El concepto de mecanizado en 5 ejes
Fundamentos de máquinas de 5 ejes
El mecanizado en 5 ejes se refiere al uso de sistemas CNC para mover simultáneamente herramientas de corte o piezas de trabajo a lo largo de cinco ejes diferentes. Estas máquinas permiten que la herramienta de corte se acerque a la pieza desde casi cualquier dirección, lo que da lugar a piezas más precisas y complejas.
Los cinco ejes de movimiento son:
- Eje X: izquierda y derecha a lo largo de la mesa
- Eje Y: delante y detrás a lo largo de la mesa
- Eje Z: arriba y abajo perpendicular a la mesa
- Eje A: rotación alrededor del eje X
- Eje B: rotación alrededor del eje Y
Al incorporar rotaciones a lo largo de los ejes A y B, las máquinas de 5 ejes alcanzan mayores niveles de precisión y permiten crear formas más intrincadas. Esta flexibilidad añadida puede reducir los tiempos de preparación, mejorar la calidad superficial y producir piezas con tolerancias más estrictas.
Mecanizado simultáneo en 5 ejes
El mecanizado simultáneo en 5 ejes es un método específico que implica mover los cinco ejes al mismo tiempo durante el proceso de mecanizado. A diferencia de los métodos tradicionales de mecanizado de 3 ejes o 5 ejes indexados, el mecanizado simultáneo de 5 ejes ofrece un movimiento multieje continuo, lo que da como resultado una trayectoria de corte suave y continua.
Este enfoque permite geometrías de pieza aún más complejas y tolerancias más estrictas mediante el control de la posición angular de la herramienta de corte en relación con la pieza de trabajo en todo momento. El mecanizado simultáneo en 5 ejes reduce significativamente el riesgo de colisión de las herramientas, elimina la necesidad de múltiples configuraciones y permite utilizar herramientas más cortas y rígidas, lo que reduce las vibraciones y mejora el acabado superficial.
En resumen, el mecanizado en 5 ejes ofrece numerosas ventajas, como una mayor precisión, flexibilidad y eficacia. La inclusión de técnicas de mecanizado simultáneo en 5 ejes amplía aún más los límites, permitiendo a los fabricantes producir piezas más complejas e intrincadas con mayores niveles de precisión.
Procesos de mecanizado en 5 ejes
Procesos de corte
El mecanizado en 5 ejes implica procesos de corte que utilizan movimientos multidireccionales, lo que permite una mayor flexibilidad y precisión. Las herramientas de corte funcionan en cinco ejes en lugar de los tres tradicionales, lo que incluye no sólo movimientos lineales a lo largo de los ejes X, Y y Z, sino también rotación alrededor de los ejes A y B. Esta mayor libertad de movimiento permite mecanizar geometrías complejas con mayor eficacia y precisión. Esta mayor libertad de movimiento permite mecanizar geometrías complejas con mayor eficacia y precisión.
Entre los aspectos importantes de los procesos de corte en el mecanizado de 5 ejes se incluyen:
- Optimización de la trayectoria de la herramienta: Reduce el tiempo de mecanizado y mejora la vida útil de la herramienta al evitar movimientos innecesarios.
- Corte continuo: Mediante el ajuste continuo de la orientación de la herramienta, se puede lograr una mejor calidad superficial y prolongar la vida útil de la herramienta.
- Prevención de colisiones: El software avanzado garantiza que la herramienta de corte y la pieza no colisionen, lo que minimiza los posibles daños a la máquina o a la pieza mecanizada.
Procesos de fresado
Los procesos de fresado en centros de mecanizado de 5 ejes incluyen diversas técnicas que permiten crear geometrías intrincadas y precisas. Estos procesos suelen llevarse a cabo con máquinas de control numérico por ordenador (CNC), que garantizan altos niveles de precisión, repetibilidad y eficacia. Algunos de los procesos de fresado más comunes en el mecanizado de 5 ejes incluyen:
- Fresado de contornos: Este proceso consiste en cortar a lo largo de la trayectoria geométrica deseada, creando superficies lisas y reduciendo la necesidad de acabado posterior.
- Fresado indexado: Permite posicionar la herramienta de corte a intervalos específicos, lo que posibilita el mecanizado de geometrías complejas con gran precisión.
- Fresado simultáneo en 5 ejes: En este proceso, la herramienta de corte y la pieza se mueven simultáneamente, lo que permite fresar piezas complejas y detalladas.
Ajustes de mecanizado
La complejidad del mecanizado de 5 ejes requiere configuraciones avanzadas para garantizar que la pieza de trabajo se posiciona con precisión y se sujeta con seguridad durante los procesos. Existen varios tipos de configuraciones utilizadas habitualmente en los centros de mecanizado de 5 ejes:
- Configuración de 3+2 ejes: Esta configuración implica posicionar la pieza de trabajo de forma estacionaria mientras la herramienta de corte se mueve a lo largo de los ejes deseados. Aunque no es una verdadera configuración de 5 ejes, proporciona la flexibilidad adecuada para la mayoría de las aplicaciones.
- Configuración de cabezal giratorio: En esta configuración, la herramienta de corte puede girar alrededor de los ejes A y B, lo que permite mecanizar una gama más amplia de geometrías.
