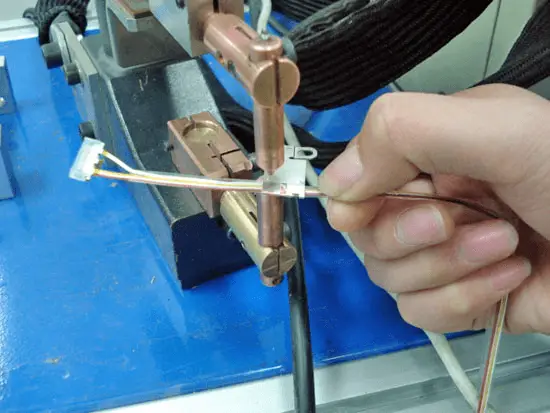
2.1.5 Soldadura por resistencia
En pocas palabras, la soldadura bajo presión utilizando calor de resistencia como el calor de soldadura se denomina soldadura por resistencia.
La soldadura se ensambla como una junta solapada, y el electrodo cilíndrico se presuriza y se energiza para generar calor de resistencia para fundir el metal de la soldadura y formar pepitas (puntos de soldadura).
Proceso de soldadura por puntos y fenómeno de derivación
Proceso de soldadura por puntos: compresión → encendido (formación de pepitas) → apagado (congelación) → presión de extracción.
Fenómeno de derivación: al soldar el segundo punto, el punto de soldadura existente conducirá corriente, provocando una pérdida de potencia. La corriente en el punto de soldadura se reduce, lo que afecta a la calidad de la soldadura.
Evitar la derivación: debe haber cierta distancia entre dos puntos de soldadura.
La distancia entre dos cabezales de soldadura adyacentes no debe ser demasiado pequeña, y la distancia mínima entre puntos se indica en la tabla siguiente.
Espesor de la pieza/mm
Paso de puntos/mm
Acero estructural
Aleación resistente al calor
Aleación de aluminio
0.5
10
8
15
1.0
12
10
15
1.5
14
12
20
2.0
16
14
25
3.0
20
18
30
4.0
24
22
35
Aplicación de la soldadura por puntos
Se utiliza principalmente para chapa metálica estructura de estampación y componentes de refuerzo;
Se aplica a la soldadura de piezas estructurales superpuestas de chapas finas con requisitos de estanqueidad o requisitos de alta resistencia de las juntas, como tanques de petróleo, tanques de agua, etc.
2. Soldadura por costura
La soldadura se ensambla en juntas solapadas o diagonales y se coloca entre dos electrodos de rodillo.
El rodillo presuriza la soldadura y gira para hacerla avanzar.
La soldadura se alimenta de forma continua o intermitente, y el metal de la soldadura se funde por calor de resistencia para formar una serie de puntos de soldadura.
Clasificación de la soldadura por costura
Formulario
Corriente eléctrica
Electrodo
Característica
Aplicación
Soldadura por costura continua
Conducción continua
giro continuo
Equipo sencillo y alta productividad, pero el desgaste del electrodo es grave.
Pequeño soldadura eléctrica estructura no importante (fabricación de cilindros, barriles, etc.)
soldadura por costura
Continuidad intermitente
giro continuo
Amplia aplicación (metal ferroso)
Soldadura por puntos
Continuidad intermitente
Rotación intermitente
Equipamiento complejo, elevados requisitos, bajo desgaste del electrodo y alta calidad de soldadura.
Las juntas de soldadura se solapan entre sí y la difluencia de flujo es grave.
La corriente es aproximadamente 1,5~2,0 veces la de la soldadura por puntos;
La presión es aproximadamente 1,2~1,6 veces la de la soldadura por puntos;
Por lo tanto, se requiere una máquina de soldadura de alta potencia.
Aplique presión y utilice el rodillo como electrodo.
Aplicación de la soldadura por costura
La soldadura es Se utiliza principalmente para estructuras de paredes delgadas con costuras de soldadura regulares y un espesor inferior a 3 mm y con requisitos de estanqueidad;
Por ejemplo, depósitos de combustible de aviones y automóviles, contenedores diversos, radiadores de acero, etc.
3. Soldadura a tope
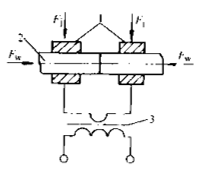
Un tipo de método de soldadura por resistencia que utiliza calor de resistencia para soldar dos piezas de trabajo a lo largo de toda la cara del extremo se denomina soldadura por resistencia a tope, o soldadura a tope para abreviar.
La soldadura a tope puede dividirse en soldadura a tope por resistencia y soldadura a tope por destello.
3.1 Soldadura a tope por resistencia
(a) Soldadura por resistencia a tope
La soldadura a tope por resistencia se refiere al método de presionar las caras extremas de dos piezas de trabajo todo el tiempo, calentarlas hasta el estado plástico con calor de resistencia y, a continuación, aplicar rápidamente presión de recalcado (o sólo mantener la presión durante la soldadura sin presión de recalcado) para completar la soldadura.
Características de la soldadura a tope por resistencia
Funcionamiento sencillo y forma simétrica de la articulación;
Los requisitos de procesamiento de la cara final son elevados; de lo contrario, es difícil garantizar la calidad de la soldadura.
Aplicación de la soldadura por resistencia a tope
Es adecuado para soldar barras de acero y tubos con sección de soldadura compacta, requisitos de baja resistencia, diámetro (o longitud lateral) inferior a 20 mm, o barras y tubos de metales no ferrosos inferiores a 8 mm (soldadura de piezas en forma de varilla con forma y tamaño de cara extrema similares).
3.2 Soldadura flash a tope
(b) Soldadura flash a tope
La soldadura se ensambla como una junta a tope, se conecta la alimentación y su sección se acerca gradualmente al contacto local.
El metal de la sección se funde y sale volando bajo el calentamiento por resistencia, formando una llamarada.
Cuando el extremo alcanza la temperatura predeterminada dentro de un determinado rango de profundidad, se aplica rápidamente la fuerza de recalcado para completar la soldadura.
Menos inclusión de escoria en la junta, buena calidad de soldadura y alta resistencia de la junta;
Los requisitos de limpieza de la cara final de la soldadura antes de soldar no son estrictos;
La soldadura flash a tope tiene una gran pérdida de metal, y las rebabas de la unión tras la soldadura deben procesarse y limpiarse. Las condiciones laborales son malas.
Aplicación de la soldadura flash a tope
En principio, todos los materiales metálicos que pueden fundirse pueden soldarse mediante soldadura rápida a tope.
Aluminio, cobre, titanio y otros metales no ferrosos y aleaciones;
También puede soldar uniones de aleaciones distintas.
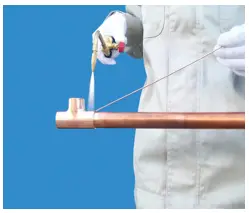
2.1.6. Soldadura fuerte
(Soldadura fuerte)
(Soldadura con llama)
(Soldadura por inducción)
Utilizar el metal con un punto de fusión inferior al de la soldadura como metal de aportación, calentar la soldadura (metal base) y el metal de aportación a una temperatura superior al punto de fusión del metal de aportación e inferior a la temperatura de fusión del metal base, fundir y humedecer el metal base, rellenar el hueco de la junta y difundir con el metal base para formar un junta soldadalo que se denomina soldadura fuerte.
Proceso de soldadura
Fusión de la soldadura - soldadura líquida que fluye hacia el hueco de la junta - difusión mutua entre la soldadura y el metal base - relleno del hueco - formación de la junta tras la solidificación
Características de la soldadura fuerte
1) El punto de fusión del metal de aportación es inferior al del metal base, y éste no se fundirá durante la soldadura fuerte;
2) La composición del metal de aportación y del metal base es muy diferente;
3) El metal de aportación fundido es aspirado por humectación y capilaridad y se mantiene en el hueco del metal base;
4) La unión metalúrgica se forma por difusión mutua entre la soldadura líquida y el metal base sólido.
Ventajas de la soldadura fuerte
La estructura y las propiedades del metal de base no cambian (el metal de base no se funde, sólo se funde el metal de aportación);
Equipamiento sencillo, menor inversión en producción;
La temperatura de calentamiento es baja, la deformación es pequeña y la junta es lisa;
Alta productividad, puede soldar múltiples soldaduras y juntas al mismo tiempo;
Puede utilizarse para soldar metales distintos o materiales disímiles, sin límite en la diferencia de espesor de la pieza.
Desventajas de la soldadura fuerte
La unión soldada tiene poca fuerza y escasa resistencia al calor.
Clasificación de la soldadura fuerte
Tipo/característica
Soldadura blanda (estaño, plomo)
Soldadura fuerte (soldaduras con base de cobre y plata)
Punto de fusión de la soldadura
≤ 450℃
> 450℃
Características de rendimiento
Resistencia de la unión ≤ 100MPa, baja temperatura de trabajo.
Resistencia de la unión > 200MPa, alta temperatura de trabajo.
Aplicación
Se utiliza para soldar instrumentos y componentes conductores con poca tensión.
Se utiliza para soldar componentes, herramientas y útiles con gran fuerza.
Aplicación de la soldadura fuerte
Se utiliza principalmente para la fabricación de instrumentos de precisión, componentes eléctricos, componentes de metales distintos y soldadura de estructuras de chapa complejas, como componentes sándwich, estructuras de nido de abeja, etc.
La soldadura por fricción es un método de soldadura a presión que utiliza el calor generado por la fricción entre las superficies de la soldadura para hacer que la cara final alcance el estado termoplástico y, a continuación, se desprende rápidamente para completar la soldadura.
Soldadura por fricción
Soldadura por fricción de arrastre continuo
Soldadura por fricción inercial
Proceso de soldadura por fricción:
1) Movimiento relativo de la soldadura;
2) El contacto de las caras frontales entre las dos soldaduras produce calor por fricción;
3) Cuando la sección alcance el estado termoplástico, presione rápidamente la sección superior para completar la soldadura.
Ventajas de la soldadura por fricción:
Alta productividad de soldadura, 5-6 veces superior a la soldadura a tope por chisporroteo;
Calidad de soldadura estable y gran precisión dimensional de las soldaduras;
Bajo coste de procesamiento, ahorro de energía, sin necesidad de limpieza especial de las soldaduras;
Fácil de realizar la mecanización y automatización, operación simple;
Sin chispas, arcos ni gases nocivos.
Desventajas de la soldadura por fricción:
Gran inversión;
Es difícil soldar secciones no circulares y la zona de soldadura es limitada.
Aplicación de la soldadura por fricción:
Se puede utilizar para soldar el mismo o diferente metal y diferentes productos de acero, tales como juntas de transición de cobre aluminio en la industria de la energía eléctrica, herramientas de acero estructural de acero de alta velocidad de corte de metalestubos de serpentina, válvulas, cojinetes del tractor, etc.
La superficie a mecanizar se calienta mediante radiación láser, y el calor superficial se dirige a la difusión interna mediante transferencia de calor para fundir la pieza y formar un baño de fusión específico. La soldadura se forma después de que el baño de fusión se solidifique.
Ventajas de la soldadura láser:
Alta velocidad y eficacia de soldadura;
Alta precisión de soldadura, pequeña deformación y fácil control automático;
No se necesita electrodo, por lo que no hay contaminación por electrodos.
Desventaja de la soldadura láser:
Gran inversión, poca potencia y espesor soldable limitado;
Es difícil alinear el punto de soldadura con la zona de recogida del rayo láser;
En pocas palabras: el arco en el que la columna del arco está comprimida y la energía está muy concentrada, y el gas de la columna del arco está totalmente ionizado, se denomina arco de plasma, también llamado arco de compresión.
El gas es calentado por el arco e inicialmente ionizado. Cuando atraviesa la tobera refrigerada por agua a gran velocidad, se comprime, aumentando la densidad de energía y el grado de ionización, y formando un arco de plasma.
Debido al elevado calor y a la fuerza de penetración del arco de plasma, la pieza en el punto de soldadura se funde para formar un baño de fusión, a fin de realizar la soldadura de la pieza.
Ventajas de la soldadura por arco de plasma:
Alta densidad de energía, fuerte directividad del arco y gran capacidad de penetración;
La relación profundidad-anchura de la soldadura es grande, y la zona afectada por el calor es pequeña;
Combustión del arco estable (estable incluso cuando la corriente es pequeña);
El coste de soldadura es bajo, y cuando el espesor de soldadura es pequeño, no hay ranura y no es necesario rellenar el alambre;
Tiene un efecto de ojo de cerradura estable, y puede realizar mejor la formación libre de soldadura de un solo lado y lados dobles.
Desventaja de la soldadura por arco de plasma:
El equipamiento es caro;
Escasa observabilidad de la zona de acción del arco;
El espesor soldable es limitado (generalmente inferior a 25 mm).
Aplicación de la soldadura por arco de plasma:
Se utiliza ampliamente en la producción industrial, especialmente en la soldadura de cobre y aleaciones de cobre, titanio y aleaciones de titanio, aceros aleados, aceros inoxidables, molibdeno y otros metales utilizados en tecnologías militares e industriales de vanguardia como la aeroespacial, como los proyectiles de misiles de aleación de titanio y algunos contenedores de paredes finas de los aviones.
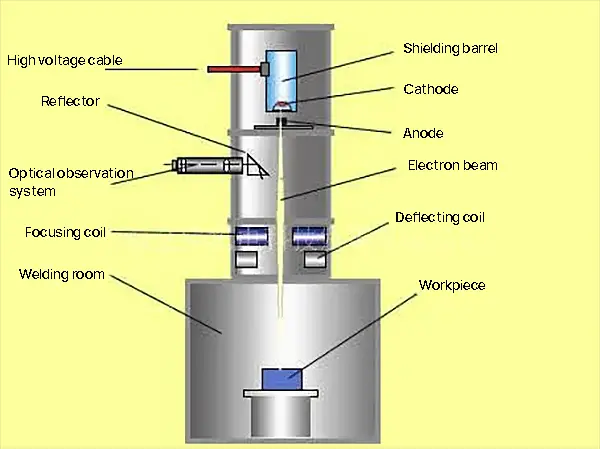
2.2.4 Soldadura por haz de electrones
El método de soldadura mediante el uso de la energía térmica generada por el haz de electrones acelerado y enfocado que bombardea la soldadura colocada en vacío o sin vacío se denomina soldadura por haz de electrones.
En otras palabras, el calor necesario para la soldadura se genera mediante el bombardeo de la pieza por haces de electrones.
Proceso de soldadura:
1) El cátodo del cañón de electrones emite electrones debido a un calentamiento directo o indirecto;
2) Bajo la aceleración del campo electrostático de alto voltaje, el haz de electrones con alta densidad de energía puede formarse enfocando el campo electromagnético;
3) El haz de electrones de alta densidad energética bombardea la pieza, y la enorme energía cinética se convierte en energía térmica para fundir la soldadura, formando un baño de fusión, y luego completar la soldadura.
Ventajas de la soldadura por haz de electrones:
Rápida velocidad de soldadura y alta eficiencia;
Sin ranura, sin hilo de soldadura, sin fundente, etc;
Bajo consumo de energía, zona afectada por el calor estrecha, pequeña deformación de soldadura y excelente calidad;
La capacidad de penetración del haz de electrones es fuerte, y la relación profundidad-anchura de la soldadura es grande, pudiendo alcanzar 50:1.
Desventaja de la soldadura por haz de electrones:
El equipo es complejo y caro;
El tamaño y la forma de las soldaduras suelen estar limitados por la cámara de vacío;
El haz de electrones es fácilmente interferido por campos electromagnéticos parásitos, lo que afecta a la calidad de la soldadura.
