Explore los 7 tipos principales de tecnologías de impresión 3D
Imagine un mundo en el que casi cualquier cosa puede crearse capa a capa, desde intrincados implantes médicos hasta casas enteras. Este es el poder de la impresión 3D. Nuestro artículo explora los siete tipos principales de tecnologías de impresión 3D, cada una con métodos y aplicaciones únicos. Descubra cómo estas tecnologías están transformando las industrias, y aprenda qué métodos son los mejores para diferentes materiales y productos. Tanto si siente curiosidad por la bioimpresión como por lo último en fabricación de metales, esta guía le iluminará el fascinante mundo de la fabricación aditiva.
Mucha gente piensa que la impresión 3D consiste simplemente en exprimir material de una boquilla caliente y apilarlo para darle forma, pero la impresión 3D va mucho más allá. Hoy presentamos siete tipos de procesos de impresión 3D para ayudar a diferenciar entre las distintas técnicas de impresión 3D.
De hecho, la impresión 3D, también conocida como fabricación aditiva, es un término general que engloba varios procesos de impresión 3D claramente diferentes. Estas tecnologías varían enormemente, pero los procesos clave son los mismos.
Por ejemplo, toda impresión 3D comienza con un modelo digital porque la tecnología es esencialmente digital. La pieza o el producto se diseña inicialmente con software de diseño asistido por ordenador (CAD) o se obtiene de una biblioteca de piezas digitales.
A continuación, el archivo de diseño se descompone en cortes o capas para la impresión 3D mediante un software específico de preparación de la construcción, que genera instrucciones de ruta que debe seguir la impresora 3D.
A continuación, aprenderá las diferencias entre estas tecnologías y los usos típicos de cada una.
¿Por qué hay 7 tipos?
Los tipos de fabricación aditiva pueden clasificarse por los productos que fabrican o los tipos de materiales que utilizan. La Organización Internacional de Normalización (ISO) los ha dividido en siete tipos generales (aunque estas siete categorías de impresión 3D apenas pueden abarcar el creciente número de subtipos y tecnologías híbridas).
Extrusión de materiales
Fotopolimerización en cuba
Cama de polvo Fusion
Chorro de material
Chorro aglomerante
Deposición de energía dirigida
Laminación de hojas
I. Extrusión de material
Extrusión de materiales Impresión 3D
Como su nombre indica, la extrusión de material consiste en extruir material a través de una boquilla.
Normalmente, este material es un filamento de plástico que se funde y extruye a través de una boquilla calentada. La impresora coloca el material en la plataforma de construcción a lo largo de la trayectoria del proceso obtenida mediante software. A continuación, el filamento se enfría y se solidifica en un objeto sólido. Esta es la forma más común de impresión 3D.
Puede parecer sencillo a primera vista, pero teniendo en cuenta los materiales extruidos, que incluyen plástico, metal, hormigón, biogeles y diversos alimentos, en realidad se trata de una categoría muy amplia. El precio de este tipo de impresoras 3D oscila entre $100 y siete cifras.
Subtipos de extrusión de materiales: Modelado por deposición fundida (FDM), impresión 3D para la construcción, microimpresión 3D, bioimpresión 3D.
Materiales: Plástico, metal, alimentos, hormigón, etc.
Aplicaciones comunes: Prototipos, armarios eléctricos, pruebas de forma y ajuste, plantillas y utillajes, modelos de fundición a la cera perdida, casas, etc.
Ventajas: Método de impresión 3D de bajo coste, amplia gama de materiales.
Desventajas: Por lo general, el rendimiento del material es inferior (resistencia, durabilidad, etc.) y la precisión dimensional no suele ser elevada.
1. Modelado por deposición fundida (FDM)
El mercado de las impresoras 3D FDM mueve miles de millones de dólares, con miles de máquinas que van desde modelos básicos hasta complejos modelos de fabricante. Las máquinas FDM se denominan Fused Filament Fabrication (FFF), que es totalmente la misma tecnología.
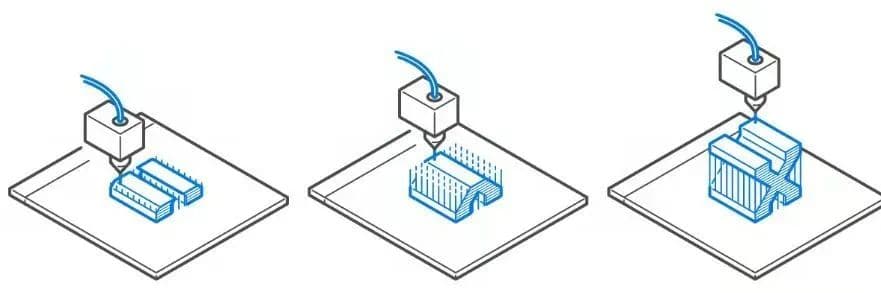
Como todas las tecnologías de impresión 3D, FDM comienza con un modelo digital y luego lo convierte en una trayectoria que la impresora 3D puede seguir. Con FDM, un filamento (o varios filamentos a la vez) de una bobina de línea se carga en la impresora 3D y luego se introduce en la boquilla de la impresora en el cabezal de extrusión.
La boquilla o varias boquillas de la impresora se calientan a la temperatura necesaria para ablandar el filamento, lo que permite que las capas continuas se unan para formar una pieza sólida.
A medida que la impresora desplaza el cabezal de extrusión a lo largo de las coordenadas especificadas en el plano XY, continúa colocando la primera capa. A continuación, el cabezal de extrusión se eleva a la siguiente altura (plano Z) y repite el proceso de impresión de secciones transversales, construyendo capa a capa hasta que el objeto está completamente formado.
En función de la geometría del objeto, a veces es necesario añadir estructuras de apoyo para sostener el modelo durante la impresión, por ejemplo, si el modelo tiene salientes pronunciados. Estos soportes se retiran después de la impresión. Algunos materiales de las estructuras de soporte pueden disolverse en agua o en otra solución.
2. Bioimpresión 3D
La bioimpresión 3D es similar a la impresión 3D tradicional, pero los materiales utilizados difieren significativamente
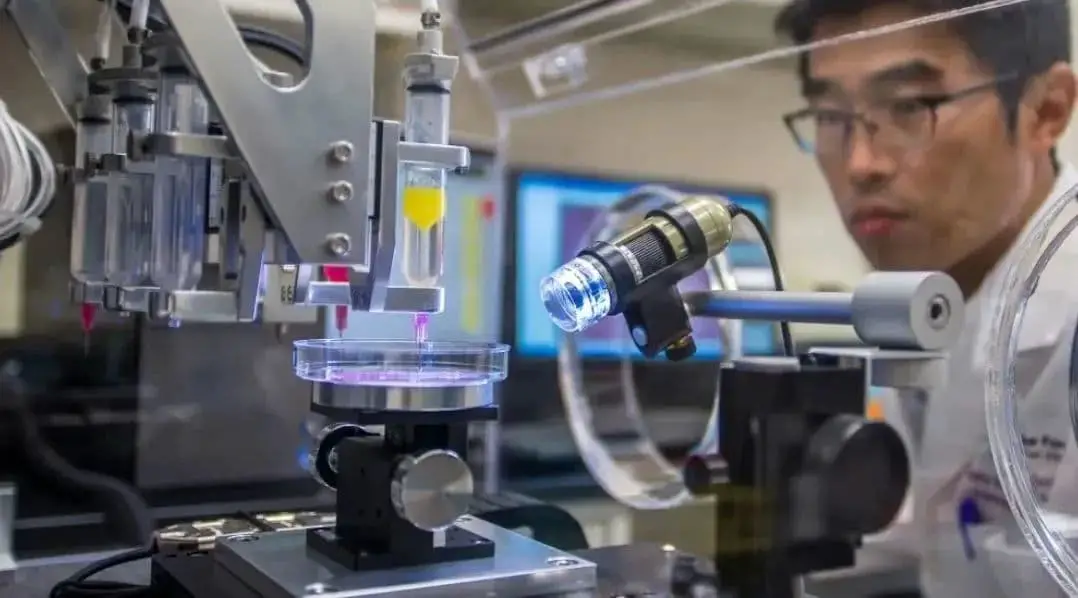
La bioimpresión 3D, o bioimpresión 3D, es un proceso de fabricación aditiva en el que se combinan materiales orgánicos o biológicos (como células vivas y nutrientes) para crear estructuras tridimensionales naturales similares a los tejidos.
En otras palabras, la bioimpresión es una forma de impresión en 3D que puede producir desde tejidos óseos y vasos sanguíneos hasta tejidos vivos. Se utiliza para diversas investigaciones y aplicaciones médicas, como la ingeniería de tejidos, el ensayo y desarrollo de fármacos y las terapias médicas regenerativas innovadoras. La definición real de bioimpresión 3D sigue evolucionando.