- Configuración de mesa giratoria: Esta configuración cuenta con una mesa giratoria que sujeta la pieza y permite un mejor acceso de la herramienta de corte a sus distintas superficies.
La elección de la configuración adecuada para una operación de mecanizado específica depende de varios factores, como la complejidad de la pieza, el equipo disponible y el nivel de precisión deseado. La selección de la configuración adecuada puede influir enormemente en la calidad del producto acabado, así como reducir el tiempo de mecanizado y la utilización de recursos.
Mecanizado en 5 ejes
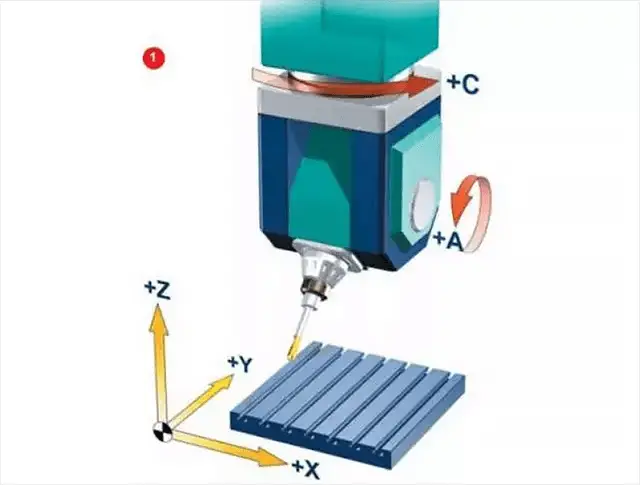
Para comprender realmente el mecanizado en 5 ejes, primero tenemos que entender qué es una máquina herramienta de 5 ejes. El mecanizado de 5 ejes, como su nombre indica, implica la adición de dos ejes giratorios a los tres ejes lineales comunes de X, Y y Z.
Los dos ejes de rotación (ejes A, B y C) tienen diferentes modos de movimiento para satisfacer los requisitos técnicos de diversos productos.
Fabricantes de máquinas herramienta se esfuerzan continuamente por desarrollar nuevos modos de movimiento para satisfacer diversos requisitos en el diseño mecánico de herramientas de mecanizado de 5 ejes.
En conclusión, existen varios tipos de máquinas-herramienta de 5 ejes actualmente disponibles en el mercado. Aunque sus estructuras mecánicas varían, las formas principales incluyen:
Dos coordenadas giratorias controlan directamente la dirección del eje de la herramienta (forma de cabeza de péndulo doble)
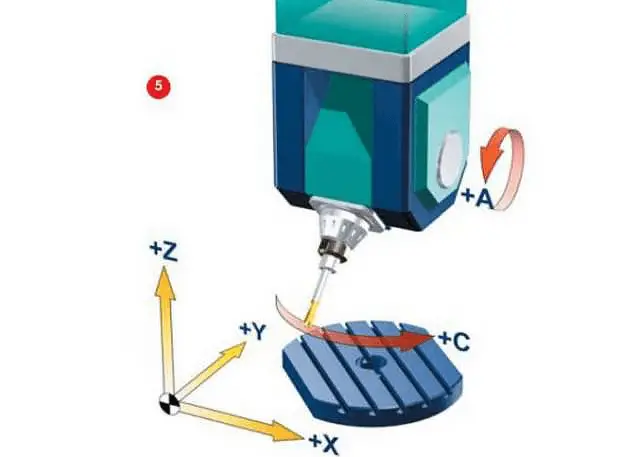
Los dos ejes de coordenadas se encuentran en la parte superior de la herramienta, pero el eje de rotación no es perpendicular al eje lineal (forma de cabeza giratoria Nutate)
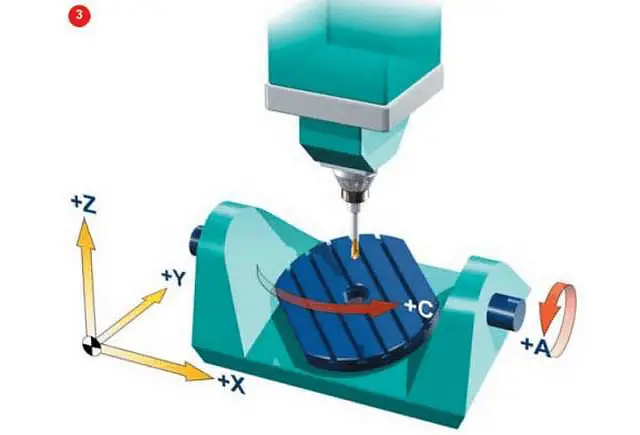
Dos coordenadas giratorias controlan directamente la rotación del espacio (forma de doble plato giratorio)
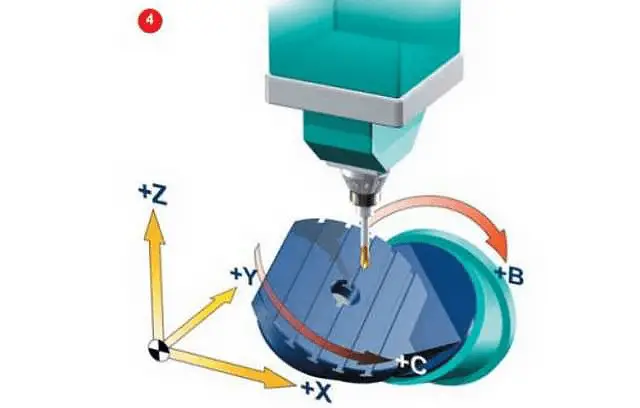
Los dos ejes de coordenadas están en la mesa de trabajo, pero el eje de rotación no es perpendicular al eje lineal (forma de banco de trabajo Nutate)
Dos coordenadas de rotación, una que actúa sobre la herramienta y otra que actúa sobre la pieza (una forma de giro y otra de rotación)
*Términos: Si el eje de rotación no es perpendicular al eje lineal, se considera un eje "en forma de tuerca".
