
Come determinare il gioco di punzoni e stampi?
Vi siete mai chiesti quale sia il segreto per produrre pezzi stampati di alta qualità? In questo post del blog, analizzeremo il ruolo critico che il gioco di punzoni e stampi svolge...
Vi siete mai chiesti come fa una macchina enorme a punzonare e modellare con precisione le lamiere con facilità? In questo post esploreremo l'affascinante mondo della pressa elettrica JH21. Imparerete i principi di funzionamento, i componenti chiave e i consigli di sicurezza essenziali per massimizzare l'efficienza e la durata. Preparatevi a scoprire i segreti di questa meraviglia dell'ingegneria!

Benvenuti nel Manuale di manutenzione della pressa elettrica JH21. Questa guida completa è stata concepita per assistervi nella corretta installazione, funzionamento e manutenzione della pressa elettrica JH21. Il manuale si concentra sulle caratteristiche principali delle prestazioni e sulle avvertenze operative per garantire prestazioni e sicurezza ottimali. Si prega di notare che le figure incluse sono solo a scopo di riferimento e che i prodotti reali possono variare leggermente.

La punzonatrice a letto fisso con schienale aperto JH21-80Ton (800kN) funziona con un meccanismo di albero a gomiti longitudinale e asta a gomiti. L'albero a gomiti ruota attraverso una riduzione di velocità a due stadi del motore, che aziona il movimento alternativo della slitta.
La pressa è dotata di un sistema di guida chiuso e di un funzionamento stabile grazie all'uso di una frizione e di un freno pneumatici, che consentono di arrestare la slitta in qualsiasi posizione.
Questa pressa universale è ideale per varie attività di lavorazione della lamiera, tra cui taglio, punzonatura, tranciatura, piegatura, imbutitura e stiratura, ma non è adatta alla coniatura. La pressione nominale della pressa è di 800kN, con una corsa di pressione normale di 4,5 mm.
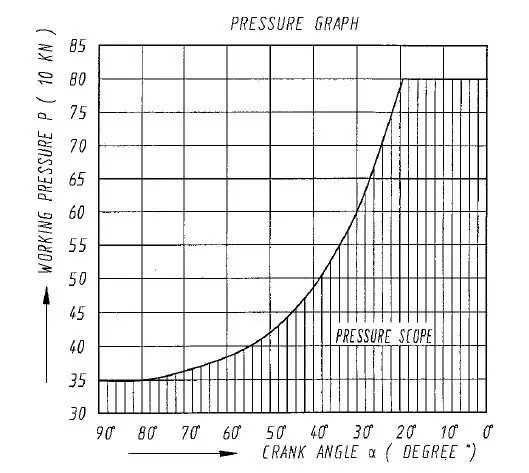
Gli utenti devono selezionare la forza di pressione appropriata in base alla curva di pressione, assicurandosi che la pressione di lavoro e l'angolo di manovella non superino l'intervallo indicato per evitare danni alla pressa.
Per garantire il normale funzionamento della pressa, ridurre al minimo la frequenza di manutenzione e prolungarne la durata, non deve essere utilizzata in ambienti con umidità eccessiva, gas corrosivi, liquidi o gas esplosivi. La pressione dell'aria deve essere di almeno 0,6 MPa e la tensione deve essere di 380±38V con una frequenza di 50±5Hz.
