1. Curva de enfriamiento del tratamiento térmico
El proceso de tratamiento térmico suele constar de tres etapas: calentamiento, mantenimiento y enfriamiento.
El calentamiento se realiza para transformar la perlita en austenitay la etapa de mantenimiento se utiliza para garantizar una austenitización completa.
El método de enfriamiento depende del proceso, controlando principalmente la velocidad de enfriamiento, lo que da lugar a perlita, bainita, martensita o una mezcla de estructuras, dependiendo de la velocidad de enfriamiento.
Normalmente, la martensita se produce durante el enfriamiento, y la martensita templada (a bajas temperaturas), la troostita (a temperaturas medias) y la sorbita (a altas temperaturas) se producen en función de las diferentes temperaturas de templado tras el enfriamiento.
La curva de transformación isotérmica del acero eutectoide se representa en la figura 1, que refleja esencialmente el tiempo de inoculación, el tiempo de finalización de la transformación y los productos de transformación necesarios para la transformación del acero eutectoide a diferentes temperaturas.
Fig. 1 Curva de transformación isotérmica del acero eutectoide
En la producción real de tratamientos térmicos, hay muchos casos en los que se utiliza el enfriamiento continuo en lugar de un proceso de enfriamiento isotérmico por etapas.
El enfriamiento rápido requiere que la velocidad de enfriamiento del estructura martensítica debe ser superior a la velocidad crítica de enfriamiento. La velocidad de refrigeración superficial de la pieza suele ser más rápida que la velocidad de refrigeración del núcleo.
Uno de los principios para la selección de un aceite de temple es que debe proporcionar una velocidad de enfriamiento superior al tasa de enfriamiento crítica para producir martensita durante el enfriamiento. Además, es importante tener en cuenta la minimización de la deformación y evitar las grietas.
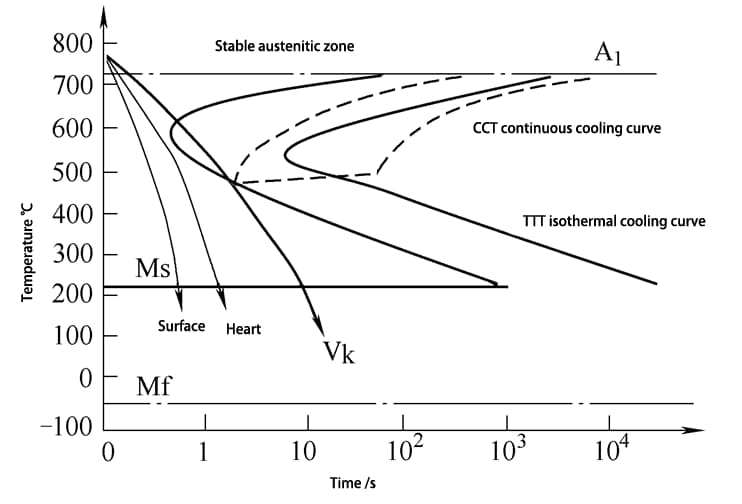
La velocidad de enfriamiento debe ser moderada y no excesiva, como se muestra en la figura 2.
Fig. 2 Curva TTT y curva CCT del acero al carbono eutectoide
2. Método de enfriamiento ideal
Según la ley de transformación de enfriamiento del acero, se espera que la velocidad de enfriamiento sea alta en la zona de temperatura crítica y que el acero pase por la nariz del Curva C lo más rápidamente posible para evitar la transformación en una estructura de perlita o bainita.
En la zona peligrosa, donde comienza la transformación en martensita, la velocidad de enfriamiento debe ralentizarse para reducir la deformación e incluso las grietas causadas por la tensión estructural generada por la transformación estructural.
Es el caso del doble enfriamiento líquido, que consiste en enfriar primero en agua y luego en aceite.
Para el enfriamiento de un solo líquido, el medio refrigerante debe tener las siguientes características de enfriamiento: enfriamiento rápido en la zona de temperatura crítica y enfriamiento lento en la zona de temperatura peligrosa.