Una vez comprendidas las máquinas-herramienta de 5 ejes, debemos adentrarnos en sus movimientos.
Sin embargo, con una gama tan diversa de estructuras de máquinas herramienta, ¿qué propiedades únicas pueden mostrar durante el mecanizado?
En comparación con las máquinas-herramienta tradicionales de 3 ejes, ¿cuáles son las ventajas?
Examinemos ahora los aspectos más destacados de la máquina-herramienta de 5 ejes.
Características de las máquinas herramienta de 5 ejes
Hablando de las características de las máquinas-herramienta de 5 ejes, es importante compararlas con las máquinas tradicionales de 3 ejes.
Los equipos de procesamiento de 3 ejes son más comunes en la producción, y existen varias formas, como vertical, horizontal y de pórtico.
Los métodos de procesamiento habituales incluyen el corte de extremos y el corte lateral con una fresa de extremo, y el procesamiento de perfilado con una fresa de punta esférica, entre otros.
Sin embargo, independientemente de la forma o el método, una característica común es que la dirección del eje de la herramienta permanece invariable durante el proceso de mecanizado.
La máquina herramienta sólo puede realizar el movimiento de la herramienta en el sistema de coordenadas rectangulares espaciales mediante la interpolación de los tres ejes lineales X, Y y Z.
Por lo tanto, al enfrentarse a determinados productos, quedan al descubierto las desventajas de la máquina herramienta de 3 ejes, como la baja eficacia, la mala calidad de la superficie e incluso la incapacidad para procesar el producto.
En comparación con los equipos de mecanizado CNC de 3 ejes, los centros de mecanizado de 5 ejes ofrecen las siguientes ventajas:
- Mantener el mejor estado de corte de la herramienta y mejorar las condiciones de corte
Como se muestra en la figura, en el modo de corte de 3 ejes de la izquierda, cuando el herramienta de corte se desplaza hacia la punta o el borde de la pieza, las condiciones de corte se deterioran gradualmente.
Para mantener el mejor estado de corte, la mesa debe girarse.
Para procesar completamente un plano irregular, la mesa de trabajo debe girarse varias veces en distintas direcciones.
Se puede observar que la máquina herramienta de cinco ejes también puede evitar la situación en la que la velocidad lineal del punto central de la fresa de punta esférica es cero, lo que da como resultado una mejor calidad de la superficie.
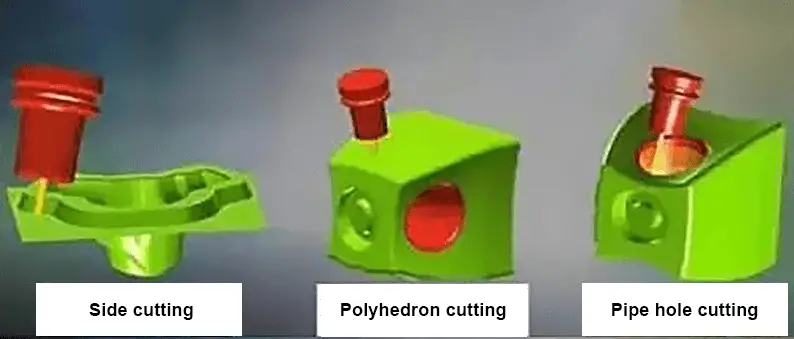
- Evitar eficazmente las interferencias de las herramientas
Como se muestra en la figura anterior, para los componentes del campo aeroespacial, como impulsores, álabes y blisks, el equipo de 3 ejes no cumple los requisitos de procesamiento debido a las interferencias.
La herramienta de mecanizado de 5 ejes puede cumplir este requisito.
Además, la máquina herramienta de 5 ejes también puede emplear herramientas más cortas para el procesamiento, lo que mejora la rigidez del sistema, reduce el número de herramientas necesarias y elimina la necesidad de herramientas especiales.
Para los empresarios, esto se traduce en un ahorro de costes en términos de gastos en herramientas con el uso de máquinas herramienta de 5 ejes.
- Reducir el número de sujeción y mecanizado completo de cinco caras en una sola sujeción
Como puede verse en la figura anterior, el centro de mecanizado de 5 ejes también puede reducir la conversión de banco y mejorar la precisión del mecanizado.
En el procesamiento real, sólo se requiere una sujeción, lo que facilita garantizar la precisión.
