Comprender los principios de la fijación de pernos
¿Se ha preguntado alguna vez qué es lo que mantiene unida la maquinaria del mundo? Los tornillos son los campeones anónimos de la ingeniería. Este artículo desvela el fascinante mundo de los tornillos, desde sus tipos y especificaciones hasta los principios de sus uniones. Prepárate para aprender cómo estos diminutos componentes desempeñan un papel crucial para mantener intactos desde puentes hasta bicicletas.
Forma del diente de la rosca: Triángulo, Trapecio, Tubo, etc.
Dirección de la rosca: Derecha e Izquierda.
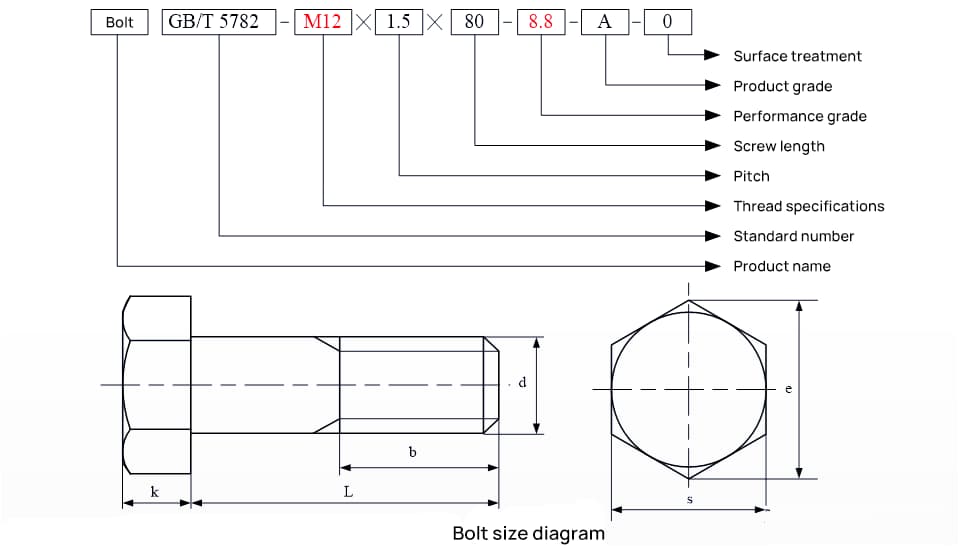
Especificaciones de los pernos: (GB/T1237)
Las especificaciones de la rosca de los tornillos determinan las especificaciones de la llave utilizada (GB/T4388)
Diámetro de la rosca d/mm
Dimensión opuesta s/mm
Tamaño de la llave S/mm
Diámetro de la rosca d/mm
Dimensión opuesta s/mm
Tamaño de la llave S/mm
M5
8
8
M18
27
27
M6
10
10
M20
30
30
M8
13
13/14
M22
32
32
M10
17
16/17
M24
36
36
M12
19
18/19
M27
41
41
M14
22
22
M30
46
46
M16
24
24
M36
55
55
Grados de rendimiento de los pernos (GB/T3098.1-2010)
La designación del grado de rendimiento de un tornillo está impresa en su cabeza y se representa generalmente mediante X e Y.
X100 representa el valor nominal de resistencia a la tracción del material del tornilloen unidades de MPa.
X100 * (Y/10) representa el límite elástico del perno, en unidades de MPa.
Hay más de 10 grados de rendimiento: 3,6, 4,6, 4,8, 5,6, 6,8, 8,8, 9,8, 10,9 y 12,9.
Los tornillos de alta resistencia son tornillos con un grado de rendimiento igual o superior a 8,8, fabricados con acero aleado de bajo contenido en carbono o acero de contenido medio en carbono y tratados térmicamente (templado y revenido).
Los pernos comunes, también conocidos como pernos ordinarios, pueden dividirse en pernos refinados (grados A y B: 5,6 u 8,8) y pernos brutos (grado C), con grados de rendimiento generalmente de 4,6 o 4,8.
2. Principios de unión atornillada
Unión atornillada se refiere al uso de tornillos y tuercas para asegurar la conexión de dos componentes con orificios pasantes, y es una conexión desmontable.
