Guía
El corte por láser se utilizó por primera vez en la década de 1970. En la producción industrial moderna, se utiliza ampliamente para cortar chapas metálicas, plásticos, vidrio, cerámica, semiconductores, así como materiales como textiles, madera y papel.
En los próximos años, se espera que el corte por láser adquiera un crecimiento sustancial en las aplicaciones de mecanizado de precisión y micromecanizado. En primer lugar, veamos cómo funciona el corte por láser.
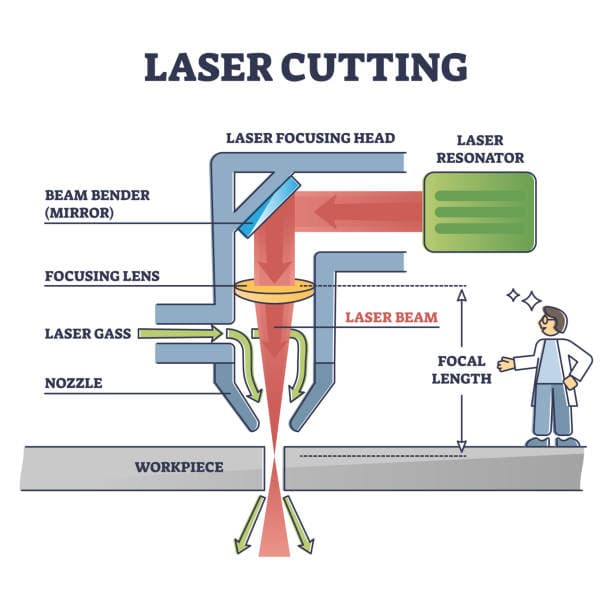
Cuando el haz láser enfocado incide sobre la pieza, la zona de irradiación se calienta rápidamente, provocando la fusión o vaporización del material. Una vez que el rayo láser penetra en la pieza, comienza el proceso de corte: el rayo se desplaza a lo largo del contorno, fundiendo el material. Normalmente se utiliza una corriente de chorro para soplar el material fundido lejos de la incisión, dejando una estrecha separación entre la pieza cortada y el marco. Estas estrechas costuras son casi tan anchas como el haz láser enfocado.
Corte con llama
Corte con llama es una técnica estándar utilizada para cortar acero con bajo contenido en carbono, en la que se utiliza oxígeno como gas de corte. El oxígeno presurizado se incrementa hasta 6 bares antes de ser soplado en la incisión.
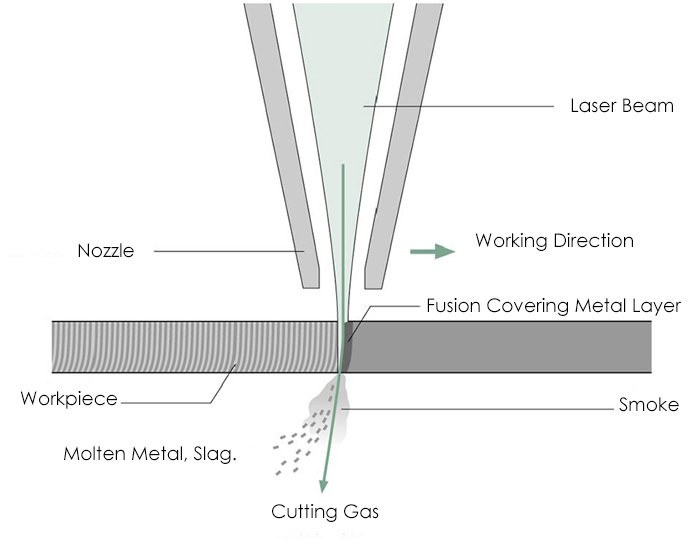
Allí, el metal calentado reacciona con el oxígeno, provocando su combustión y oxidación. Esta reacción química libera una gran cantidad de energía (cinco veces la cantidad de energía láser) que ayuda al rayo láser en el proceso de corte.
Fig.1 El rayo láser funde la pieza mientras que el gas de corte sopla el material fundido y la escoria en la incisión.
Corte por fusión
El corte por fusión es otro proceso estándar utilizado en corte de metalesTambién puede utilizarse para cortar otros materiales fusibles, como la cerámica. Como gas de corte se utiliza nitrógeno o gas argón, y a través de la incisión se insufla aire a una presión de 2-20 bares.
El argón y el nitrógeno son gases inertes, lo que significa que no reaccionan con el metal fundido en la incisión, sino que lo soplan hasta el fondo. El gas inerte también protege el filo de corte de la oxidación por el aire.