| No. | Articolo | Valore | Unità |
| 1 | Pressione nominale | 800 | KN |
| 2 | Corsa a scorrimento | 130 | mm |
| 3 | Accelerazione della pressione nominale | 4.5 | mm |
| 4 | Numero di corse della slitta | 60 | SPM |
| 5 | Spazio massimo tra gli stampi (regolazione verso l'alto, corsa verso il basso dal bolster al fondo della slitta) | 330 | mm |
| 6 | Regolazione dello spazio tra gli stampi | 80 | mm |
| 7 | Distanza tra il centro della slitta e il telaio | 310 | mm |
| 8 | Dimensioni del bolster (FB x LR) | 600×1000 | mm |
| 9 | Dimensione della superficie di scorrimento (FB x LR) | 460×540 | mm |
| 10 | Dimensione del foro dello stelo | Φ50×80 | mm |
| 11 | Spessore del bolster | 140 | mm |
| 12 | Distanza tra i montanti | 600 | mm |
| 13 | Cuscino d'aria (ordine speciale) Corsa massima del cuscino d'aria |
65 | mm |
| Pressione massima | 80 | KN | |
| 14 | Modello di motore principale | Y132M-4 | |
| Potenza | 7.5 | KW | |
| 15 | Dimensione complessiva | ||
| F.B. | 1711 | mm | |
| L.R | 1210 | mm | |
| Altezza | 2895 | mm | |
| 16 | Peso complessivo | ≈6749 | kg |
Per garantire il corretto funzionamento della punzonatrice, l'utente deve seguire le procedure corrette e considerare i seguenti fattori prima di utilizzare la macchina.
Il carico di lavoro deve essere mantenuto entro il limite di pressione nominale. I meccanismi di protezione contro i sovraccarichi sono stati predisposti per evitare danni causati da una punzonatura errata o da fogli di spessore non uniforme. È fondamentale non utilizzare la pressa con sovraccarichi casuali, poiché ciò può facilmente danneggiare la macchina. Pertanto, è importante calcolare con precisione il carico di lavoro prima di iniziare qualsiasi lavoro.
La forza di punzonatura varia con la posizione della slitta. Gli utenti devono fare riferimento al grafico della pressione della corsa che illustra queste variazioni. La comprensione di questa relazione aiuta a mantenere l'integrità della macchina e a garantire operazioni precise.
L'inceppamento può verificarsi se la pressione di lavoro supera la coppia nominale. Inoltre, la punzonatrice può bloccarsi se viene applicato un carico prima che la frizione sia innestata. Questo può danneggiare la frizione. Se si verifica un incastro durante la lavorazione, è necessario arrestare immediatamente la macchina e adottare misure correttive per evitare che si ripeta.
In linea di massima, i carichi eccentrici devono essere evitati perché possono causare la non parallelizzazione della superficie inferiore della slitta e del bolster, con conseguenti forze non uniformi sul braccio della slitta e compromissione della precisione. Se non è possibile evitare un carico eccentrico, è necessario gestirlo in base alla distanza consentita tra il centro del carico e il bolster, come specificato nelle linee guida della macchina, per garantire precisione e sicurezza.

Per garantire prestazioni ottimali e prolungare la durata della frizione e del freno, è importante rispettare la frequenza di accensione singola raccomandata, indicata nelle specifiche principali della punzonatrice. Il superamento della frequenza di accensione singola raccomandata può causare un'usura anomala e un potenziale guasto della frizione e del freno. Per questa pressa, la frequenza di accensione singola consigliata non è superiore a 25 volte al minuto.
Telaio (Figura 2)
Il telaio della punzonatrice è realizzato in acciaio ad alta resistenza ed è saldato. La slitta si muove in avanti e indietro all'interno dei bracci. La vite sul lato destro del telaio viene utilizzata per regolare il gioco tra i bracci e la slitta. La regolazione dell'asta di battuta fa sì che le parti punzonate vengano spinte verso il basso quando la slitta si avvicina al punto morto superiore. Tuttavia, per evitare incidenti, occorre fare attenzione a non far toccare alla spoglia la parte inferiore della scanalatura dell'asta di battuta della slitta. Il bolster del telaio è la base per le misure di precisione. Deve mantenere una superficie liscia e piana per evitare danni causati da utensili e utensili da taglio.