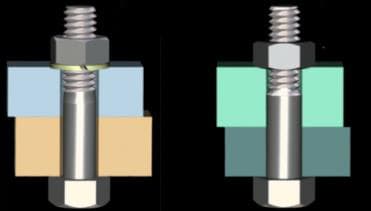
Los tipos de uniones atornilladas pueden dividirse en función del ajuste entre el tornillo y el orificio pasante:
Conexión de perno común: Hay un espacio entre el agujero y la varilla después del montaje, la estructura es simple, el montaje y desmontaje es conveniente, se puede montar y desmontar varias veces, y es ampliamente utilizado.
Conexión de perno con orificio abisagrado: No hay hueco después del montaje, soporta principalmente cargas laterales, y también se puede utilizar para el posicionamiento.
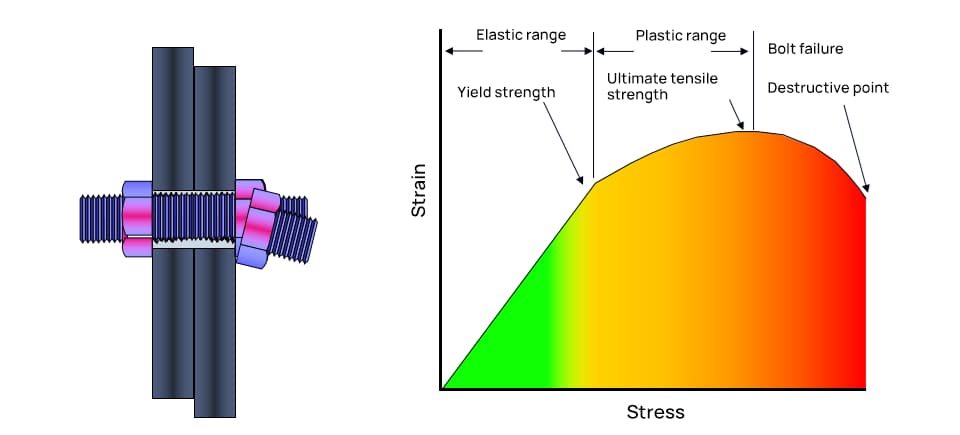
Principio de funcionamiento de la unión atornillada
Ley de Hooke: Cuando un material sólido está sometido a una tensión, existe una relación lineal entre la tensión y la deformación (deformación unitaria) en el material.
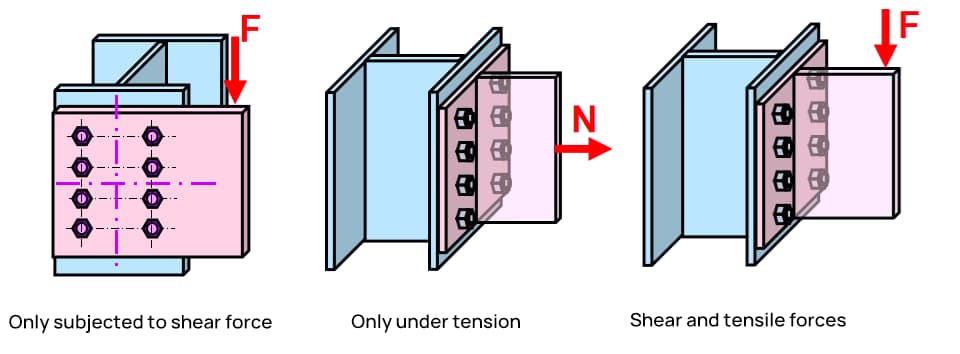
Análisis a cortante y tracción de uniones atornilladas (I)
Unión atornillada a cortante: Transmite la potencia a través de la compresión mutua del vástago del perno y la pared del orificio.
Unión atornillada por tracción: Se basa principalmente en la tensión previa del perno tras el apriete.
Cuando el componente conectado tiene una gran rigidez y los pernos están dispuestos simétricamente, cada perno soportará la tensión media en la conexión.
Cuando el componente conectado tiene una rigidez pequeña, la brida de conexión se doblará y deformará, generando una fuerza de palanca.