Soldadura por haz electrónico en vacío
Aplicación de la soldadura por haz de electrones:
Adecuado para soldadura fina de metal refractario, metal activo y metal de alta pureza.
Se utiliza ampliamente en la soldadura de energía nuclear, aviación, aeroespacial, automóvil, recipientes a presión, fabricación de herramientas y otros campos industriales.
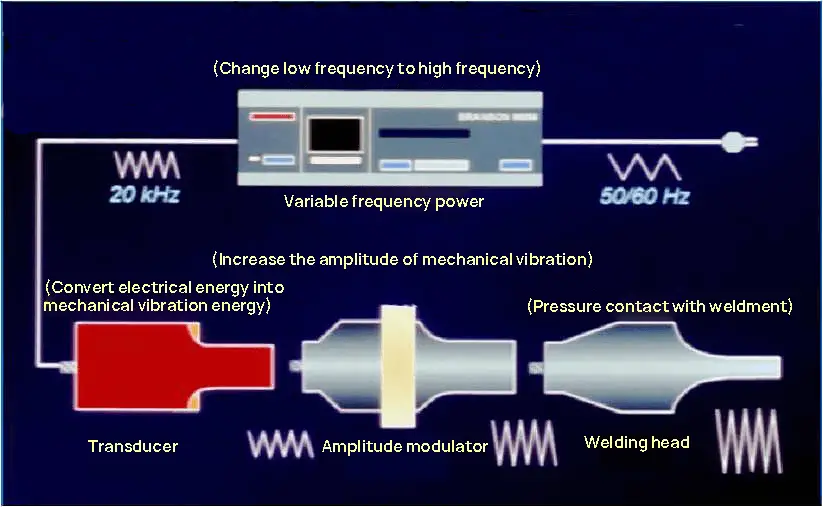
2.2.5 Soldadura por ultrasonidos
La soldadura por ultrasonidos es un método que utiliza la oscilación de alta frecuencia de la onda ultrasónica para calentar y limpiar localmente la junta de la pieza de trabajo y, a continuación, aplica presión para realizar la soldadura.
Proceso de soldadura
1) De corriente alterna de baja frecuencia a corriente alterna de alta frecuencia;
4) Aplique presión, y el cabezal de soldadura entra en contacto con la pieza a soldar.
Ventajas de la soldadura por ultrasonidos:
Fácil manejo, rápida velocidad de soldadura y alta eficiencia de producción;
Los requisitos de limpieza de la superficie de la pieza no son elevados;
No es necesario añadir ningún aglutinante, relleno o disolvente.
Desventaja de la soldadura por ultrasonidos:
Sólo es aplicable a la soldadura de piezas finas como alambre, lámina, chapa, banda y fleje;
En la mayoría de los casos, la forma de la articulación sólo puede ser una articulación solapada.
Aplicación de la soldadura por ultrasonidos:
Es aplicable a la soldadura de materiales de alta conductividad, alta conductividad térmica y una variedad de materiales compuestos, y se utiliza ampliamente en la soldadura de dispositivos microelectrónicos y campos de acabado.
2.2.6 Soldadura de alta frecuencia
La soldadura por alta frecuencia es un método que utiliza el calor de resistencia generado por la corriente de alta frecuencia en la pieza para calentar la capa superficial de la zona de soldadura de la pieza hasta un estado fundido o casi plástico y, a continuación, aplica (o no aplica) una fuerza de recalcado para lograr la unión metálica.
Efecto en la piel: Cuando el conductor está conectado con corriente alterna, la mayor parte de la corriente fluye sólo a lo largo de la superficie del conductor.
Efecto de proximidad: Cuando la corriente de alta frecuencia fluye en direcciones opuestas entre dos conductores o en un conductor alternativo, la corriente se concentrará en el flujo cercano al conductor.
En pocas palabras, el efecto piel es "la corriente va a la superficie"; el efecto proximidad es "atajo de corriente".
Ventajas de la soldadura de alta frecuencia:
Alta velocidad y eficacia de soldadura (la corriente está muy concentrada en la zona de soldadura);
También se puede utilizar una amplia gama de materiales soldables para soldar metales distintos;
La limpieza previa a la soldadura es sencilla (la soldadura por fusión, con efecto de presión, no necesita limpiar la superficie de unión).
Desventaja de la soldadura de alta frecuencia:
La precisión del ensamblaje de las juntas debe ser alta;
La alta tensión y la corriente de alta frecuencia son perjudiciales para el cuerpo humano y otros equipos.
Aplicación de la soldadura de alta frecuencia:
Es adecuado para soldadura de acero al carbonoAcero aleado, acero inoxidable, cobre, aluminio, titanio y otros metales distintos.
Se utiliza ampliamente para soldar la costura longitudinal o la costura en espiral en la fabricación de tubos.
2.2.7 Soldadura por difusión
Soldadura por difusión se refiere al método de soldadura consistente en ajustar estrechamente la soldadura, mantenerla bajo una temperatura y presión determinadas durante un periodo de tiempo y aprovechar la difusión mutua de átomos entre las superficies de contacto para formar una conexión.
Proceso de soldadura
Modelo de tres etapas de soldadura por difusión
a) Contacto inicial brusco b) Fase I: deformación y formación de interfaces c) Fase II: migración del límite de grano y eliminación de microporos d) Fase III: difusión de volumen, eliminación por microporos
Pantalla física de soldadura
Contacto inicial
Deformación y formación de interfaces
Migración del límite de grano y desaparición de microporos
Difusión de volumen y eliminación de microporos
Ventaja de la soldadura por difusión:
Se pueden soldar varias juntas a la vez;
La calidad de la unión es buena y no es necesario mecanizar después de soldar;
Pequeña deformación de la soldadura (baja presión, calentamiento global de la pieza, enfriamiento en el horno).
Desventaja de la soldadura por difusión:
Gran inversión y elevado coste;
Tiempo de soldadura prolongado, preparación de la superficie laboriosa y lenta, y baja productividad;
No existe ningún método fiable de ensayo no destructivo de la calidad de la soldadura.
Aplicación de la soldadura por difusión:
Es aplicable a la soldadura de diversos materiales disímiles, materiales especiales y estructuras especiales, y se utiliza ampliamente en el sector aeroespacial, la electrónica, la energía nuclear y otros campos industriales.
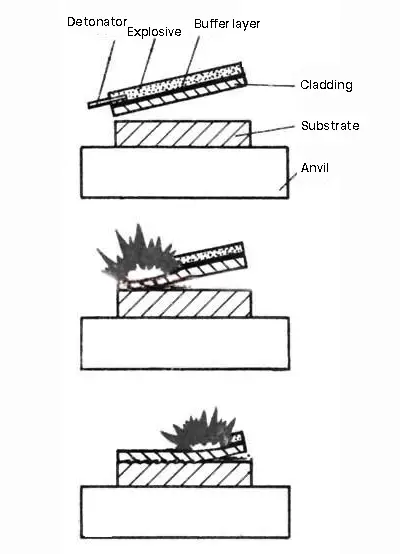
2.2.8 Soldadura explosiva
La soldadura explosiva es un método para realizar soldaduras utilizando la fuerza de impacto generada por una explosión explosiva para provocar una colisión rápida de las piezas de trabajo.
La soldadura explosiva también es un tipo de soldadura a presión.
Para soldar piezas pequeñas, se puede utilizar tanto el método paralelo como el método angular;
El método paralelo suele utilizarse para soldar grandes superficies.
La separación entre las secciones frontales de las dos placas es demasiado grande, lo que provocará una aceleración excesiva de la placa revestida y una energía de impacto excesiva, con el resultado de daños y grietas en el borde de la placa, reduciendo así el área efectiva de la placa revestida y consumiendo la placa.
Ventaja de la soldadura explosiva:
Pequeña inversión y bajo coste;
Especialmente adecuado para metales distintos y soldadura de grandes superficies;
El proceso es sencillo, no requiere una limpieza compleja y la aplicación es cómoda.
Desventaja de la soldadura explosiva:
Sólo puede utilizarse para soldar estructuras planas o cilíndricas;
La explotación al aire libre está poco mecanizada y afecta al medio ambiente.
Aplicación de la soldadura explosiva:
Adecuado para soldar metales distintos, como aluminio, cobre, titanio, níquel, tántalo, acero inoxidable y acero al carbono, aluminio y soldadura de cobre.
Se utiliza ampliamente para la soldadura de juntas de transición de autobuses conductores, tubos de intercambiadores de calor y placas tubulares, así como para la fabricación de placas compuestas de gran superficie.
3. Materiales de soldadura
¿Qué es el material de soldadura?
El nombre general de los materiales consumidos durante la soldadura se denomina materiales de soldaduracomo varilla de soldadura, alambre de soldadura, polvo metálico, fundente de soldadura, gas, etc.
Materiales de soldadura habituales
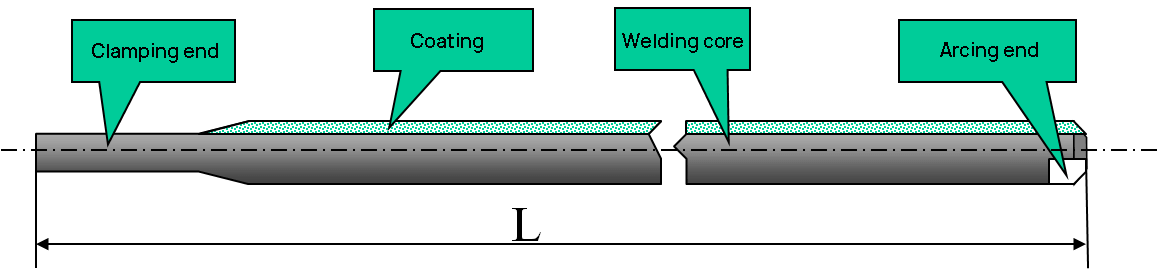
3.1 Varilla de soldadura
El electrodo utilizado en la soldadura por arco, recubierto con una capa protectora, se denomina "electrodo".
El electrodo se compone de un núcleo de soldadura y un revestimiento.
1. Núcleo de soldadura
El núcleo del electrodo, cubierto por el revestimiento, se denomina núcleo de soldadura.
El núcleo de soldadura tiene una doble función: como electrodo que conduce la corriente y como metal de aportación que se une al metal base fundido para crear la soldadura.
2. Revestimiento
El revestimiento es una capa que se aplica a la superficie del núcleo de soldadura después de que las materias primas, como el polvo de mineral, el polvo de ferroaleación, la materia orgánica y los productos químicos, se hayan preparado en una proporción específica.
Función de revestimiento:
1) Protección mecánica (protección combinada contra gases y escorias)
El gas y la escoria se utilizan para proteger el aire y evitar el contacto entre las gotas fundidas, el metal fundido de la piscina y el aire.
La escoria solidificada forma una capa protectora sobre la superficie de la soldadura, que ayuda a evitar la oxidación y nitruración del metal de soldadura a alta temperatura.
Este proceso elimina los elementos nocivos y añade elementos de aleación.
3) Mejora del rendimiento del proceso de soldadura (estabilización del arco)
El arco eléctrico se enciende fácilmente y arde de forma constante, lo que produce menos salpicaduras, una soldadura de mejor aspecto y una escoria fácil de eliminar. Este proceso es adecuado para todas las posiciones de soldadura.
Composición del revestimiento:
Nombre
Efecto
Materias primas comunes
Estabilizador de arco
Contiene materiales fáciles de ionizar, lo que mejora la estabilidad del arco
Carbonato potásico, mármol, silicato sódico, feldespato, rutilo, etc.
Agente de investigación
Formación de escoria para proteger el fundidor y el baño
Ilmenita, rutilo, mármol, cuarcita, mica, etc.
Gasificador
Generar gas y aislar el aire para proteger la zona de soldadura
Hacer que cada componente del revestimiento se adhiera y pegue alrededor del núcleo
Silicato sódico, silicato sódico potásico
Desoxidante
Reducen la oxidabilidad del revestimiento y la escoria, y eliminan el oxígeno del metal
Ferromanganeso, ferrosilicio, ferrotitanio y aluminio
Agente de aleación
Los elementos que compensan la pérdida puede obtener los ingredientes necesarios para hacer que la piel de drogas tienen cierta plasticidad, elasticidad y fluidez
Polvo de ferroaleación o metal, como ferromanganeso, ferrosilicio, ferromolibdeno, ferrotitanio, etc.
Formante
El revestimiento tiene cierta plasticidad, elasticidad y fluidez, lo que es conveniente para el prensado de electrodos, y hace que la superficie lisa sin grietas.
Barro blanco, mica, titanio dióxido, dextrina, etc.
(1) Hay varios óxidos presentes en la piel del fármaco, como FeO, SiO2y TiO2entre otros.
(2) La procesabilidad es buena, y la formación de la soldadura es atractiva con ondulaciones finas.
(3) La escoria presenta una fuerte oxidación.
(4) Funciona tanto con corriente alterna como continua.
b. Electrodo básico (electrodo de bajo hidrógeno)
Cracterística:
(1) La piel de la droga contiene niveles más altos de óxidos alcalinos, como el mármol (CaCO3) y fluorita (CaF2).
(2) Durante la soldadura, el CO2 y HF, lo que disminuye el contenido de hidrógeno en la soldadura, ganándose el apodo de "electrodo de bajo hidrógeno".
(3) La soldadura se caracteriza por su gran plasticidad y tenacidad, aunque su procesabilidad y forma no son tan buenas como las del electrodo ácido. Normalmente, se utiliza una conexión inversa de CC.
2) Clasificación según el uso de las varillas de soldadura
Electrodos de acero estructural, electrodos de acero resistente al calor, electrodos de acero inoxidable, electrodos de recargue, electrodos de acero de baja temperatura, electrodos de hierro fundido, electrodos de níquel y aleaciones de níquel, electrodos de cobre y aleaciones de cobre, electrodos de aluminio y aleaciones de aluminio, y electrodos para usos especiales.
3) Clasificación según la composición química de la piel del fármaco
Electrodo de óxido de titanio, electrodo de titanato de calcio, electrodo de ilmenita, electrodo de óxido de hierro, electrodo de celulosa, electrodo de bajo contenido en hidrógeno, electrodo de grafito y electrodo de base.
Modelo
El tipo de varilla para soldar se determina en base a la norma nacional para varillas de soldadura, y es un medio de expresar las características primarias de la varilla de soldadura de reacción.
El modelo de varilla de soldadura incluye los siguientes significados: tipo de varilla de soldadura, características de la varilla de soldadura (tipo de metal del núcleo, temperatura de servicio, composición química del metal depositado, resistencia a la tracción, etc.), tipo de revestimiento y potencia de soldadura fuente.
Grado
El grado de la varilla de soldadura se refiere a la clasificación específica de los productos de varilla de soldadura en función de su uso previsto y sus características de rendimiento.
Las calidades de los electrodos de soldadura se clasifican en diez grupos, que incluyen electrodos para acero estructural, electrodos para acero resistente al calor, electrodos para acero inoxidable, entre otros.
¿Cómo determinar si la varilla de soldadura utilizada es razonable?
Para determinar la idoneidad de la selección de la varilla de soldadura, debe evaluarse en función de sus indicadores de rendimiento técnico.
Índice de rendimiento del proceso
1) Estabilidad del arco
El arco es fácil de encender, y se mantiene el grado de combustión estable (sin rotura del arco, deriva, soplo de polarización magnética, etc.).
2) Formación de soldaduras
Un buen conformado significa que la superficie es lisa, la ondulación es fina y bonita, y la forma geométrica y el tamaño de la soldadura son correctos.
3) Adaptabilidad de la soldadura en varias posiciones
Adaptabilidad para soldadura en todas las posiciones - todos los electrodos pueden utilizarse para soldadura plana, pero algunos electrodos no son adecuados para soldadura horizontal, soldadura vertical y soldadura aéreapor lo que su rendimiento de soldadura en todas las posiciones es deficiente.