Parti motrici (Figura 3)
Il motore principale aziona il volano attraverso una cinghia trapezoidale e accumula energia nel volano, che viene poi trasmessa all'albero degli ingranaggi attraverso una frizione e un freno. L'albero degli ingranaggi aziona il grande ingranaggio nel bagno d'olio, che poi aziona l'albero a gomito per muovere la slitta su e giù.
Per regolare la cinghia trapezoidale, allentare prima i quattro controdadi e ruotare le quattro viti di regolazione in modo uniforme. Applicare una forza di 2 kg al centro della cinghia trapezoidale, che si piegherà di 10 mm per ottenere la tensione corretta. Quindi serrare i quattro controdadi. La nuova cinghia trapezoidale si stabilizzerà dopo qualche giorno di utilizzo, ma potrebbero essere necessarie ulteriori regolazioni. La cinghia trapezoidale deve essere conservata in un luogo fresco e asciutto, al riparo dalla luce e dall'olio.
Quando si sostituiscono le cinghie trapezoidali, allentare prima le viti di regolazione, rimuovere le vecchie cinghie e smontare le staffe della frizione. È importante sostituire tutte le cinghie con cinghie nuove. L'utilizzo di cinghie nuove e vecchie riduce la durata delle cinghie a causa delle diverse tensioni. Le cinghie vecchie non devono essere mischiate con quelle nuove ed è importante notare che cinghie della stessa dimensione nominale possono avere variazioni di lunghezza di alcuni centimetri. Le cinghie dello stesso gruppo devono avere la stessa lunghezza.
Per il funzionamento automatico, l'utente può collegare l'alimentatore automatico al albero di uscita della faccia del telaio (l'albero di uscita è un ordine speciale e non è incluso nei prodotti ordinari).
Frizione e freno (Figura 4)
Questa punzonatrice è dotata di una frizione e di un freno pneumatici, situati all'interno del telaio. (Per ulteriori informazioni, consultare il manuale della frizione).
Diapositiva (Figura 5)
La slitta è un componente critico della pressa e la sua precisione influisce direttamente sulla precisione della pressa.
Questa punzonatrice JH21 è dotata di punte esagonali quadrate lunghe che garantiscono una buona precisione e stabilità.
L'asta di collegamento e la vite a testa sferica sono componenti che convertono il moto rotatorio in moto alternativo.
L'estremità inferiore della vite a testa sferica è a contatto con la sede sferica, che ospita il protettore idraulico di sovraccarico.
In caso di sovraccarico, il protettore rilascia rapidamente l'olio nel cuscino idraulico della matrice, invia un segnale elettrico e provoca l'arresto immediato della pressa, garantendo la sicurezza della matrice e della pressa.
Una volta risolto il problema e una volta che la slitta torna al punto morto superiore, il cuscino idraulico dello stampo ripristina automaticamente la pressione, consentendo alla punzonatrice di riprendere a funzionare.
Gli utenti possono regolare l'altezza dello stampo. Per le istruzioni, consultare le operazioni relative alle parti elettriche nel manuale di assistenza.
Nell'asta di collegamento e nel tappo sono presenti degli spessori. Con il tempo, il gioco tra l'albero motore e le boccole può aumentare.
Gli utenti possono rimuovere gli spessori per regolare il gioco tra l'albero motore e le boccole. (Gioco normale: 0,08-0,13 mm)
4.1 Regolazione del gioco tra slitta e ganasce
La distanza tra la slitta e i denti deve essere adeguata per garantire un funzionamento regolare e affidabile della slitta. Se necessario, seguire i passaggi indicati di seguito per regolarla correttamente:
(1) Allentare le viti dei cavallotti e le viti di fermo sul lato destro del telaio.
(2) Regolare i gibs del lato sinistro e serrare la vite.
(3) Regolare i gibs del lato destro e stabilire se aggiungere o togliere spessori in base al gioco.
Dopo la regolazione, serrare le viti anteriori e le viti di fermo sul lato destro.
