El 42CrMo es un acero aleado de alta resistencia conocido por sus excelentes propiedades mecánicas, como su gran resistencia y tenacidad, su buena templabilidad y la ausencia de fragilidad por revenido.
Tras el temple y revenido, presenta un alto límite de fatiga, resistencia al impacto y buena tenacidad al impacto a baja temperatura, por lo que es ideal para fabricar componentes de acero de tamaño grande y mediano que requieran tanto resistencia como tenacidad.
Nuestra empresa ha elegido el acero 42CrMo para fabricar un pivote grande, y el proceso de fabricación incluye los siguientes pasos: forja en bruto, normalizado, mecanizado en bruto, temple y revenido, acabado, excirculo de endurecimiento por inducción y excirculo de rectificado.
La estructura del pivote se ilustra en la figura 1.
Fig. 1 Estructura pivotante
2. Resumen de piezas defectuosas
Pueden producirse grietas en el eje pivotante durante los procesos de templado, revenido y revenido.
La grieta suele aparecer en la zona del arco de transición entre la raíz del eje pivotante y la brida.
Todo el eje pivotante se rompe a lo largo de la dirección radial y se extiende hasta la brida del extremo grande.
El eje pivotante puede agrietarse por completo. Consulte la Fig. 2 para ver la forma y la ubicación de la grieta.
Fig. 2 Morfología de la grieta después del temple, revenido y templado
En temple y revenido El proceso de esta pieza consiste en mantenerla a 840 ℃ durante 3 horas y enfriarla con aceite una vez sacada del horno. El tiempo de enfriamiento es de 30 minutos y se utiliza aceite Houghton K. aceite de temple.
Se han fabricado varios lotes de este producto sin grietas.
Para analizar las causas de las grietas, se tomaron muestras de una pieza agrietada en la brida del extremo grande y se analizaron su composición química, su estructura metalográfica y sus grietas. Se tomaron muestras de la grieta de la brida (véase la Fig. 3) para su análisis.
Fig. 3 Toma de muestras en la brida
Véanse los resultados de los análisis de composición química en el cuadro 1
Tabla 1 Composición química (fracción másica) de 42CrMo Pivote de acero (%)
Elemento
Valor estándar
Valor medido
C
0.38~0.45
0.43
Si
0.17~0.37
0.28
Mn
0.5~0.8
0.68
S
≤0.035
0.007
P
≤0.035
0.016
Cr
0.9~1.2
1
Mo
0.15~0.25
0.2
Ni
≤0.30
0.034
Cu
≤0.30
0.046
Al
–
0.026
La estructura metalográfica se muestra en la Fig. 4.
Fig. 4 Estructura metalográfica de la grieta y la superficie
Los resultados de los análisis indican que la composición química del acero 42CrMo cumple los requisitos técnicos. La dureza superficial medida es de 296HBW, que entra dentro del rango requerido de 277-331HBW. La estructura metalográfica es de sorbita templada, y la estructura central es de sorbita templada+ferrita.
La grieta de la pieza tiene forma de arco, y no hay descarburización a ambos lados de la grieta, lo que indica que no había grieta antes del temple y revenido, y no se observaron otras anomalías.
Los analistas físicos y químicos atribuyen la grieta a una tensión excesiva durante el templado, revenido y revenido, según la muestra.
Sin embargo, debido al tamaño de la pieza y a la dificultad del muestreo, el autor sugiere que la posición de corte de la muestra puede ser la zona de crecimiento de la grieta y no el lugar de iniciación de la grieta, por lo que es necesario realizar más análisis.
Dado que el origen de la grieta no puede identificarse a través de la superficie de fractura, se propone cortar la pieza para localizar el origen de la grieta. Llama o corte por plasma puede influir en la localización de la fractura, por lo que se recomienda el corte por hilo para cortar la localización de la grieta en la zona de transición del eje de la pieza defectuosa.
