Buigscheuren in staal: Factoren en verbeteringsmaatregelen
Heb je je ooit afgevraagd waarom staal soms scheurt tijdens het buigen? In dit artikel verkennen we de fascinerende wereld van de buigtechnologie van staal en ontdekken we de redenen achter veelvoorkomende defecten zoals scheuren in hoeken en in het midden. Ontdek hoe de juiste technieken en materiaalkwaliteit het verschil kunnen maken bij het voorkomen van deze problemen. Bereid je voor op praktische inzichten die je begrip en toepassing van staalbewerking kunnen verbeteren!
Buigverwerkingstechnologie is een soort staalverwerkingstechnologie die veel wordt gebruikt op verschillende gebieden, zoals autofabricage, technische machines, bruggen, schepen en de bouw.
Onder de druk van de bovenste of onderste matrijs op de buigmachine ondergaat de metalen plaat eerst elastische vervorming en daarna plastische vervorming.
In het beginstadium van het plastisch buigen, wanneer de bovenste of onderste matrijs het plaatmetaal buigt, past het plaatmetaal geleidelijk strak tegen het binnenoppervlak van de V-groef van de bovenste of onderste matrijs, terwijl de krommingsstraal ook geleidelijk afneemt.
Terwijl de druk doorgaat tot het einde van de slag, komen de bovenste en onderste matrijs volledig in contact met de plaatmetaalen vormt de V-vormige bocht, die gewoonlijk wordt verwerkt met buigmachines en walsapparatuur.
Scheurvorming in buigingen is een belangrijk defect bij de verwerking van staal. Afhankelijk van de locatie van de scheurvorming kan deze worden onderverdeeld in hoekscheurvorming en centrale scheurvorming.
De factoren die scheuren veroorzaken zijn onder andere onjuiste verwerkingstechnologie en defecten in de materiaalkwaliteit, die een negatieve invloed hebben op staalproductiebedrijven.
Onderzoekers analyseerden, vatten samen en bestudeerden typische kwaliteitscases en verwezen naar relevante materialen om verschillende factoren te analyseren die buigscheuren veroorzaken en verbetermaatregelen voor te stellen.
Typische voorbeelden van buig-, scheur- en fysisch-chemische testen
1.1 Hoekscheurmonsters
1.1.1 Macroscopische morfologie
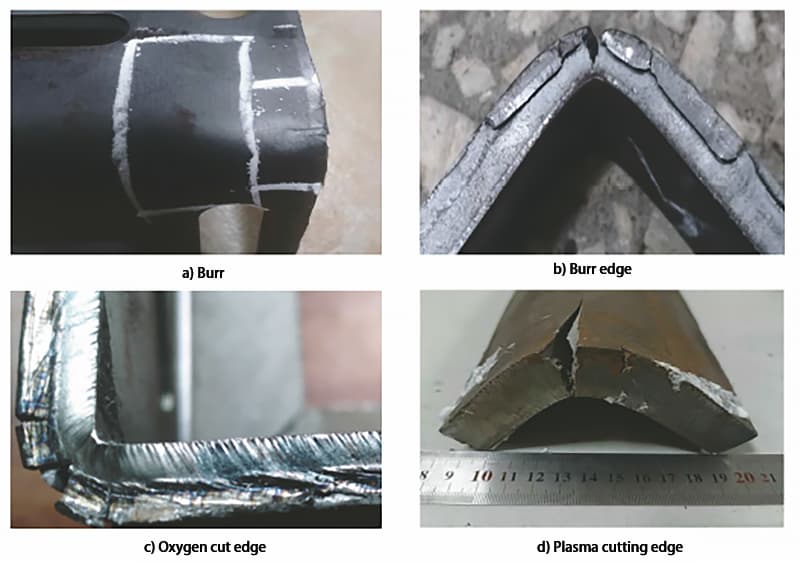
Hoekscheuren zijn het meest voorkomende type defect bij buigscheuren, en er zijn meestal bramen, ruwe randen, zuurstofsnijkanten, of plasmasnijden randen in de hoekscheurpositie. Als de rand van het werkstuk niet wordt gezandstraald of onvolledig wordt behandeld tijdens het buigproces, zullen er hoekscheuren ontstaan en de scheuren bij de hoekscheuren zijn meestal kort en bevinden zich in het werkgeharde gebied van de hoek.