En esencia, la bioimpresión 3D funciona de forma similar a la impresión 3D FDM y pertenece a la serie de extrusión de materiales (aunque la extrusión no es el único método de bioimpresión).
La bioimpresión 3D utiliza materiales (biotintas) expulsados por agujas para crear capas impresas. Estos materiales, conocidos como biotintas, consisten principalmente en materia viva, como células en materiales portadores -como colágeno, gelatina, ácido hialurónico, seda, alginato o nanocelulosa-, que actúan como andamios moleculares para el crecimiento estructural y nutrientes, proporcionando soporte.
3. Impresión 3D arquitectónica
Impresión 3D en la construcción
La impresión 3D arquitectónica es un campo en rápido avance en la extrusión de materiales. Esta tecnología consiste en utilizar gigantescas impresoras 3D, a menudo de varios metros de altura, para extrudir materiales de construcción como el hormigón desde una boquilla.
Estas máquinas suelen aparecer en sistemas de pórtico o de brazo robótico. Hoy en día, la tecnología de impresión arquitectónica 3D se utiliza en viviendas, elementos arquitectónicos y diversos proyectos de construcción, desde pozos hasta muros. Los investigadores sugieren que tiene el potencial de transformar significativamente todo el sector de la construcción al reducir la demanda de mano de obra y minimizar los residuos de la construcción.
Existen docenas de casas impresas en 3D en Estados Unidos y Europa, y se está investigando una tecnología de construcción en 3D que utilizaría materiales encontrados en la Luna y Marte para construir hábitats para futuros exploradores. La sustitución de la impresión de hormigón por tierra local como método de construcción más sostenible también está ganando atención.
II. Agregación de resinas
Polimerización reductora con láser
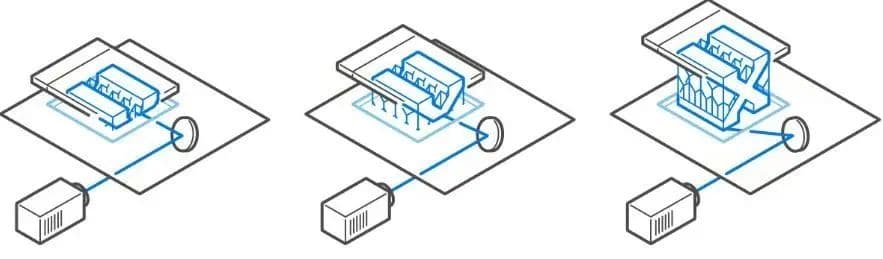
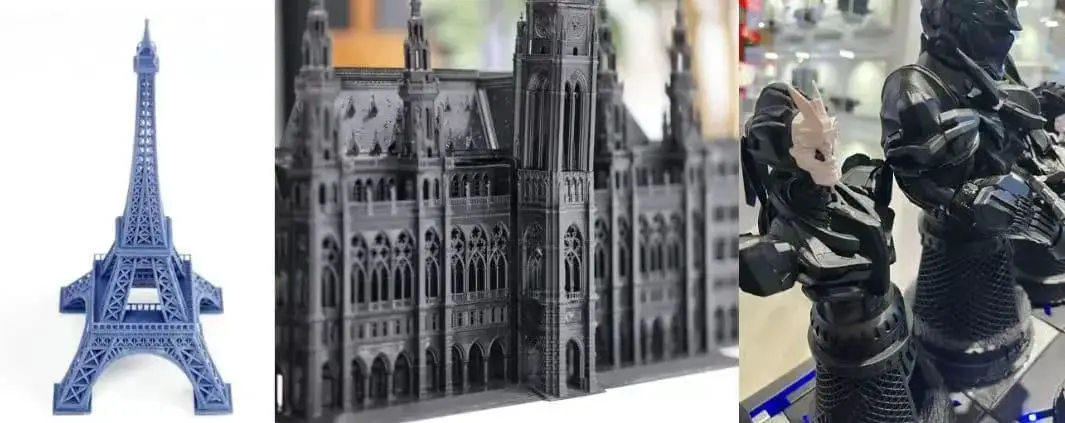
La polimerización en cuba (también conocida como impresión 3D con resina) es una serie de procesos de impresión 3D que endurece selectivamente (o endurece) la resina de polímero fotosensible en una cuba utilizando una fuente de luz. En otras palabras, la luz se dirige con precisión a puntos o áreas específicos del plástico líquido para endurecerlo.
Una vez curada la primera capa, la plataforma de impresión se mueve ligeramente hacia arriba o hacia abajo (dependiendo de la impresora), normalmente entre 0,01 y 0,05 milímetros, y la siguiente capa se cura y se conecta a la anterior.
Este proceso se repite capa por capa hasta formar una pieza 3D. Una vez finalizado el proceso de impresión 3D, el objeto se limpia para eliminar cualquier resto de resina líquida y se somete a un postcurado (a la luz del sol o en una cámara UV) para mejorar las propiedades mecánicas de la pieza.
Las tres formas más comunes de polimerización en cuba son la estereolitografía (SLA), el procesamiento digital de la luz (DLP) y la pantalla de cristal líquido (LCD), también conocida como estereolitografía enmascarada (MSLA). La diferencia fundamental entre estos tipos de tecnologías de impresión 3D radica en la fuente de luz y en cómo se utiliza para curar la resina.
La fotopolimerización a gran escala utiliza la luz para endurecer progresivamente la resina fotosensible
Varios 3D fabricantes de impresorasespecialmente las que fabrican impresoras 3D profesionales, han desarrollado variaciones únicas y patentadas de fotopolimerización, por lo que es posible que vea diferentes nombres de tecnología en el mercado.
El fabricante industrial de impresoras 3D Carbon utiliza una tecnología de polimerización en cuba denominada Síntesis Digital de Luz (DLS), Origin de Stratasys llama a su tecnología Fotopolimerización Programable (P3), Formlabs ofrece su tecnología denominada Estereolitografía de Baja Fuerza (LFS), y Azul 3D es la primera en comercializar la polimerización en cuba a gran escala en una forma denominada Impresión Rápida de Alta Área (HARP).
Otras tecnologías son la fabricación de metales por litografía (LMM), la microestereolitografía de proyección (PμSL) y la fabricación digital de compuestos (DCM), una tecnología de fotopolímeros rellenos que introduce aditivos funcionales (como fibras metálicas y cerámicas) en la resina líquida.
Tipos de tecnologías de impresión 3D: Estereolitografía (SLA), pantallas de cristal líquido (LCD), procesamiento digital de la luz (DLP), microestereolitografía (μSLA), etc.
Precisión dimensional: ±0,5% (con un límite inferior de ±0,15 mm o 5 nm, utilizando μSLA)
Aplicaciones comunes: Prototipos y piezas de uso final de polímeros similares a moldes de inyección, fundición de joyas, aplicaciones dentales, bienes de consumo
Ventajas: Superficies lisas, detalles finos.
1. Estereolitografía (SLA)
Ejemplos de impresión 3D por estereolitografía (SLA) de 3D Systems, DWS y Formlabs
La estereolitografía, o SLA, es la primera tecnología de impresión 3D del mundo. Inventada en 1986 por Chuck Hull, que patentó la tecnología y fundó 3D Systems para comercializarla, la SLA está ahora disponible para aficionados y profesionales por igual en numerosos fabricantes de impresoras 3D.
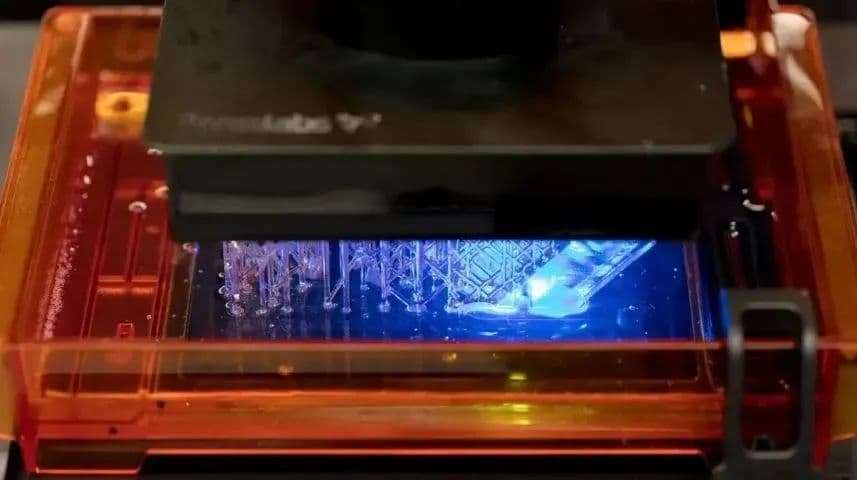
El proceso consiste en dirigir un rayo láser sobre una cuba de resina, solidificando selectivamente secciones transversales del objeto dentro del área de impresión en una construcción capa a capa. La mayoría de las impresoras SLA utilizan un láser de estado sólido para solidificar las piezas.
