Это краткое описание проектирования приспособлений в промышленности, но все не так просто, как кажется. В ходе наших исследований и обсуждений с различными экспертами мы обнаружили, что при предварительном проектировании часто возникают проблемы с позиционированием и зажимами, которые не учитываются должным образом.
Без надлежащего решения этих проблем любая инновационная конструкция не будет иметь практической ценности. Для обеспечения успеха и целостности конструкции и обработки приспособлений крайне важно иметь твердое представление об основах позиционирования и зажима.
Знание локатора
1. Основные принципы позиционирования со стороны заготовки
"При позиционировании заготовки, например, опоры, самым основным принципом, которому необходимо следовать, является принцип трех точек. Этот принцип, также известный как принцип опоры, вытекает из концепции, согласно которой "три точки, не лежащие на одной прямой, определяют плоскость".
По трем точкам можно определить грань, что позволяет определить в общей сложности четыре грани. Однако найти четвертую точку в той же плоскости может быть непросто, независимо от используемого метода".
Три принципа
Например, при использовании четырех локаторов с фиксированной высотой только три из них могут войти в контакт с заготовкой, при этом высока вероятность, что четвертый не войдет. Чтобы решить эту проблему, обычно рекомендуется настраивать локатор по трем точкам, причем расстояния между ними должны быть как можно больше.
Кроме того, при настройке позиционера важно определить направление, в котором будет приложена обрабатывающая нагрузка. Под этим направлением понимается направление движения рукоятки инструмента или инструмента. Неучет этого фактора может оказать значительное влияние на общую точность заготовки.
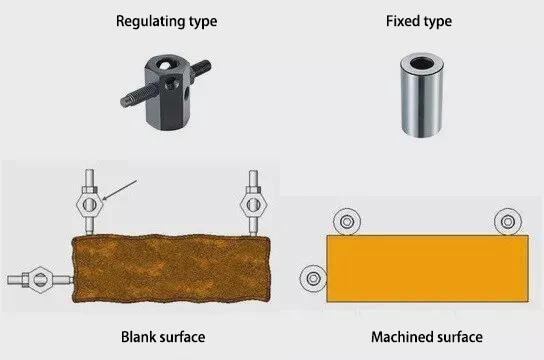
При позиционировании поверхности заготовки обычно используется регулируемый позиционер болтового типа. Для позиционирования обрабатываемой поверхности используется фиксированный позиционер (где контактная поверхность заготовки шлифуется).
2. Основные принципы позиционирования от отверстия заготовки
При позиционировании заготовки необходимо использовать штифт с допуском, соответствующим отверстиям, обработанным на предыдущем этапе.
Для достижения требуемой точности позиционирования штифт должен иметь ту же точность, что и отверстие в заготовке, и соответствовать заданному допуску.
Кроме того, для позиционирования обычно используются прямые и алмазные штифты, что облегчает сборку и разборку заготовок и снижает вероятность застревания заготовки и штифта.
Используйте позиционирование штифтов
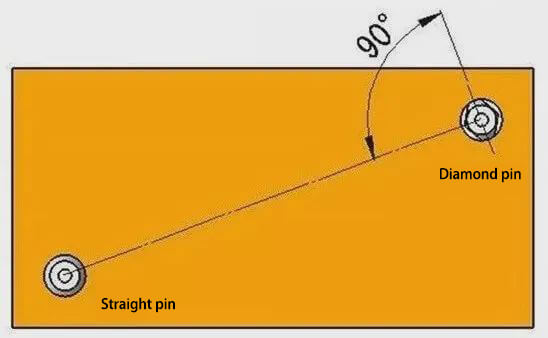
Конечно, можно использовать прямые штифты для обоих положений, отрегулировав допуск на установку. Однако для более точного позиционирования, как правило, наиболее эффективно использовать комбинацию прямого и алмазного штифта.
При использовании обоих типов штифтов линия соединения алмазного штифта в точке контакта с заготовкой обычно перпендикулярна линии соединения прямого штифта, образуя угол 90 градусов. Этот метод конфигурирования используется для углового позиционирования, в частности для определения направления вращения заготовки.