(4) Il gioco tra la slitta e i denti deve essere compreso tra 0,03 e 0,05 mm, ma il valore totale consentito del gioco della superficie di contatto anteriore e posteriore deve essere compreso tra 0,04 e 0,08 mm.
In genere, lo spazio tra le estremità superiore e inferiore è maggiore. La misura è precisa quando la profondità dello spessimetro è superiore a 30 mm.
Nota: il calibro da 0,03 mm deve essere inserito, quello da 0,05 mm no.
(5) Dopo la regolazione, controllare il gioco di ogni parte e regolare nuovamente se necessario.
4.2 Dispositivo di chiusura a slitta
La forza di abbattimento è pari a 5% della pressione nominale.
4.2.1 Struttura dell'apparecchiatura per l'abbattimento delle slitte
(1) È composto da asta di battuta, sede di battuta e barra di battuta.
(2) La barra di arresto si trova al di sopra della linea centrale della guida, attraversando la guida stessa.
(3) Quando la slitta si alza, la barra di abbattimento tocca l'asta di abbattimento, espellendo i pezzi punzonati.
4.2.2 Funzionamento e regolazione dell'attrezzatura per l'abbattimento della slitta
(1) Svitare la vite di fissaggio dell'asta di chiusura e regolare l'asta di chiusura nella posizione corretta. Tenere presente che le aste di chiusura sui lati destro e sinistro devono trovarsi alla stessa altezza.
(2) Dopo la regolazione, serrare le viti di fissaggio.
(3) Il contatto tra la barra trasversale e la slitta può causare rumori quando si utilizza la barra di estrazione.
4.2.3 Avviso
Quando si cambia la matrice, assicurarsi di sollevare l'asta di battuta nella posizione più alta prima di regolare l'altezza della slitta, per evitare di colpire l'asta di battuta durante la regolazione dell'altezza della matrice.
Regolare la posizione della barra di battuta in modo che il materiale venga spinto quando la slitta si avvicina al punto morto superiore.
Tuttavia, per evitare incidenti, non lasciare che la barra di battuta tocchi la parte inferiore della fessura di battuta.
4.3 Contatore
Il contatore, installato nel quadro elettrico, serve a tenere traccia e a visualizzare il numero cumulativo di corse.
Il contatore registrerà un conteggio di 1 ogni volta che lo scivolo si muove su e giù.
Se è necessario un reset, premere il pulsante di reset.
Il contatore può essere utilizzato per calcolare la produzione.
4.3.1 Pannello del contatore

4.3.2 Metodo operativo
(1) Se si porta l'interruttore su OFF, il contatore non funziona.
(2) Portare l'interruttore su ON e il contatore funzionerà.
Nota:
Quando si azzera il contatore, la slitta deve essere fermata nel punto morto superiore. L'azzeramento del contatore mentre la punzonatrice è ancora in funzione può danneggiare il contatore.
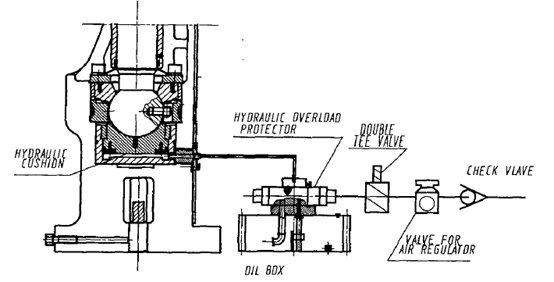
Protezione idraulica da sovraccarico
Il dispositivo di protezione da sovraccarico idraulico è in grado di rilevare automaticamente la pressione dell'olio del cilindro oleodinamico della slitta. Se la pressione è insufficiente, può fornire rapidamente pressione per mantenere il normale funzionamento. In caso di sovraccarico causato da una punzonatura errata o da uno spessore irregolare del foglio durante il processo, il protettore può scaricarsi immediatamente per proteggere gli accessori e la matrice da eventuali danni. Il protettore idraulico di sovraccarico è composto da un cilindro pressurizzato, una valvola di scarico della pressione e un interruttore induttivo.