Un inconveniente de esta polimerización en cuba es que, en comparación con nuestro siguiente método (DLP), los láseres puntuales pueden tardar más tiempo en trazar la sección transversal del objeto, que destella luz para endurecer instantáneamente toda la capa. Sin embargo, los láseres pueden producir una luz más potente, necesaria para algunas resinas de grado de ingeniería.
La impresora 3D SLA utiliza uno o varios láseres para trazar y solidificar una sola capa de resina a la vez.
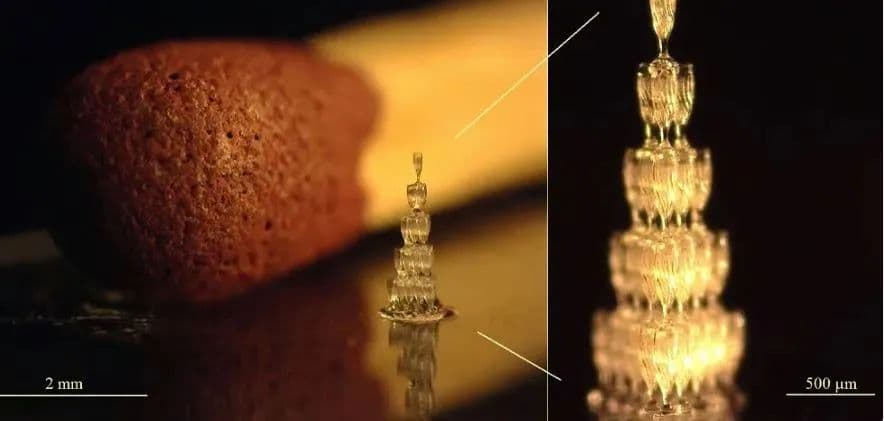
(1) Microestereolitografía (μSLA)
La tecnología de microestereolitografía puede imprimir piezas en miniatura con una resolución de entre 2 micrómetros (μm) y 50 μm. Como referencia, la anchura media de un cabello humano es de 75 μm. Es una de las tecnologías de "microimpresión 3D".
La μSLA consiste en exponer material fotosensible (resina líquida) a un láser ultravioleta. Lo que lo diferencia es la resina especializada, la complejidad del láser y la adición de lentes que producen puntos de luz increíblemente pequeños.
Nanoscribe y Microlight3D son dos de los principales fabricantes de impresoras 3D TPP
(2) Polimerización de dos fotones (TPP)
Otra tecnología de impresión micro 3D, TPP (también conocida como 2PP), puede clasificarse dentro de SLA porque también utiliza un láser y resina fotosensible. Puede imprimir piezas más pequeñas que μSLA, tan pequeñas como 0,1 μm. El TPP utiliza un femtosegundo láser enfocado a un punto estrecho dentro de una gran cuba de resina especial.
A continuación, ese punto se utiliza para solidificar píxeles 3D individuales, o voxels, dentro de la resina. Estos minúsculos vóxeles, de tamaño nano a micro, se solidifican capa a capa siguiendo una trayectoria predefinida. El TPP se utiliza actualmente en investigación, aplicaciones médicas y fabricación de micropiezas como microelectrodos y sensores ópticos.
Microimpresión 3D Tecnología TPP
2. Procesamiento digital de la luz (DLP)
La impresión 3D DLP utiliza un proyector de luz digital (en lugar de un láser) para proyectar la imagen de cada capa (o múltiples exposiciones para piezas más grandes) sobre una capa o cuba de resina. DLP (más común que SLA) se utiliza para producir piezas más grandes o mayores volúmenes de piezas en un solo lote, ya que la exposición de cada capa lleva la misma cantidad de tiempo, independientemente del número de piezas en la construcción, por lo que es más eficiente que el método de láser puntual en SLA.
Tratamiento digital de la luz
La imagen de cada capa se compone de píxeles cuadrados, lo que da como resultado una capa formada por pequeños bloques rectangulares denominados voxels. La luz se proyecta sobre la resina mediante una pantalla de diodos emisores de luz (LED) o una fuente de luz ultravioleta (lámpara) y se proyecta sobre la superficie de construcción a través de un dispositivo digital de microespejos (DMD).
Los proyectores DLP modernos suelen tener miles de LED microdimensionados como fuentes de luz. Sus estados de encendido y apagado se controlan individualmente, lo que aumenta la resolución XY. No todas las impresoras 3D DLP son iguales, con diferencias significativas en la potencia de la fuente de luz, la lente por la que pasa, la calidad del DMD y muchos otros componentes que hacen que una máquina valga $300 en comparación con las que valen más de $200.000.
Las impresoras 3D de resina de procesamiento digital de luz (DLP) están disponibles en versiones para aficionados y para máquinas de fabricación a gran escala.
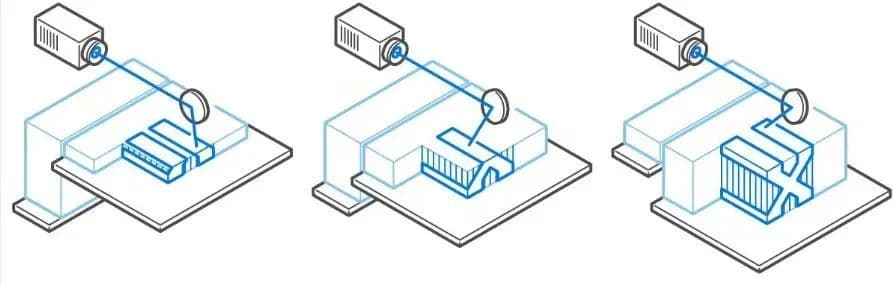
DLP descendente
Algunas impresoras 3D DLP montan la fuente de luz en la parte superior de la impresora, iluminando hacia abajo la cuba de resina en lugar de hacia arriba. Estas máquinas "descendentes" emiten una imagen de una capa desde arriba, solidificando una capa cada vez y devolviendo la capa solidificada a la gran cuba.
Cada vez que se baja la plataforma de impresión, un repasador montado en la parte superior de la gran cuba se mueve hacia delante y hacia atrás sobre la resina para igualar la nueva capa. Los fabricantes afirman que este método produce piezas más estables para impresiones más grandes porque el proceso de impresión no lucha contra la gravedad.
Existen límites en cuanto al peso que puede suspenderse verticalmente de la placa de impresión durante la impresión ascendente. La cuba de resina también soporta la pieza durante la impresión, lo que reduce la necesidad de estructuras de soporte.
Microestereolitografía de proyección (PμSL)
Como tipo distinto de polimerización en cuba propiamente dicha, PμSL se clasifica en DLP como subcategoría. Es otra tecnología de impresión micro 3D. La PμSL utiliza la luz ultravioleta de un proyector para solidificar capas de una resina de fórmula especial a escala micrométrica (2 μm de resolución y hasta 5 μm de altura de capa).
Esta tecnología de fabricación aditiva está evolucionando gracias a su bajo coste, precisión, velocidad y gama de materiales utilizables (incluidos polímeros, biomateriales y cerámica). Ha demostrado su potencial para aplicaciones que van desde la microfluídica y la ingeniería de tejidos hasta la microóptica y los microdispositivos biomédicos.
Fabricación de metales por litografía (LMM)
Este pariente lejano del DLP es un método de impresión 3D con luz y resina que puede crear diminutas piezas metálicas para aplicaciones como herramientas quirúrgicas y piezas micromecánicas. En la LMM, el polvo metálico se dispersa uniformemente en una resina fotosensible, que se polimeriza selectivamente mediante la exposición a la luz azul de un proyector.
Tras la impresión, se elimina el componente polimérico de la pieza verde, dejando una pieza refundida totalmente metálica que se finaliza en un proceso de sinterización en un horno. Entre las materias primas se incluye el acero inoxidable, titaniotungsteno, latón, cobre, plata y oro.
Piezas micrometálicas impresas en 3D producidas en una impresora 3D Incus con tecnología LMM
3. Pantalla de cristal líquido (LCD)
La pantalla de cristal líquido (LCD), también conocida como estereolitografía enmascarada (MSLA), es muy similar a la DLP antes mencionada. La diferencia radica en el uso de una pantalla LCD en lugar de un dispositivo digital de microespejos (DMD), lo que afecta significativamente al precio de las impresoras 3D.