Соответствующие знания о зажимах
1. Классификация зажимов
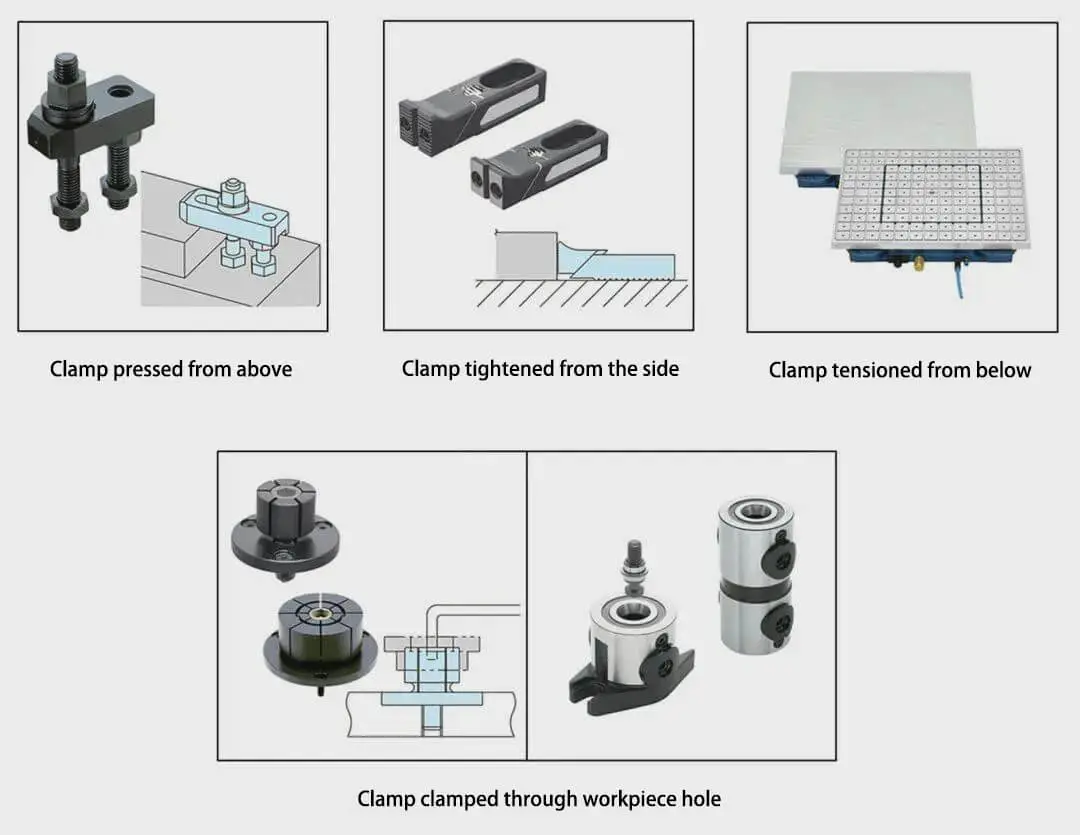
В зависимости от направления зажима они подразделяются на следующие категории:
Далее рассмотрим характеристики различных зажимов.
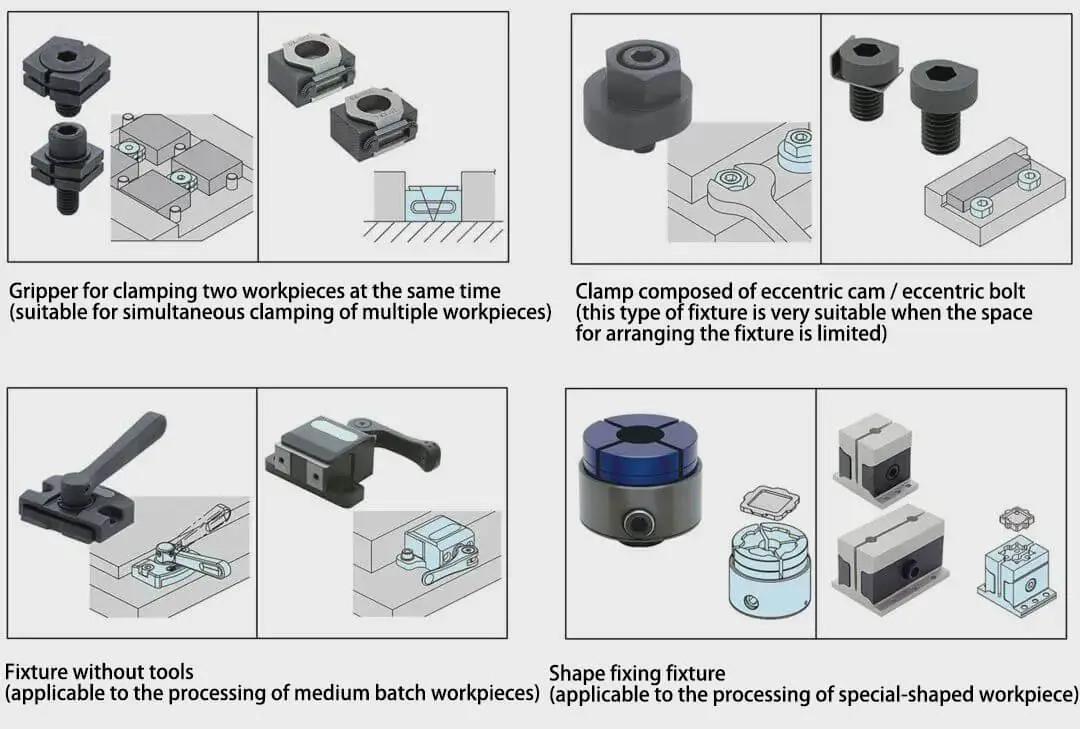
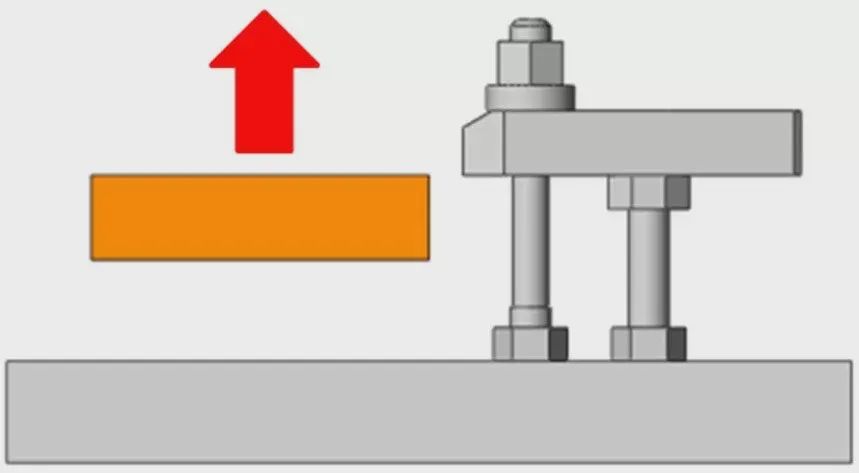
1. Зажим прижимается сверху
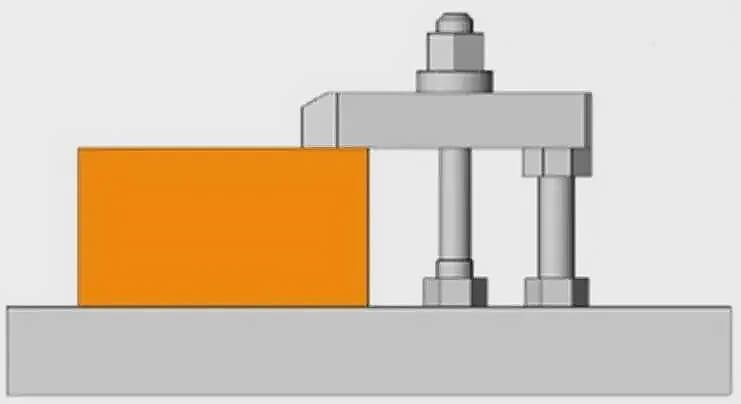
Зажимное устройство, сжимающее заготовку сверху, наиболее устойчиво и вызывает наименьшую деформацию в процессе зажима. Поэтому при обработке заготовки в первую очередь необходимо зажимать ее сверху. Наиболее распространенным приспособлением для такого типа зажима является ручное механическое приспособление.
Например, зажим "сосновый лист" - это широко используемый тип зажимного устройства. Он состоит из прижимной пластины, шпильки, домкрата и гайки.
Кроме того, в зависимости от формы заготовки можно выбрать различные формы прижимных пластин, чтобы соответствовать различным формам заготовок.
