28 Problemas e soluções de quinagem de chapa metálica
Já alguma vez se debateu com problemas de dobragem de chapa metálica que o deixaram a coçar a cabeça? Nesta publicação perspicaz do blogue, um engenheiro mecânico experiente partilha os seus conhecimentos sobre a resolução de desafios comuns no processo de quinagem de metal. Desde a prevenção de fissuras na dobragem até ao posicionamento preciso dos furos, descobrirá soluções práticas e sugestões valiosas para otimizar as suas técnicas de dobragem de chapa metálica e obter sempre resultados perfeitos.
As chapas metálicas são dobradas e formadas utilizando um máquina de dobrar chapasTambém conhecido como travão de prensa. A peça de trabalho é colocada na máquina e a alavanca de elevação é utilizada para levantar o bloco de travão, permitindo que a peça de trabalho seja posicionada com precisão. Uma vez colocada a peça, o bloco de travão é baixado sobre ela e a alavanca de dobragem é premida para dobrar a chapa metálica no ângulo desejado.
Determinação do raio de curvatura mínimo
O raio de curvatura mínimo é um fator crítico no processo de curvatura, determinado pela ductilidade e espessura do metal a ser formado. Para chapas de alumínio, o raio de curvatura deve ser maior do que a espessura da chapa. Isto garante que o metal não racha ou parte durante o processo de dobragem.
Figura 1 Flexão normal
Elasticidade e ângulo de flexão
Devido à elasticidade do material, o ângulo de flexão do metal é muitas vezes ligeiramente superior ao ângulo necessário. Este fenómeno, conhecido como dorso da mola, devem ser tidos em conta durante o processo de dobragem para obter o ângulo exato necessário.
Técnicas de processamento de chapas metálicas
A dobragem é apenas uma das muitas técnicas utilizadas no processamento de chapas metálicas, tipicamente realizada numa oficina de processamento de metais. Outras técnicas incluem:
Rebitagem: União de chapas metálicas por rebites.
Soldadura: Fusão de chapas metálicas por meio de calor.
Problemas comuns e soluções na dobragem de metais
Durante o processo de dobragem, podem surgir vários problemas comuns, incluindo
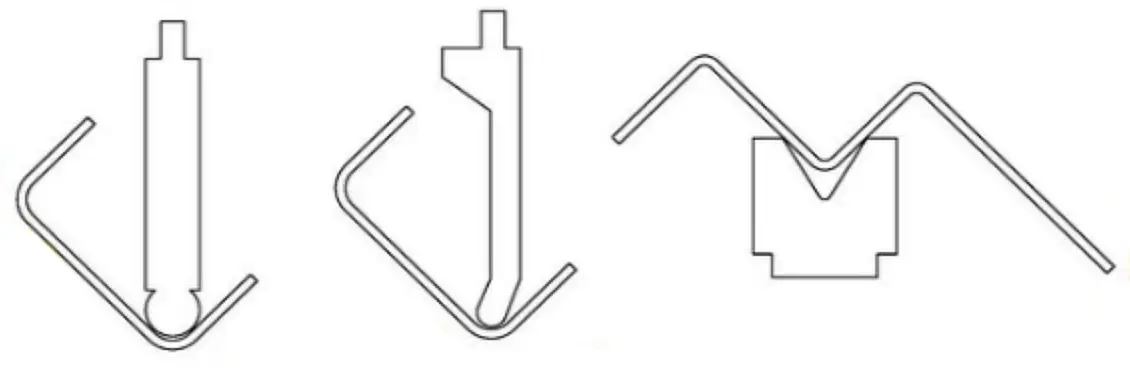
1. Desafios na dobragem de peças com ranhuras e com múltiplas dobras
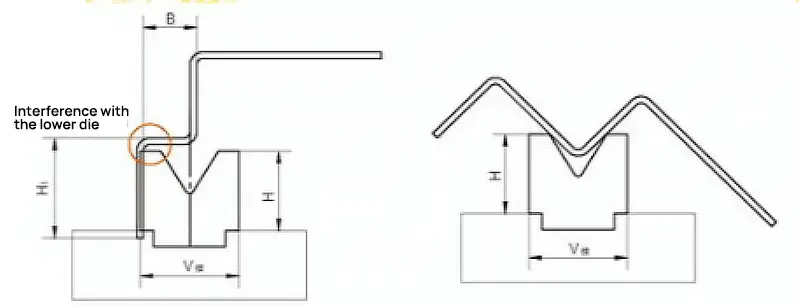
Durante o processo de dobragem destas peças, a largura da ranhura é maior do que a altura da perna, levando à interferência entre uma extremidade da peça de trabalho e a matriz superior ou o cursor na travão de prensa. Este facto torna impossível garantir as dimensões da peça de trabalho, como mostra a Figura 2.