4) Salpicaduras
Las partículas de metal que salen despedidas de la gota o del baño de fusión durante la soldadura se denominan salpicaduras.
Tasa de salpicaduras = Masa de salpicaduras/(Calidad de la varilla de soldadura antes de soldar - calidad de la varilla de soldadura después de soldar)*100%
5) Propiedad de desescoriado
Se refiere a la dificultad de eliminar los depósitos de escoria de la superficie de la soldadura después de soldar.
6) Velocidad de fusión de la varilla de soldadura
Se refiere a la calidad y longitud del núcleo fundido en unidad de tiempo cuando se aplica el electrodo; en términos relativos, cuanto mayor sea la velocidad de fusión, mejor.
7) Enrojecimiento del revestimiento del electrodo
Se refiere al fenómeno de que cuando el electrodo se utiliza en la segunda mitad, el revestimiento se enrojece, se agrieta o se cae debido a la alta temperatura del revestimiento.
8) Humo de soldadura
Principio de selección de la varilla de soldadura
a. El Principio de Igual Resistencia establece que la resistencia a la tracción del metal depositado a partir del electrodo elegido debe ser igual o similar a la del metal base que se está soldando.
b. El principio de igual tenacidad establece que la tenacidad del metal depositado a partir del electrodo elegido debe ser igual o similar a la del metal base que se está soldando.
c. El principio de igual composición establece que la composición química del metal depositado a partir del electrodo elegido debe ajustarse o aproximarse a la del metal base.
Uso y almacenamiento de la varilla de soldadura
1. Secado de la varilla de soldadura
La varilla de soldadura es propensa a absorber la humedad de la atmósfera, lo que puede afectar negativamente a su rendimiento y a la calidad de la soldadura.
Por lo tanto, es importante secar la varilla de soldadura (especialmente las varillas de soldadura alcalinas) antes de su uso.
Normalmente, la temperatura de secado de un electrodo ácido oscila entre 75-150°C, y debe mantenerse a esta temperatura durante 1-2 horas.
Para un electrodo alcalino, la temperatura de secado debe estar entre 350-400°C, y debe mantenerse a esta temperatura durante 1-2 horas.
Es importante tener en cuenta que el tiempo de secado acumulado de las varillas de soldadura no debe ser superior a 3.
2. Almacenamiento de varillas de soldadura
1) Las varillas de soldadura deben organizarse y almacenarse por tipo, modelo y especificaciones para evitar confusiones.
2) La zona de almacenamiento debe estar bien ventilada y mantenerse seca.
3) Los electrodos de bajo hidrógeno, que son esenciales para las estructuras de soldadura críticas, deben almacenarse en un almacén específico con una temperatura superior a 5°C y una humedad relativa no superior a 60%.
4) Para evitar daños por humedad, las varillas de soldadura deben colocarse en un estante de madera con una distancia mínima de 0,3 metros del suelo y las paredes.
3.2 Alambre de soldadura
El sector de la soldadura ha experimentado continuos avances tecnológicos, que han dado lugar a un aumento de la mecanización y la automatización. Esto se ha traducido en una mayor eficacia de la producción, una mejora calidad de soldaduray mejores condiciones de trabajo.
Para seguir avanzando en la mecanización y automatización de la soldadura, se utilizan alambres de soldadura como material de soldadura.
¿Cómo se denominan los alambres de soldadura en términos de materiales de soldadura?
El hilo utilizado como metal de aportación o para conducir la electricidad durante la soldadura se denomina hilo de soldar.
Clasificación de los alambres de soldadura
a. Clasificación según el método de fabricación y la forma del hilo de soldadura
Puede dividirse en alambre macizo y alambre tubular.
b. Clasificación según el método de soldadura aplicable
Puede dividirse en alambre de soldadura por arco sumergido, soldadura con gas de protección alambre, alambre de soldadura por electroescoria, alambre de soldadura de recargue y alambre de soldadura de gas.
c. Clasificación según las propiedades de los materiales metálicos a soldar
Puede dividirse en alambre de soldadura de acero al carbono, alambre de soldadura de acero de baja aleación, alambre de soldadura de acero inoxidable, alambre de soldadura de aleación base níquel, alambre de soldadura de hierro fundido y alambre de soldadura de aleación especial.
d. Clasificados o no por el cobreado
Alambre cobreado y alambre no cobreado.
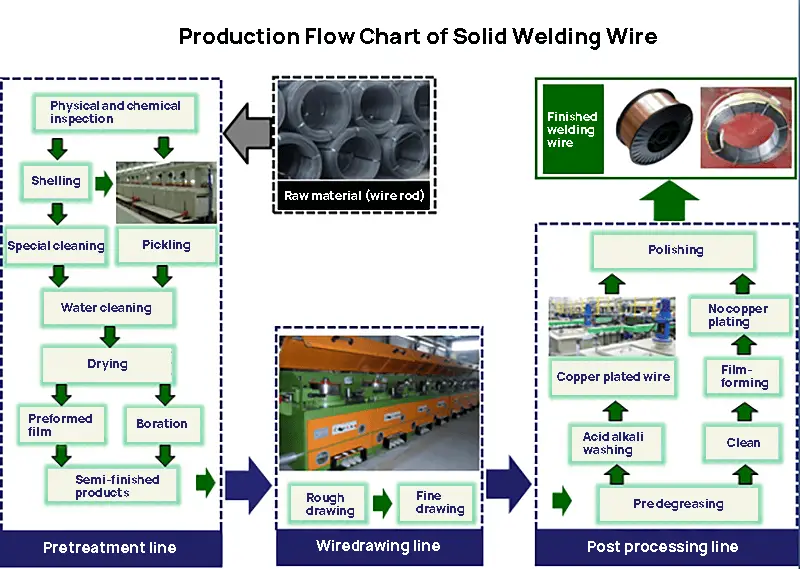
1. ¿Qué tipo de alambre de soldadura se denomina alambre macizo de soldadura?
El alambre se estira directamente hasta alcanzar el diámetro del alambre objetivo. El alambre de soldadura sin polvo se denomina alambre de soldadura macizo.
1.1 Proceso de producción del hilo macizo de soldadura
1.2 Modelo de hilo macizo de soldadura
1.3 Marca de alambre macizo de soldadura
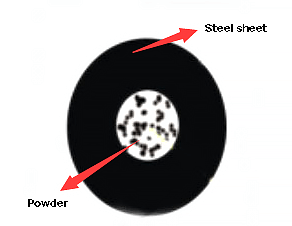
2. ¿Qué tipo de hilo de soldar es de núcleo fundente?
La fina banda de acero se enrolla en diferentes formas seccionales, se rellena de polvo y, a continuación, se trefila en un tipo de alambre de soldadura llamado alambre tubular.
El polvo relleno se denomina núcleo, y su efecto es similar al del recubrimiento del electrodo.
2.1 Modelo de hilo tubular
2.2 Marca del hilo tubular
Según la estructura del alambre, el alambre tubular puede dividirse en: con costura y sin costura.
El alambre tubular sin soldadura puede ser cobreado, con buen rendimiento y bajo coste, lo que se ha convertido en la dirección de desarrollo en el futuro.
2.3 Proceso de producción del alambre tubular
Para la producción de alambre tubular con costura se utiliza habitualmente el "método de la banda de acero";
Para la producción de alambre tubular sin soldadura, se utiliza habitualmente el "método del tubo de acero".
a. Método de la banda de acero
b. Método del tubo de acero
3. Ventajas e inconvenientes del hilo tubular (en comparación con el hilo macizo)
Ventajas:
Pequeñas salpicaduras, rápida velocidad de deposición y alta eficiencia de producción.
Soldadura de diversos aceros con gran adaptabilidad.
Buen rendimiento del proceso y una bonita formación de la soldadura.
Se puede utilizar una gran corriente de soldadura para soldar en todas las posiciones.
La superficie del alambre de soldadura es propensa a oxidarse y el polvo es susceptible a la absorción de humedad.
La alimentación del hilo durante el proceso de soldadura es más difícil que con hilo macizo, lo que provoca una gran cantidad de humo.
3.3 Flujo
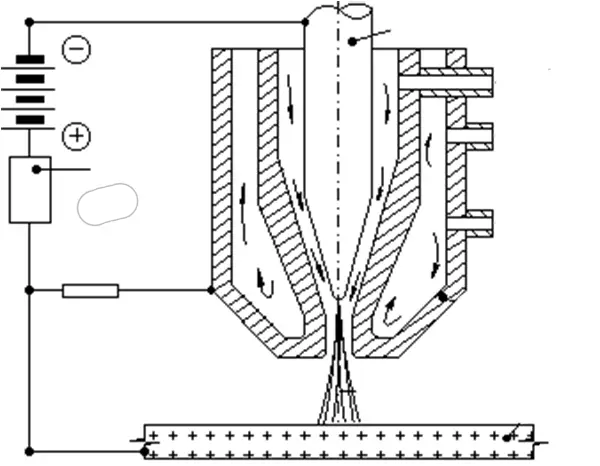
Esta imagen muestra el proceso de soldadura por arco sumergido.
¿Te das cuenta de la "arena" en la parte superior?
Es un material de soldadura esencial, conocido como fundente, en el proceso de soldadura por arco sumergido.
¿Qué es el flujo?
El fundente es un material granular que se funde para formar escoria y gas durante la soldadura y desempeña una función protectora y metalúrgica en el metal fundido.
Puede clasificarse en tres tipos: Arco sumergido Fundente de soldaduraFundente de soldadura por electroescoria y fundente de recargue.
(2) Clasificación por método de fabricación
Puede dividirse en dos categorías: Fundente fundente y Fundente no fundente.
(3) Clasificación por alcalinidad de la escoria
Puede clasificarse en tres categorías: Flujo ácido, Flujo neutro y Flujo básico.
a. Fundente
El fundente se crea fundiendo varios ingredientes en una proporción precisa en un horno. A continuación, la mezcla se granula, se seca y se tamiza mientras se enfría con agua.
Cracterística:
1) No es difícil que absorba la humedad y normalmente no requiere secado antes de su uso.
2) El fundente que no se ha fundido puede utilizarse de nuevo.
3) Una vez fundido, se enfría rápidamente, adoptando a menudo la forma de vidrio.
4) Sólo se puede añadir una cantidad limitada de elementos de aleación al fundente en el baño de fusión, ya que no se puede transferir una gran cantidad.
Fundente
Componentes principales:
SiO2:40~44%;
MnO:32~38%;
CaF2:3~7%;
CaO:≤8%.
b. Flujo no fundido
El fundente no fundente se obtiene mezclando diversos polvos según una fórmula específica, añadiendo un aglutinante para formar partículas de un tamaño determinado y, a continuación, horneando o sinterizando.
El fundente de unión es un tipo de fundente que se cuece a bajas temperaturas (por debajo de 400 ℃).
El fundente sinterizado, por su parte, se produce sinterizando el fundente a altas temperaturas (700 a 1000 ℃).
Cracterística:
1) La absorción de humedad es relativamente alta, por lo que debe volver a secarse antes de su uso.
2) Fácil de fabricar y muy aplicable.
Flujo sinterizado
Componente esencial(SJ101):SJ102
SiO2+TiO2:20~30% , 10~15%
CaO+MgO:25~35%, 35~45%
Al2O3+MnO:20~30%, 15~25%
CaF2:15~25%, 20~30%
Clasificación según la alcalinidad de la escoria:
(1) Flujo ácido (alcalinidad B<1,0)
La escoria se compone principalmente de óxidos ácidos y tiene un excelente rendimiento de soldadura, lo que da lugar a una formación de soldadura visualmente atractiva. Sin embargo, el metal de soldadura tiene un alto contenido de oxígeno, lo que se traduce en una baja tenacidad al impacto a baja temperatura.
(2) Flujo neutro (alcalinidad 1,0 ~ 1,5)
La composición del metal depositado es similar a la del hilo de soldadura, con un contenido reducido de oxígeno en el metal de soldadura.
(3) Flujo alcalino (alcalinidad B>1,5)
Los principales componentes de la escoria son los óxidos alcalinos y el fluoruro de calcio. El metal de soldadura se caracteriza por un bajo contenido en oxígeno, alta tenacidad al impacto y buenas propiedades de tracción.
3.4 Soldadura
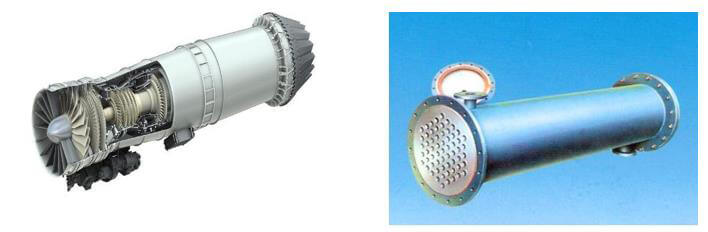
En los proyectos científicos y tecnológicos modernos y de vanguardia, como los radiadores de aletas de aviones, las carcasas de cohetes, las toberas de motores y otros, todos ellos requieren una gran precisión y nitidez y no pueden tolerar ningún defecto. Casi todos los productos deben ser de calidad impecable.
Soldadura se utiliza ampliamente en estos campos debido a sus ventajas de bajo impacto térmico, alta precisión, amplia aplicabilidad y gran eficacia de soldadura. Permite unir piezas múltiples, complejas y de alta precisión.
El metal de aportación de la soldadura fuerte desempeña un papel crucial en el proceso de soldadura.
Para realizar la combinación de dos materiales (o piezas), el relleno añadido en el hueco o junto a él se denomina metal de relleno.
1. ¿Cuáles son los requisitos del metal de aportación?
(1) Un punto de fusión adecuado (varias decenas de grados inferior al del metal de base);
(2) Excelente humectabilidad;
(3) Completamente disuelto e integrado con el metal base;
(4) Una composición uniforme y estable;
(5) Es rentable y seguro (contiene menos metales preciosos y tóxicos).
2. Clasificación de los metales de aportación
1) Clasificación por punto de fusión
Por "soldaduras blandas" (también conocidas como "soldaduras fusibles") se entienden las soldaduras con puntos de fusión inferiores a 450°C, incluidas las soldaduras de estaño-plomo, cadmio-plata y plomo-plata, entre otras.
Por "metal de aportación para soldadura fuerte" (también denominado "metal de aportación refractario") se entienden los materiales de aportación para soldadura fuerte con puntos de fusión superiores a 450°C, incluidos los materiales de aportación para soldadura fuerte a base de aluminio, cobre, plata y níquel, entre otros.
2) Clasificación por principales componentes químicos
Según los principales elementos metálicos de soldadura, se denomina soldadura de base ×, como la soldadura de base de soldadura fuerte, la soldadura de base de zinc, etc.
3) Ordenar por forma
Puede dividirse en alambre, varilla, hoja, lámina, polvo o soldadura con forma especial (como la soldadura anular o la soldadura en pasta).
3. Aplicación del metal de aportación
(1) Soldadura blanda
Se utiliza principalmente para soldar piezas con poca tensión y bajas temperaturas de funcionamiento, como la conexión de diversos cables eléctricos e instrumentos de soldadura, componentes de instrumentos y otros circuitos electrónicos.
(2) Metal de aportación para soldadura fuerte
Se utiliza principalmente para soldar piezas con gran fuerza y alta temperatura de trabajo, como cuadros de bicicleta, fresas de carburo, perforación broca y otras piezas mecánicas.
3.5 Flujo
Para obtener una mejor junta de soldaduraEn el proceso de soldadura fuerte, es necesario ajustar razonablemente el fundente de soldadura de acuerdo con los diferentes metales de aportación de soldadura fuerte que se van a utilizar conjuntamente como materiales de soldadura.