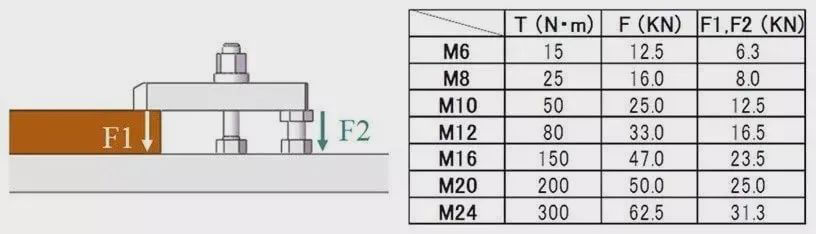
Взаимосвязь между крутящим моментом и усилием зажима соснового листа может быть рассчитана по силе тяги болта.
Простая формула расчета силы зажима выглядит следующим образом:
F(кН) = T(Н-м)/0,2d
(d обозначает номинальный диаметр болта)
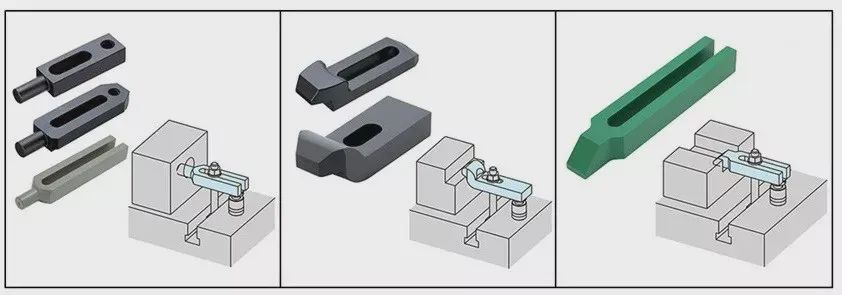
Помимо струбцины из соснового листа, существуют также следующие аналогичные струбцины для зажима сверху заготовки.
2. Зажим зажимается сбоку
Оригинальный метод зажима заготовки сверху является наиболее стабильным и точным, а также приводит к наименьшей нагрузке на заготовку.
Однако, когда зажим сверху невозможен из-за таких факторов, как обработка над заготовкой или нецелесообразность, может потребоваться зажим заготовки сбоку.
Однако следует отметить, что зажим заготовки сбоку может привести к возникновению восходящей силы. При проектировании приспособления следует тщательно продумать возможность устранения этой силы.
Помимо зажимов, показанных на рисунке выше, имеются также боковые зажимы.
Эти боковые зажимы создают косое усилие вниз при возникновении тяги, эффективно предотвращая всплытие заготовки.
Существуют и другие подобные зажимы для зажима сбоку.
3. Зажим для затягивания заготовки с оттяжкой
При обработке верхней поверхности заготовки из тонкого листа зажим сверху невозможен, а сжатие сбоку нецелесообразно. Наиболее целесообразным способом зажима является фиксация заготовки снизу.
Если заготовка сделана из железа, то для ее затягивания снизу обычно используется магнитный зажим. Для заготовок из цветных металлов обычно используются вакуумные присоски.
Сила зажима прямо пропорциональна площади контакта между заготовкой и магнитным зажимом или вакуумной присоской.
Однако если при обработке небольших заготовок нагрузка слишком велика, результаты могут оказаться неоптимальными.
Кроме того, при использовании магнита или вакуумного патрона поверхность контакта с магнитом и вакуумным патроном должна быть гладкой, чтобы обеспечить безопасность и нормальную работу.