Además, gracias al acortamiento de la cadena de procesamiento y a la reducción del número de equipos para el centro de mecanizado de 5 ejes, también se han reducido el número de dispositivos, la superficie del taller y los costes de mantenimiento.
Esto significa que puede utilizar menos dispositivos, menos espacio en el taller y reducir los costes de mantenimiento para lograr un procesamiento más eficaz y de mayor calidad.
- Mejorar la calidad y la eficacia del procesado
Como se muestra en la figura, la máquina herramienta de 5 ejes puede realizar el corte a través del borde lateral de la herramienta, lo que mejora la eficacia del procesamiento.
- Acortar la cadena del proceso de producción y simplificar la gestión de la producción
La completa capacidad de mecanizado de la máquina de 5 ejes Máquina CNC acorta considerablemente el proceso de producción y agiliza la gestión y planificación de la producción.
Sus ventajas se hacen cada vez más evidentes para las piezas más complejas en comparación con los métodos tradicionales con procesos dispersos.
- Acortar el ciclo de desarrollo de nuevos productos
Para las empresas de los sectores aeroespacial y automovilístico, el desarrollo de nuevos productos suele implicar formas complejas y requisitos de alta precisión.
En estos casos, el uso de un centro de mecanizado CNC de 5 ejes, con su gran flexibilidad, precisión y completas capacidades de procesamiento, puede resolver eficazmente los problemas de precisión y ciclos en el procesamiento de piezas complejas.
Esto, a su vez, reduce significativamente el ciclo de desarrollo y mejora la tasa de éxito del desarrollo de nuevos productos.
Sin embargo, es importante tener en cuenta que las máquinas de 5 ejes son más complejas que las de 3 ejes en lo que respecta al control de la actitud de la herramienta, el CNC, la programación CAM y el postprocesamiento.
Además, hay que tener en cuenta las cuestiones de los 5 ejes verdaderos y falsos. La distinción entre 5 ejes verdaderos y falsos radica en la presencia o ausencia de la función RTCP.
Para comprender mejor el RTCP y cómo se produce y aplica, vamos a sumergirnos en la estructura de la máquina herramienta y el postprocesamiento de programación.
Acerca de RTCP
RTCP, que significa Rotated Tool Center Point, es un aspecto crucial de las máquinas de 5 ejes de alta calidad. Sistemas CNC. También se conoce como función de seguimiento de información sobre herramientas.
En el mecanizado de 5 ejes, el movimiento giratorio de la herramienta produce movimientos adicionales de la punta de la herramienta, lo que afecta al lugar de la cúspide y a la actitud entre la herramienta y la pieza.
Para garantizar que la punta de la herramienta sigue la trayectoria prescrita, el sistema CNC debe corregir automáticamente el punto de control, que a menudo no coincide con la punta de la herramienta.
La misma tecnología puede denominarse TCPM, TCPC o RPCP. Estos nombres tienen un significado similar al de RTCP, pero la principal diferencia radica en la forma de aplicar la tecnología.
RTCP se refiere específicamente a la aplicación del punto central de rotación de la cabeza del péndulo para compensar en la estructura de doble cabeza de péndulo.
Por otro lado, funciones como RPCP se utilizan principalmente en máquinas de doble mesa giratoria para compensar el cambio de coordenadas del eje lineal provocado por la rotación de la pieza.
En esencia, estas funciones pretenden mantener inalterados el punto central de la herramienta y el punto de contacto real entre la herramienta y la superficie de la pieza.
A efectos de este artículo, estas técnicas se denominarán colectivamente tecnología RTCP.
El origen de la función RTCP
Hace años, cuando las máquinas-herramienta de cinco ejes empezaron a popularizarse en el mercado, los fabricantes de máquinas-herramienta hicieron mucho hincapié en el concepto de RTCP.
En aquel momento, la función RTCP era más una tecnología por la tecnología y más una herramienta de marketing.
Sin embargo, en realidad, la función RTCP no es sólo una buena tecnología, sino también una valiosa herramienta que puede aportar beneficios y crear valor para los clientes.
Con una máquina herramienta equipada con tecnología RTCP (también conocida como máquina herramienta de 5 ejes reales), los operarios no tienen que alinear cuidadosamente la pieza con el eje de la mesa giratoria.
En su lugar, pueden simplemente sujetarlo y la máquina herramienta compensará automáticamente el desplazamiento, lo que reduce significativamente el tiempo de preparación y mejora la precisión del mecanizado.
Además, el posprocesamiento es más sencillo porque las coordenadas y vectores de las herramientas se obtienen fácilmente.
Como ya se ha mencionado, los cinco ejes Máquinas herramienta CNC se presentan principalmente en forma de doble cabezal oscilante, doble plato giratorio o una estructura oscilante y otra giratoria.
En la siguiente sección, utilizaremos un sistema CNC de 5 ejes de gama alta y doble mesa giratoria como ejemplo para proporcionar una explicación detallada de la función RTCP.
Definición del cuarto y quinto eje en una máquina herramienta de 5 ejes:
En la estructura de mesa giratoria doble, la rotación del cuarto eje afecta a la actitud del quinto eje, y el quinto eje es la coordenada giratoria en el cuarto eje.
Sin embargo, la rotación del quinto eje no afecta a la actitud del cuarto eje.