Typische defecten van Q235B staal en Q355B staal werden geselecteerd voor analyse en de macroscopische morfologie van hoekscheuren wordt getoond in figuur 1.
Figuur 1: Macroscopisch voorkomen van stalen hoekscheuren.
1.1.2 Chemische samenstellingsanalyse
Vier typische hoekscheurmonsters van Q235B staal en Q355B staal werden geselecteerd voor analyse van de chemische samenstelling en de resultaten voldeden aan de eisen.
1.1.3 Testen van mechanische eigenschappen
De mechanische eigenschappen van de bovenstaande vier typische hoekscheurmonsters van Q235B staal en Q355B staal werden getest en de resultaten staan in Tabel 1 (D is de buigdiameter, a is de monsterdikte) en de resultaten voldeden aan de eisen.
Tabel 1: Testresultaten van de mechanische prestaties van Q235B en Q355B staalmonsters met hoekscheuren
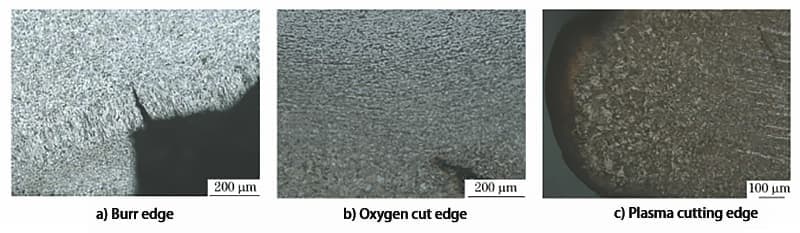
Metallografisch onderzoek werd uitgevoerd op de scheurposities van de bovenstaande vier typische hoekscheurmonsters van Q235B staal en Q355B staal en de resultaten worden getoond in figuur 2. Zoals te zien is in figuur 2, is er een koude vervorming van de korrel in het weefsel op de scheurpositie en is er een thermische invloedsstructuur op de scheurpositie door zuurstofsnijden en plasmasnijden.
Figuur 2: Algemeen voorkomen van monsters met hoekscheuren.
1.2 Scheurmonsters
1.2.1 Macroscopische morfologie
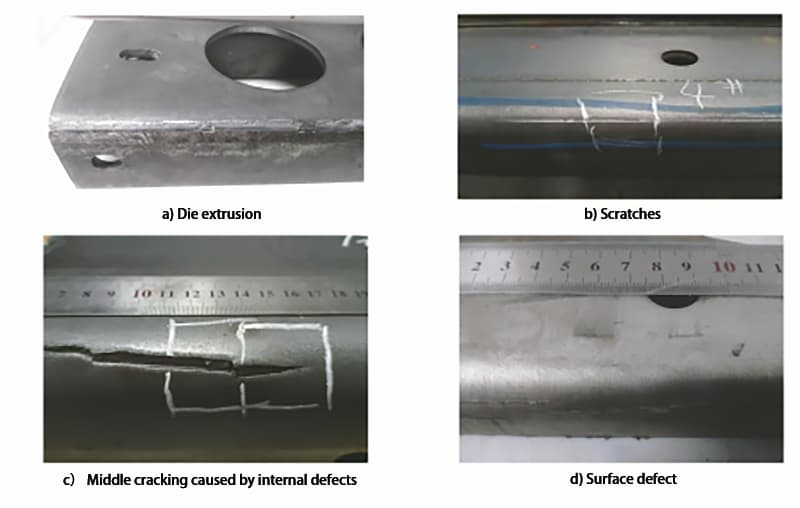
Centraal scheuren manifesteert zich vaak als niet-continue scheuren in het midden van het werkstuk en de scheuren zijn meestal lang, met enkele gevallen van korte scheuren. De macroscopische morfologie van centraal barsten wordt getoond in figuur 3.
Figuur 3: Macroscopisch uitzicht van monsters met scheuren in het midden.
1.2.2 Chemische samenstellingsanalyse
Zes typische centrale scheurmonsters van Q235B staal, Q355B staal en 610L staal werden geselecteerd voor analyse van de chemische samenstelling en de resultaten voldeden aan de eisen.