Componentes LCD impresos en 3D de Elegoo, Photocentric y Nexa3D
Al igual que la tecnología DLP, la máscara de luz LCD se visualiza digitalmente y está formada por píxeles cuadrados. El tamaño de los píxeles de la máscara de luz LCD determina la granularidad de la impresión. Como tal, la precisión XY es fija y no depende del grado de zoom o del escalado del objetivo, como ocurre con DLP.
Otra diferencia entre las impresoras DLP y la tecnología LCD es que esta última utiliza una matriz de cientos de emisores individuales en lugar de una única fuente de luz puntual como los diodos láser o las lámparas DLP.
Al igual que la DLP, la LCD puede lograr tiempos de impresión más rápidos que la SLA en determinadas condiciones. Esto se debe a que toda la capa se expone a la vez, en lugar de trazar el área transversal con un punto láser.
Actualmente, la tecnología de impresión 3D con resina de LCD está pasando de las máquinas de consumo a las industriales
Debido al bajo coste unitario de las pantallas LCD, esta tecnología se ha convertido en la preferida en el campo de las impresoras de resina de sobremesa de bajo coste. Sin embargo, esto no significa que no se utilice profesionalmente. Algunos fabricantes de impresoras 3D industriales están superando los límites tecnológicos y logrando resultados impresionantes.
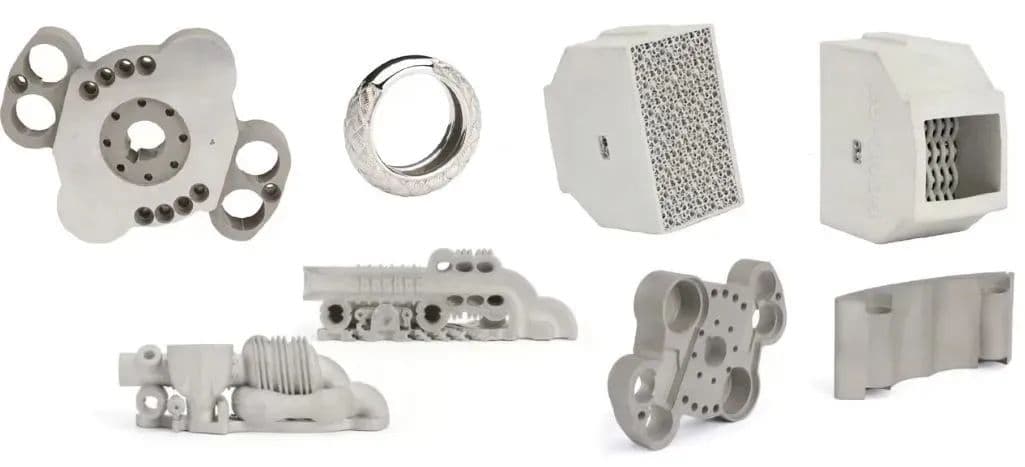
III. Fusión del lecho de polvo
Cama de polvo Fusion
La fusión de lecho de polvo (PBF) es un proceso de impresión 3D en el que una fuente de energía térmica funde selectivamente partículas de polvo (plástico, metal o cerámica) dentro del área de construcción para crear objetos sólidos capa a capa.
Una impresora 3D PBF dispersa una fina capa de material en polvo sobre el lecho de impresión, normalmente utilizando una cuchilla, un rodillo o un rascador. La energía de un láser fusiona puntos específicos de la capa de polvo y, a continuación, se deposita otra capa de polvo y se fusiona con la capa anterior. Este proceso se repite hasta que se fabrica todo el objeto, con el producto final recubierto y soportado por polvo sin fundir.
El PBF puede producir piezas con un alto rendimiento mecánico (incluida la fuerza, la resistencia al desgaste y la durabilidad) para el uso final en bienes de consumo, maquinaria y herramientas. Las impresoras 3D de este submercado son cada vez más baratas (a partir de unos $25.000), pero se considera una tecnología industrial.
Tipos de tecnología de impresión 3D: Sinterización selectiva por láser (SLS), fusión de lecho de polvo por láser (LPBF), fusión por haz de electrones (EBM)
Materiales: Polvo de plástico, polvo de metal, polvo de cerámica
Aplicaciones habituales: Piezas funcionales, tuberías complejas (diseño hueco), producción de piezas en lotes pequeños
Ventajas: Piezas funcionales, excelentes prestaciones mecánicas, formas geométricas complejas
Desventajas: Costes de maquinaria elevados, materiales normalmente caros, velocidad de construcción lenta
1. Sinterización selectiva por láser (SLS)
Componentes impresos en 3D SLS de Sinterit
El sinterizado selectivo por láser (SLS) utiliza un láser para fabricar objetos a partir de polvo de plástico. En primer lugar, se calienta una caja de polímero en polvo hasta justo por debajo del punto de fusión del polímero. A continuación, una cuchilla o rasqueta de recubrimiento deposita una capa muy fina de material en polvo (normalmente de 0,1 mm de grosor) sobre la plataforma de construcción.
El láser comienza a escanear la superficie según el patrón establecido en el modelo digital. El láser sinteriza selectivamente el polvo y solidifica la sección transversal del objeto. Al escanear toda la sección transversal, la plataforma de construcción desciende un grosor de capa. La cuchilla de recubrimiento deposita una nueva capa de polvo sobre la última capa escaneada, y el láser sinteriza la siguiente sección transversal del objeto sobre la sección transversal previamente solidificada.
Las piezas impresas en 3D mediante SLS pueden desempolvarse y limpiarse manual o automáticamente
Estos pasos se repiten hasta que se fabrican todos los objetos. El polvo no sinterizado permanece en su lugar para soportar el objeto, reduciendo o eliminando la necesidad de estructuras de soporte. Una vez que la pieza se retira del lecho de polvo y se limpia, no es necesario realizar ningún otro paso de posprocesamiento.
La pieza puede pulirse, recubrirse o colorearse. Hay muchos factores diferenciadores entre las impresoras 3D SLS, no sólo su tamaño, sino también la potencia y el número de láseres, el tamaño del punto láser, el tiempo y la forma de calentar el lecho y la distribución del polvo. El material más común en la impresión 3D SLS es el nailon (PA6, PA12), pero también pueden utilizarse TPU y otros materiales para imprimir piezas flexibles.
Las impresoras 3D SLS utilizan polvo de polímero y láser para formar componentes sólidos
2. Sinterización micro selectiva por láser (μSLS)
μSLS pertenece a la tecnología de SLS o a la Laser Powder Bed Fusion (LPBF) que se menciona a continuación. Utiliza un láser para sinterizar material en polvo, como el SLS, pero este material suele ser metal en lugar de plástico, por lo que es más parecido al LPBF. Es otra tecnología de impresión micro 3D que puede crear piezas con micro resolución (por debajo de 5 μm).
Microimpresión 3D de metal de 3D MicroPrint
En el μSLS, se recubre el sustrato con una capa de tinta de nanopartículas metálicas y, a continuación, se seca para producir una capa uniforme de nanopartículas. A continuación, se utiliza un láser de patrón de una matriz digital de microespejos para calentar las nanopartículas y sinterizarlas en el patrón deseado. Este conjunto de pasos se repite para construir cada capa de la pieza 3D en el sistema μSLS.
3. Fusión láser en lecho de polvo (LPBF)
Pieza de prueba de Xact Metal que demuestra la precisión de la fusión selectiva por láser (SLM)
Entre todas las tecnologías de impresión 3D, ésta es la que tiene más alias. El nombre formal de este método de impresión 3D en metal es Laser Powder Bed Fusion (LPBF), pero también es ampliamente conocido como Direct Metal Laser Sintering (DMLS) y Selective Laser Melting (SLM).
En los inicios del desarrollo de esta tecnología, los fabricantes de máquinas crearon sus propios nombres para el mismo proceso, nombres que se han utilizado desde entonces. En particular, los tres términos anteriores se refieren al mismo proceso, aunque algunos detalles mecánicos difieran.
Como subtipo de fusión de lecho de polvo, LPBF utiliza un lecho de polvo metálico y uno o más (hasta 12) láseres de alta potencia. Las impresoras 3D LPBF utilizan láseres para fusionar selectivamente polvos metálicos sobre una base molecular capa a capa hasta completar el modelo. El LPBF es un método de impresión 3D de alta precisión que se utiliza normalmente para crear piezas metálicas complejas para aplicaciones aeroespaciales, médicas e industriales.
Impresión 3D de metales LPBF de Sandvik
Al igual que el SLS, las impresoras 3D LPBF parten de un modelo digital dividido en rodajas. La impresora carga el polvo en la cámara de impresión y, a continuación, utiliza un rascador (como un limpiaparabrisas) o un rodillo para extenderlo en una capa fina sobre la placa de impresión. El láser traza la capa sobre el polvo.