Bien, vamos a explicarlo después de entender la definición.
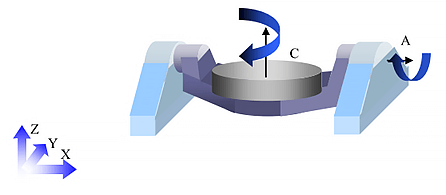
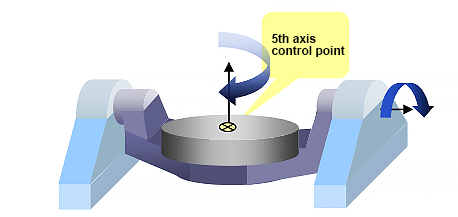
Como se muestra en la figura, el cuarto eje de la máquina herramienta se denomina eje A y el quinto eje es el eje C.
La pieza se coloca sobre la mesa giratoria del eje C. Cuando el 4º eje, el eje A, gira, la actitud del eje C se verá impactada al instalarse sobre el eje A.
Al programar el corte por el centro de la herramienta para la pieza colocada en la mesa giratoria, cualquier cambio en la coordenada de rotación provocará un cambio en las coordenadas X, Y y Z del eje lineal, lo que dará lugar a un desplazamiento relativo.
Para hacer frente a este desplazamiento, la máquina herramienta debe realizar una compensación, que es donde entra en juego la función RTCP.
Entonces, ¿cómo compensa la máquina herramienta el desplazamiento?
Para responder a esta pregunta, primero tenemos que analizar el origen del desplazamiento. Como se ha comentado anteriormente, el desplazamiento de coordenadas del eje lineal está causado por el cambio en la coordenada de rotación. Por lo tanto, es crucial analizar el centro de rotación del eje de rotación.
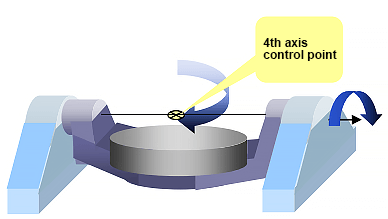
En una máquina herramienta con una estructura de doble mesa giratoria, el punto de control del eje C, o el quinto eje, suele estar situado en el centro de rotación de la mesa de la máquina.
El cuarto eje suele elegir como punto de control el punto medio del cuarto eje.
Para conseguir un control de cinco ejes, el sistema CNC debe conocer la relación entre los puntos de control del cuarto y del quinto eje.
En el estado inicial, cuando los ejes A y C están en la posición 0, el punto de control del cuarto eje es el origen en el sistema de coordenadas de rotación del cuarto eje y el punto de control del quinto eje está representado por el vector de posición [U, V, W].
El sistema CNC también debe conocer la distancia entre los ejes A y C.
En el caso de las máquinas herramienta de doble mesa giratoria, puede verse un ejemplo en la figura adjunta.
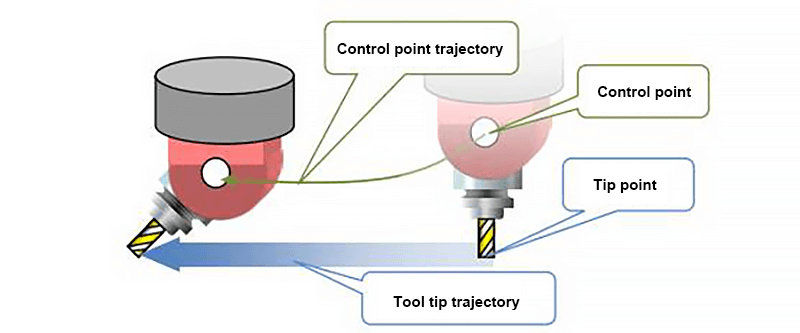
Se puede observar que para las máquinas con capacidad RTCP, el sistema de control está diseñado para mantener el centro de la herramienta siempre en la posición especificada en la programación. Esto significa que la programación no se ve afectada por el movimiento de la máquina.
Cuando programe en la máquina, no tendrá que tener en cuenta el movimiento de la máquina ni la longitud de la herramienta. Concéntrese simplemente en el movimiento relativo entre la herramienta y la pieza. El sistema de control de trabajo se encargará del resto por usted.
Por ejemplo:
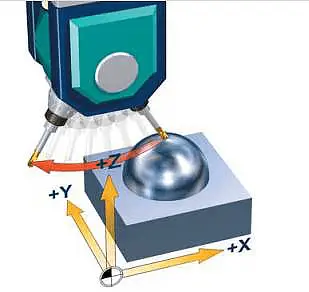
Como se ilustra en la figura, cuando la función RTCP está ausente, el sistema de control no tiene en cuenta la longitud de la herramienta.
Como resultado, la herramienta gira alrededor del centro de su eje, haciendo que la punta se desvíe de su posición y quede sin fijar.
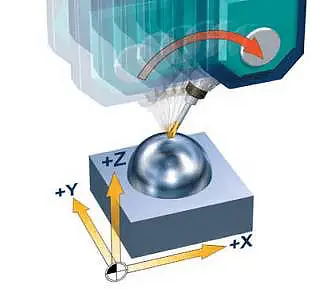
Como se muestra en la figura, cuando se activa la función RTCP, el sistema de control sólo ajusta la dirección de la herramienta, mientras que la posición de la punta de la herramienta permanece constante.