1.2.3 Testen van mechanische eigenschappen
De mechanische eigenschappen van de bovengenoemde zes typische monsters voor centrale scheuren van Q235B staal, Q355B staal en 610L staal werden getest en de resultaten staan in Tabel 2 en de resultaten voldeden aan de eisen.
1.2.4 Metallografisch onderzoek
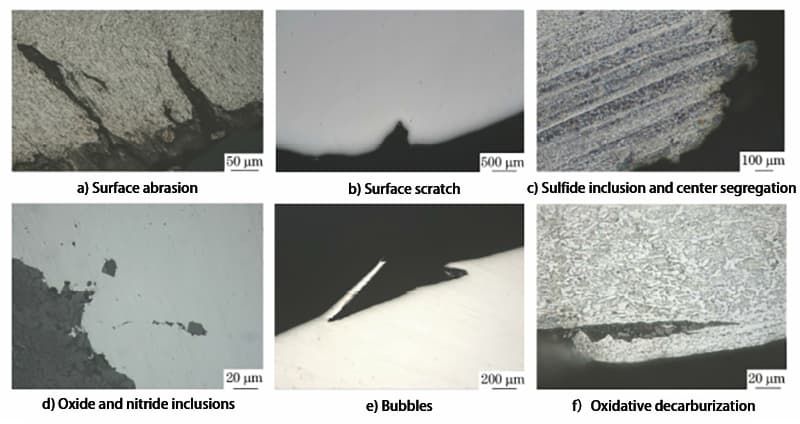
Metallografisch onderzoek werd uitgevoerd op de bovengenoemde zes typische monsters van centrale scheuren van Q235B staal, Q355B staal en 610L staal en de resultaten worden getoond in figuur 4.
Figuur 4: Microscopisch uitzicht van het proefstuk met scheurvorming in het midden.
Zoals te zien is in Figuur 4, is er een koude vervorming van de korrel bij de extrusiepositie van het slijpgereedschap en zijn er krasopeningen te zien aan de wortel van langere en rechtere scheuren. De monsters bevatten ook geclusterde sulfide insluitingen, centrale ontmenging en oxidatiedeeltjes bij hoge temperatuur, ontkoling door oxidatie en bellen.
Analyse van de oorzaken van buigscheurtjes
2.1 Onjuiste verwerkingstechnieken
2.1.1 De invloed van buigdiameter
Wanneer buigen van staalDe buitenste laag van het gebogen gebied ondergaat spanning terwijl de binnenste laag compressie ondergaat. Wanneer de materiaaldikte constant is, wordt de buigradiushoe groter de trek- en drukspanning op het materiaal. Als de trekspanning in de buitenste hoek groter is dan de eindsterkte van het materiaal, zal scheurvorming of breuk optreden, voornamelijk in het midden van het werkstuk en soms in de hoeken.
2.1.2 De invloed van buiggereedschap
Als de V-groeven van het buiggereedschap ruw zijn, wordt het werkstuk blootgesteld aan ongelijke krachten wanneer het door de buigmachine gaat, waardoor slijtage aan het oppervlak of plaatselijke druk ontstaat, wat leidt tot oppervlaktedefecten, gevolgd door extrusiescheuren. De scheuren zien er meestal recht en lang uit, met zichtbare koude vervorming van de korrels bij de scheurwortels.
2.1.3 De invloed van logistiek
Tijdens het staaltransport en het laden en lossen kunnen oppervlaktekrassen ontstaan die de continuïteit van het substraatoppervlak vernietigen. Tijdens het buigen kunnen er scheuren ontstaan op de bekraste plaats. Deze scheuren zijn meestal langer en recht, met zichtbare krasopeningen aan de wortel van de scheur.
2.2 De invloed van materiaaldefecten
2.2.1 De invloed van schadelijke elementen, insluitsels en gassen in staal
Tijdens het smeltproces leidt een hoog zwavel- en fosforgehalte in staal tot een hoog gehalte aan sulfide insluitingen of, zelfs als het totale gehalte de norm niet overschrijdt, aggregeren deze elementen plaatselijk en veroorzaken ze ernstige centrale ontmenging bij de insluitingen. Dit leidt tot een afname van de plasticiteit en taaiheid van het staal, waardoor het gevoelig wordt voor buigen en scheuren.