1. ¿Qué es el flujo?
El fundente utilizado en la soldadura fuerte se denomina fundente de soldadura fuerte, e incluye la pasta, el polvo, etc.
2. ¿Cuál es la función del flujo?
1) Eliminar las capas de óxido de la superficie de la soldadura y del metal base.
2) Mejorar la capacidad de la soldadura líquida para humedecer las soldaduras.
3) Evitar que la soldadura y la soldadura líquida se oxiden durante el proceso de soldadura fuerte.
3. Requisitos para el flujo
1) Asegurarse de que hay suficiente capacidad para eliminar los óxidos de la superficie del metal base y del metal de aportación.
2) El punto de fusión y la temperatura mínima activa del fundente deben ser inferiores al punto de fusión del metal de aportación.
4) Los volátiles del fundente no deben ser tóxicos.
5) El fundente y sus residuos deben presentar una corrosión mínima para la soldadura y el metal base y deben poder eliminarse fácilmente.
4. Clasificación del flujo
1) Fundente blando
El fundente de soldadura utilizado para la soldadura fuerte a temperaturas inferiores a 450 ℃ puede dividirse en dos tipos: inorgánico y orgánico.
a. Soldadura blanda inorgánica (soldadura blanda corrosiva) - Está compuesta de sales inorgánicas y ácidos y tiene una fuerte actividad química y estabilidad térmica. Este tipo de soldadura promueve la humectación de la soldadura líquida al metal base con eficacia, pero su residuo tiene un fuerte efecto corrosivo.
b. Fundente de soldadura orgánico (fundente de soldadura no corrosivo) - Su actividad química es relativamente débil y no corroe el metal base. Algunos ejemplos de fundentes de soldadura no corrosivos son la colofonia, la amina y los haluros orgánicos.
2) Fundente de soldadura
El fundente utilizado para la soldadura fuerte a temperaturas superiores a 450 ℃ tiene una viscosidad elevada y requiere una activación a alta temperatura.
Debe utilizarse a temperaturas superiores a 800 ℃, y sus residuos son difíciles de eliminar.
Los fundentes de soldadura comunes incluyen el bórax, el ácido bórico y sus mezclas. La adición de fluoruro y cloruro de metales alcalinos y alcalinotérreos a los boruros puede mejorar la humectabilidad de los fundentes de soldadura fuerte de bórax y ácido bórico, mejorar la eliminación de óxido y reducir la temperatura de fusión y activación de los fundentes de soldadura fuerte.
3,6 Gas
Gas de soldadura se refiere principalmente al gas protector utilizado en los procesos de soldadura con protección de gas, como la soldadura con protección de gas CO2 y la soldadura con protección de gas inerte, así como al gas utilizado en la soldadura y el corte con gas.
Al soldar, el gas protector sirve no sólo como medio protector de la zona de soldadura, sino también como medio gaseoso que genera el arco.
Soldadura con gas y el corte se realizan normalmente utilizando una llama de alta temperatura generada a partir de la combustión de gas, que proporciona una fuente concentrada de calor.
1. Gas de protección común
Gas emocional
Gas molecular
Gas compuesto
Argón, amoníaco
Oxígeno, nitrógeno, hidrógeno
dióxido de carbono
2. Gas común para soldadura y corte con gas
Es decir, el gas de apoyo a la combustión (O2) y gas combustible (acetileno C2H2).
3. Características y usos de los gases de soldadura más comunes
Gas
Símbolo
Propiedades principales
Aplicación en soldadura
dióxido de carbono
CO2
Tiene propiedades químicas estables, no arde ni favorece la combustión, puede descomponerse en C0 y 0 a alta temperatura, y presenta cierta oxidabilidad a los metales. Puede licuar CO2 líquido, absorber mucho calor al evaporarse y solidificarse en CO2 sólido, comúnmente conocido como hielo seco.
El alambre de soldadura puede utilizarse como gas de protección durante la soldadura, como la soldadura con gas de protección CO2 y la soldadura con gas de protección mixto C02+O2, C02+A, etc.
argón
Ar
Gas emocional, no activo en propiedades químicas, no reacciona con otros elementos a temperatura ambiente y alta temperatura
Como gas protector para la protección mecánica durante la soldadura por arco, soldadura por plasma y corte
oxígeno
O2
Gas incoloro, compatible con la combustión, muy activo a alta temperatura, se combina directamente con diversos elementos. Durante la soldadura, el oxígeno oxida elementos metálicos cuando entra en la piscina fundida, que desempeñará un papel perjudicial
Puede obtener temperaturas extremadamente altas cuando se mezcla con gas combustible para soldadura y corte, como la llama de oxígeno acetileno y la llama de hidrógeno oxígeno. Mezclar con argón, dióxido de carbono, etc. en proporción, y llevar a cabo la soldadura con gas mixto blindado.
B rápido
CH2
Conocido comúnmente como gas carburo de calcio, es menos soluble en agua, soluble en alcohol y muy soluble en acetona. Se mezcla con el aire y el oxígeno para formar una mezcla gaseosa explosiva. Arde en oxígeno y emite altas temperaturas y una luz intensa.
Puede arder, no es activo a temperatura normal y es muy activo a alta temperatura. Puede utilizarse como agente reductor de minerales metálicos y óxidos metálicos. Puede fundirse en metal líquido durante la soldadura y precipitarse al enfriarse, lo que facilita la formación de poros.
Al soldar, puede utilizarse como gas de protección reductor, mezclado con oxígeno para la combustión, y puede utilizarse como fuente de calor para la soldadura con gas.
nitrógeno
N2
La propiedad química no es activa, y puede combinarse directamente con hidrógeno y oxígeno a alta temperatura. Es perjudicial entrar en el baño de fusión durante la soldadura. No reacciona con el cobre básicamente y puede utilizarse como gas protector
Durante la soldadura por arco con nitrógeno, se utiliza nitrógeno como gas de protección para soldar cobre y acero inoxidable. El nitrógeno también se utiliza comúnmente en el plasma corte por arco como gas protector exterior
Puede utilizarse en cobre, aluminio y sus aleaciones, así como en titanio, circonio y otros metales.
2)Ar + H2
La adición de hidrógeno puede elevar la temperatura del arco, aumentar el aporte de calor al metal base y reducir la formación de porosidad de CO.
El gas mezclado es un agente reductor y resulta ideal para soldar níquel y sus aleaciones, así como tubos de acero inoxidable.
3)Ar + N2
Para mejorar la temperatura del arco, se debe añadir N2. Una ligera adición de N2 puede aumentar la rigidez del arco y mejorar la formación de la soldadura.
Esta técnica es adecuada para soldar metales no ferrosos, como cobre y aluminio.
4)Ar + O2
El contenido de oxígeno en Ar+O2 (bajo contenido) está en el rango de 1-5%, lo que mejora la humectabilidad de la solución, minimiza la porosidad y estabiliza el arco. Este método es adecuado para soldadura de acero inoxidable, incluidos los aceros con bajo contenido en carbono y los aceros de baja aleación.
Ar+O2 (alto contenido) tiene un contenido de oxígeno de aproximadamente 20%, lo que aumenta la eficacia de la producción, reduce la porosidad y mejora la resistencia al impacto de las soldaduras. Este método es adecuado para soldar acero al carbono y acero estructural de baja aleación.
5)Ar + CO2
Arco estable, salpicaduras mínimas, transferencia por pulverización axial fácil de conseguir, formación óptima de la soldadura y una amplia gama de aplicaciones (adecuada tanto para transferencia por pulverización como por cortocircuito).
6)Ar + CO2 + O2
Se ha confirmado que la mezcla de gases óptima para la soldadura de baja acero aleado es de 80% de Argón, 15% de Dióxido de Carbono y 5% de Oxígeno. Esta mezcla proporciona excelentes resultados en términos de formación de la soldadura, calidad de la unión, transferencia de metal y estabilidad del arco, y es muy satisfactoria.
7)CO2 + O2
Alta tasa de deposición, penetración profunda, bajo contenido de hidrógeno en el metal de soldadura, soldadura fuerte con altas especificaciones de corriente, arco estable y salpicaduras mínimas.
Defectos comunes de soldadura
1. Defecto de forma de la soldadura (Fig. 6-1)
6-1
2. Tamaño de soldadura no cualificado (Fig. 6-2)
6-2
3. Socavado (Fig. 6-3)
6-3
Ranura creada a lo largo de la punta o raíz de una soldadura.
1) Corriente de soldadura excesiva;
2) El arco de soldadura es demasiado largo;
3) El ángulo del electrodo es incorrecto.
4. Penetración incompleta (Fig. 6-4)
6-4
Penetración incompleta de la raíz de la junta durante la soldadura.
1) Tamaño incorrecto de la ranura;
2) Selección inadecuada de los parámetros del proceso de soldadura;
3) El electrodo se desvía del centro de la ranura o el ángulo es incorrecto.
5. Sin fusión (Fig. 6-5)
6-5
Fusión y unión incompletas entre el metal de soldadura y el metal base o cordón de soldadura metal.
1) La corriente de soldadura es demasiado pequeña o el velocidad de soldadura es demasiado alto;
2) Limpieza no cualificada antes de soldar;
3) El electrodo se desvía del centro de soldadura.
6. Cráter (Fig. 6-6)
6-6
Depresión que se forma al final de una soldadura o en una unión.
7. Quemado (Fig. 6-7)
6-7
Durante la soldadura, el metal fundido sale por la parte posterior de la ranura para formar la perforación.
8. Solapamiento (Fig. 6-8)
Nódulo metálico que se forma cuando el metal fundido fluye hacia el metal base no fundido fuera de la soldadura.
9. Inclusión de escoria e inclusión
Escoria o no metálico impurezas que quedan en la soldadura después de soldar.
10. Orificio de ventilación (Fig. 6-10)
Orificio formado por el gas que queda en la soldadura después de soldar.
Fuente de gas que forma el poro:
1) Aire exterior;
2) Humedad;
3) Contaminación e impurezas del aceite.
11. Grietas de soldadura (Fig. 6-11)
(1) Según la posición de soldadura
(2) Según la dirección de la grieta
① La grieta longitudinal es paralela a la soldadura.
② Grieta transversal perpendicular a la soldadura.
(3) Según las condiciones de generación de grietas
① Fisura en caliente Fisura cerca de la temperatura de solidificación de la soldadura y zona afectada por el calor
② Una grieta enfriada por debajo de la temperatura de transformación martensítica.
③ Grieta de recalentamiento
④ Fisuras en forma de escalera a lo largo de la dirección de laminación de la placa debido al desgarro laminar.
12. Salpicaduras
En CO2 la mayor parte del metal fundido del hilo de soldadura se transfiere al baño de soldadura, pero una parte escapa y forma salpicaduras. Cuando se utiliza hilo grueso para soldar CO2soldadura con gas de protección con parámetros grandes, la salpicadura puede llegar a ser especialmente grave, con una tasa tan alta como 20%.
El resultado es la imposibilidad de realizar una soldadura normal. Las salpicaduras son perjudiciales, ya que disminuyen la eficacia de la soldadura, afectan a la calidad de la soldadura y crean malas condiciones de trabajo.
Peligro de salpicaduras
La pérdida de salpicaduras metálicas en CO2 La soldadura con gas de protección puede suponer entre 10% y 30-40% del metal fundido procedente del hilo de soldadura. La pérdida ideal se controla a 2-4%.
Esta pérdida tiene varias repercusiones negativas:
Aumenta el consumo de hilo de soldadura y electricidad, lo que reduce la eficacia y eleva los costes.
El metal salpicado puede obstruir la boquilla de contacto y la tobera, causando problemas de alimentación y socavando la estabilidad del arco, así como reduciendo el efecto protector del gas protector y la calidad de la soldadura.
El metal salpicado debe limpiarse después de soldar, lo que aumenta el número total de horas de trabajo.
Las salpicaduras pueden incluso quemar la ropa y la piel del soldador, haciendo que el entorno de trabajo sea peligroso.
Evitar y reducir las salpicaduras de metal es una consideración crucial en la reducción de las emisiones de CO2 soldadura con gas de protección.
Medidas para reducir las salpicaduras
(1) Selección correcta de los parámetros del proceso
Existe una correlación entre la tasa de salpicaduras y la corriente de soldadura para cada diámetro de hilo de soldadura en la soldadura por arco de CO2. En la zona de baja corriente (zona de transición de cortocircuito), la tasa de salpicaduras es baja. Cuando la corriente entra en la zona de alta corriente (zona de transición de partículas finas), la tasa de salpicaduras vuelve a disminuir. Sin embargo, la tasa de salpicaduras es mayor en la zona media.
La tasa de salpicaduras es baja cuando la corriente de soldadura es inferior a 150 A o superior a 300 A, y es alta entre estos dos valores. Para minimizar la tasa de salpicaduras, es mejor evitar seleccionar corrientes de soldadura en esta zona de alta tasa de salpicaduras.
Una vez determinada la corriente de soldadura, debe elegirse la tensión adecuada para garantizar la menor tasa de salpicaduras posible.
Ángulo de la pistola de soldar:
La cantidad de salpicaduras es mínima cuando la pistola de soldar se sujeta verticalmente. A medida que aumenta el ángulo de inclinación de la pistola, también aumenta la cantidad de salpicaduras. Se recomienda no inclinar la pistola de soldadura hacia delante o hacia atrás más de 20 grados.
Longitud de extensión del alambre de soldadura:
El índice de salpicaduras también se ve afectado por la longitud de extensión del alambre de soldadura. Lo mejor es mantener la longitud del hilo de soldadura lo más corta posible para minimizar las salpicaduras.
(2) Seleccionar el material del hilo de soldadura y la composición del gas de protección adecuados.
Por ejemplo:
Para minimizar la generación de gas CO durante la soldadura, es aconsejable seleccionar alambre de soldadura de acero con un bajo contenido en carbono en la medida de lo posible.
La experiencia demuestra que cuando el contenido en carbono en el alambre de soldadura se reduce a 0,04%, las salpicaduras pueden reducirse significativamente.
Al soldar, opte por alambre tubular.
El núcleo de fundente del alambre tubular de soldadura incluye desoxidantes y estabilizadores de arco, que proporcionan protección a las juntas de escoria gaseosa, hacen que el proceso de soldadura sea más estable y reducen significativamente las salpicaduras. La tasa de salpicaduras de metal del alambre tubular es aproximadamente un tercio de la del alambre macizo.
(3) CO2 se utiliza como gas de protección durante la soldadura por arco largo.
Aunque la tasa de salpicaduras puede reducirse mediante la selección adecuada de los parámetros de especificación y el uso del método de arco sumergido, la cantidad de salpicaduras producidas sigue siendo significativa.
La incorporación de una cierta cantidad de gas argón (Ar) al dióxido de carbono (CO2) es el método más eficaz para reducir las salpicaduras de metal causadas por la soldadura excesiva de partículas.
Las propiedades físicas y químicas del CO2 gas se alteran cuando se añade Argón a la mezcla.
A medida que aumenta la proporción de gas Argón, la cantidad de salpicaduras disminuye gradualmente.
Las emisiones de CO2El gas mezclado +Ar no sólo reduce las salpicaduras, sino que también mejora la formación de la soldadura, influyendo en la penetración, la altura y el refuerzo de la soldadura.
Cuando el contenido de Argón alcanza los 60%, el tamaño de las gotas de transferencia puede reducirse notablemente y puede conseguirse una transferencia por pulverización uniforme, mejorando así las características de transferencia de las gotas y reduciendo las salpicaduras de metal.