Las compensaciones necesarias a lo largo de los ejes X, Y y Z se han calculado automáticamente.
En cuanto a la cuestión del desplazamiento de coordenadas de ejes lineales en máquinas herramienta de 5 ejes y sistemas CNC que carecen de RTCP, cabe señalar que muchas máquinas herramienta y sistemas CNC de 5 ejes en China se consideran "falsos 5 ejes".
Este término se refiere a máquinas herramienta sin la función RTCP. No viene determinado por la apariencia o por si los 5 ejes están vinculados, ya que los falsos cinco ejes pueden seguir utilizándose para la vinculación de 5 ejes.
La principal diferencia entre los 5 ejes falsos es la ausencia de un algoritmo RTCP de 5 ejes reales, lo que significa que la programación para los 5 ejes falsos debe tener en cuenta la longitud de giro del husillo y la posición de la mesa giratoria.
Esto implica que cuando se utilizan falsos sistemas CNC de cinco ejes y máquinas herramienta en la programación, es necesario utilizar la programación CAM y la tecnología de postprocesamiento para planificar previamente la trayectoria de la herramienta.
Si se modifica la máquina herramienta o la herramienta para la misma pieza, la programación CAM y el postprocesamiento deben realizarse de nuevo.
La falsa máquina herramienta de 5 ejes también debe garantizar que la pieza de trabajo se coloque en el centro de rotación de la mesa de trabajo al sujetarla.
Esto supone para el operario un tiempo considerable de sujeción y alineación, y no se puede garantizar la precisión.
Incluso para el tratamiento de índices, el falso 5 ejes es problemático.
Por otro lado, el verdadero 5 ejes sólo requiere configurar un sistema de coordenadas y una única calibración de la herramienta para completar el proceso de mecanizado.
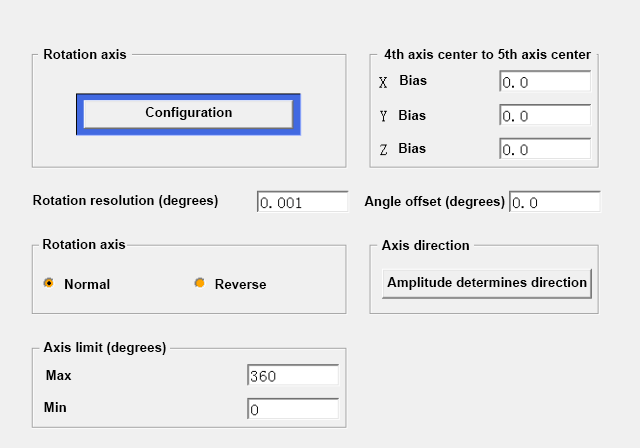
La siguiente figura utiliza la configuración del editor de post-procesamiento NX como ilustración para demostrar la transformación de coordenadas del falso 5-eje.
Como se muestra en la figura, el falso 5-ejes se basa en la tecnología de post-procesamiento para compensar el desplazamiento del eje rotativo a la coordenada del eje lineal mostrando la relación de posición central entre el cuarto y el quinto eje de la máquina herramienta.
Los programas CNC generados para los ejes X, Y y Z no sólo incluyen los puntos de aproximación, sino también la compensación necesaria en estos ejes.
Este método conduce a una menor precisión de procesamiento, baja eficiencia, programas no universales y altos costes de mano de obra.
Además, cada máquina herramienta tiene parámetros de rotación diferentes, lo que requiere un archivo de postprocesamiento distinto, causando inconvenientes en la producción.
La programación falsa de 5 ejes no puede modificarse y la programación manual de 5 ejes es casi imposible.
La falta de la función RTCP también limita su capacidad para utilizar funciones derivadas avanzadas de 5 ejes, como la compensación.
En conclusión, la elección de una máquina-herramienta de 5 ejes no es una cuestión de verdadero o falso, sino del método utilizado para obtener resultados de mecanizado. En términos de rentabilidad, las máquinas-herramienta de 5 ejes verdaderas son una opción más viable.
Tecnologías de mecanizado en 5 ejes
Tecnología CNC
El mecanizado CNC de 5 ejes se basa en la tecnología de control numérico por ordenador (CNC), que permite movimientos precisos de la máquina y la producción de piezas complejas. Esta tecnología permite a las máquinas de 5 ejes realizar movimientos simultáneos en cinco ejes diferentes, lo que aumenta la flexibilidad y la eficacia de los procesos de mecanizado. Tecnología CNC también reduce la intervención humana y la necesidad de ajustes manuales, lo que mejora la repetibilidad y reduce los errores.
Precisión de mecanizado
Una de las principales ventajas del mecanizado en 5 ejes es su gran precisión. Estas máquinas pueden conseguir tolerancias muy ajustadas, que a menudo oscilan entre +/- 0,001 pulgadas y +/- 0,0001 pulgadas. Esta precisión garantiza que las piezas cumplan las especificaciones exactas, por lo que es adecuada para industrias que requieren geometrías complejas y acabados de alta calidad, como la aeroespacial, la automoción y la fabricación de dispositivos médicos. La mayor precisión también reduce la necesidad de operaciones adicionales de postprocesado o acabado, lo que minimiza el tiempo y los costes de producción.