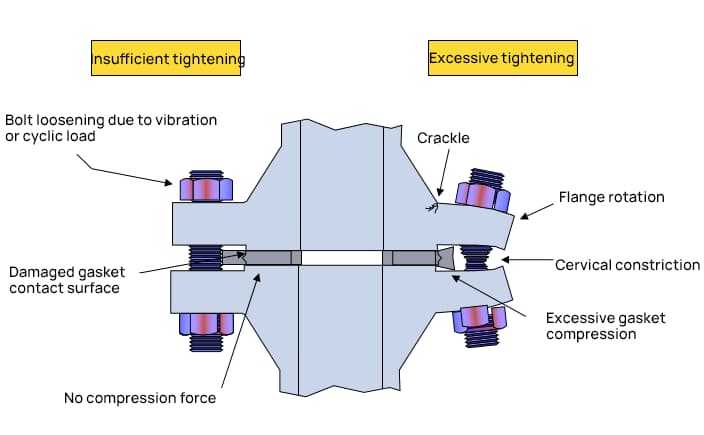
Análisis a cortante y tracción de uniones atornilladas (II)
Además del esfuerzo cortante y la tracción, las uniones atornilladas también pueden estar sometidas a: vibraciones, temperatura, esfuerzos laterales (viento, flujo, presión, etc.), cambios en las cargas y otras fuerzas.
Método de apriete por par: El principio es que existe una cierta relación entre el tamaño del par de apriete y la fuerza axial de preapriete. Este método de apriete es sencillo e intuitivo de manejar, y se utiliza ampliamente en la actualidad.
Método de apriete en ángulo: El ángulo de rotación es proporcional a la suma de la extensión del perno y la holgura del componente apretado. Por lo tanto, se puede adoptar el método de girar el perno hasta el ángulo especificado para conseguir la fuerza de apriete deseada.
Método de apriete del límite elástico: El objetivo teórico es apretar el tornillo justo por encima del límite elástico.
3. Métodos de apriete de tornillos
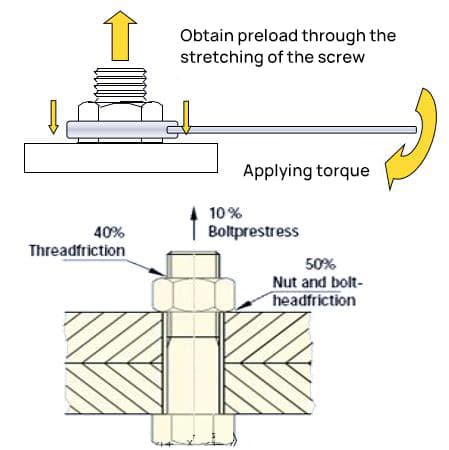
Método de apriete
Aplicar una fuerza de preapriete al elemento de fijación mediante la rotación de la parte de tuerca del elemento de fijación.
El par aplicado cumple la regla 5-4-1.
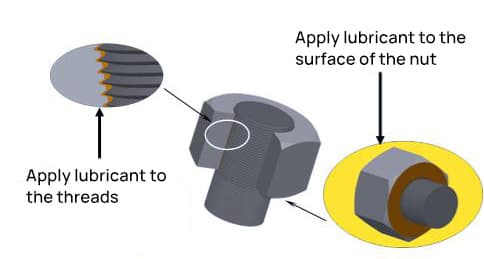
Lubricación sólo al final de la parte de apriete del tornillo/perno.
Fricción de la cabeza del tornillo
Hilo de fricción
Precarga
Situación general
50%
40%
10%
Lubricación de la cabeza del tornillo
45%
40%
15%
Lubricación de roscas
50%
30%
20%
Hilo defectuoso
50%
45%
5%
Principio de secuencia de apriete de tornillos
Apriete en secuencia desde el centro, luego los dos lados, después en diagonal y, por último, en el sentido de las agujas del reloj, por etapas.
Generalmente se divide en dos etapas de apriete: en la primera etapa, apretar con un par de apriete de unos 50%, y en la segunda etapa, apretar con un par de apriete de 100%.
El extremo del tornillo debe sobresalir de 1 a 3 pasos de la tuerca.
4. Cuestiones que requieren atención en el uso de pernos
1. Antes de preparar el conjunto de pernos, es necesario:
Compruebe si el tornillo y la tuerca están limpios y sin óxido, y libres de rebabas y golpes.
Compruebe el plano de contacto entre la pieza conectada y el perno y la tuerca, y verifique que es perpendicular al orificio del perno.
Compruebe también el apriete del tornillo y la tuerca.