Diagrama de defectos de soldadura
1. Escala de soldadura
Método de reparación
Superficie de soldadura tras la desincrustación
2. Agujero de aire
Método de reparación: Rectificar y eliminar la soldadura y volver a soldar.
3. Agujero de aire en forma de aguja de cráter
4. Agujero de aire (agujero de arena)
5. Cavidad de contracción
6. Grieta final/ grieta de soldadura
7. Aparición de soldaduras defectuosas
8. Solapamiento y destello
9. Socavado
10. Soldadura desigual
11. Aspecto deficiente
Símbolo y marca de soldadura
1. Símbolos básicos
El símbolo de soldadura se compone de un símbolo básico y una línea de referencia y, si es necesario, de símbolos adicionales, símbolos suplementarios y símbolos que indican el tamaño de la soldadura.
El símbolo básico representa la forma de la sección transversal de la soldadura y es similar al símbolo de la forma de la sección transversal de la soldadura que se encuentra en la Tabla 4-2.
2. Símbolos auxiliares y símbolos suplementarios
Los símbolos auxiliares son símbolos que indican las características de forma de la superficie de la soldadura. Estos símbolos pueden omitirse si no es necesario especificar la forma de la superficie de la soldadura.
Los símbolos suplementarios se utilizan para complementar los símbolos que representan determinadas características de la superficie de soldadura. Los métodos de representación de estos símbolos se muestran en la Tabla 4-3.
3. Símbolo del tamaño de la soldadura
Si es necesario especificar el tamaño de la soldadura durante el diseño o la producción, se indica mediante el símbolo de tamaño de soldadura, como se ilustra en la Tabla 4-4.
Tabla 4-2 Símbolos básicos de las formas de soldadura
Tabla 4-3 Símbolos auxiliares y suplementarios de las soldaduras
Número de serie
Nombre
Tipo
Símbolo auxiliar
Explique
1
Símbolo del avión
Indica que la superficie de soldadura está enrasada
2
Símbolo de depresión
Indica la depresión de la superficie de soldadura
3
Símbolo en relieve
Indicador de abombamiento de la superficie de soldadura
Número de serie
Nombre
Tipo
Símbolo suplementario
Explique
1
Símbolo con placa de apoyo
Indica que hay una placa de apoyo en la parte inferior de la soldadura
2
Símbolo de soldadura por tres lados
Se requiere que la dirección de apertura del símbolo de soldadura de tres lados coincida básicamente con la dirección real de la soldadura de tres lados.
3
Símbolo de soldadura periférica
Indica la soldadura alrededor de la pieza
4
Símbolos del sitio
Indica soldadura en obra o en construcción
Tabla 4-4 Símbolos de tamaño de las soldaduras
Símbolo
Nombre
Mapa esquemático
δ
Grosor de la chapa
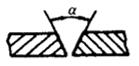
α
Ángulo de ranura
b
Juego de culatas
p
Altura del borde romo
c
Anchura de soldadura
K
Tamaño del filete
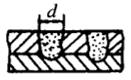
d
Diámetro de la pepita
S
Espesor efectivo de la soldadura
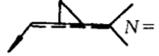
N
Número de soldaduras idénticas símbolo
K
Tamaño del filete
R
Radio de la raíz
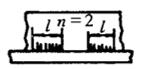
l
Longitud de soldadura
n
Número de segmentos de soldadura
H
Profundidad de ranura
h
Refuerzo de soldadura
β
Ángulo de la cara de la ranura
4. Líder
(1) La línea de guiado está formada por una línea de flecha con una punta de flecha y dos líneas de referencia (una es una línea continua fina y la otra es una línea de puntos).
(2) La línea de puntos puede situarse por encima o por debajo de la línea continua delgada.
La línea de referencia suele ser paralela al lado largo del bloque de título, pero también puede ser perpendicular al lado largo del bloque de título si es necesario.
La línea de flecha se traza con una línea continua fina y la flecha señala el cordón de soldadura correspondiente. Si es necesario, la línea de flecha puede doblarse una vez.
Si es necesario describir el método de soldadura, puede añadirse un símbolo de cola al final de la línea de referencia.
Fig. 4-1 Símbolo del líder de la soldadura
5. Método de dimensionamiento de soldaduras comunes
(1) Las dimensiones de la sección transversal de la soldadura están marcadas a la izquierda del símbolo básico.
(2) Las dimensiones a lo largo de la soldadura están marcadas en el lado derecho del símbolo básico.
(3) El ángulo de la ranura (α), el ángulo de la cara de la ranura (β) y la separación de la raíz (b) se marcan encima o debajo del símbolo básico.
(4) En la cola se indica la misma cantidad de soldadura y el mismo código de método de soldadura.
(5) Si hay que marcar una gran cantidad de datos de dimensión y resulta difícil distinguirlos, se pueden añadir los símbolos de dimensión correspondientes delante de los datos para ayudar a aclarar la información.
Tabla 12-1 Símbolos de soldadura y métodos de marcado
Junta de soldadura y tipo ranura
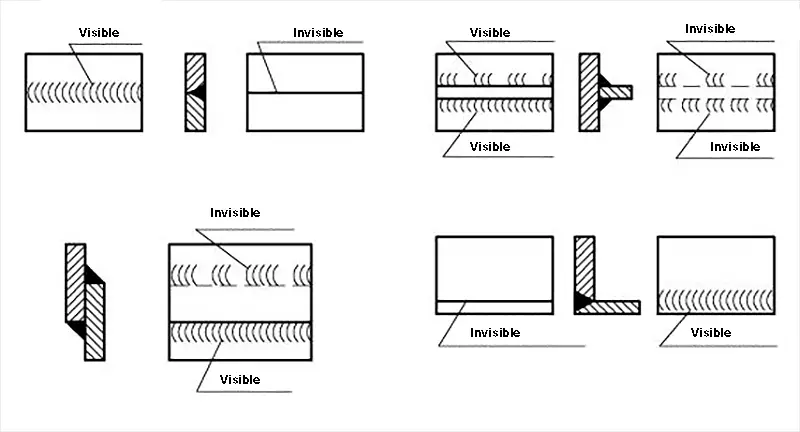
Lo común uniones soldadas son la junta a tope, la junta en T, la junta de esquina y la junta solapada, como se muestra en la figura.
La selección de uniones soldadas se basa principalmente en la estructura de la soldadura, el grosor de la soldadura, los requisitos de resistencia de la soldadura y las condiciones en las que se realiza la construcción.
Método de embutición especificado de la soldadura
La línea que se forma tras soldar las piezas se denomina cordón de soldadura.
Si se necesita una representación sencilla de la soldadura en un dibujo, puede representarse mediante una vista, una vista en sección o un diagrama axonométrico.
El método específico para representar la soldadura en un dibujo se muestra en la figura.
Tensión y deformación de la soldadura
La soldadura estructural siempre provoca deformaciones y tensiones en la soldadura.
Durante el proceso de soldadura, la deformación y la tensión interna generados en la soldadura que cambian con el tiempo se denominan deformación transitoria y tensión transitoria de soldadura, respectivamente.
La deformación y la tensión que permanecen en la soldadura después de que la temperatura se haya enfriado hasta la temperatura ambiente tras la soldadura se conocen como deformación residual de soldadura y tensión residual de soldadura, respectivamente.
3.1 Causas de las tensiones y deformaciones de soldadura
La causa principal de las tensiones y deformaciones de la soldadura es el calentamiento y enfriamiento desiguales de la zona soldada.
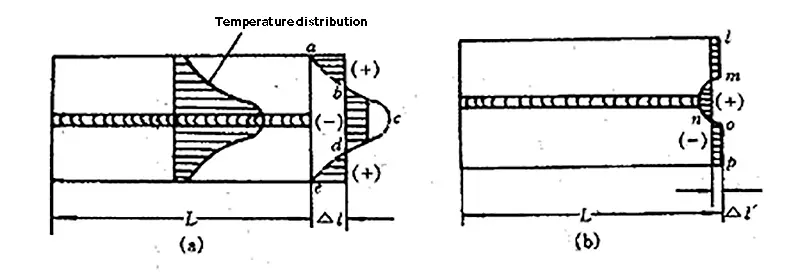
Durante el proceso de soldadura, la pieza se calienta localmente, lo que provoca deformaciones debidas a la característica del metal de expandirse y contraerse.
Sin embargo, el chapa de acero es una pieza sólida, y esta expansión no puede producirse libremente.
El final de la chapa de acero sólo puede expandirse uniformemente en una cantidad de Δι.
Tensión y deformación durante la soldadura a tope de una placa plana
(a) Durante la soldadura; (b) Después de la soldadura.
Durante el enfriamiento, el metal cercano a la soldadura ha sufrido una deformación plástica compresiva permanente durante la soldadura y también está restringido por el metal de ambos lados.
Para mantener la consistencia global, Δι' se reduce uniformemente, lo que genera una cierta cantidad de tensión elástica en la zona de soldadura y una cierta cantidad de compresión elástica en el metal de ambos lados.
Como resultado, hay tensión de tracción en la zona de soldadura y en el metal circundante, y hay tensión de compresión en el metal de ambos lados.
La tensión en el miembro se encuentra en un estado de equilibrio. Se observa que después de soldadura a tope una placa plana, la longitud de Δι' es menor que antes de la soldadura.
Al mismo tiempo, se genera tensión de tracción en la zona de soldadura y el metal de ambos lados, lejos de la soldadura, experimenta tensión de compresión.
En otras palabras, la tensión y la deformación de soldadura se mantienen a temperatura ambiente y se conocen como tensión y deformación residuales de soldadura.
3.2 Distribución, influencia y eliminación de la tensión residual de soldadura
La tensión de soldadura puede dividirse en cuatro categorías: tensión térmica, tensión de restricción, tensión de cambio de fase y tensión residual de soldadura. La tensión residual de soldadura suele ser muy elevada.
En estructuras con soldaduras gruesas, la tensión residual de soldadura puede alcanzar normalmente el límite elástico del material.
1. Clasificación de los esfuerzos de soldadura
(1) Tensión longitudinal: Esfuerzo a lo largo de la longitud de la soldadura.
(2) Tensión transversal: Esfuerzo perpendicular a la longitud de la soldadura y paralelo a la superficie del componente.
(3) Tensión en la dirección del espesor: Tensión perpendicular a la longitud de la soldadura y a la superficie del componente.
2. Distribución de la tensión residual de soldadura
(1) Tensión longitudinal de la soldadura σ x
La tensión a lo largo de la dirección longitudinal de la soldadura se denomina tensión longitudinal (σ x).
La tensión perpendicular a la dirección longitudinal de la soldadura se denomina tensión transversal (σ y).
En la zona de deformación plástica por compresión próxima a la soldadura, la tensión longitudinal (σ x) es una tensión de tracción, que puede alcanzar típicamente el límite elástico del material.
Distribución de las secciones de soldadura
(2) Tensión transversal de la soldadura
La figura ilustra la distribución de la tensión transversal (σy) en un soldadura de placas de cierta longitud.
σy es la tensión de tracción en la soldadura y la zona de deformación plástica compresiva cerca de la soldadura, mientras que los dos extremos experimentan tensión de compresión.
Cuanto más se aleja del centro de la soldadura, más rápido disminuye σy.
Además de las tensiones longitudinales y transversales, en las estructuras soldadas de chapa gruesa también existen tensiones a lo largo de la dirección del espesor.
La distribución de la tensión en las tres direcciones es muy desigual en la dirección del espesor.
La soldadura por electroescoria de chapas gruesas da lugar a tres tensiones axiales de tracción en el centro de la soldadura, que aumentan con el incremento del espesor de la chapa, pero la superficie experimenta tensiones de compresión.
3. Efecto de la tensión residual de soldadura
(1) Impacto en la resistencia y estabilidad de las piezas a compresión
Cuando el componente se somete a una carga de tracción, la tensión residual de soldadura se sumará a la tensión de carga, afectando a la resistencia del componente.
(2) Influencia en la fractura frágil de los componentes
El aumento de la tensión nominal del componente, combinado con la disminución de la tenacidad del material en la zona de la junta de soldadura y la presencia de defectos de soldaduraaumentará la probabilidad de fractura frágil bajo cargas externas bajas.
La tensión de tracción residual en la zona de soldadura puede elevar el valor medio de la tensión de tracción de la estructura y reducir su vida útil a la fatiga.
(4) Impacto en la precisión del mecanizado y la estabilidad dimensional de las soldaduras
(5) Efecto sobre la propagación de grietas
Al evaluar el estado de fisuración de la zona de soldadura, debe tenerse en cuenta la tensión residual de soldadura.
Al calcular el factor de intensidad de la tensión (KI) que impulsa el crecimiento de la grieta, el tensión residual (σr) se tiene en cuenta utilizando el esfuerzo de tracción equivalente (σ3), que representa la contribución de la tensión residual al crecimiento de la grieta:
σ3 = αrσr
Donde σr está relacionada con el tipo de grieta (grieta pasante, grieta enterrada, grieta superficial) y la dirección de la grieta (grietas paralelas a la línea de fusión, grietas perpendiculares a la línea de fusión y filete grietas de soldadura).
4. Medidas y métodos para reducir y eliminar la tensión residual de soldadura
(1) La clave para reducir la tensión de soldadura en el diseño es disponer adecuadamente las soldaduras para evitar el solapamiento de tensiones y reducir los picos de tensión.
① Minimizar el número de soldaduras y reducir su tamaño y longitud.
② Las soldaduras deben espaciarse lo suficiente y evitar cruzarse en la medida de lo posible para evitar tensiones tridimensionales complejas.
③ Las soldaduras no deben situarse en zonas con grandes tensiones y cambios bruscos en la sección transversal para evitar la concentración de tensiones.
④ Debe utilizarse la junta tipo mesa, más flexible, y rebordear debe sustituir el tubo de inserción.
Dos métodos de empalme de recipientes esféricos (a) Soldaduras escalonadas; (b) Intersección de soldaduras
(2) Técnicas para reducir la tensión de soldadura en el proceso
① Adoptar una secuencia y dirección de soldadura razonables, y realizar la mayoría de las soldaduras con menos rigidez.
② Minimizar la diferencia de temperatura entre la zona de soldadura y toda la estructura para reducir la tensión de soldadura interna. Utilizar precalentamiento global y baja energía lineal.
③ Utilizar soldadura de martillo para reducir la tensión de soldadura y la deformación.
④ Disminuir el contenido de hidrógeno y eliminarlo.
(3) El método para eliminar la tensión residual consiste principalmente en eliminar la tensión residual después de la soldadura. En el caso de calderas y recipientes a presión con un espesor de componente a presión superior a un determinado tamaño, se requiere un tratamiento térmico posterior a la soldadura para eliminar tensión interna.
Generalmente, la soldadura provoca la deformación de la pieza. Si la deformación supera el límite aceptable, afectará a la funcionalidad.
La principal causa de deformación es el calentamiento y enfriamiento desiguales de la soldadura durante el proceso de soldadura.
Durante la soldadura, la soldadura sólo se calienta en zonas locales, pero el metal de la zona calentada no puede expandirse libremente debido al metal con menor temperatura que lo rodea.
Al enfriarse, no puede contraerse libremente debido a la contención por el metal circundante.
Como resultado, esta parte del metal calentado experimenta una tensión de tracción, mientras que otras partes del metal experimentan una tensión de compresión en equilibrio con ella.
Cuando estas tensiones superan el límite elástico del metal, se produce la deformación por soldadura.
Las grietas aparecen cuando se supera el límite de resistencia del metal.
3.3 Formas, factores de influencia y métodos de control de la deformación de la soldadura
1. Formas de deformación de la soldadura
Las formas de deformación de la soldadura pueden ser variadas. Las formas más comunes son cinco formas básicas, o combinaciones de estas formas.