Punto central de la herramienta
En el mecanizado CNC de 5 ejes, el punto central de la herramienta (TCP) es un aspecto crítico del proceso. El TCP se refiere al punto en el que la herramienta de corte se encuentra con la pieza de trabajo. Durante el mecanizado, la máquina ajusta constantemente el TCP para mantener el contacto con la pieza mientras se desplaza por la trayectoria de la herramienta. Este control constante y preciso de la posición y orientación de la herramienta permite a las máquinas de 5 ejes producir componentes de formas complejas, curvas o en ángulo con un alto nivel de precisión. Al controlar con exactitud el TCP, las máquinas de 5 ejes pueden aumentar la calidad general del producto final y reducir el riesgo de errores y repeticiones costosas.
Mecanizado en 5 ejes en diferentes industrias
Industria aeroespacial
El mecanizado en 5 ejes desempeña un papel fundamental en la industria aeroespacial debido a la necesidad de precisión y a la complejidad de los componentes utilizados en aviones y naves espaciales. Las formas complejas, como los álabes de turbina y los fuselajes, requieren un alto nivel de precisión y acabado superficial que puede conseguirse con el mecanizado en 5 ejes. Además, la industria aeroespacial utiliza a menudo materiales exóticos como titanio e Inconel, que requieren técnicas de mecanizado avanzadas para obtener resultados satisfactorios.
Industria de defensa
La industria de defensa depende en gran medida del mecanizado en 5 ejes para la producción de piezas y componentes intrincados utilizados en equipos militares. Estos componentes a menudo requieren un alto nivel de precisión y durabilidad para soportar las duras condiciones de funcionamiento. El mecanizado en 5 ejes es crucial para la producción de:
- Sistemas de armas
- Misiles y sistemas de guiado
- Vehículos militares y componentes de aeronaves
La capacidad de mecanizar formas complejas con un alto grado de precisión es esencial para la funcionalidad y el rendimiento de los productos de la industria de defensa.
Industria del transporte
El mecanizado en 5 ejes tiene un impacto significativo en la industria del transporte, especialmente en los sectores de la automoción y los vehículos de alto rendimiento. Permite fabricar componentes intrincados y ligeros que pueden mejorar la eficiencia del combustible y el rendimiento de los vehículos. Algunas aplicaciones clave en la industria del transporte son:
- Componentes del motor, como pistones y culatas
- Piezas complejas de suspensión y chasis
- Fabricación de moldes y matrices para carrocerías
La precisión que ofrece el mecanizado en 5 ejes también garantiza excelentes acabados superficiales, lo que reduce la necesidad de procesos de acabado adicionales y mejora la eficacia general del proceso de fabricación.
Materiales y herramientas en el mecanizado de 5 ejes
Herramientas de corte
En el mecanizado en 5 ejes, herramientas de corte son componentes críticos para una fabricación eficaz y precisa. Varios sistemas de corte materiales para herramientas están disponibles para adaptarse a requisitos de mecanizado específicos. Por ejemplo, carburo y acero rápido (HSS) son opciones populares por su durabilidad y características de alto rendimiento.
Para el mecanizado aluminio y titanioLas herramientas de corte ideales deben tener una excelente resistencia al desgaste y estabilidad térmica. Las herramientas de diamante policristalino (PCD) y nitruro de boro cúbico (CBN) suelen ser las preferidas para estos materiales debido a sus propiedades. Sin embargo, pueden no ser adecuadas para todas las piezas de trabajo, por lo que es esencial tener en cuenta la aplicación prevista.
Otro aspecto a tener en cuenta es la revestimiento en las herramientas de corte, que pueden mejorar significativamente el rendimiento de la herramienta al reducir la fricción y mejorar la resistencia al desgaste. Entre los recubrimientos más comunes se encuentran el nitruro de titanio (TiN) y el nitruro de titanio y aluminio (TiAlN).
Perfilado de materiales
Cuando se trata de mecanizado en 5 ejes, la precisión perfilado de materiales es esencial para obtener resultados uniformes en formas complejas. Una de las aplicaciones comunes del mecanizado en 5 ejes es crear impulsoresque requieren un perfil geométrico preciso para un funcionamiento óptimo.
- Para aluminioAl ser un material ligero y altamente mecanizable, el mecanizado en 5 ejes puede ofrecer excelentes acabados superficiales y detalles intrincados. Se utiliza habitualmente para piezas de los sectores aeroespacial y de la automoción por su solidez y resistencia a la corrosión.
- Por el contrario, titanio es conocido por su elevada relación resistencia-peso y su excelente resistencia a la corrosión, lo que lo convierte en una opción ideal para aplicaciones aeroespaciales y médicas. Sin embargo, la baja conductividad térmica del titanio puede provocar la acumulación de calor durante el mecanizado, por lo que es esencial disponer de herramientas de corte y sistemas de refrigeración adecuados para evitar un desgaste prematuro.