5.1 Preparazione prima del funzionamento del dispositivo di protezione da sovraccarico idraulico
① Impostare la modalità di funzionamento sulla corsa "INCH".
② Utilizzare il pulsante di funzionamento per spostare la slitta fino all'arresto al punto morto superiore. (Fare attenzione all'altezza di lavoro della matrice per la sicurezza, se è stata installata).
Una volta che la slitta raggiunge il punto morto superiore, premere il pulsante di ripristino e la pompa dell'aria del protettore di sovraccarico inizierà a funzionare. Dopo circa 1 minuto, la pressione raggiungerà il valore specificato, la pompa dell'aria si fermerà automaticamente e la spia di sovraccarico si spegnerà.
④ La punzonatrice può ora essere utilizzata in modalità di funzionamento singolo o continuo.
⑤ La preparazione per il funzionamento è ora completa.
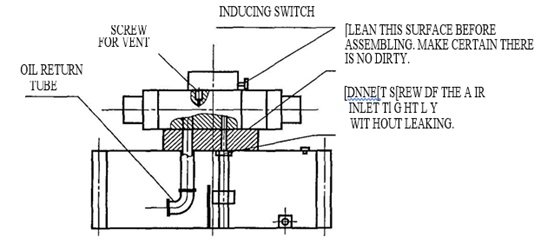
(6) Eliminazione dell'aria del cuscino di pressione dell'olio nella protezione idraulica da sovraccarico
Se nel cuscino di pressione dell'olio è presente dell'aria, la funzione del protettore di sovraccarico idraulico potrebbe non funzionare correttamente e causare il funzionamento continuo della pompa dell'aria.
Per eliminare l'aria:
① Fermare la slitta al punto morto superiore.
Per sicurezza, spegnere il motore principale. Attendere che il volano si arresti completamente. Quindi, con una chiave esagonale, allentare la vite del foro di drenaggio dell'olio sulla protezione idraulica da sovraccarico, consentendo la fuoriuscita dell'olio.
③ Se l'olio fuoriesce in modo discontinuo o spumeggiante, ciò indica la presenza di aria.
Una volta che l'olio smette di fuoriuscire in modo rotto o spumeggiante, stringere la vite del foro di drenaggio dell'olio. Controllare che non vi siano perdite di gas dal giunto tra la pompa e il piano terminale della scatola dell'olio e assicurarsi che i tubi dell'olio non perdano.
④ L'eliminazione dell'aria è completa.
(7) Ripristino del dispositivo di protezione da sovraccarico idraulico:
Se la punzonatrice si sovraccarica, si accende la spia di sovraccarico.
Azionarlo secondo la fase (5) della procedura.
5.2 Manutenzione del dispositivo di protezione da sovraccarico
(1) Controllare regolarmente che non vi siano perdite di gas nel tubo di collegamento alla valvola di sicurezza.
(2) Pulire periodicamente il filtro dell'olio.
(3) Controllare regolarmente il serraggio dei bulloni della parte di collegamento.
(4) Controllare regolarmente il livello dell'olio nella scatola.
(5) Controllare periodicamente il funzionamento della valvola elettromagnetica.