Corte con aire comprimido
El aire comprimido también puede utilizarse para cortar chapas finas.
La presión del aire aumentada a 5-6 bares es suficiente para expulsar el metal fundido de la incisión.
Como casi 80% del aire es nitrógeno, comprimido corte por aire es esencialmente un método de corte térmico.
Corte asistido por plasma
Si los parámetros se seleccionan correctamente, aparecerán nubes de plasma en la incisión durante el corte por fusión asistido por plasma.
La nube de plasma está formada por vapor metálico ionizado y gas de corte ionizado.
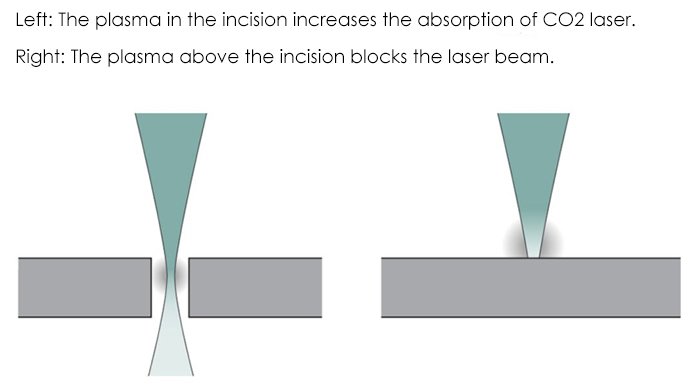
La nube de plasma absorbe la energía del láser de CO2 y la convierte en calor en la pieza de trabajo, lo que permite acoplar más energía a la pieza, lo que se traduce en una fusión más rápida del metal y un corte más rápido.
Por lo tanto, el proceso de corte también se denomina alta velocidad. corte por plasma.
La nube de plasma es transparente al láser sólidopor lo que el corte por fusión asistido por plasma sólo puede utilizarse con el corte por láser de CO2.
Corte por gasificación
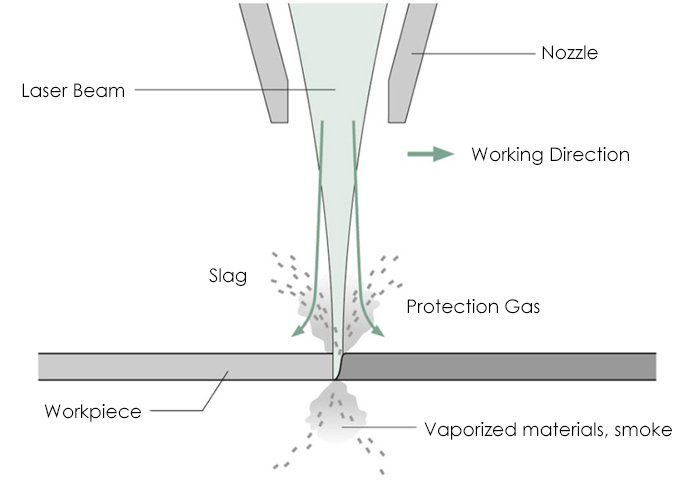
El corte por gasificación vaporiza el material y minimiza el efecto térmico sobre el material circundante.
CO2 continuo procesamiento láser puede conseguir este efecto al evaporar materiales con poco calor y gran absorción, como películas finas de plástico y materiales que no se funden, como madera, papel y espuma.
Los láseres de impulsos ultracortos permiten aplicar esta técnica a otros materiales.
Los electrones libres del metal absorben el láser y se calientan considerablemente.
El pulso láser no reacciona con las partículas fundidas y el plasma, y el material se sublima directamente sin transferir energía al material circundante en forma de calor.
No hay efecto térmico aparente en picosegundo pulso de ablación del material, y no se produce fusión ni formación de rebabas.
Fig.3 Corte por gasificación: el láser hace que el material se evapore y se queme. La presión del vapor expulsa la escoria de la incisión
Varios parámetros afectan al proceso de corte por láserAlgunos dependen de las prestaciones técnicas del generador láser y de la máquina de corte por láser, mientras que otros son ajustables.
Grado de polarización
El grado de polarización indica el porcentaje del láser que se convierte.
Normalmente, el grado de polarización se sitúa en torno a 90%, que es suficiente para lograr un corte de alta calidad.
Diámetro del foco
El diámetro de enfoque afecta a la anchura de la incisión y puede modificarse cambiando la distancia focal de la lente de enfoque. Un diámetro de enfoque menor da lugar a incisiones más estrechas.
Posición Focus
La posición focal determina el diámetro del haz, la densidad de potencia y la forma de la incisión en la superficie de la pieza.