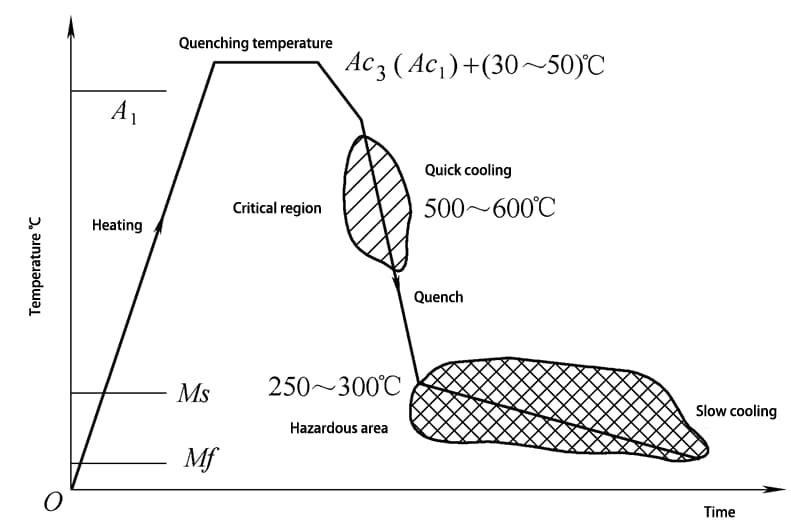
El segundo principio para seleccionar un aceite de temple es proporcionar un enfriamiento rápido a altas temperaturas y un enfriamiento lento a bajas temperaturas, teniendo en cuenta al mismo tiempo los requisitos de dureza y deformación, como se muestra en la figura 3.
Fig. 3 Diagrama esquemático del método de enfriamiento ideal
3. Curva de enfriamiento del aceite de temple
El aceite de temple para tratamiento térmico debe poseer las propiedades refrigerantes descritas anteriormente.
La velocidad de enfriamiento de las piezas debe ser rápida en la zona de temperatura crítica y lenta en la zona de temperatura peligrosa.
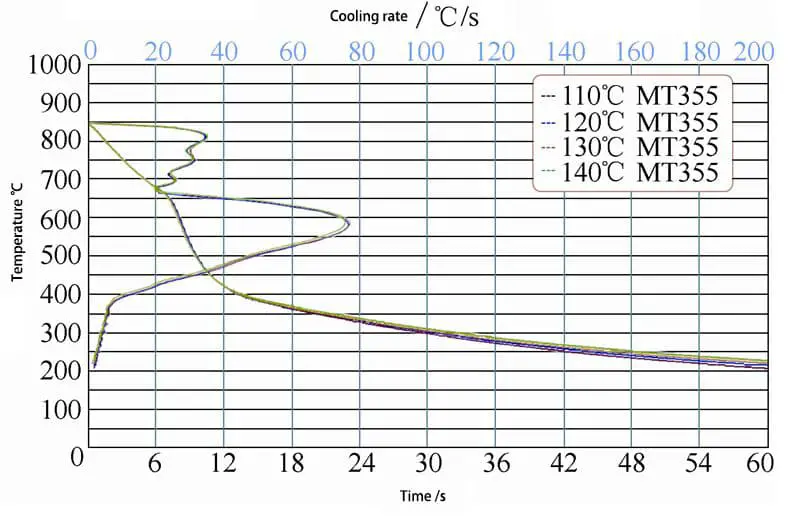
La figura 4 muestra la curva característica de enfriamiento del aceite de temple Houghton MT355 a diferentes temperaturas del aceite, ilustrando la relación entre el tiempo de enfriamiento de la muestra, la velocidad de enfriamiento y la temperatura, así como la capacidad de enfriamiento del aceite de temple a diferentes temperaturas.
Fig. 4
4. Requisitos de dureza y efectos de deformación
La velocidad crítica de enfriamiento de los distintos materiales varía, y los requisitos de dureza de las piezas también difieren en función de su uso previsto.