5.3 Guasti comuni e risoluzione dei problemi del protettore idraulico da sovraccarico
| NO. | Stato di fallimento | Fonte del fallimento | Soluzione |
| 1 | La pompa dell'olio pneumatica non funziona | 1. Guasto alla sorgente d'aria | 1. Eliminazione |
| 2. Perdita d'aria nel tubo pneumatico | 2. Modifica | ||
| 3. Guasto alla valvola elettromagnetica | 3. Mantenere, cambiare e cambiare | ||
| 2 | La pompa dell'olio pneumatica funziona a lungo senza interruzioni | 1. Interfacciamento dell'aria nel sistema | 1. Scarico dell'aria |
| 2. Perdita d'olio nel sistema di collegamento del tubo esterno | 2. Manutenzione | ||
| 3. La porta della valvola di sicurezza è bloccata | 3. Smontaggio, controllo e pulizia | ||
| 3 | La pompa dell'olio pneumatica funziona ma non riesce a creare pressione. | 1. L'anello di tenuta dell'asta del pistone della pompa dell'olio pneumatica è danneggiato. | 1. Sostituzione dell'anello di tenuta |
| 2. L'anello di tenuta ad alta pressione della pompa dell'olio pneumatico è danneggiato. | 2. Sostituzione dell'anello di tenuta | ||
| 4 | La pompa dell'olio pneumatica non funziona dopo il caricamento dell'aria, ma l'aria di scarico dalla porta | 1. Il nucleo della valvola della pompa dell'olio pneumatico è bloccato | 1. Riparazione |
| 2. Il nucleo della valvola della pompa dell'olio pneumatico è bloccato da una fecondità | 2. Smontaggio, controllo e pulizia |
L'elettrovalvola è il componente principale dell'esecuzione e ha una funzione di autocontrollo. Se una valvola non funziona correttamente, l'altra valvola rilascia l'aria, causando il disinnesto della frizione e l'arresto della slitta, garantendo la sicurezza delle persone e della pressa. La pressione della fonte d'aria deve essere compresa tra 0,55 e 0,6 MPa ed è importante regolarla al valore specificato. Il lubrificatore deve mantenere un certo livello di olio e il filtro del gas e il serbatoio dell'aria devono essere svuotati frequentemente da acqua e contaminanti.
Consumo d'aria della punzonatrice e del compressore
Consumo d'aria della frizione JH21-80: 0,18 m3/min. Si consiglia di scegliere un compressore da 0,3 m3/min per una singola pressa.
Avviso:
(1) Quando si aggiunge olio al lubrificatore, la pressione dell'aria nella tubazione deve essere rilasciata per evitare incidenti.
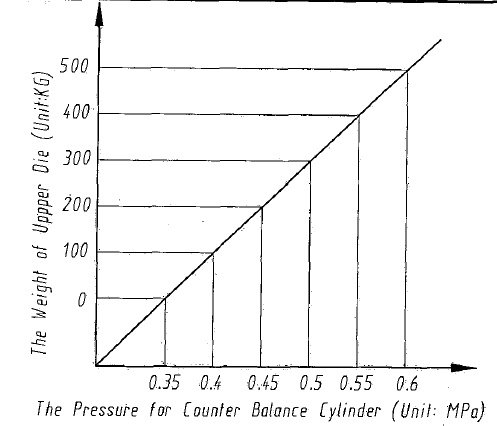
(2) La pressione del cilindro di controbilanciamento e il peso dello stampo superiore possono essere regolati in base alla figura seguente. La pressione massima di esercizio consentita del cilindro di controbilanciamento è di 0,8 MPa.
(3) Il relè elettrico si blocca con il circuito elettrico. Se la pressione è troppo bassa, il circuito non funziona. Il relè di pressione è stato regolato prima della spedizione dalla fabbrica; non deve essere regolato a caso.
La punzonatrice utilizza sia un sistema di lubrificazione automatica intermittente che una lubrificazione manuale ad olio. L'olio viene distribuito a tutti i punti di lubrificazione tramite un distributore di olio. Componenti specifici come il cuscinetto volvente, il giunto rotante e il cuscino d'aria vengono lubrificati con una pistola ad olio.
La lubrificazione è fondamentale per la pressa dell'albero a gomiti in quanto:
Tutte le parti in movimento relativo devono essere lubrificate, ad eccezione delle superfici di attrito della frizione e del freno.