A continuación, la plataforma de construcción se desplaza hacia abajo, se aplica otra capa de polvo y se fusiona con la primera hasta que se construye todo el objeto. La cámara de construcción está cerrada, sellada y, a menudo, llena de una mezcla de gas inerte, como nitrógeno o argón, para garantizar que el metal no se oxide durante el proceso de fusión y ayuda a eliminar los residuos del proceso de fusión.
Tras la impresión, la pieza se retira del lecho de polvo, se limpia y, a menudo, se somete a un tratamiento térmico secundario para eliminar tensiones. El polvo restante se recicla y reutiliza.
Los factores diferenciadores de las impresoras 3D LPBF incluyen el tipo, la potencia y el número de láseres. Las impresoras LPBF pequeñas y compactas pueden tener un 30-vatios lásermientras que las versiones industriales pueden tener 12 láseres de 1.000 vatios. Las máquinas LPBF utilizan aleaciones de ingeniería comunes, como acero inoxidable, superaleaciones de níquel y aleaciones de titanio. Hay docenas de metales disponibles para el proceso LPBF.
La impresora 3D LPBF de One Click Metal, Farsoon y Kurtz Ersa
4. Fusión por haz de electrones (EBM)
La EBM, también conocida como fusión de lecho de polvo por haz de electrones (EB PBF), es un método de impresión 3D de metales similar a la LPBF, pero que utiliza un haz de electrones en lugar de un láser de fibra. Esta tecnología se utiliza para fabricar piezas como implantes ortopédicos de titanio, álabes de turbina para motores a reacción y bobinas de cobre.
Fusión por haz de electrones (EBM)
El haz de electrones genera más energía y calor, lo que es necesario para algunos metales y aplicaciones. Además, la EBM no es un entorno de gas inerte, sino que se realiza en una cámara de vacío para evitar la dispersión del haz. La temperatura de la cámara de construcción puede alcanzar los 1.000 °C, e incluso más en algunos casos. Dado que el haz de electrones utiliza un control electromagnético del haz, su velocidad de movimiento es superior a la del láser e incluso puede dividirse para exponer varias zonas simultáneamente.
Una de las ventajas del EBM sobre el LPBF es su capacidad para manipular materiales conductores y metales reflectantes, como el cobre. Otra característica de EBM es su capacidad para anidar o apilar piezas separadas dentro de la cámara de construcción, ya que no tienen que estar necesariamente unidas a la placa de construcción, lo que aumenta significativamente la producción de volumen.
Impresoras 3D de metal de fusión por haz de electrones (EBM) de JEOL, GE Additive y Wayland Additive
En comparación con el láser, los haces de electrones suelen producir capas más gruesas y superficies más rugosas. Debido a la alta temperatura de la cámara de fabricación, es posible que las piezas impresas con EBM no requieran un tratamiento térmico posterior a la impresión para eliminar tensiones.
IV. Chorro de material
Chorro de material
La inyección de material es un proceso de impresión 3D en el que se depositan diminutas gotas de material que luego se solidifican o curan en una placa de impresión. Este proceso utiliza un polímero fotosensible o gotas de cera que se solidifican cuando se exponen a la luz, construyendo objetos capa a capa.
La naturaleza del proceso de inyección de material permite imprimir diferentes materiales en el mismo objeto. Una aplicación de esta tecnología es la fabricación de piezas con distintos colores y texturas.
Tipos de tecnología de impresión 3D: Material Jetting (MJ), NanoParticle Jetting (NPJ)
Materiales: Resina fotosensible (estándar, de colada, transparente, resistente a altas temperaturas), cera
Precisión dimensional: ±0,1 mm
Aplicaciones comunes: Prototipos de productos a todo color, prototipos similares a moldes de inyección, moldes de inyección de baja tirada, modelos médicos, moda
Ventajas: Textura de superficie lisa, a todo color y varios materiales disponibles
Desventajas: Materiales limitados, no aptos para piezas mecánicas de precisión, más costosos que otras tecnologías de resina utilizadas con fines visuales.
1. Chorro de material (M-Jet)
Piezas impresas en 3D por inyección de material de Stratasys
El Material Jetting (M-Jet) de polímeros es un proceso de impresión 3D en el que se deposita selectivamente una capa de resina fotosensible sobre una placa de impresión y se cura mediante luz ultravioleta (UV).
Una vez depositada y curada una capa, la plataforma de construcción baja un grosor de capa y se repite el proceso para construir un objeto 3D. M-Jet combina la alta precisión de la impresión 3D con resina con la velocidad de la impresión 3D con filamento (FDM) para crear piezas y prototipos con colores y texturas realistas.
Todas las tecnologías de impresión 3D por chorro de material no son totalmente idénticas. Existen diferencias entre los fabricantes de impresoras y los materiales patentados. Las máquinas M-Jet depositan los materiales de construcción línea a línea desde varias filas de cabezales de impresión.
Este método permite a la impresora fabricar varios objetos en una línea sin que ello afecte a la velocidad de fabricación. Siempre que el modelo se coloque correctamente en la plataforma de construcción y se optimice el espacio dentro de cada línea de construcción, M-Jet puede producir piezas más rápido que muchos otros tipos de impresoras 3D de resina.
Impresoras 3D de inyección de material de Stratasys, DP Polar 3D Systems y Mimaki
Los objetos fabricados con M-Jet requieren soporte, que se imprime simultáneamente con material disoluble durante el proceso de construcción y se retira en la fase de posprocesamiento. M-Jet es una de las pocas tecnologías de impresión 3D que ofrecen objetos fabricados con impresión multimaterial y a todo color.
Las máquinas de inyección de material no están disponibles en versiones para aficionados; estas máquinas son más adecuadas para profesionales de la fabricación de automóviles, empresas de diseño industrial, estudios de arte, hospitales y todo tipo de fabricantes de productos que deseen crear prototipos precisos para probar conceptos y lanzar productos al mercado con mayor rapidez.
A diferencia de la tecnología de polimerización en cuba, M-Jet no requiere postcurado, ya que la luz UV de la impresora cura completamente cada capa.
Chorro en aerosol
Optomec ha desarrollado Aerosol Jet, una tecnología única que se utiliza principalmente para la impresión 3D de productos electrónicos. Resistencias, condensadores, antenas, sensores y transistores de película fina se imprimen con la tecnología Aerosol Jet. Puede compararse a grandes rasgos con la pintura en aerosol, pero se diferencia de los procesos industriales de recubrimiento en que puede utilizarse para imprimir objetos 3D completos.
La tinta electrónica se coloca en un atomizador, que produce gotas con diámetros de entre 1 y 5 micras. A continuación, la niebla de aerosol se envía al cabezal de deposición, enfocada por un gas de vaina, creando una pulverización de partículas a alta velocidad.
Como todo el proceso utiliza energía, esta tecnología a veces también se denomina deposición de energía dirigida, pero como en este caso el material está en forma de gotitas, la incluimos en el chorro de material.
Moldeo de plástico de forma libre
La empresa alemana Arburg ha creado una tecnología denominada moldeo de plástico de forma libre (APF), una combinación de las tecnologías de extrusión y chorro de material. Utiliza gránulos de plástico disponibles en el mercado, que se funden en el proceso de moldeo por inyección y se trasladan a la unidad de descarga.
Movimiento rápido de apertura y cierre de la boquilla de alta frecuencia, que produce hasta 200 gotas de plástico por segundo con diámetros de entre 0,2 y 0,4 mm. Las gotas se adhieren al material en solidificación durante el enfriamiento. Por lo general, no es necesario un tratamiento posterior. Si se ha utilizado material de soporte, hay que retirarlo.
2. Chorro de nanopartículas (NPJ)
Componentes metálicos creados con la tecnología de chorro de nanopartículas y la impresora 3D XJet
NanoParticle Jetting (NPJ) es una de las pocas tecnologías patentadas difíciles de clasificar, desarrollada por una empresa llamada XJet. Utiliza una matriz de cabezales de impresión con miles de boquillas de inyección de tinta que pueden inyectar simultáneamente millones de gotas de material ultrafino sobre una capa ultrafina de la bandeja de impresión, al tiempo que inyectan material de soporte.
Las partículas de metal o cerámica se suspenden en el líquido. El proceso tiene lugar a altas temperaturas, donde el líquido se evapora al ser inyectado, dejando en su mayor parte material metálico o cerámico. A las piezas 3D resultantes solo les queda una pequeña cantidad de aglutinante, que se elimina en el postprocesado de sinterización.
V. Chorro de ligante
Chorro aglomerante
La inyección de aglutinante es un proceso de impresión 3D que adhiere selectivamente una capa de polvo en zonas específicas mediante un adhesivo líquido. Este tipo de tecnología combina las características de la fusión de lechos de polvo y el chorro de material.