Bovendien worden microscheurtjes op het oppervlak van de ingot geoxideerd bij hoge temperaturen tijdens het walsen, en het hoge zuurstof- en stikstofgehalte in het staal, vooral het stikstofelement, vormt gemakkelijk TiN met titanium. De TiN-deeltjes die tijdens het continugieten langs de korrelgrenzen neerslaan, kunnen oorspronkelijke scheuren in de billet veroorzaken, wat kan leiden tot scheuren tijdens het buigen.
2.2.2 De invloed van de kwaliteit van het staaloppervlak
Microscheurtjes en luchtgaten op het staaloppervlak zijn gevoelig voor scheuren op de plaats van de scheur onder spanning na het buigen. Meerdere kleine scheurtjes kunnen zichtbaar zijn op de buigboog met het blote oog.
2.2.3 De invloed van mechanische eigenschappen en anisotropie van staal
Hoe beter de plasticiteit van het materiaal, hoe stabieler de plastische vervorming en hoe groter de breukrek, hoe beter de buigprestaties. Zelfs als de buigdiameter klein is, barst het niet gemakkelijk.
Bovendien zijn de longitudinale en transversale eigenschappen van staal verschillend en is de longitudinale bandstructuur ernstiger dan de transversale. Dit betekent dat de longitudinale plasticiteitsindex van het staal hoger is, zodat bij buigen langs een richting loodrecht op de walsrichting, de buigprestaties van het staal beter zijn en minder vatbaar voor scheuren in vergelijking met buigen langs de transversale richting.
Verbeteringsmaatregelen
(1) Oplossingen voor het barstprobleem veroorzaakt door bramen, scherpe randenen zuurstof snijden in hoekgebieden: schuur en rond de bramen en scherpe randen handmatig, of gebruik een ontbraammachine om ze automatisch te verwijderen en het verharde bewerkingsgebied te elimineren om het scheurpercentage te verlagen.
Wijzig de buigproces naar continu rolvormen, dan snijden na het vormen om de verharde verwerking veroorzaakt door snijden te vermijden. Herstel kleine defecten door latere lasprocessen.
(2) Om het probleem van kleine buigstralen aan te pakken, moet de R-hoek worden vergroot binnen het toegestane bereik van het ontwerp om een te kleine buigstraal te vermijden.
(3) Vermijd krassen op het oppervlak tijdens het logistieke proces van het vervoeren en lossen van stalen materialen.
(4) In het staalproductieproces, verbeter de zuiverheid van het staal, verminder de inhoud en de aggregatie van insluitingen in het staal. Het argonblaasproces moet volledig worden benut om ervoor te zorgen dat grotere sulfiden in het staal volledig zweven en worden gescheiden.
Het juiste stromingsveld moet gehandhaafd worden tijdens het staalstroomproces om te zorgen voor een goed en stabiel stromingsveld in de kristallisator, waardoor insluitingen in het staal verder verwijderd kunnen worden en verontreiniging door vastzittende slak voorkomen wordt.
Redelijke regeling van de giettemperatuur, het trektempo en het koeltempo tijdens het continugieten. Het juiste gebruik van de lichtgewicht druktechnologie en elektromagnetische roeringstechnologie kan de interne kwaliteit van de billet verbeteren, centrumsegregatie verminderen en de vorming van centrumscheuren voorkomen.
(5) In het walsproces, versterking van de controle van verwarming, walstemperatuur en post-rollen koelprocessen, vermijd de vorming van abnormale structuren zoals bainiet, martensietgrove korrels en gemengde kristallen en verminderen de sterkte binnen het toegestane bereik van productnormen terwijl de plasticiteit en taaiheid verbeteren.
Veelgestelde vragen
Hieronder vindt u antwoorden op een aantal veelgestelde vragen:
Wat veroorzaakt scheuren tijdens het buigen van metaal?