Fi.4 Posición de enfoque: interior, superficie y cara superior de la pieza.
Potencia láser
En potencia del láser debe corresponderse con el tipo de mecanizado, el tipo de material y el grosor.
La potencia debe ser lo suficientemente alta para que la densidad de potencia en la pieza supere el umbral de procesamiento.
Fig.5 Una mayor potencia del láser puede cortar material más grueso
Modo de trabajo
El modo continuo se utiliza principalmente para cortar contornos estándar en metales y plásticos con espesores que oscilan entre milímetros y centímetros.
Para fundir agujeros o producir contornos precisos, se utilizan láseres pulsados de baja frecuencia.
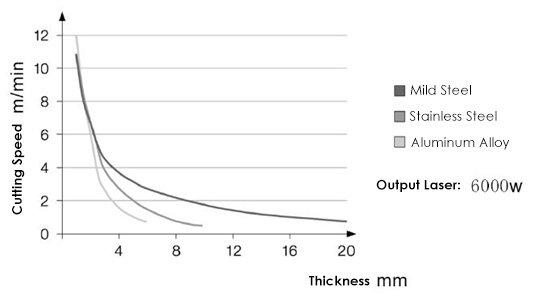
Velocidad de corte
La potencia del láser y la velocidad de corte deben coincidir. Una velocidad de corte demasiado rápida o demasiado lenta puede provocar un aumento de la rugosidad y la formación de rebabas.
Fig.6 La velocidad de corte disminuye con el espesor de la chapa
El diámetro de la boquilla
El diámetro de la tobera determina el caudal de gas y la forma del flujo de aire de la tobera.
Cuanto más grueso sea el material, mayor será el diámetro del chorro de gas y, por tanto, mayor será el diámetro de la abertura de la boquilla.
Pureza y presión del gas
El oxígeno y el nitrógeno se utilizan habitualmente como gases de corte.
La pureza y la presión del gas influyen en la eficacia del corte.
Al cortar con una llama de oxígeno, la pureza del gas debe ser del 99,95%.
Cuanto más grueso sea el chapa de aceromenor será la presión de gas necesaria.
Al cortar con nitrógeno, la pureza del gas debe ser de 99,995% (idealmente 99,999%), lo que requiere una mayor presión al fundir y cortar chapas de acero más gruesas.
Parámetros técnicos
Durante las fases iniciales del corte por láser, el usuario debe determinar los parámetros de mecanizado mediante operaciones de prueba.
En la actualidad, los parámetros de procesamiento maduros se almacenan en el dispositivo de control del sistema de corte, con los datos correspondientes para cada tipo de material y grosor.
Los parámetros técnicos permiten a las personas no versadas en la tecnología manejar sin problemas los equipos de corte por láser.
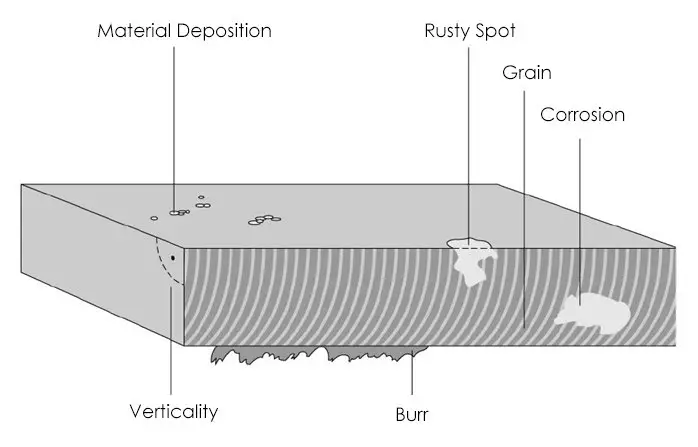
Calidad de corte
Varios criterios determinan la calidad de los cantos de corte por láser.
Por ejemplo, el nivel de formación de rebabas, hundimiento y grano puede evaluarse a simple vista.
En rectitud, la rugosidad y la anchura de la incisión requieren mediciones con instrumentos especializados.
La deposición de material, la corrosión, la región de influencia térmica y la deformación son también factores críticos que deben tenerse en cuenta al evaluar la calidad del corte por láser.
También puede consultar la 9 normas para comprobar la calidad del corte por láser.
Fig.7 Buen corte, mal corte
Amplia perspectiva
El éxito continuado del corte por láser no tiene parangón con la mayoría de las demás técnicas, y esta tendencia persiste en la actualidad. En el futuro, el aplicaciones del corte por láser será cada vez más prometedor.