Al igual que el PBF, el binder jetting utiliza material en polvo (metales, plásticos, cerámica, madera, azúcar, etc.) y, al igual que el material jetting, el polímero adhesivo líquido se deposita a partir de un chorro de tinta. El proceso de binder jetting sigue siendo el mismo tanto si se trata de metal, plástico, arena u otros materiales en polvo.
En primer lugar, una cuchilla de recubrimiento extiende una fina capa de polvo sobre la plataforma de construcción. A continuación, un cabezal de impresión equipado con una boquilla de inyección de tinta pasa sobre el lecho, depositando selectivamente gotas de adhesivo para unir las partículas de polvo. Una vez completada una capa, la plataforma de construcción se desplaza hacia abajo y la cuchilla vuelve a recubrir la superficie. Este proceso se repite hasta terminar toda la pieza.
La singularidad del binder jetting reside en la ausencia de calor durante el proceso de impresión. El adhesivo actúa como un pegamento que mantiene unido el polvo de polímero. Tras la impresión, la pieza se envuelve en el polvo no utilizado, que suele dejarse solidificar. A continuación, la pieza se retira del contenedor de polvo, el polvo sobrante se recoge y puede reutilizarse.
A partir de aquí, se requiere un postprocesado en función del material, excepto en el caso de la arena, que suele poder utilizarse directamente desde la impresora como núcleo o molde. Cuando el polvo es metálico o cerámico, el postprocesado con calor derrite el adhesivo y deja sólo el metal. El postprocesado de piezas de plástico suele incluir el recubrimiento para mejorar la suavidad de la superficie. También se pueden pulir, pintar y lijar las piezas de inyección de aglutinante polimérico.
La inyección de ligante es rápida y tiene una alta tasa de producción, por lo que, en comparación con otros métodos de AM, puede producir un gran número de piezas de forma más rentable. El chorro de aglutinante metálico es aplicable a una gran variedad de metales y es popular en bienes de consumo de uso final, herramientas y piezas de repuesto por lotes.
Sin embargo, la selección de materiales para la inyección de aglutinantes poliméricos es limitada y el rendimiento estructural de las piezas producidas es inferior. Su valor reside en su capacidad para crear prototipos y modelos a todo color.
Subtipos de tecnología de impresión 3D: Chorro de aglomerante metálico, chorro de aglomerante polimérico, chorro de aglomerante de arena
Materiales: Arena, polímeros, metales, cerámica, etc.
Precisión dimensional: ±0,2 mm (metal) o ±0,3 mm (arena)
Aplicaciones habituales: Piezas metálicas funcionales, modelos a todo color, piezas moldeadas en arena y moldes
Ventajas: Bajo coste, gran volumen de construcción, piezas metálicas funcionales, excelente reproducción del color, rápida velocidad de impresión, flexibilidad de diseño sin soportes
Desventajas: Es un proceso de varios pasos para los metales, las piezas de polímero no son duraderas
1. Chorro de ligante metálico
HP utiliza la tecnología de chorro de metal para componentes de acero inoxidable impresos en 3D
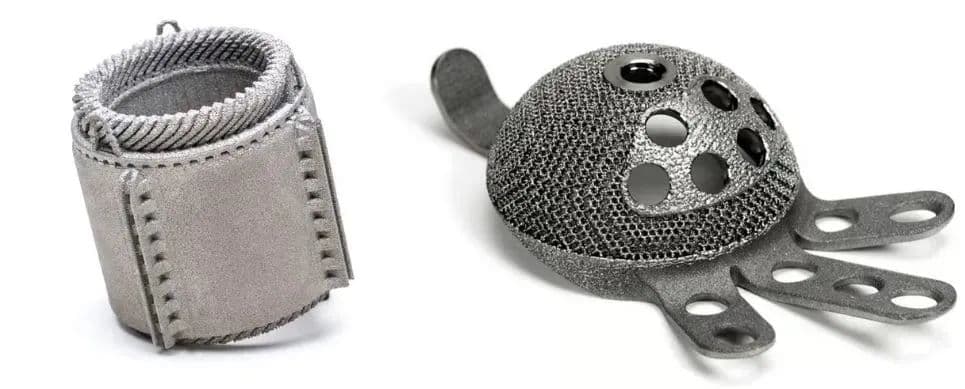
El Binder Jetting también puede utilizarse para fabricar objetos metálicos macizos con formas geométricas complejas, mucho más allá de la capacidad de las tecnologías de fabricación tradicionales. El chorro de aglomerante metálico es una tecnología muy atractiva para producir piezas metálicas en serie y conseguir un peso ligero.
Como la inyección de aglutinante puede imprimir piezas con rellenos de patrones complejos en lugar de sólidos, las piezas resultantes son mucho más ligeras pero conservan su resistencia. Las características de porosidad del binder jetting también pueden utilizarse para crear piezas finales más ligeras para aplicaciones médicas, como los implantes.
En general, el rendimiento material de las piezas metálicas inyectadas con aglutinante es comparable al de las piezas metálicas producidas con moldeo por inyección de metal, uno de los métodos de fabricación más utilizados en la producción en serie de piezas metálicas. Además, las piezas inyectadas con ligante presentan una superficie más lisa, especialmente en los canales internos.
Las piezas inyectadas con aglutinante metálico necesitan un tratamiento secundario tras la impresión para conseguir buenas propiedades mecánicas. Recién salidas de la impresora, las piezas consisten esencialmente en partículas metálicas unidas por un aglutinante polimérico.
La impresora 3D de metal adhesivo produce piezas metálicas sólidas de gran detalle para aplicaciones finales
Estas "piezas verdes" son demasiado frágiles para utilizarlas tal cual. Después de retirar las piezas impresas del lecho de polvo metálico (un proceso llamado despolvoreado), se someten a un tratamiento térmico (un proceso llamado sinterización) en un horno.
Tanto los parámetros de impresión como los de sinterización se ajustan a la geometría específica, el material y la densidad requerida de la pieza. A veces se utiliza bronce u otros metales para infiltrar los huecos en las piezas inyectadas con aglutinante, con lo que se consigue una porosidad cero.
2. Chorro de ligante plástico
Chorro de plástico aglomerante
La inyección de aglutinante plástico es un proceso muy similar a la inyección de aglutinante metálico, ya que también utiliza polvo y aglutinante líquido, pero las aplicaciones son bastante diferentes. Una vez finalizada la impresión, las piezas de plástico se extraen de su lecho de polvo y se limpian, y suelen estar listas para su uso sin necesidad de procesamiento adicional, pero estas piezas carecen de la resistencia y durabilidad que presentan otros procesos de impresión 3D.
Las piezas de plástico inyectadas con aglutinante pueden infundirse con otro material para aumentar su resistencia. La inyección de aglutinantes con polímeros es muy popular por su capacidad de producir piezas multicolores para el modelado médico y la creación de prototipos de productos.
3. Chorro de arena adhesiva
Chorro de arena adhesiva
La inyección de adhesivo en arena difiere de la inyección de adhesivo en plástico en cuanto a la máquina de impresión y el proceso utilizados, de ahí la separación. Uno de los usos más comunes de la tecnología de inyección de adhesivo es la producción de moldes, modelos y machos de fundición en arena de gran tamaño. El bajo coste y la velocidad de este proceso lo convierten en una solución excelente para las fundiciones, ya que es un reto producir diseños de patrones intrincados en cuestión de horas utilizando tecnologías tradicionales.
El futuro del desarrollo industrial plantea constantemente grandes exigencias a contratistas y proveedores. La impresión 3D en arena apenas está empezando a explotar su potencial. Tras la impresión, el operario debe retirar los núcleos y moldes de la zona de construcción y limpiarlos para eliminar la arena suelta. Por lo general, los moldes pueden prepararse inmediatamente para la fundición. Después de la fundición, se abre el molde y se retira la pieza metálica final.
4. Fusión multichorro (MJF)
BASF y HP han colaborado en el desarrollo de un nuevo polipropileno de calidad industrial para Multi Jet Fusion (MJF)
Otro proceso de impresión 3D único y específico de una marca que no encaja fácilmente en ninguna categoría existente, y que en realidad no es inyección de adhesivo, es Multi Jet Fusion de HP. MJF es una tecnología de impresión 3D de polímeros que utiliza material en polvo, material de fusión líquido y un agente de detallado.
No se considera jetting adhesivo porque en este proceso se añade calor, lo que produce piezas con mayor resistencia y durabilidad, y el líquido no es totalmente un adhesivo. El nombre de este proceso proviene de los múltiples cabezales de inyección de tinta utilizados en el proceso de impresión.