Cuando el corte alcanza 1/3 del diámetro, el eje pivotante se rompe en dos secciones, lo que permite seguir analizando la causa de la grieta.
3. Análisis de las causas de las grietas
La morfología de la fractura tras el corte con alambre se muestra en la Fig. 5.
Fig. 5 Posición de la fractura de la grieta tras el corte con alambre
El centro de la fractura parece marrón, mientras que la parte exterior presenta una coloración normal del metal. La coloración marrón del centro es anormal y probablemente se deba a la oxidación.
El análisis indica que probablemente existían grietas en el centro de la pieza antes de los procesos de temple, revenido y posterior forja, normalización y temple. Las grietas habrían sufrido oxidación durante estos procesos, lo que habría provocado la decoloración marrón.
Para confirmar esta hipótesis, se tomó una muestra de la zona marrón y se analizó. La muestra se cortó desde el centro en dirección axial. Al cortarla y procesarla, se descubrió que había numerosas grietas distribuidas radialmente, como se muestra en la figura 6.
Fig. 6 Localización de la fractura de la grieta
El análisis de la muestra muestra que la muestra tiene una estructura bandeada evidente (Grado 4), como se muestra en la Fig. 7.
Fig. 7 Estructura metalográfica del centro de la grieta
Las grietas, que son múltiples y aproximadamente paralelas, se distribuyen a lo largo de la dirección de la estructura en bandas y perpendicularmente a la dirección de forja.
El autor cree que había grietas presentes antes del proceso de temple y revenido del eje pivotante, y estas grietas estaban localizadas en el centro, sin grietas visibles en la superficie.
Durante el proceso de temple y revenido, las grietas se expandieron debido a la influencia de la tensión organizativa y térmica, y la estructura en bandas también desempeñó un papel.
En consecuencia, es necesario realizar un análisis más detallado para determinar si se produjeron problemas como una temperatura de forja insuficiente y una relación de forja poco razonable durante el proceso de forja.
Para evitar que cualquier pieza defectuosa entrara en el mercado, se investigaron a fondo los productos en proceso.
Todos los productos en proceso se sometieron a pruebas END con un detector de defectos por ultrasonidos.
Tras la investigación, se descubrieron dos productos anómalos y se comprobaron sus números de serie de producción.
Se descubrió que los números de serie de producción de los dos productos anómalos formaban parte del mismo lote de productos falsificados que contenían las piezas agrietadas.
Para validar los primeros análisis y juicios, se realizó un corte con hilo en las partes anómalas encontradas a lo largo de la dirección axial.
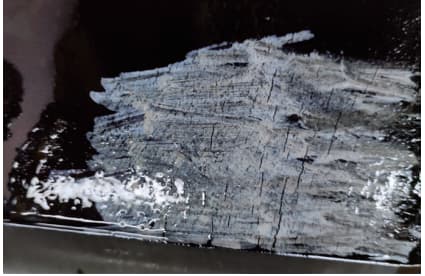
La superficie de corte reveló claramente la presencia de varias grietas detalladas, que eran perpendiculares a la dirección de forja, como se ilustra en la Fig. 8.
Fig. 8 Superficie de corte de las piezas defectuosas
Tras una nueva verificación, se juzgó que la grieta se había generado durante la forja.
4. Conclusión
1)La fractura del eje pivotante puede atribuirse directamente a la grieta de forja formada durante el proceso de forja de la pieza. Esta grieta se expandió durante el temple y revenido, y la presencia de una estructura en bandas también contribuyó a su crecimiento.
2)Al realizar el análisis de fallos, es importante localizar cuidadosamente el origen de la grieta. Diferentes ubicaciones de muestreo pueden afectar significativamente a los resultados del análisis. Por lo tanto, es esencial analizar e identificar la causa desde el origen para evitar despistes.
3)Reforzar la inspección de entrada de materias primas es crucial para evitar que las piezas defectuosas entren en el proceso de producción.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]