Formas básicas de deformación de la soldadura
La figura (a) ilustra la deformación por contracción longitudinal y transversal en una placa plana tras la soldadura a tope;
La figura (b) ilustra la deformación angular en una placa plana tras el acoplamiento;
La figura (c) ilustra la deformación por flexión causada por la desviación de la disposición de la soldadura en un cilindro con respecto al eje central de la soldadura;
La figura (d) ilustra la deformación ondulada en una soldadura de pared delgada después de soldar.
Además, las estructuras viga-columna son susceptibles de distorsión durante la soldadura.
La deformación por contracción y la deformación por flexión son formas de deformación global, mientras que las demás formas se consideran deformaciones locales.
2. Factores que influyen en la deformación de la soldadura
(1) Efecto de la posición del soldador en la deformación de la soldadura
Cuando las soldaduras están dispuestas simétricamente en la estructura, sólo se produce acortamiento longitudinal y transversal. Sin embargo, si las soldaduras están dispuestas asimétricamente en la estructura, se producirá deformación por flexión. La deformación angular se producirá cuando el centro de gravedad de la sección soldada se desvíe del centro de gravedad de la sección de unión.
(2) Influencia de la rigidez estructural
Bajo la misma fuerza, las estructuras con gran rigidez tienen menos deformación, mientras que las estructuras con poca rigidez tienen más deformación. La deformación de la soldadura se produce siempre en la dirección con menor restricción de la rigidez estructural o de la soldadura.
(3) Efecto de la secuencia de montaje y soldadura
La restricción de rigidez al soldar una banda depende del procedimiento de ensamblaje y soldadura. Para estructuras con secciones y soldaduras simétricas, se puede utilizar un método de ensamblaje primero en un todo. Para estructuras con soldaduras complejas, debido a las múltiples soldaduras, la deformación causada por cada soldadura afecta a las demás soldaduras, lo que dificulta su control. Por lo tanto, debe adoptarse un procedimiento de ensamblaje parcial, soldadura, reensamblaje y nueva soldadura para controlar la deformación global de la soldadura.
(4) Otros factores influyentes
La deformación también está estrechamente relacionada con el tipo de ranura, la holgura de montaje, las especificaciones de soldadura y el método de soldadura.
3. Métodos de control de la deformación de la soldadura
Para controlar y minimizar la deformación de la soldadura, es esencial adoptar esquemas de diseño y medidas de proceso adecuados.
(1) Reducir el número, la longitud y el tamaño de las soldaduras en la medida de lo posible, garantizando al mismo tiempo un diseño razonable para la capacidad portante.
Disponga la posición de las soldaduras de forma razonable, de manera que todas las soldaduras de la estructura sean simétricas al eje neutro de la sección o estén lo más cerca posible de él. Esto ayudará a reducir la deformación de la soldadura.
(2) Medidas de proceso necesarias:
① Reserva de retracción:
Al preparar la pieza, añada un margen de contracción adecuado.
Normalmente, la contracción longitudinal de la soldadura se calcula en función de la longitud de la soldadura y depende de factores como la ranura, el tipo de unión y el espesor de la chapa.
② Método de deformación inversa:
Emplear la experiencia o métodos de cálculo para determinar el método de deformación inversa.
Antes de soldar, es fundamental evaluar el tamaño y la dirección de la posible deformación de la pieza. Para evitar la deformación residual, coloque la pieza soldada en la dirección opuesta a la deformación o aplique previamente una deformación artificial durante el montaje. Un control adecuado ayudará a garantizar que la pieza alcance la forma correcta.
Control antideformación de la soldadura a tope de chapa de acero de 8~12 mm de espesor
③ Seleccionar métodos y especificaciones de soldadura adecuados:
Utilizar fuentes de calor de energía concentrada y métodos de soldadura rápida para reducir la deformación.
④ Secuencia óptima de montaje y soldadura:
Divida la estructura grande en partes más pequeñas, ensamble y suelde cada parte por separado y, a continuación, una las partes en un todo completo.
⑤ Fijación robusta:
Fijar y sujetar la estructura antes de soldar para reducir la deformación por restricciones externas. Sin embargo, la rigidez sujeción puede impedir la libre contracción de la soldadura, lo que provoca una elevada tensión interna en el componente.
Por lo tanto, es crucial seleccionar cuidadosamente el material y la estructura de la soldadura.
⑥ Utilizar una secuencia de soldadura razonable.
4. Corrección de la deformación de la soldadura
A pesar de la adopción de métodos de control de la deformación, sigue siendo difícil evitar la deformación después de la soldadura. Cuando la deformación de la soldadura supera los límites especificados en los requisitos técnicos del producto, es necesario realizar una corrección posterior a la soldadura para cumplir las normas de calidad del producto.
El objetivo de la corrección es inducir una nueva deformación en los componentes soldados para contrarrestar la deformación que se produjo durante la soldadura. Sin embargo, el proceso de corrección suele aumentar la tensión interna en los componentes.
Para evitar fracturas locales durante la corrección, es aconsejable aliviar tensión residual de soldadura antes de corregir la deformación. Esto ayudará a garantizar la integridad y estabilidad del componente.
Métodos comunes de corrección mecánica y por llama en la producción:
(1) Método de corrección mecánica:
El método de corrección mecánica consiste en utilizar presión mecánica o martilleo en frío para producir deformación plástica y corregir la deformación de la soldadura.
(2) Método de corrección de la llama:
El método de corrección por llama utiliza la contracción causada por el calentamiento local con una llama para contrarrestar el alargamiento y la deformación en la zona afectada. Es crucial identificar correctamente la posición de calentamiento, y la temperatura de calentamiento para la corrección por llama suele estar entre 600-800°C.
Corrección de la deformación de la soldadura de vigas en T mediante calentamiento por llama
Corrección de la deformación de la arcada superior
Corrección de la deformación angular
(3) Preste especial atención al tipo de acero durante la corrección:
Al realizar la corrección, es importante tener en cuenta la tipo de acero que se está utilizando:
Evite utilizar el martilleo en equipos resistentes a la corrosión para evitar la corrosión bajo tensión.
Aceros con tendencia a la corrosión intergranular y el alto endurecimiento no deben corregirse utilizando la corrección de llama.
Para los aceros de alta resistencia con gran tendencia a la fisuración en frío, es mejor minimizar el uso de métodos mecánicos, ya que pueden provocar fácilmente el endurecimiento por deformación en frío.
Elementos y especificaciones del proceso de soldadura
Tecnología de soldadura es un factor crítico para garantizar la calidad de las uniones soldadas. En un entorno de fabricación, los elementos del proceso de soldadura se describen en las directrices detalladas del procedimiento de soldadura.
La tarjeta detallada del procedimiento de soldadura se crea a partir de los resultados de la correspondiente prueba de cualificación del procedimiento de soldadura.
Los elementos especificados en la tarjeta de procedimiento detallado de soldadura incluyen:
③ Parámetros de especificación del procedimiento de soldadura;
④ Técnica de soldadura;
⑤ Inspección posterior a la soldadura, etc.
Parámetros eléctricos de soldadura:
(1) Cuando se utiliza soldadura continua de CA o CC, los principales parámetros eléctricos de las especificaciones de soldadura son los siguientes tensión de soldadura y actual.
(2) Para la soldadura por corriente pulsada, los parámetros eléctricos adicionales incluyen la frecuencia alterna, la relación de encendido-apagado, la corriente básica y el valor de la corriente de pico.
(3) El principio para seleccionar los parámetros de las especificaciones de soldadura es garantizar una penetración adecuada y un cordón de soldadura sin grietas, al tiempo que se cumplen los requisitos de rendimiento especificados en las condiciones técnicas.
Al seleccionar los parámetros eléctricos, es importante tener en cuenta el impacto de calor de soldadura aportación sobre el rendimiento conjunto.
Consulte la Tabla 4-8 para la selección de diámetros de electrodos de soldadura por arco manual y el rango de corriente de soldadura correspondiente.
Tabla 4-8 Selección del diámetro del electrodo y de la corriente de soldadura para la soldadura por arco manual
Espesor de las piezas de acero (mm)
1.5
2
3
4~5
6~8
9~12
12~15
16~20
>20
Diámetro del electrodo (mm)
1.6
2
3
3~4
4
4~5
5
5~6
6~10
Corriente de soldadura (A)
25~40
40~65
65~100
100~160
160~210
160~250
200~270
260~300
320~400
Tabla 4-9 Selección de las especificaciones de soldadura automática por arco sumergido de doble cara para piezas biseladas
Soldadura automática por arco sumergido
Forma de la ranura
Diámetro del hilo de soldadura (mm)
Secuencia de soldadura
corriente de soldadura(A)
Tensión de arco(V)
Velocidad de soldadura(m/h)
14
5
positivo
830~850
36~38
5
negativo
600~620
36~38
16
5
positivo
830~850
36~38
5
negativo
600~620
36~38
18
5
positivo
830~850
36~38
5
negativo
600~620
36~38
22
6
positivo
1050~1150
38~40
5
negativo
600-620
36~38
24
6
positivo
1100
38~40
5
negativo
800
36~38
30
6
positivo
100~1100
36~40
5
negativo
900~1000
36~38
Grietas y control de la soldadura
Grietas de soldadura se refieren a la separación del material metálico (fractura local) dentro de la unión soldada debido a causas relacionadas con la soldadura, como la metalurgia, los materiales o las fuerzas internas y externas, durante o después de la soldadura.
Las grietas son uno de los defectos de soldadura, caracterizada por extremos afilados y una anchura de separación (desplazamiento de apertura) mucho menor que la longitud de la grieta.
La prevención de las grietas de soldadura es un aspecto crucial en el diseño y la producción de estructuras soldadas.
1. Clasificación de las grietas de soldadura
Existen varios tipos de soldadura grietas, y sus métodos de clasificación han evolucionado a medida que se profundizaba en nuestra comprensión de la naturaleza de las grietas.
La siguiente tabla ofrece una clasificación general basada en el momento y la ubicación de las grietas.
Cuadro 4-11 Método actual de clasificación de grietas
Periodo de aparición de grietas
Lugar de ocurrencia
Nombre
Proceso de soldadura
Cerca de la línea continua
línea de soldadura
Grieta de solidificación
Crack caliente
Zona afectada por el calor
Grieta de licuefacción
Por debajo de la línea de fase sólida
línea de soldadura
Grieta poligonal
Cerca de la temperatura de recristalización T
Zona afectada por el calor
Fisura plástica a alta temperatura
Cerca de la temperatura ambiente
Zona afectada por el calor
Grieta fría
Zona afectada por el calor y capa de laminación del metal base
Desgarro lamelar
Durante el revenido a alta temperatura después de la soldadura
Zona afectada por el calor
Recalentar grieta
Durante el uso de un medio corrosivo
Soldaduras, zona afectada por el calor
Agrietamiento por corrosión bajo tensión
2. Condiciones generales para la formación de grietas de soldadura
Las grietas en puentes de acero de alta resistencia y estructuras de acero de construcción naval son principalmente grietas frías, que representan el 90% de todas las grietas. En plantas petroquímicas y equipos de energía, grietas calientes son más frecuentes. El acero perlítico resistente al calor es propenso a las grietas por recalentamiento.
El agrietamiento se debe principalmente a dos motivos:
(1) La tensión y la deformación resultantes de la restricción son una de las principales causas del agrietamiento. Se requiere un cierto nivel de tensión para que se produzca la fisuración, y el proceso de calentamiento desigual durante la soldadura puede provocar tensiones y deformaciones de tracción en la unión debido a la restricción de toda la estructura durante el proceso de enfriamiento de la soldadura.
(2) En un rango de temperatura específico, debido a la presencia de factores de fragilidad, partes específicas de la junta se agrietarán bajo tensión de tracción.
3. Grietas de soldadura
1. Grietas calientes
(1) Características de las grietas de soldadura en caliente:
Las grietas calientes presentan las siguientes características morfológicas, que las distinguen de otras grietas:
① La mayoría de las grietas se abren en la superficie de la soldadura y tienen un color oxidado.
② Las grietas suelen producirse en la unión de las dendritas y a lo largo de la dirección longitudinal en el centro de la sección transversal de la soldadura.
③ Las grietas son típicamente intergranulares y presentan propiedades de fractura intergranular a alta temperatura.
④ Se producen sobre todo durante y después de la solidificación.
(2) Mecanismo de formación:
En la solidificación proceso de soldaduraCuando hay un eutéctico de bajo punto de fusión presente, la rápida velocidad de enfriamiento de la soldadura puede hacer que el límite de grano se separe y forme grietas cuando el grano se ha solidificado y el límite de grano está todavía en estado líquido con una resistencia a la deformación casi nula, y la tensión de tracción de la soldadura es alta.
(3) Factores que influyen:
① Efecto de la composición química de la soldadura:
Muchos cristales eutécticos en soldadura son el resultado de reacciones metalúrgicas de soldadura.
Los elementos que pueden producir eutécticos son elementos que favorecen el agrietamiento en caliente.
Los elementos que pueden refinar los granos, producir compuestos de alto punto de fusión o distribuir eutécticos de bajo punto de fusión en formas esféricas o en bloques son eficaces para inhibir el agrietamiento en caliente.
Titanio, circonio, aluminio, elementos raros, manganeso (dentro de 0,8%)
Nitrógeno, oxígeno, arsénico
② Influencia de la forma de la sección de soldadura:
Las grietas en caliente son propensas a formarse en soldaduras profundas y estrechas debido a la macrosegregación que se concentra en el centro de la soldadura. Por lo tanto, al realizar soldaduras automáticas por arco sumergido en chapas gruesas, es crucial ajustar la proporción de corriente de soldadura y tensión del arco para garantizar que el coeficiente de forma de la soldadura sea superior a 1,3~1,5.
En la soldadura por arco manual, la sección de soldadura es pequeña y la corriente baja, por lo que es menos probable que se produzcan soldaduras profundas y estrechas.
③ Influencia del proceso de soldadura y de la estructura de la soldadura:
La estructura de la soldadura y el proceso de soldadura influyen directamente en la restricción de la unión soldada, que se refleja en la deformación por tracción de la soldadura. Su efecto sobre las grietas en caliente se considera un factor mecánico.
(4) Medidas para prevenir grietas por soldadura en caliente:
① Las medidas básicas para prevenir las grietas en caliente son controlar estrictamente la composición química de la soldadura, limitar el contenido de impurezas de carbono, azufre y fósforo, y añadir suficientes desulfurantes a los materiales de soldadura.
② Aplicar medidas de proceso tales como precalentamiento antes de soldarLa soldadura con hilo de alta energía (garantizando que el factor de forma de la soldadura no sea demasiado pequeño).
③ Reducir al máximo la rigidez de la soldadura para minimizar la tensión interna de la soldadura.
2. Grietas frías
(1) Características de las grietas por frío:
Las grietas frías son los defectos de soldadura que se producen con más frecuencia al soldar aceros de baja aleación y alta resistencia, aceros de aleación media, aceros de carbono medio y otros aceros fácilmente templables.
① Se producen después de la solidificación del metal de soldadura, normalmente por debajo de la martensita temperatura de transformación o a temperatura ambiente.
② Se producen principalmente en la zona afectada por el calor y raramente en la zona de soldadura.
③ A menudo se retrasan.
(2) Causa: La causa principal de las grietas en frío es el efecto combinado de la estructura de baja plasticidad (estructura de endurecimiento) en la zona afectada por el calor de la soldadura, el hidrógeno en la unión soldada y la tensión de soldadura.
(3) Factores que influyen:
① Efecto endurecedor:
Cuando se suelda acero fácilmente templado, la zona sobrecalentada forma una estructura de martensita gruesa, lo que reduce la plasticidad del metal en la zona afectada por el calor y aumenta su fragilidad. Esto lo hace propenso a agrietarse bajo una elevada tensión de tracción de soldadura.