Durante el proceso de impresión Multi Jet Fusion, la impresora deposita una capa de polvo de material, normalmente nailon, sobre el lecho de impresión. A continuación, los cabezales de inyección de tinta pasan por encima del polvo y depositan sobre él el agente de fusión y el agente de detallado. A continuación, un dispositivo de calentamiento por infrarrojos se desplaza sobre la impresión. Allí donde se añade el agente de fusión, las capas subyacentes se funden, mientras que las zonas con el agente de detallado permanecen pulverulentas.
Las partes pulverulentas se desprenden, produciendo la forma geométrica deseada. Esto también elimina la necesidad de soporte de modelado, ya que las capas inferiores soportan las capas impresas encima de ellas. Para completar el proceso de impresión, todo el lecho de polvo y las piezas impresas en su interior se trasladan a una estación de procesamiento independiente, donde la mayor parte del polvo suelto y sin fundir se aspira para su reutilización.
La fusión por chorro múltiple es una tecnología versátil que se ha aplicado en diversos sectores, como la automoción, la sanidad y los bienes de consumo.
La serie HP Jet Fusion 5200 es uno de los distintos tamaños y estilos de la impresora 3D HP Multi Jet Fusion
VI. Deposición de energía dirigida por pólvora
Deposición de energía dirigida por pólvora
La deposición de energía dirigida (DED) es un proceso de impresión 3D en el que material metálico se alimenta y funde simultáneamente con un potente suministro de energía. Es una de las categorías más amplias de la impresión 3D, que abarca muchas subcategorías, según la forma del material (alambre o polvo) y el tipo de energía (láser, haz de electrones, arco, supersónica, térmica, etc.). Esencialmente, tiene muchas similitudes con la soldadura.
Esta tecnología se utiliza para la impresión capa a capa, normalmente seguida de mecanizado CNC para conseguir tolerancias más ajustadas. La combinación de DED y CNC es muy común, con un subtipo de impresión 3D denominado impresión 3D híbrida, que incluye unidades DED y CNC en la misma máquina.
Esta tecnología se considera una alternativa más rápida y barata a la fundición y forja de metales en lotes pequeños, y una reparación clave para aplicaciones en la industria del petróleo y el gas en alta mar, así como en los sectores aeroespacial, de generación de energía y de servicios públicos.
Subtipos de deposición de energía dirigida: Deposición de energía láser en polvo, fabricación aditiva por arco de alambre (WAAM), deposición de energía por haz de electrones de alambre, revestimiento por pulverización en frío
Materiales: Metales diversos, en alambre y en polvo
Precisión dimensional: ±0,1 mm
Aplicaciones comunes: Reparación de piezas aeroespaciales y de automoción de gama alta, prototipos funcionales y piezas finales
Ventajas: Alta velocidad de deposición, posibilidad de añadir metal a componentes existentes
Desventajas: No puede producir formas complejas debido a la imposibilidad de realizar estructuras de soporte, el acabado superficial y la precisión suelen ser peores.
1. Deposición de energía dirigida por láser
Impresión 3D de metales mediante láser y polvo metálico
La deposición de energía dirigida por láser (L-DED), también conocida como deposición de metal por láser (LMD) o conformación de redes por ingeniería láser (LENS), utiliza polvo o alambre metálico que se suministra a través de una o varias boquillas y se funde en una plataforma de construcción o pieza metálica mediante un potente láser. A medida que la boquilla y el láser se mueven, o la pieza se desplaza sobre una mesa giratoria multieje, el objeto se construye capa a capa.
La velocidad de fabricación es superior a la de la fusión del lecho de polvo, pero la calidad de la superficie es menor y la precisión se reduce considerablemente, por lo que suele ser necesario un tratamiento posterior importante. Las impresoras láser DED suelen tener una cámara sellada llena de gas argón para evitar la oxidación. Cuando se manipulan metales menos reactivos, pueden funcionar utilizando únicamente gas argón o nitrógeno local.
Entre los metales más utilizados en este proceso se encuentran el acero inoxidable, el titanio y las aleaciones de níquel. Este método de impresión suele emplearse para reparar piezas aeroespaciales y de automoción de alta gama, como álabes de motores a reacción, pero también se utiliza para fabricar piezas enteras.
La impresora 3D DED láser con alimentación por hilo Meltio M450, la impresora 3D DED láser con alimentación por polvo Optomec LENS CS 600 y la impresora 3D DED láser con alimentación por polvo DMG Mori Lasertec 65.
2. Deposición de energía dirigida por haz de electrones
El DED por haz de electrones, también conocido como deposición de energía por haz de electrones de alambre, es un proceso de impresión 3D muy similar al DED por láser. Se realiza en una cámara de vacío y puede producir metales muy limpios y de alta calidad. Cuando un alambre metálico pasa por una o varias boquillas, es fundido por un haz de electrones.
Deposición de energía dirigida por haz de electrones (DED) Impresión 3D
Las capas se construyen individualmente, con el haz de electrones formando un pequeño baño de fusión en el que se introduce el alambre mediante un alimentador de alambre. Cuando se manipulan metales activos y de alto rendimiento (como aleaciones de cobre, titanio, cobalto y níquel), se opta por el haz de electrones para DED.
Las máquinas DED tienen un tamaño de impresión ilimitado. Por ejemplo, el fabricante de impresoras 3D Sciaky tiene una máquina EB DED capaz de producir piezas de casi 6 metros de largo a un ritmo de 3 a 9 kilogramos de material por hora.
El DED por haz de electrones se considera uno de los métodos más rápidos para fabricar piezas metálicas, aunque no es el más preciso, por lo que es una tecnología de mecanizado ideal para construir grandes estructuras (como fuselajes de aviones) o piezas de recambio (como álabes de turbinas).
Impresión 3D por deposición de haz de electrones con alimentación por hilo
3. Deposición de energía dirigida por hilo
La deposición de energía dirigida por hilo, también conocida como fabricación aditiva por arco de hilo (WAAM), es una forma de impresión en 3D que utiliza energía en forma de plasma o arco eléctrico para fundir metal en forma de hilo, que luego un brazo robótico deposita capa a capa sobre una superficie, como una mesa giratoria multieje, para darle forma.
Gefertec Fabricación aditiva por arco de alambre (WAAM) Impresión
Este método se elige frente a tecnologías similares que utilizan láser o haces de electrones porque no requiere una cámara sellada y puede utilizar metales idénticos a los empleados en la soldadura tradicional (a veces incluso exactamente el mismo material).
El depósito directo de energía eléctrica se considera la opción más rentable en la tecnología DED, ya que puede utilizar la energía existente. soldadura por arco robots y fuentes de energía, lo que hace que la barrera de entrada sea relativamente baja.
Sin embargo, a diferencia de la soldadura, esta técnica utiliza un complejo software para controlar diversas variables durante el proceso, como la gestión del calor y las trayectorias de las herramientas del brazo robótico. Esta técnica no tiene estructuras de soporte que retirar, y las piezas acabadas suelen mecanizarse con CNC cuando es necesario para lograr tolerancias estrictas o pulir la superficie.
Las impresoras 3D para fabricación aditiva por arco de alambre de Gefertec y WAAM3D
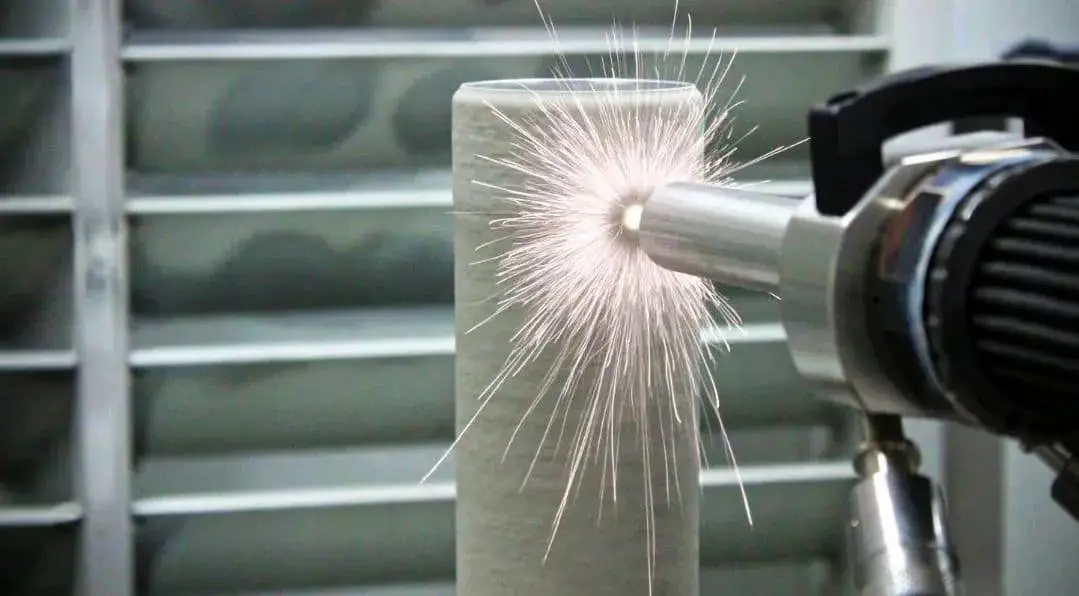
4. Revestimiento por pulverización en frío
El revestimiento por pulverización en frío es una tecnología de impresión 3D DED que utiliza la pulverización supersónica de polvo metálico para unirlos sin que se fundan, eliminando prácticamente las grietas o tensiones térmicas.