Scheuren tijdens het buigen van metaal worden voornamelijk veroorzaakt door verschillende onderling gerelateerde factoren. Een belangrijke factor zijn de materiaaleigenschappen en de richting, zoals de walsrichting van het metaal. Buigen parallel aan deze richting kan de kans op scheuren vergroten door de uitlijning van de korrelstructuur. Bovendien ondergaan metalen zoals aluminium werkharding, wat de brosheid en gevoeligheid voor scheuren bij verdere vervorming verhoogt.
Het buigproces en de geometrie spelen ook een cruciale rol. Een krappe buigradius kan leiden tot overmatige trekspanning op de buitenste vezels van het metaal, waardoor de treksterkte van het materiaal mogelijk wordt overschreden en scheuren ontstaan. Smalle bochten kunnen dit probleem nog verergeren door een verbrijzelde toestand te creëren. De oppervlaktekwaliteit, inclusief oppervlakteruwheid en braamrichting, beïnvloedt de rekgrens van het materiaal, waarbij gladdere oppervlakken de kans op scheuren verkleinen.
Externe factoren zoals temperatuur hebben een grote invloed op het buigproces. Buigen bij lagere temperaturen kan de brosheid verhogen, vooral bij legeringen met hoge sterkte of veredelde materialen. Het voorverwarmen van het metaal kan de vervormbaarheid verhogen en het risico op scheuren verminderen. De kwaliteit en uitlijning van het gereedschap zijn ook cruciaal; onjuist gereedschap of verkeerde uitlijning kan leiden tot spanningsconcentraties en een verhoogd risico op scheuren.
Het kiezen van de juiste legering met een hogere taaiheid of een specifiek ontwerp voor buigen, zoals bepaalde aluminiumlegeringen, kan scheurvorming verminderen. Het vergroten van de buigradius, het voorverwarmen van het materiaal en het vermijden van overmatige vervorming zijn effectieve preventieve maatregelen. Als je deze factoren begrijpt en de juiste strategieën toepast, kun je het risico op scheuren tijdens het buigen van metaal aanzienlijk verkleinen.
Hoe kan ik scheuren voorkomen bij het buigen van metaal?
Om scheuren bij het buigen van metaal te voorkomen, moet je een aantal belangrijke factoren en technieken in overweging nemen en toepassen. Ten eerste is het cruciaal om het juiste materiaal te kiezen en ervoor te zorgen dat het de juiste hardheid heeft; zachtere metalen zijn over het algemeen kneedbaarder en minder vatbaar voor scheuren. Het buigen van metaal in een rechte hoek ten opzichte van de walsrichting minimaliseert ook het risico op scheuren. Het berekenen en naleven van de minimale buigradius op basis van het materiaal en de dikte is essentieel; voor staal bijvoorbeeld is meestal een radius van één tot drie keer de plaatdikte nodig.
Het vertragen van de buigsnelheid kan helpen om de spanning op het materiaal te verminderen en door ervoor te zorgen dat de braamrichting binnen de bocht wordt ingesteld, kan scheurvorming ook worden beperkt. Het gebruik van voorgevormde matrijzen die passen bij de gewenste binnenradius kan nauwkeurige buigingen zonder scheuren produceren. Voor bepaalde legeringen, vooral aluminium, kan het verwarmen van het materiaal voor het buigen (warm buigen) het zachter en buigzamer maken, waardoor de kans op scheuren afneemt. Technieken zoals de roetmethode kunnen helpen om de temperatuur tijdens dit proces onder controle te houden.
De voorbereiding van de randen is een andere belangrijke factor. Het minimaliseren van de warmte-beïnvloede zone (HAZ) tijdens snijprocessen zoals laser- of plasmasnijden kan voorkomen dat de randen te bros worden. Het uitvoeren van testbuigingen op proefstukken voordat je aan de eigenlijke metaalplaat werkt, is een goede gewoonte om er zeker van te zijn dat de buigparameters juist zijn. Tot slot kan het verbeteren van de oppervlakteruwheid de rekgrens van het materiaal verhogen, waardoor het minder snel zal barsten tijdens het buigen. Door deze richtlijnen te volgen, kun je betrouwbaardere en nauwkeurigere resultaten bereiken bij je metaalbewerkingsprojecten.