Durante il funzionamento della pressa, è fondamentale monitorare l'effetto della lubrificazione per evitare l'ostruzione delle vie d'olio e prevenire il surriscaldamento e il danneggiamento della bussola principale, del cuscinetto della biella e delle guide di scorrimento. La temperatura non deve superare i +70°C e non deve scendere sotto i -35°C. Se la temperatura aumenta, la punzonatrice deve essere fermata immediatamente. Inoltre, la temperatura del motore principale non deve superare i +60°C (misurata sul coperchio del motore).
| NO. | Punto di lubrificazione | Marca e tipo di olio lubrificante | Modalità di lubrificazione |
| 1 | Boccola della biella | 00# Grasso di calce | Lubrificazione per la guida di potenza |
| 2 | Boccola principale anteriore | 00# Grasso di calce | Lubrificazione per la guida di potenza |
| 3 | Indietro Boccola principale | 00# Grasso di calce | Lubrificazione per la guida di potenza |
| 4 | Gib (6 punti) | 00# Grasso di calce | Lubrificazione per la guida di potenza |
| 5 | Filetto di collegamento | Olio per ingranaggi CKC150 | Lubrificazione manuale con pistola ad olio |
| 6 | Vite a sfera | Olio per ingranaggi CKC150 | Lubrificazione dell'olio di riempimento |
| 7 | Scatola ingranaggi | Olio per ingranaggi CKC150 | Lubrificazione a immersione |
| 8 | Equilibratore | HL150 Olio lubrificante | Pompa dell'olio manuale Lubrificazione |
| 9 | Pompa dell'olio manuale | HL150 Olio lubrificante | |
| 10 | Pompa del grasso | 00# Grasso di calce | Lubrificazione elettrica |
| 11 | Punti di lubrificazione del cuscino d'aria | 2# Grasso al litio | Lubrificazione manuale con pistola ad olio |
| 12 | Cuscinetto del volano | 2# Grasso al litio | Lubrificazione manuale con pistola ad olio |
Prima di apportare qualsiasi modifica alla pressa, è fondamentale conoscerne a fondo la struttura. In questo modo si garantisce una corretta gestione e impostazione, riducendo al minimo il rischio di errori e danni.
Il motore principale si arresta automaticamente nei seguenti scenari:
Per garantire il funzionamento sicuro ed efficiente di una punzonatrice è necessario attenersi rigorosamente alle procedure di manutenzione e sicurezza. Le seguenti linee guida devono essere seguite meticolosamente per mantenere l'integrità dell'apparecchiatura e la sicurezza degli operatori:
| Problemi | Motivo | Soluzione | |
| Preparazione dell'operazione | La punzonatrice non funziona. | 1. La pressione dell'aria è troppo bassa. | 1. Controllare la pressione del manometro e regolare la pressione |
| 2. L'alimentazione e la rete elettrica guasti al motore | 2. Sostituire il fusibile o l'interruttore | ||
| 3. Contatto di sostituzione dell'arresto di emergenza | 3.Controllare il pulsante di arresto di emergenza | ||
| 4. Scarso contatto del pulsante di marcia | 4. Sostituire il pulsante | ||
| 5. Il circuito viene interrotto | 5. Controllare il circuito | ||
| 6. La slitta non torna in posizione normale Arresto di emergenza | 6. Agire con una corsa in pollici e regolare la posizione della slitta. | ||
| Nel corso dell'operazione | La stampa non corre | 1. Errore nell'elettrovalvola | 1. Controllare l'elettrovalvola o sostituire il circuito dell'elettrovalvola. |
| 2. L'anello non è collegato | |||
| 3. L'elettrovalvola si spegne | |||