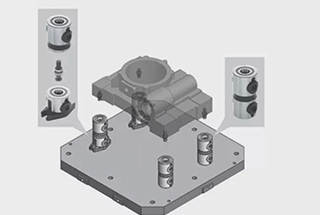
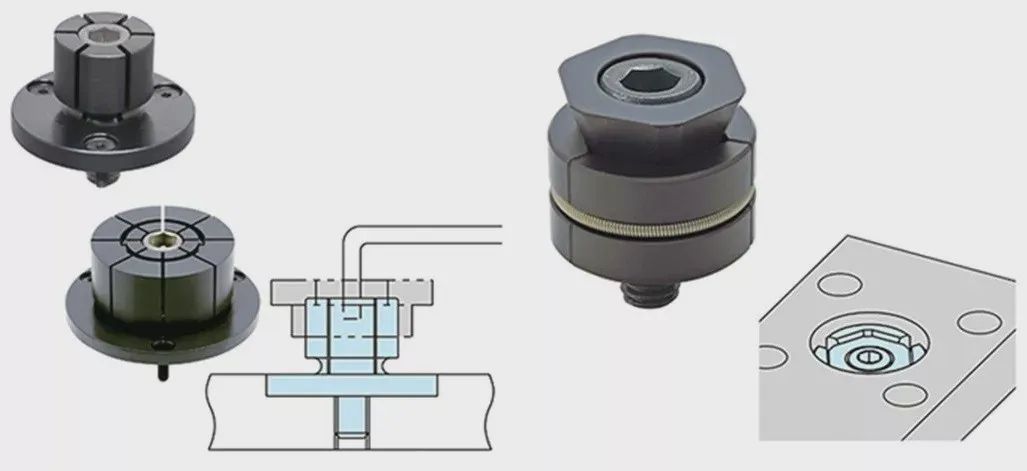
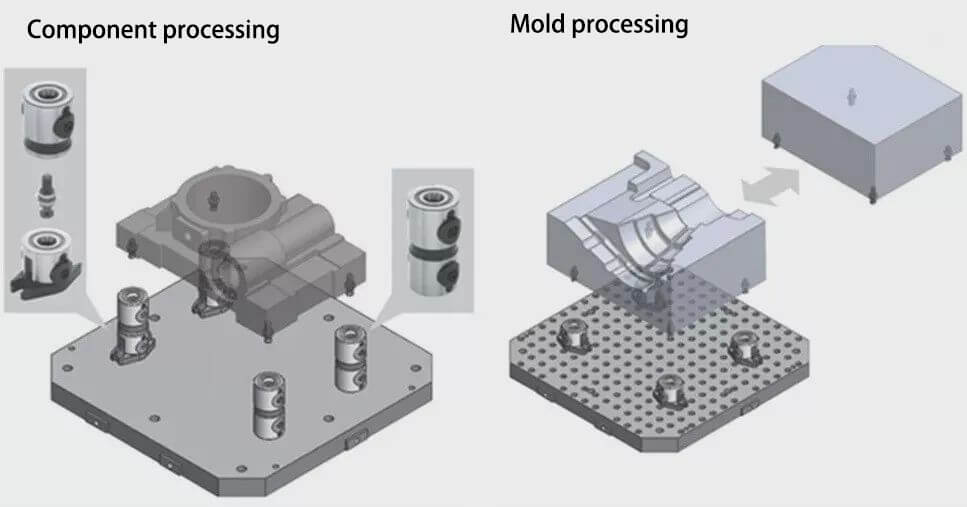
4. Зажим с отверстием
При одновременной многогранной обработке или обработке пресс-форм на 5осевой станокЧтобы приспособления и инструменты не повлияли на результат, рекомендуется использовать зажим отверстий. Этот метод превосходит верхний и боковой зажим, так как оказывает меньшее давление на заготовку, снижая вероятность деформации.
Обработка непосредственно с отверстиями
Установите тяговый штифт для зажима
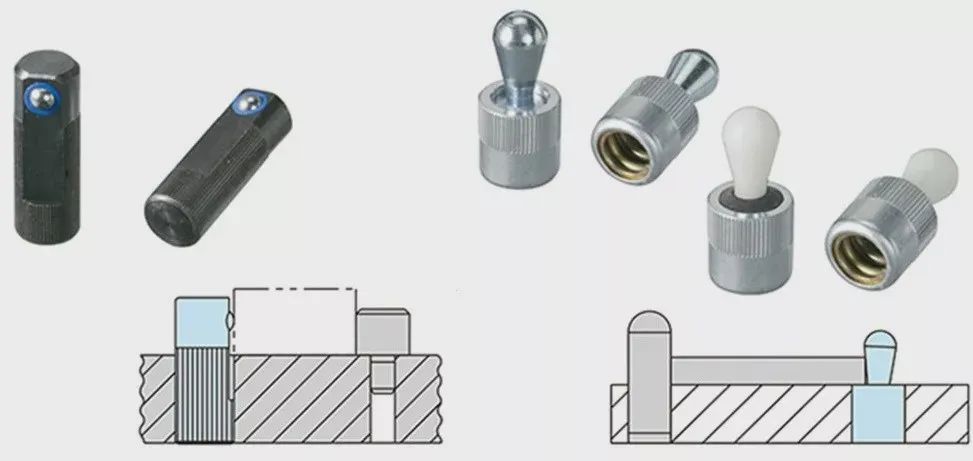
2. Предварительный зажим
Основное внимание уделяется креплению зажима заготовки. Улучшение работоспособности и использование предварительной фиксации также имеют решающее значение.