En resumen, la combinación adecuada de corte herramientas y material El perfilado, junto con un conocimiento adecuado del material de la pieza, es crucial para lograr resultados satisfactorios en el mecanizado de 5 ejes. La consideración cuidadosa de estos factores garantizará que incluso los componentes más complejos puedan fabricarse con precisión, eficacia y fiabilidad.
Calidad y productividad en el mecanizado de 5 ejes
Mejorar la calidad de la superficie
El mecanizado en 5 ejes ofrece muchas ventajas a la hora de mejorar la calidad de las superficies. En primer lugar, esta técnica puede producir piezas complejas con configuraciones mínimas, lo que reduce el riesgo de errores y garantiza una mayor calidad de las piezas. Además, el uso del movimiento continuo de 5 ejes permite una mejor gestión del ángulo de la herramienta de corte. Esto garantiza un desgaste uniforme, lo que se traduce en acabados superficiales más suaves.
El uso de sistemas de sondeo desempeña un papel fundamental en la consecución de una excelente calidad superficial en el mecanizado de 5 ejes. Ayuda a supervisar la superficie, identificar cualquier discrepancia y realizar los ajustes necesarios para mejorar la precisión. Esto, a su vez, da lugar a mejores acabados superficiales y reduce las tasas de piezas desechadas.
Aumentar la productividad
En términos de productividad, el mecanizado en 5 ejes ofrece numerosas ventajas con respecto al mecanizado tradicional en 3 ejes:
- Tiempos de mecanizado más cortos: Al incorporar movimientos simultáneos en los cinco ejes, las máquinas de 5 ejes pueden ejecutar operaciones complejas en una sola configuración. Esto reduce el tiempo dedicado a las configuraciones y minimiza la duración total del proceso de mecanizado.
- Mayor versatilidad de la máquina: Las máquinas de 5 ejes realizan distintos tipos de operaciones con facilidad, como el fresado, perforacióny torneado. Esto significa que una sola máquina puede realizar múltiples funciones, reduciendo la necesidad de máquinas especializadas o configuraciones adicionales.
- Reducción de los costes de utillaje: La capacidad de mantener un contacto constante con la pieza en el mecanizado de 5 ejes significa que el desgaste de la herramienta se distribuye de forma más uniforme. Esto prolonga la vida útil de la herramienta y reduce el gasto total en herramientas.
- Mejora de la calidad de las piezas: Al utilizar el movimiento de 5 ejes, el mecanizado puede realizarse más cerca de la geometría de la pieza sin reposicionamiento, lo que reduce la posibilidad de errores y mejora la calidad de la pieza.
En conclusión, el mecanizado en 5 ejes mejora enormemente los aspectos de calidad y productividad de los procesos de fabricación. Mediante el uso de sistemas de sondeo avanzados, máquinas versátiles y operaciones más eficientes, el mecanizado en 5 ejes consigue una mayor calidad superficial y un aumento de la productividad en la fabricación moderna.
Avances y tendencias en el mecanizado de 5 ejes
Innovación en la fijación
En el mundo del mecanizado de 5 ejes, los avances en la fijación han desempeñado un papel fundamental en la mejora del proceso de producción. La fijación hace referencia al sistema de sujeción, soporte y posicionamiento de una pieza de trabajo mientras se mecaniza. Con la ayuda de innovadores sistemas de fijación, los operarios pueden trabajar ahora con formas y superficies complejas de forma más eficaz.
Una innovación notable en la fijación es la integración de sistemas de vacío. Esto permite sujetar firmemente la pieza de trabajo sin las abrazaderas tradicionales, lo que mejora considerablemente el acceso de la herramienta de corte. Además, los avances en materiales y diseño permiten a los fabricantes desarrollar fijaciones más ligeras y robustas. Esto reduce el tiempo de preparación y facilita ciclos de producción más rápidos.
Tendencias del estado de corte
En el mecanizado de 5 ejes, las condiciones de corte influyen enormemente en la calidad del producto final. A lo largo de los años, los maquinistas han identificado enfoques clave para optimizar el proceso de corte, lo que permite obtener resultados más suaves y precisos.
Algunas de las tendencias de las condiciones de corte que están dando forma a la industria del mecanizado en 5 ejes son:
- Estrategias de corte adaptables: Estas estrategias tienen en cuenta la carga sobre la herramienta de corte y ajustan automáticamente los parámetros de corte. Estos enfoques reducen el desgaste de la herramienta, minimizan las vibraciones y mejoran los acabados superficiales.
- Mecanizado de alta velocidad (HSM): Este método consiste en hacer funcionar la herramienta de corte a velocidades y avances más elevados manteniendo una profundidad de corte menor. Como resultado, mejora la productividad y la calidad de la superficie.
- Interpolación de splines: La interpolación de splines es una técnica que permite transiciones más suaves entre las trayectorias de las herramientas durante el proceso de corte. En el mecanizado de 5 ejes, este método ayuda a producir piezas más precisas y complejas sin sacrificar la eficiencia.
Al incorporar estos avances y tendencias, el mecanizado en 5 ejes sigue ampliando los límites de lo que es posible en la fabricación de piezas muy complejas. Gracias a la innovación en la fijación y a las tendencias en las condiciones de corte, este campo está abriendo nuevas oportunidades de eficiencia y precisión en la fabricación moderna.