② Papel del hidrógeno:
Las grietas frías inducidas por el hidrógeno presentan las características de la fractura retardada, desde la latencia hasta el inicio, la propagación y la fisuración. La duración del tiempo de retardo está relacionada con la concentración de hidrógeno y el nivel de tensión de la unión soldada.
TW - Superficie isotérmica de transformación austenítica de la soldadura; TH - Transformación austenítica superficie isotérmica en zona afectada por el calor Difusión inducida correspondiente del hidrógeno
③ Efecto de la tensión de soldadura:
Es más probable que se produzcan grietas en frío cuando la tensión de soldadura es de tracción y se produce simultáneamente con la precipitación de hidrógeno y el endurecimiento del material.
La soldadura de chapas gruesas es más susceptible a las grietas en frío en la raíz. Esto se debe a la rigidez de la chapa gruesa y al rápido enfriamiento, que provoca la formación de una estructura de enfriamiento y da lugar a una elevada tensión de soldadura.
3. Recalentamiento de grietas
(1) Características de las grietas por recalentamiento
① Las grietas por recalentamiento se producen en el intervalo de temperaturas de 540-930°C tras el tratamiento térmico de alivio de tensiones posterior a la soldadura.
② Las grietas se propagan a lo largo de los límites de grano en la zona de grano grueso de la zona afectada por el calor.
③ Las grietas intergranulares con forma ramificada se detendrán cuando alcancen la zona de grano fino de la soldadura o del metal base.
(2) Mecanismo de formación de grietas por recalentamiento
Tras el tratamiento térmico de alivio de tensiones posterior a la soldadura y el recalentamiento, los carburos de aleación se dispersan y precipitan en las líneas de dislocación tras la conservación del calor a 550-700°C, lo que refuerza la estructura intragranular.
Al mismo tiempo, la resistencia del límite de grano en la zona de grano grueso es baja y su plasticidad es escasa.
Durante el proceso de recalentamiento, la tensión residual se libera y la resistencia del límite de grano es más débil que la del grano, lo que provoca la fisuración del límite de grano.
(3) Factores que influyen
Hay varios factores que afectan a las grietas de recalentamiento:
Entre ellos se incluyen la composición química, el estado de las restricciones y las especificaciones de soldadura, varilla para soldar resistencia, especificaciones de alivio de tensiones y temperatura de servicio del metal base.
① La composición química afecta principalmente a la plasticidad de los límites de grano en la zona afectada por el calor.
② El estado de restricción y las especificaciones de soldadura afectan a la tensión residual de soldadura.
③ Las especificaciones del tratamiento térmico de alivio de tensión y la temperatura de servicio afectan principalmente a la deformación plástica y al grado de precipitación del carburo de aleación causado por el recalentamiento.
Por lo tanto, la capacidad de deformación plástica de la zona de grano grueso en la zona afectada por el calor, la tensión residual de soldadura y la deformación plástica causada por el recalentamiento son los tres factores básicos que influyen en las grietas de recalentamiento.
(4) Medidas para evitar grietas por recalentamiento
Mejorar la plasticidad de la zona de grano grueso en la zona afectada por el calor de soldadura.
Reducir la tensión residual de soldadura.
① La medida principal es seleccionar un metal base con baja sensibilidad a las grietas por recalentamiento.
② Tomar todas las medidas necesarias para reducir la tensión residual.
③ Evitar combinar la tensión residual de soldadura con otras tensiones, como la tensión estructural y la tensión térmica durante el recalentamiento.
④ El uso de materiales de soldadura de baja coincidencia ayuda a absorber la deformación.
⑤ Para garantizar el alivio de la tensión, utilice la temperatura de recalentamiento más baja posible y el tiempo de mantenimiento más corto.
Si es posible, sustituya el recalentamiento por un recalentamiento posterior ligeramente inferior al temperatura de precalentamiento para obtener mejores resultados.
4. Desgarro laminar
(1) Características del desgarro lamelar
① Durante el enfriamiento rápido de la soldadura, se producen grietas paralelas a la superficie de laminación del metal base en la chapa de acero debido al esfuerzo de tracción de la soldadura en la dirección del espesor de la chapa. Estas grietas se conocen como desgarro laminar y suelen producirse en uniones de chapa gruesa en forma de T y de K.
② El desgarro laminar es un tipo de grieta que se produce a temperatura ambiente, normalmente después de enfriarse por debajo de 150°C o a temperatura ambiente después de soldar. Sin embargo, cuando la restricción estructural es muy alta y el acero es muy sensible al desgarro laminar, también puede producirse a temperaturas entre 300-250°C.
(a) Posición típica del desgarro laminar en la articulación en "T".
(b) Desgarro laminar en la junta del bajante del tambor de la caldera
(2) Principales factores causantes del desgarro lamelar
① Influencia de las inclusiones
Las inclusiones son la causa principal de la anisotropía del acero y el origen del desgarro laminar.
② Efecto de las propiedades del metal base
La plasticidad y la tenacidad de la propia matriz metálica tienen un impacto significativo en el desgarro laminar. Una plasticidad y una tenacidad deficientes se traducen en una escasa resistencia al desgarro laminar.
③ Influencia de la tensión de restricción
Todas las grietas de soldadura se producen bajo la acción de un esfuerzo de tracción y el desgarro laminar no es una excepción. El desgarro laminar sólo se produce cuando las uniones angulares y las uniones en T son propensas a formar grandes esfuerzos de retención bidireccionales.
(3) Precauciones para el desgarro lamelar
El desgarro lamelar es difícil de reparar, por lo que la prevención de este defecto es el principal objetivo.
① Cuando la unión soldada sea propensa a causar desgarros laminares, evaluar la sensibilidad al desgarro laminar de la chapa de acero utilizada y elegir una chapa de acero con baja sensibilidad.
② Adoptar un tipo de ranura razonable para alinear la línea de fusión de la soldadura lo más cerca posible de la placa de acero.
③ Para los grados de acero sensibles al desgarro laminar, si es posible, utilice materiales de soldadura con un grado de resistencia inferior, mejor plasticidad y tenacidad para reducir la tensión en la dirección del espesor de la chapa de acero.
④ Para calidades de acero con alta sensibilidad al desgarro laminar, depositar previamente varias capas de metal de soldadura de baja resistencia sobre la superficie de la chapa de acero en el punto de ranura de soldadura.
Mano de obra de la estructura de soldadura
La disposición de los cordones de soldadura en un estructura de soldadura tiene un impacto significativo en la calidad y la eficacia de las uniones soldadas.
Principios generales de la disposición de juntas de soldadura:
La disposición de la soldadura debe facilitar las operaciones de soldadura
La disposición de la soldadura debe dejar espacio libre para que los soldadores trabajen libremente y para que el equipo de soldadura funcione con normalidad.
Cuando realice soldaduras por arco sumergido, tenga en cuenta la facilidad de almacenar el flujo de soldadura.
Para soldadura por puntos y soldadura de juntasLa facilidad de inserción de los electrodos debe tenerse en cuenta.
La posición de soldadura debe evitar la tensión máxima y la concentración de tensiones
En el caso de componentes con tensiones grandes y complejas, las soldaduras no deben colocarse en posiciones de máxima tensión y concentración de tensiones.
Por ejemplo, la soldadura de empalme de una viga y una placa de acero soldadas de gran luz no debe situarse en el centro de la viga, sino que debe añadirse una soldadura adicional.
La disposición descentralizada de la soldadura reduce la tensión y la deformación de la soldadura
Las soldaduras densas o cruzadas pueden provocar un sobrecalentamiento, ampliar la zona afectada por el calor y debilitar la estructura.
Normalmente, la distancia entre dos soldaduras debe ser superior a tres veces el espesor de la chapa y no inferior a 100 mm.
Las soldaduras deben evitar las superficies mecanizadas siempre que sea posible
Si es necesario mecanizar antes de soldar, la posición de la soldadura debe diseñarse lo más alejada posible de la superficie mecanizada.
En superficies con elevados requisitos de mecanizado, es mejor evitar las soldaduras de fraguado.
El diseño de la transición del extremo de soldadura debe ser suave y evitar la fusión
Para evitar la fusión durante la soldadura, no debe haber ángulos agudos en el extremo de la soldadura. La transición entre dos juntas de soldadura debe ser lisa para evitar la concentración de tensiones.
GB/T 19804-2005/ISO 13920:1996
(1) Tolerancia dimensional general y tolerancia geométrica gama de estructuras soldadas
Tabla 1 Tolerancia de la dimensión lineal Unidad: mm
Rango de tamaño nominal l
Clase de tolerancia
A
B
C
D
2~30
Tolerancia t
± 1
>30~120
± 1
± 2
± 3
± 4
>120~400
± 1
± 2
± 4
± 7
>400~1000
± 2
± 3
± 9
± 6
>1000~2000
±3
±4
±8
±12
>2000~4000
±4
±6
±11
±16
>4000-~8000
±5
±8
±14
±21
>8000~12000
±6
±10
±18
±27
>12000~16000
±7
±12
±21
±32
>16000~20000
±8
±14
±24
±36
>20000
±9
±16
±27
±40
(2) Tolerancia angular
El lado más corto del ángulo debe utilizarse como arista de referencia y su longitud puede extenderse hasta un punto de referencia designado. En este caso, el punto de referencia debe marcarse en el dibujo. Las tolerancias se indican en la tabla 2. Las figuras 1 a 5 proporcionan ejemplos específicos.
Tabla 2 Tolerancia de las dimensiones angulares
Clase de tolerancia
Dimensión nominal (longitud de la pieza o longitud del lado corto) intervalo/mm
En rectitudLas tolerancias de coaxialidad, planitud y paralelismo indicadas en la tabla 3 se aplican a todas las dimensiones de soldaduras, conjuntos soldados o componentes soldados, así como a las dimensiones marcadas en los planos. No se especifican las tolerancias de coaxialidad y simetría. Si estas tolerancias son necesarias para la producción, deberán marcarse en el dibujo de acuerdo con GB/T1182.
Tabla 3 Tolerancias de rectitud, planitud y paralelismo Unidad: mm
Grado público
E
F
G
H
Rango de dimensión nominal l (correspondiente al lado más largo de la superficie)
>30~120
Tolerancia t
± 0.5
±1
± 1.5
± 2.5
>120~400
±1
± 1.5
±3
±5
>400~1000
±1.5
±3
± 5.5
±9
>1000~-2000
±2
± 4.5
±9
±14
>2000~4000
±3
±6
±11
±18
>4000~8000
±4
±8
±16
±26
>8000~-12000
±5
±10
± 20
±32
>12000~16000
±6
±12
±22
±36
>16000~20000
±7
±14
± 25
±40
>20000
±8
±16
± 25
±40
Inspección de la sección de soldadura de remaches de chapa
1. Norma de inspección de materias primas
1.1 Materiales metálicos
1.1.1 Chapa metálica Grosor y calidad El grosor y la calidad de la chapa deben cumplir la norma nacional, y debe facilitarse el informe de la prueba de rendimiento y el certificado del fabricante de la chapa utilizada.
1.1.2 Aspecto del material El material debe ser plano, sin óxido, grietas ni deformaciones.
1.1.3 Dimensiones Las dimensiones deben ajustarse a los planos o a los requisitos técnicos. Si no las proporciona nuestra empresa, deberán cumplir las normas nacionales vigentes.
1.2 Polvo de plástico
1.2.1 Consistencia del polvo plástico Todo el lote de polvo plástico debe tener una buena consistencia, con un certificado de fábrica y un informe de inspección que incluya el número de polvo, el número de color y diversos parámetros de inspección.
1.2.2 Requisitos de ensayo El polvo plástico debe cumplir los requisitos del producto tras el ensayo, incluidos el color, el brillo, la nivelación, la adherencia, etc.
1.3 Herrajes y elementos de fijación generales
1.3.1 Aspecto La superficie debe estar libre de bordes y rebabas, y el aspecto de todo el lote de materiales entrantes debe ser homogéneo.
1.3.2 Tamaño El tamaño debe cumplir los requisitos de los planos y las normas nacionales.
1.3.3 Rendimiento El rendimiento debe cumplir los requisitos del producto tras el montaje de prueba y el rendimiento de servicio.
2. Normas de inspección de la calidad del proceso
2.1 Norma de inspección de la obturación
Deben desbarbarse todas las esquinas afiladas, los bordes y las superficies rugosas que puedan causar daños.
Las rebabas producidas por el estampado no deben presentar protuberancias, hendiduras, asperezas, arañazos, óxido u otras imperfecciones perceptibles en las superficies expuestas y visibles de los paneles y hojas de las puertas.
Rebabas: Después del blanking, la altura de la rebaba no debe superar 5% del espesor de la chapa (t).
Arañazos y marcas de cuchillo: El producto se considera cualificado si no presenta arañazos visibles al tocarlo con la mano y los arañazos no deben ser superiores a 0,1.
Las especificaciones relativas a la tolerancia de la superficie se presentan en el cuadro I.
Tabla 1 adjunta. Requisitos de tolerancia de planitud
Dimensión de la superficie (mm)
Tamaño de la deformación (mm)
Abajo 3
Menos de ±0,2
Más de 3 pero menos de 30
Menos de ±0,3
Más de 30 pero menos de 400
Menos de ±0,5
Más de 400 pero menos de 1000
Inferior a ±1,0
Más de 1000 pero menos de 2000
Por debajo de ±1,5
Más de 2000 pero menos de 4000
Inferior a ± 2,0
2.2 Norma de inspección de curvado
2.2.1 Rebaba: La altura de la rebaba extruida después del doblado no debe exceder 10% del espesor de la chapa (t). A menos que se especifique lo contrario, la radio de curvatura debe ser R1.
2.2.2 Hendiduras: El producto puede presentar hendiduras visibles, pero no deben notarse al tacto. El producto puede compararse con una muestra de referencia.
2.2.3 Normas de deformación por flexión: Las normas de deformación por flexión deben ser conformes a las tablas II, III y IV.
2.2.4 Dirección y tamaño del doblado: La dirección y el tamaño del doblado deben ser coherentes con los planos.
Tabla 2 adjunta: Requisitos de tolerancia diagonal
Dimensión diagonal (mm)
Diferencia de dimensión de la diagonal (mm)
Por debajo de 300
Por debajo de ±0,3
Más de 300 pero menos de 600
Menos de ±0,6
Más de 600 pero menos de 900
Inferior a ±0,9
Más de 900 pero menos de 1200
Menos de ±1,2
Más de 1200 pero menos de 1500
Menos de ± 1,5
Más de 1500 pero menos de 1800
Inferior a ± 1,8
Más de 1800 pero menos de 2100
Por debajo de±2,1
Más de 2100 pero menos de 2400
Por debajo de±2,4
Más de 2400 a 2700
Por debajo de ±2,7
2.3 Ángulo:
El ángulo debe comprobarse y medirse de acuerdo con las especificaciones de los planos. La tolerancia para el ángulo se presenta en la Tabla III.
Valor límite de desviación de la dimensión angular
Valor límite de desviación de la dimensión angular
Clase de tolerancia
Segmentación básica por tamaños
0-10
>10-50
>50-120
>120-400
>400
Precisión f
± 1 °
±30'
+20'
±10'
±5'
Medio m
Grueso c
+1°30
+1°
+30
+15′
+10'
Más grueso v
+3°
±2°
+1°
+30'
+20'
2.4 Normas de inspección de piezas de chapa metálica
Las dimensiones se inspeccionarán de acuerdo con los requisitos del dibujo, y la tolerancia dimensional se muestra en la Tabla IV.