Когда заготовка располагается вертикально на основании, под действием силы тяжести она падает вниз.
Чтобы предотвратить это, необходимо вручную удерживать и фиксировать заготовку во время работы захвата.
Предварительный зажим
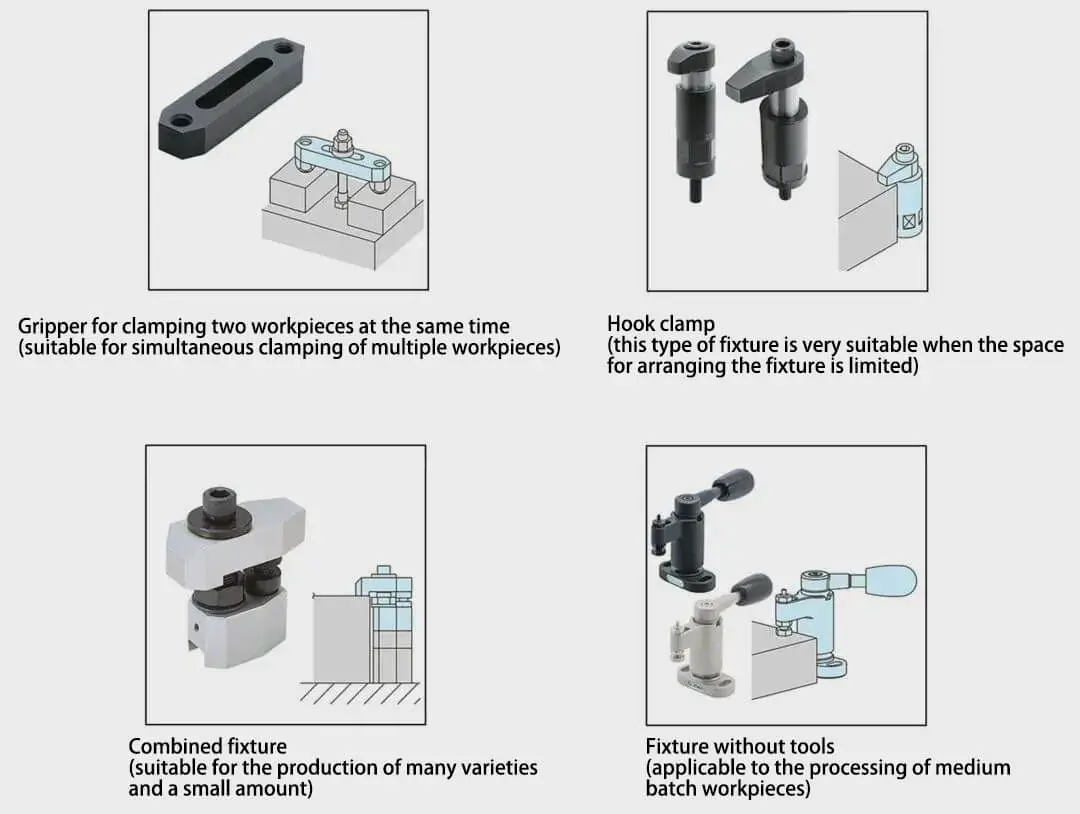
Если заготовка тяжелая или одновременно зажимается несколько деталей, работоспособность значительно снижается, а процесс зажима занимает много времени. В таких ситуациях использование источник Продукт для предварительного зажима помогает поддерживать заготовку в стабильном состоянии во время работы захвата, что значительно повышает эффективность работы и сокращает время зажима.
3. Меры предосторожности при выборе зажима
При использовании нескольких типов зажимов в одной оснастке крайне важно стандартизировать инструменты, используемые для их затягивания и ослабления. Это позволяет минимизировать нагрузку на оператора и сократить общее время зажима заготовки.
Например, как показано на рисунке слева, использование различных типов ключей для зажимных операций может привести к увеличению нагрузки на оператора и увеличению времени зажима.
С другой стороны, как показано на рисунке справа, когда инструменты и гаечные ключи стандартизированы, а размеры болтов унифицированы, работа становится гораздо более удобной и эффективной для персонала на объекте.
Работоспособность зажима заготовок
Кроме того, при настройке струбцины важно обратить внимание на удобство зажима заготовки. Если заготовка должна быть зажата под углом, она может стать громоздкой. Этот момент следует учитывать при разработке оснастки для приспособлений, чтобы избежать неудобств.