2. Al montar la tuerca y la arandela plana, la tuerca y la arandela deben montarse con el reverso hacia la pieza conectada.
El lado de la tuerca marcado con caracteres es el frontal, y el lado liso de la arandela es el frontal.
3. Directrices de funcionamiento de la fuerza (sólo como referencia):
Especificación del tornillo d/mm
Par aplicado M/N.m
Aspectos operativos esenciales
Especificación del tornillo d/mm
Par aplicado M/N.m
Aspectos operativos esenciales
M6
3.5
Sólo fuerza en la muñeca
M16
71
Aumentar la fuerza general
M8
8.3
Añade fuerza en la muñeca, fuerza en el codo
M20
137
peso corporal total
M10
16.4
Aumentar la fuerza general
M24
235
Añadir el peso de todo el cuerpo
M12
28.4
Añadir fuerza de medio cuerpo
/
/
/
4. La clave para evitar que los tornillos se aflojen en las uniones atornilladas reside en impedir la rotación relativa de las roscas de los tornillos. Existen tres métodos comunes de aflojamiento del tornillo:
Al aflojar tornillos de brida en tuberías y válvulas:
Afloje primero la mitad de los pernos alejándolos del cuerpo para permitir que cualquier resto de aceite, vapor o agua se descargue por el lado opuesto para evitar ser rociado o quemado.
En el caso de tornillos con pegamento que no se pueden aflojar:
La mayor parte del pegamento es una solución orgánica y se puede remojar en aceite de plátano o alcohol durante media hora, o cubrir el tornillo con algodón empapado en alcohol. Cuanto más tiempo pase, más se disolverá el pegamento.
En el caso de tornillos oxidados que no se pueden aflojar:
Pulveriza WD-40 y espera media hora. El spray penetrará en el perno para disolver el óxido.
Otros métodos: vibración, lubricación, tostado, perforación
En el caso de tornillos deslizantes que no se pueden aflojar:
Las soluciones corrosivas, como el ácido diluido o el ácido clorhídrico, pueden corroer lentamente el perno.
Utilice ácido para el metal y álcali para el plástico.
6. Errores comunes en el uso de pernos
Grueso en lugar de fino:
Algunas juntas importantes, como los ejes de transmisión y los volantes, utilizan tornillos de rosca fina.
Los tornillos de rosca fina tienen un paso y un ángulo menores, y presentan ventajas como una gran resistencia y un buen rendimiento de autobloqueo. Tienen una gran capacidad para soportar impactos, vibraciones y cargas de intercambio.
Si se utilizan tornillos de rosca gruesa en lugar de tornillos de rosca fina, son propensos a aflojarse o desprenderse y provocar accidentes.
Ajuste incorrecto:
Los tornillos que soportan cargas transversales y fuerzas de cizallamiento (como los tornillos del eje de transmisión y los tornillos del volante) tienen ajustes transitorios con los orificios de los tornillos. El conjunto debe ser sólido y fiable, y capaz de soportar fuerzas laterales.
Si no se comprueba durante el montaje, pueden quedar grandes holguras entre el perno y el orificio del perno, lo que puede provocar que el perno se afloje o que se produzcan accidentes por corte.
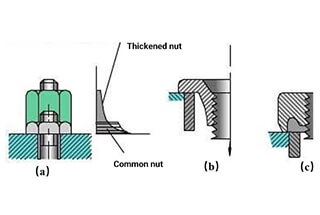
Nueces más gruesas:
Punto de vista incorrecto: Las tuercas más gruesas pueden aumentar el número de vueltas de trabajo de la rosca y mejorar la fiabilidad de las uniones.
De hecho, cuanto más gruesa es la tuerca, más desigual es la distribución de la carga entre cada vuelta de la rosca, lo que facilita el aflojamiento de la junta.
Una tuerca con varias arandelas:
A veces los tornillos montados son demasiado largos, por lo que algunas personas ponen muchos arandelas elásticas en un perno.
Durante el proceso de apriete, el arandelas elásticas están sometidos a fuerzas desiguales, y algunos pueden romperse, reduciendo la fuerza de preapriete del tornillo.
O generar cargas excéntricas, reduciendo la fiabilidad de la unión atornillada.
La lavadora es demasiado grande: (GB/T97.1-2002 Tabla 1, M5 a M36: el diámetro interior de la arandela es superior al diámetro de la rosca entre 0,3 mm y 1 mm).