Tabla adjunta 4: Requisitos de tolerancia dimensional
Tamaño estándar
Tolerancia dimensional (mm)
Abajo 3
±0.2
Más de 3 pero menos de 30
±0.3
Más de 30 pero menos de 400
± 0.5
Más de 400 pero menos de 1000
±1.0
Más de 1000 pero menos de 2000
± 1.5
Más de 2000 pero menos de 4000
± 2.0
2.5 Soldadura
2.5.1 Las soldaduras deben ser fuertes y consistentes, sin defectos tales como soldaduras inadecuadas, grietas, penetración incompleta, penetración de la soldadura...muescas o rebajes.
La longitud y la altura de las soldaduras no deben superar 10% de la longitud y la altura requeridas.
2.5.2 Requisitos de los puntos de soldadura: La longitud de cada punto de soldadura debe estar comprendida entre 8 mm y 12 mm, con una distancia de 200 ± 20 mm entre dos puntos de soldadura. El punto de soldadura en V debe ser simétrico y tener posiciones superior e inferior uniformes.
Si los planos de procesamiento tienen requisitos especiales para los puntos de soldadura, estos requisitos tienen prioridad.
2.5.3 La distancia entre los puntos de soldadura debe ser inferior a 50 mm, el diámetro del punto de soldadura debe ser inferior a φ5 y los puntos de soldadura deben estar espaciados uniformemente. La profundidad de la hendidura en las soldaduras por puntos no debe superar 15% del espesor real de la chapa, y no deben quedar cicatrices de soldadura perceptibles después de la soldadura.
2.5.4 Después de la soldadura, ninguna otra pieza que no sea de soldadura puede ser dañada por la escoria o el arco de soldadura, y todas las soldadura superficial deben eliminarse la escoria y las salpicaduras.
2.5.5 Después de la soldadura, la superficie exterior de las piezas debe estar libre de inclusiones de escoria, agujeros de aire, solapamientos, protuberancias, depresiones o cualquier otro defecto. Los defectos de la superficie interior no deben ser perceptibles y no deben afectar al montaje.
La tensión posterior a la soldadura de piezas importantes, como paneles y paneles de puertas, también debe aliviarse para evitar la deformación de la pieza.
2.5.6 La superficie exterior de las piezas de soldadura debe alisarse mediante esmerilado. Para las piezas pulverizadas con polvo y las piezas galvanizadas, la rugosidad después del esmerilado debe ser Ra3,2-6,3, y para las piezas pintadas, debe ser Ra6,3-12,5.
3. Normas de inspección de las piezas pulverizadas
3.1 Inspección de aspecto (método de inspección: inspección visual y palpación)
3.1.1 Antes de pulverizar, debe desengrasarse la superficie de la pieza, desoxidadofosfatado y limpiado.
3.1.2 La superficie de la pieza no debe presentar marcas de agua ni restos de solución limpiadora.
3.1.3 La superficie de la pieza no debe presentar manchas de aceite, polvo, fibras u otros fenómenos indeseables que puedan afectar a la calidad o adherencia de la superficie pulverizada.
3.1.4 El color debe coincidir con el del plato de muestra (no debe observarse ninguna diferencia de color obvia bajo luz natural o una lámpara fluorescente de 60w para visión normal), y no debe haber diferencia de color para el mismo lote de productos (nota: la diferencia de color incluye el color y el brillo).
3.1.5 La superficie del revestimiento debe ser lisa, plana y uniforme, y no debe presentar los siguientes defectos:
No se seca y se vuelve a pegar: la superficie parece seca, pero en realidad no lo está del todo, con (o susceptible de) marcas de vetas en la superficie y pelusas de tela;
Descolgamiento: hay protuberancias líquidas en la superficie que tienen forma de perla en la parte superior;
Partículas: la superficie tiene un aspecto arenoso y se siente bloqueada al tacto;
Piel de naranja: la superficie tiene un aspecto desigual e irregular como la piel de una naranja;
Fugas de fondo: la superficie es transparente y el color del sustrato es visible;
Agujeros: pequeños orificios (hoyos) en la superficie debidos a la contracción, también llamados agujeros de alfiler;
Con dibujo: el color de la superficie varía en profundidad, mostrando dibujos;
Arruga: la superficie está localmente amontonada y levantada, mostrando arrugas (excepto en el caso del polvo para arrugas);
Inclusión: hay objetos extraños en el revestimiento;
Daños mecánicos: arañazos, abrasiones y magulladuras causados por fuerzas externas.
3.1.6 Normas de clasificación de la superficie:
Superficie de grado A: la superficie externa que se ve a menudo después del montaje, como el panel del armario, la puerta del armario, los laterales alrededor del armario, la superficie superior visible para la gente corriente y la superficie inferior visible sin agacharse.
Superficie de grado B: la superficie que rara vez se ve pero que puede verse en determinadas condiciones, como los accesorios interiores, las nervaduras de refuerzo y el lado interior de la compuerta que puede verse después de abrirla.
Superficie de grado C: la superficie que generalmente no se ve o sólo se ve durante el montaje, como la superficie de contacto entre el carro y el carril guía del armario.
3.1.7 Condiciones de inspección:
Requisitos de la fuente de luz: Luz diurna ártica o lámpara fluorescente interior de alta eficiencia con dos fuentes de luz (iluminancia de 1000 lúmenes).
Distancia de inspección visual: 300 mm para la superficie de grado A, 500 mm para la superficie de grado B y 1000 mm para la superficie de grado C.
3.1.8 Normas de inspección:
La superficie de grado del producto debe distinguirse según la norma de la fuente de luz.
La película de revestimiento de todas las superficies de grado no debe tener ninguna exposición del material base, descascarillado u otros defectos, y todas las superficies no deben tener arañazos, burbujas, agujeros de alfiler, acumulación de polvo u otros fenómenos indeseables.
Color y dibujo: el fabricante debe realizar muestras según las necesidades, que deben ser confirmadas por ambas partes.
La aceptación debe realizarse de acuerdo con la muestra, sin ninguna diferencia de color evidente (no más de 3 grados), y el grano debe coincidir con la muestra.
La inspección debe realizarse a la distancia de los ojos, escaneando a una velocidad de 3 m/min.
3.1.9 Norma sobre defectos de apariencia:
Véanse los criterios de determinación en el cuadro 5 adjunto.
Cuadro adjunto 5: Criterios de valoración de los defectos superficiales
Número de serie
Tipo de defecto
Valor de especificación (mm)
Límite de superficie (mm2)
Herramientas de inspección
Por debajo del 100
100-300
Más de 300
A
B
C
A
B
C
AB
C
1
Abrasión, rasguño, arañazo
10 de longitud y menos de 0,1 de anchura
0
2
2
0
3
1
4
4
Cinta Vernier
Longitud: 10, anchura: menos de 0,15
0
1
1
0
2
21
3
3
15 de longitud y menos de 0,1 de anchura
0
0
0
0
1
1
1
2
2
Más de 0,15 de ancho
0
0
0
0
0
0
1
1
2
Partícula extraña
Abajo 1
1
2
3
2
3
4
3
4
5
vernier
Por debajo de 1,5
0
1
2
1
2
3
2
3
4
Abajo 2
0
0
1
0
1
2
0
2
3
3
Cavidad de contracción
Por debajo de φ0,3
1
1
2
2
2
3
3
3
4
vernier
Por debajo de φ0,5
0
0
1
1
1
2
2
2
3
Por encima de φ0,5
0
0
0
0
0
1
0
0
2
4
Punto negro Punto blanco Puntos de otros colores
Por debajo del 0,3
1
2
2
2
3
3
3
4
4
vernier
5.
Hendidura de flexión
3 de longitud y menos de 0,2 de anchura.
2
3
3
3
4
4
4
5.
5.
vernier
Longitud: 5, anchura: menos de 0,2
1
2
2
2
3
3
3
4
4
Más de 5 de largo
0
1
1
1
2
2
2
3
3
Más de 0,2 de ancho.
0
0
1
1
0
2
0
2
3
6.
color y brillo
-
Además de los límites superior e inferior de la paleta de colores especificada, no se permiten las mezclas de colores ni los matizados.
Inspección visual
7.
brillo
-
No deberá haber desniveles según lo especificado en el diseño.
Inspección visual
8.
Manchas de aceite y manchas
-
No
Inspección visual
Observaciones: Los valores de los recuadros negros en negrita son los criterios de valoración. Por ejemplo, "2" significa que, en las condiciones especificadas, no se permiten más de 2 puntos.:
3.2 Norma de inspección del espesor del revestimiento
unidad: µm
Proyecto
Polvo para exteriores
Polvo para interiores
Pintura
Método de ensayo
Espesor de la superficie del producto
60~120
50~100
40~70
Medidor de espesor de revestimiento
Grosor interior del producto
60~100
50~80
30~60
Medidor de espesor de revestimiento
3.3 Detección del brillo y el color del revestimiento
3.3.1 Fabricación de la placa de color de pulverización
A. Durante la cocción, deben crearse dos placas de color para cada horno a fin de realizar una prueba de rendimiento. La placa metálica utilizada debe ser del mismo material que el producto, con un tamaño de 80 × 120, y debe añadirse al producto en condiciones normales. El número de polvo, las condiciones de curado, la fecha y la hora deben estar claramente marcados y firmados por el ingeniero de calidad (QE).
Tras la confirmación, el número, el nombre y la matrícula deben registrarse y gestionarse. Una placa debe conservarse para las pruebas y la otra para el archivo.
B. El período de validez de la placa de color utilizada en el proceso de fabricación de pulverizadores de polvo es de dos años, y debe almacenarse a temperatura ambiente (70 ± 15%) en un entorno exento de luz. El entorno de almacenamiento también debe mantener una temperatura y un nivel de humedad constantes.
3.3.2 Método de detección del brillo y el color
Brillo: El brillo debe evaluarse utilizando un brillómetro con un ángulo de incidencia de 60° y una tolerancia de error de ± 5%. Si los resultados cumplen estos criterios, el producto se considera cualificado.
Color: El color del producto debe coincidir con el dibujo del diseño o no diferir significativamente de la placa de color estándar.
3.4 Prueba de adherencia del revestimiento
3.4.1 Método de ensayo Baige
Tras el proceso de pulverización, se debe tomar una placa de color del horno y tallar 11 capas de revestimiento en la superficie de forma vertical y horizontal, con un intervalo de 1 mm. El tallado debe hacerse con la fuerza adecuada, de forma que el arañazo no llegue al sustrato.
A continuación, la superficie de revestimiento debe dividirse en 100 cuadrados y fijarse con un fuerte adhesivo transparente en un ángulo de 45 grados. A continuación, se retira de golpe el adhesivo. En ese momento, hay que comprobar si el contenido de cada cuadrado se ha desprendido.
Cada cuadrícula representa el 1%, y la norma de aceptación es el nivel 5, lo que significa que el número de cuadrículas con contenidos decrecientes no debe superar el 5.
3.4.2 Método de evaluación
Grado 0: No debe haber desprendimientos en ninguna intersección.
Grado 1: Menos del 5% del contenido en las intersecciones debe haberse desprendido.
Grado 2: Entre 5% y 15% de los contenidos en las intersecciones deberían haberse caído.
Grado 3: Entre 15% y 25% de los contenidos en las intersecciones deben haber caído.
Grado 4: Entre 25% y 35% de los contenidos en las intersecciones deben haber caído.
Grado 5: Más de 35% de los contenidos en las intersecciones deben haber caído.
3.4.3 Método de juicio
Cuando el espesor del revestimiento es inferior a 40μm, la longitud lateral de cada cuadrado no debe superar 1mm y debe cumplir los requisitos del Grado 2.
Cuando el grosor del revestimiento está entre 40μm y 90μm, la longitud lateral de cada cuadrado debe estar entre 1mm y 2mm y debe cumplir los requisitos del Grado 3.
Cuando el grosor del revestimiento está entre 90μm y 120μm, la longitud lateral de cada cuadrado debe ser de 2mm y debe cumplir los requisitos del Grado 4.
Cuando el grosor del revestimiento supera los 120μm, la adherencia puede verse reducida. En general, se prefiere que el grosor del revestimiento no supere los 120μm.
Como norma provisional, si hay un cuadrado completo con contenidos que caen, el producto se considerará no cualificado.
3.5 Método de ensayo de la placa de flexión
Después del proceso de pulverización, se debe tomar una placa de color del horno y doblarla 180 grados, de modo que el ángulo de doblado interno sea igual al espesor (r=t). Alternativamente, la placa de color se puede doblar 90 grados una vez, y el revestimiento no debe caerse.
3.6 Ensayo de resistencia del revestimiento al alcohol disolvente
La superficie del revestimiento debe limpiarse repetidamente con un paño de algodón blanco humedecido en alcohol durante 10 veces (sin ejercer una presión excesiva). Después de pasar el paño, no debe quedar ningún revestimiento visible que se haya desprendido del paño de algodón. Una vez que el alcohol se haya evaporado por completo, no debe apreciarse ninguna diferencia de color o brillo entre la zona limpiada y la que no lo está.
3.7 Prueba de resistencia al impacto
Utilizando el equipo de ensayo, debe dejarse caer libremente un martillo pesado de 500 g desde una altura de 500 mm. Los criterios de evaluación son los siguientes: tras impactar una cuarta parte del punzón en la parte frontal, no deben aparecer grietas ni caer películas sobre el revestimiento superficial.
3.8 Prueba de dureza
Se debe utilizar un lápiz 2H afilado para formar un ángulo de 45 grados con la superficie de la película y empujarlo hacia delante a lo largo de una regla durante 15-30 mm. A continuación, se comprobará la superficie de la película tras limpiar la marca resultante con una goma. El producto se considerará apto si no queda al descubierto ningún sustrato.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se mantienen en pie los rascacielos o soldados los coches? Este blog desvela la magia que se esconde tras las soldadoras eléctricas. Infórmate sobre los principales fabricantes, como Lincoln Electric y Miller Welds,...
Imagine una máquina que suelda con precisión y velocidad, pero que, sin las medidas de seguridad adecuadas, se convierte en un peligro. Este artículo se sumerge en las directrices esenciales para operar robots de soldadura de forma segura, cubriendo...
En las modernas líneas de producción de fabricación inteligente, cada vez más empresas hacen hincapié en la producción flexible. La automatización industrial es una tendencia importante en el desarrollo de la fabricación actual, y la industria de la robótica será un...
La tecnología de soldadura es una técnica prevalente en el campo de la fabricación mecánica y se ha aplicado ampliamente en diversas etapas de la producción industrial. Desempeña un papel fundamental en la...
Imagine una técnica de soldadura que ofrezca precisión, eficacia y versatilidad, todo ello minimizando los defectos. La soldadura por arco de plasma de polaridad variable (VPPAW) consigue precisamente eso para las aleaciones de aluminio. Mediante el ajuste independiente de la corriente...
¿Y si pudiera asegurarse de que sus soldaduras son perfectas en todo momento? En este artículo, exploraremos la evaluación del proceso de soldadura, un método crucial para probar y perfeccionar las técnicas de soldadura. Usted...
¿Su soldadora experimenta bloqueos del flujo de gas? Este problema común puede afectar gravemente a la calidad de la soldadura, causando defectos como porosidad y grietas. En este artículo, exploraremos las principales causas...
¿Se ha preguntado alguna vez cómo podemos reparar superficies metálicas sin generar calor intenso? Este artículo profundiza en los fascinantes principios que subyacen a las máquinas de soldadura en frío, que utilizan la deposición por electrochispa...
¿Se ha planteado alguna vez los problemas que plantea la soldadura de tubos de acero galvanizado? El revestimiento de zinc que protege estos tubos también presenta problemas como grietas, porosidad e inclusión de escoria durante la soldadura. Esto...