Revestimiento por pulverización en frío
Desde principios de la década de 2000, se ha utilizado como proceso de recubrimiento, pero recientemente varias empresas han empezado a utilizar el recubrimiento por pulverización en frío para la fabricación aditiva porque puede imprimir a velocidades entre 50 y 100 veces más rápidas que los procesos 3D metálicos típicos y no requiere gas inerte ni una cámara de vacío.
Como todos los procesos DED, el revestimiento por pulverización en frío no produce impresiones con una buena calidad superficial o de detalle, pero las piezas pueden utilizarse directamente de la cama de impresión.
5. Deposición de energía dirigida por fusión
La deposición de energía dirigida por fusión es un proceso de impresión 3D que utiliza calor para fundir metal (normalmente aluminio), que luego se deposita capa a capa sobre una placa de impresión para formar un objeto 3D. La diferencia entre esta tecnología y la impresión 3D por extrusión de metal es que la extrusión utiliza materia prima metálica con una pequeña cantidad de polímero en su interior, lo que permite extruir el metal.
Deposición directa de energía de metal fundido Piezas de aluminio fabricadas con la impresora 3D de metal líquido ElemX de Xerox
A continuación, el polímero se elimina en una fase de tratamiento térmico, mientras que el DED fundido utiliza metal puro. El DED fundido o líquido también puede compararse con el chorro de material, pero en lugar de una serie de boquillas que depositan gotitas, el metal líquido suele salir de una boquilla.
Se están desarrollando variaciones de esta tecnología, y las impresoras 3D de metal fundido son poco comunes. La ventaja de utilizar calor para fundir y luego depositar metal es que consume menos energía que otros procesos de DED y puede utilizar potencialmente metal reciclado como materia prima, en lugar de alambre metálico o polvo metálico altamente procesado.
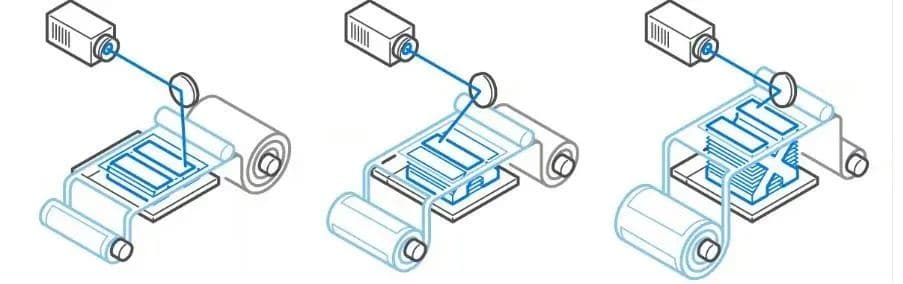
VII. Laminación de hojas
Laminación de hojas
La laminación de láminas es técnicamente una forma de impresión 3D, pero difiere significativamente de las técnicas antes mencionadas. Su función es apilar y laminar láminas de material muy fino para producir objetos 3D o pilas, que luego se cortan mecánicamente o con láser para darles la forma final.
Las capas de material pueden fusionarse mediante diversos métodos, incluidos el calor y el sonido, en función del material, con materiales que van desde el papel y los polímeros hasta los metales. Cuando las piezas se laminan y luego corte por láser o mecanizado para darle la forma deseada, se generan más residuos que con otras tecnologías de impresión 3D.
Los fabricantes utilizan la laminación de láminas finas para producir prototipos no funcionales a una velocidad relativamente alta y de forma rentable, lo que resulta adecuado para la tecnología de baterías y la producción de materiales compuestos, ya que los materiales utilizados pueden intercambiarse durante el proceso de impresión.
Tipos de tecnología de impresión 3D: Fabricación de objetos laminados (LOM), Consolidación ultrasónica (UC)
Materiales: Papel, polímeros y chapas metálicas
Precisión dimensional: ±0,1 mm
Aplicaciones comunes: Prototipos no funcionales, impresión multicolor, moldes de fundición.
Ventajas: Producción rápida, impresión compuesta
Desventajas: Baja precisión, gran cantidad de residuos, algunas piezas requieren postproducción
Fabricación aditiva laminar
Fabricación aditiva laminar
La laminación es una forma de tecnología de impresión 3D en la que se apilan y pegan láminas de material y, a continuación, se corta el objeto estratificado con la forma correcta utilizando una cuchilla (o un láser o una fresadora CNC). Esta tecnología es menos común hoy en día, ya que el coste de otras tecnologías de impresión 3D ha disminuido, y su velocidad y facilidad de uso han aumentado significativamente.
Fabricación por litografía viscosa (VLM): VLM es el proceso de impresión 3D patentado por BCN3D que lamina finas capas de resina fotosensible de alta viscosidad sobre una película de transferencia transparente. El sistema mecánico permite laminar la resina desde ambos lados de la película, lo que permite combinar diferentes resinas para obtener piezas multimaterial y estructuras de soporte fácilmente desmontables. Esta tecnología aún no se ha comercializado, pero podría considerarse un tipo de tecnología de impresión 3D laminada.
BCN3D emplea el proceso de impresión 3D Viscous Lithography Manufacturing (VLM) con resina
Fabricación aditiva basada en materiales compuestos (CBAM): La start-up Impossible Objects ha patentado esta tecnología, que fusiona almohadillas de carbono, vidrio o kevlar con plástico termoplástico para fabricar piezas.
Fabricación de material compuesto por laminación selectiva (SLCOM): EnvisionTEC, ahora conocida como ETEC y propiedad de Desktop Metal, desarrolló esta tecnología en 2016, que utiliza plástico termoplástico como material base y material compuesto de fibra tejida.
Nota: Existen muchos tipos de tecnologías de impresión 3D; los anteriores son los siete tipos más comunes de tecnologías de fabricación aditiva en impresión 3D y no cubren todas las tecnologías de impresión 3D del mercado.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Y si el futuro de la ingeniería no se limitara a diseños innovadores, sino a materiales revolucionarios? Desde las fibras ópticas que revolucionan la transmisión de datos hasta los materiales superconductores que mejoran la eficiencia energética, los últimos avances en...
¿Se ha preguntado alguna vez cómo consiguen las piezas metálicas las propiedades deseadas? El recocido, un proceso crítico de tratamiento térmico, tiene la clave. En este cautivador artículo, nos sumergiremos en el mundo del...
¿Se ha preguntado alguna vez cómo se transmite la energía en diversas máquinas y dispositivos? Desde los motores que propulsan nuestros vehículos hasta los motores que mueven nuestras industrias, la transmisión de potencia es...
Vivimos en una era de rápidos cambios, en la que los avances tecnológicos transforman rápidamente el panorama. El ritmo de la innovación en nuevas tecnologías de materiales se acelera. Los materiales individuales a menudo...
¿Se ha preguntado alguna vez qué materiales componen los potentes motores que impulsan los aviones por los cielos? En esta entrada del blog exploraremos el fascinante mundo de los materiales de los motores aeronáuticos,...
¿Cómo puede revolucionar la industria de defensa una tecnología que fabrica materiales capa por capa? La fabricación aditiva, o impresión 3D, está remodelando las capacidades militares al permitir una producción más rápida de componentes esenciales,...
¿Alguna vez se ha preguntado por qué los metales fallan incluso bajo tensiones aparentemente bajas? Este artículo explora el fascinante mundo de la fatiga en los materiales, revelando cómo la tensión cíclica conduce a fallos inesperados....
¿Y si se pudieran reforzar los metales combinando calor y presión en un único proceso sin fisuras? El tratamiento termomecánico lo consigue. Esta técnica no solo mejora la durabilidad y tenacidad...
¿Se ha preguntado alguna vez qué hace que el motor de su coche no pierda aceite o que las turbinas de su avión funcionen sin problemas? Las juntas dinámicas son componentes cruciales, aunque a menudo pasados por alto en muchas máquinas. Este...