Práctica incorrecta: Debido a la falta de arandelas adecuadas, se utiliza como sustituto una arandela con un diámetro interior mayor.
El resultado es una disminución del contacto entre la parte inferior de la cabeza del perno y la arandela, lo que provoca una disminución de la capacidad de soporte de la presión o de la fuerza de bloqueo de la arandela. Bajo la influencia de vibraciones y cargas de impacto, el perno es propenso a aflojarse.
El par no es acorde:
Punto de vista incorrecto: La creencia de que los tornillos deben estar "apretados pero no flojos", lo que lleva a aumentar intencionadamente el par de apriete.
Consecuencias: Esto provoca el deslizamiento de los tornillos o incluso su rotura.
Práctica incorrecta: En el caso de tornillos importantes que deben apretarse con par de apriete, se tiende a utilizar una llave de mano para ahorrar tiempo.
Consecuencias: Los tornillos se aflojan debido a un par de apriete insuficiente, lo que provoca un fallo.
Cierre inadecuado: Los pernos importantes deben asegurarse con dispositivos antiaflojamiento después del montaje.
Cuando se utiliza el bloqueo con pasador hendido, un error común es utilizar un pasador hendido demasiado fino o medio pasador hendido.
Al utilizar el bloqueo por arandela elástica, un error habitual es que la abertura de la arandela sea demasiado pequeña y pierda su elasticidad.
Al utilizar una arandela de seguridad, un error común es bloquear la arandela en el borde de la tuerca.
Cuando se utilizan tuercas dobles, un error común es utilizar una tuerca fina en la parte exterior y no apretarla.
Falsa fortificación:
Las roscas de los tornillos, tuercas o agujeros tienen manchas de óxido, cascarilla, virutas de hierropartículas de arena, rebabas, etc.
Antes del montaje, deben limpiarse. Durante el apriete de los tornillos, debido al efecto de bloqueo de las impurezas, el valor del par de apriete superficial alcanza el requisito, pero en realidad, las piezas de conexión no están realmente sujetas.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha preguntado alguna vez por qué se rompen los tornillos y causan averías en la maquinaria? Este artículo explora los factores críticos que explican las roturas de tornillos, desde defectos de diseño hasta problemas con los materiales. Aprenderá a...
¿Qué papel desempeña la fricción en la estabilidad de las uniones atornilladas? En el mundo de los ensamblajes atornillados de alta resistencia, especialmente para componentes críticos como las coronas giratorias de grúa, entender el impacto de...
¿Cómo hacer que los tornillos duren más bajo tensión? En este artículo se analizan métodos para aumentar la resistencia a la fatiga de los tornillos, esencial para evitar fallos en entornos sometidos a grandes esfuerzos, como los motores. Más información...
¿Alguna vez se ha preguntado hasta qué punto son cruciales los cierres mecánicos para evitar fugas y garantizar el buen funcionamiento de la maquinaria? En esta entrada del blog, nos adentraremos en el mundo de los...
¿Por qué se aflojan los tornillos y cómo puede evitarlo la precarga? Desde un apriete insuficiente y las vibraciones hasta la fluencia de las juntas y la dilatación térmica, las razones son diversas pero críticas. Este artículo profundiza...
¿Alguna vez se ha preguntado cómo las tuberías y los equipos permanecen conectados de forma segura? Este artículo explora seis tipos esenciales de bridas para tuberías, desde la soldadura plana hasta las bridas integrales. Descubrirá sus diseños exclusivos, aplicaciones,...
¿Se ha preguntado alguna vez qué diferencia a los tornillos de alta resistencia de los normales? Los tornillos de alta resistencia están diseñados para soportar cargas extremas mediante fricción estática, lo que los hace esenciales en la construcción y la maquinaria...
¿Alguna vez se ha preguntado qué hace que el motor de su coche funcione a la perfección? La respuesta está en los aceites lubricantes. Estas complejas mezclas de hidrocarburos desempeñan funciones críticas, desde reducir la fricción hasta evitar la oxidación. Este...
¿Cómo puede conseguir que sus uniones atornilladas sean fuertes y fiables? Este artículo profundiza en las técnicas prácticas para mejorar la resistencia de los pernos, abarcando áreas cruciales como la distribución de cargas, la reducción de tensiones,...