Además, los requisitos de precisión y control de la deformación de las piezas también varían, por lo que es necesario seleccionar un aceite de temple con una velocidad de enfriamiento adecuada en función de los requisitos reales de dureza y del proceso de control de la deformación y los requisitos técnicos.
Una vez seleccionado el aceite de temple, deben ajustarse diversas medidas de control, como la temperatura de temple, la temperatura del aceite, la velocidad y el tiempo de enfriamiento de la mezcla, el tiempo de alimentación del aceite, etc., controlando la calidad de las materias primas (pieza y materiales del aceite), combinando el proceso de templado tras el temple, la temperatura de templado y los parámetros de tiempo de templado, para satisfacer los requisitos de dureza y estructura metalográfica de las piezas.
La deformación del tratamiento térmico debe mantenerse dentro de un margen razonable mediante el ajuste y el control de los parámetros del proceso de tratamiento térmico y la coordinación del tratamiento en frío y en caliente.
5. Método de selección del aceite de temple para el tratamiento térmico
Se ha discutido el principio de selección del aceite de temple en el proceso de enfriamiento del tratamiento térmico: el aceite debe tener un rendimiento de enfriamiento que alcance la dureza requerida, con una velocidad de enfriamiento rápida y sin grietas.
Además, la deformación del tratamiento térmico debe mantenerse dentro de un margen razonable, lo que requiere una velocidad de enfriamiento más lenta. El objetivo es encontrar un equilibrio óptimo entre estos requisitos contradictorios.
Esta exigencia de velocidades de enfriamiento variables depende de la gama de temperaturas. Esto orienta el desarrollo de los aceites de temple para tratamiento térmico.
Debido a las limitaciones en las condiciones de detección, una selección aproximada de los medio de enfriamiento puede hacerse basándose en el conocimiento general y la experiencia en el proceso de producción del tratamiento térmico. Se puede realizar una verificación adicional mediante pruebas.
El uso generalizado de instrumentos de características de enfriamiento proporciona un medio para analizar y comparar el rendimiento de enfriamiento de diferentes aceites de temple, ayudando a optimizar el proceso de selección.
Las pruebas condicionales o la subcontratación de pruebas, o exigir a las compañías petroleras que proporcionen informes de datos de pruebas sobre las características de enfriamiento del aceite de temple, pueden proporcionar una base científica para seleccionar el mejor aceite de temple.
Utilizando este método, hay muchas opciones de aceites de temple que cumplen los requisitos de uso.
Según las condiciones reales de producción y la política de calidad de la empresa, el aceite de temple más adecuado debe seleccionarse mediante una comparación exhaustiva que tenga en cuenta no sólo sus requisitos de rendimiento de refrigeración, sino también otros indicadores técnicos.
El proceso de selección debe tener en cuenta la estabilidad y resistencia a la oxidación del aceite de temple, su repetibilidad y reproducibilidad del rendimiento de enfriamiento, el brillo, la seguridad y el coste.
Los requisitos técnicos para el aceite de temple, tal y como se describen en QB/T0001-2007, JB/T7951 y SH/T0220, deben cumplirse en términos de viscosidad cinemática, punto de inflamación, punto de ignición, humedad, punto de fluidez, corrosión, brillo, presión de vapor saturado (para aceite de temple al vacío), estabilidad de oxidación térmica, rendimiento de enfriamiento, velocidad máxima de enfriamiento y tiempo de enfriamiento durante el tratamiento térmico.
6. Conclusión
El principio y el método para seleccionar el aceite de temple se han presentado anteriormente.
El rendimiento de refrigeración del aceite de temple depende de muchos factores, como el aceite base y los aditivos, y abarca una amplia gama.
El enfriamiento es un paso crucial en el proceso de tratamiento térmico y debe elegirse con sumo cuidado.
Tras analizar y comparar varias opciones, se puede hacer una recomendación preliminar para el aceite de temple. A continuación, esta recomendación debe verificarse mediante pruebas, así como teniendo en cuenta su rendimiento en la industria, los comentarios del mercado y los requisitos técnicos, de seguridad, calidad, coste y otros factores. Finalmente, se puede determinar la selección del aceite de temple.