| La boccola principale calda | 1. Asta con boccola | 1. rifare l'albero o rottamare la boccola | |
| 2. scarsa lubrificazione | 2. Controllare la lubrificazione e pulire la via dell'olio | ||
| Il fiocco si riscalda | 1. Il gioco del pennino è troppo piccolo | 1. Regolare il gioco del fiocco | |
| 2. Scarsa lubrificazione del pennino | 2. Controllare la lubrificazione e pulire la via dell'olio | ||
| 3. Bastoni di scorrimento con pennino | 3. Scarti del fiocco o della slitta | ||
| Rumore nella diapositiva | 1. Scheda di copertura a forma di palla sfusa | 1. serrare i bulloni. | |
| 2. Il gioco della testa a sfera è troppo grande. | 2. Regolare lo spessore del distanziatore | ||
| Corsa continua quando si preme il pulsante della corsa in pollici | 1. Guasto del pulsante di marcia | 1. Sostituire il pulsante | |
| La punzonatura non può essere ripristinata quando si preme il pulsante di emergenza. | 1. Scarsa sostituzione del pulsante | 1. Sostituire il pulsante | |
| La frizione non funziona quando si premono contemporaneamente i pulsanti a due mani. | 1. La pressione dell'aria è bassa | 1.Controllare la fonte d'aria o regolare il regolatore. | |
| 2. usura del blocco di attrito | 2. Regolare il gioco o sostituire il nuovo attrito. | ||
| 3. Guasti al cavo elettrico | 3. Controllare il circuito ed eliminare i problemi | ||
| Premendo a colpo singolo, il punzone non si ferma al punto morto superiore. | 1. La pressione dell'aria è bassa. | 1.Controllare la fonte d'aria e regolarla | |
| 2. Posizione errata dell'interruttore di prossimità. | 2. Regolare l'interruttore a camme. |
| No. | Posizione | Parti soggette a usura | Specifiche | Quantità | Osservazione |
| 1 | Telaio | Indietro Boccola principale | 1 | Figura10 | |
| 2 | Parti di guida | Boccola principale anteriore | 1 | Figura 9 | |
| Cuscinetto GB/T297-1994 | 132316 (80x 170×61.5) | 1 | |||
| Cuscinetto GB/T297-1994 | 33220 (100x180x63) | 1 | |||
| Cuscinetto GB/T276-1994 | 6032 (160x240x38) | 2 | |||
| Anello di tenuta tipo O GB1235-76 | 240X5.7 | 1 | |||
| 230×5.7 | 1 | ||||
| 155X3.1 | 2 | ||||
| 170×3.5 | 1 | ||||
| 85×3.1 | 2 | ||||
| 95×3.1 | 1 | ||||
| Anello di tenuta per rotazione GB9877.1-88 | 190X220X15 | 1 | |||
| Anello di tenuta a labbro SN70 | SN70/TC10012512 | 2 | Importazione | ||
| Cinghia trapezoidale GB1171-74 | B-2700 | 3 | |||
| 3 | Scivolare | Cuscinetto inferiore della biella | 1 | Figura 11 | |
| Cuscinetto superiore della biella | 1 | Figura 12 | |||
| Anello di tenuta tipo O GB1235-76 | 130×3.1 | 1 | |||
| 35X3.1 | 1 | ||||
| 20×2.4 | 2 | ||||
| 75×3.1 | 1 | ||||
| 220×5.7 | 1 | ||||
| Anello di tenuta a Y per albero | d110 | 1 | |||
| JB/ZQ4265-86 | |||||
| Battere GB/T292-1994 | 46206 (30x62x16) | 2 | |||
| Guarnizione combinata ad angolo retto per il foro del pistone TB1-IIA | 180><7.00 | 1 | |||
| Anello di tenuta a labbro GB9877.1-88 | PD30x50x7 | 2 |
Figura 1 Struttura del prodotto
Figura 2 Telaio
Figura 3 Parti di guida
Figura 4 Frizione e freno
Figura 5 SIide
Figura 6 Schema pneumatico
Figura 7 Schema di lubrificazione
Figura 8 Piano di fondazione
Figura 9 Boccola dell'albero principale anteriore
Figura 10 Boccola dell'albero principale posteriore
Figura 11 Boccola inferiore di collegamento
Figura 12 Boccola superiore di collegamento

In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.