Materiaaleigenschappen zijn van grote invloed op het ontstaan van buigscheuren in metalen. De samenstelling van de legering is cruciaal, omdat verschillende series (bijv. 1000, 2000, 7000) verschillende niveaus van ductiliteit en sterkte vertonen. Legeringen die een warmtebehandeling hebben ondergaan om ze sterker te maken, hebben vaak een verminderde vervormbaarheid, waardoor ze gevoeliger zijn voor scheuren tijdens het buigen. Vervormbaarheid, of het vermogen van een materiaal om plastische vervorming te ondergaan voordat het breekt, is van vitaal belang; materialen met een lage vervormbaarheid zijn vatbaarder voor scheuren.
De korrelstructuur speelt ook een rol, met grove of onregelmatige korrels die zwakke punten vormen voor het ontstaan van scheuren. Versteviging, die optreedt wanneer metaal wordt gebogen, verhoogt de hardheid maar verlaagt de vervormbaarheid, wat bijdraagt tot brosheid en een grotere kans op scheuren. De buigradius is een andere kritieke factor; krappe buigingen kunnen overmatige trekspanning op de buitenste vezels veroorzaken, wat tot scheuren kan leiden als de spanning de treksterkte van het materiaal overschrijdt. De temperatuur heeft ook invloed op het buiggedrag, waarbij materialen brosser en vatbaarder voor scheuren worden bij lagere temperaturen. Het metaal verwarmen voor het buigen kan de vervormbaarheid verbeteren en het risico op scheuren verminderen.
Bovendien kan vervorming door afschuiving in de dikterichting van het materiaal schuifzones creëren die leiden tot buigrimpels en scheuren. Materiaalanisotropie, waarbij de eigenschappen in verschillende richtingen variëren, beïnvloedt ook de buigbaarheid. De aanwezigheid van insluitsels en de microstructuur van het materiaal kunnen de kans op buigscheuren verder beïnvloeden. Door zorgvuldig rekening te houden met deze materiaaleigenschappen en het buigproces te beheersen, kunnen ingenieurs het risico op buigscheuren minimaliseren en de structurele integriteit van het eindproduct garanderen.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je ooit uitdagingen ondervonden bij het buigen van roestvrijstalen platen? Dit artikel ontrafelt de complexiteit van het buigen van roestvast staal, van de benodigde kracht tot de invloed van terugvering. Lees meer...
Heb je je ooit afgevraagd hoe plaatwerkonderdelen worden ontworpen en met precisie worden vervaardigd? In deze blogpost duiken we in de fascinerende wereld van de buigtoeslag - een cruciaal...
Heb je je ooit afgevraagd hoe je nauwkeurig de buigkracht berekent die nodig is voor plaatbewerking? In deze inzichtelijke blogpost verkennen we de fijne kneepjes van het berekenen van buigkracht,...
Heb je je ooit afgevraagd hoe verschillende materialen het buigen van plaatwerk beïnvloeden? In dit inzichtelijke artikel deelt een ervaren werktuigbouwkundig ingenieur zijn expertise over de invloed van materiaalsoorten, dikte en...
In deze blogpost verkennen we de fascinerende wereld van het buigen van lucht en de krachtgrafieken die dit mogelijk maken. Doe met ons mee als we ons verdiepen in de wetenschap achter deze...
Plaatbewerkers en ontwerpers opgelet! Worstel je met het bepalen van de optimale buigradius voor je projecten? Zoek dan niet verder! In deze blogpost duiken we in de...
Heb je je ooit afgevraagd wat de kunst en wetenschap is achter het vormen van metalen platen tot complexe vormen? In deze boeiende blogpost duiken we diep in de fascinerende wereld van...
Stelt u zich eens voor dat u plaatmetaal zou kunnen buigen zonder ook maar één markering of kras achter te laten. In dit artikel verkennen we innovatieve technieken voor het buigen van plaatwerk zonder markeringen, waarbij we uitdagingen zoals wrijving, materiaalhardheid en...
Heb je je ooit afgevraagd hoe metalen onderdelen in verschillende vormen worden gebogen? In dit fascinerende artikel gaan we dieper in op de kunst en wetenschap van het buigen in metaalstansen. Onze expert...