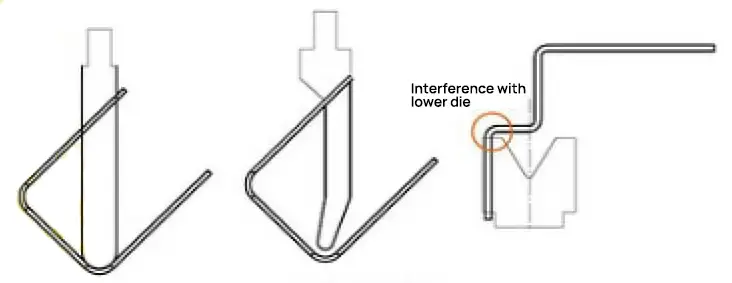
Figura 2: Diagrama de pormenor das interferências
Previsão de interferência na dobragem de chapas metálicas
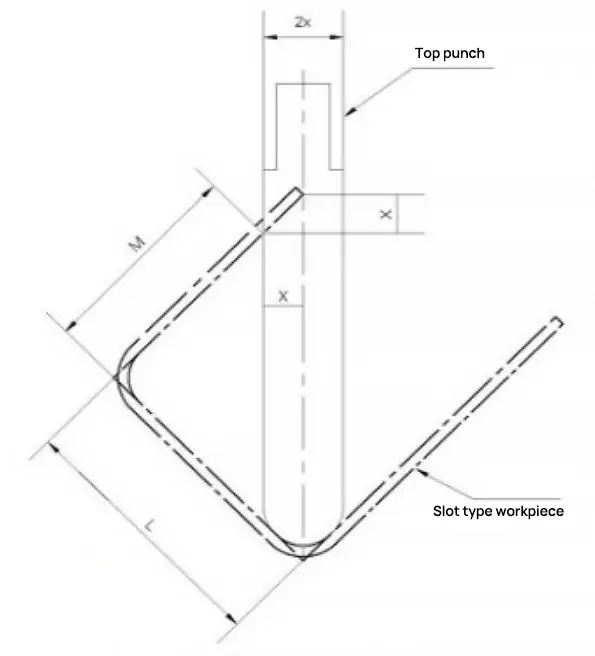
Quando se trata de peças de chapa metálica de precisão com pernas altas, determinar se a dobragem pode ser concluída requer vários cálculos, com as dimensões correspondentes indicadas na Figura 3.
Figura 3: Dimensões relevantes de peças de trabalho do tipo ranhura Dobragem
Se L-M1,5x, a peça de trabalho não pode ser dobrada, pois causaria interferência.
Soluções para problemas de interferência
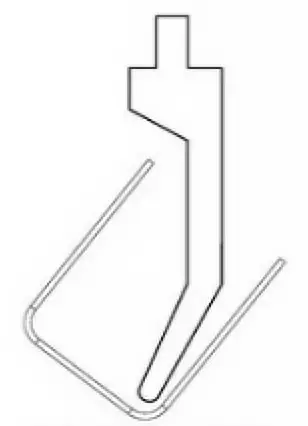
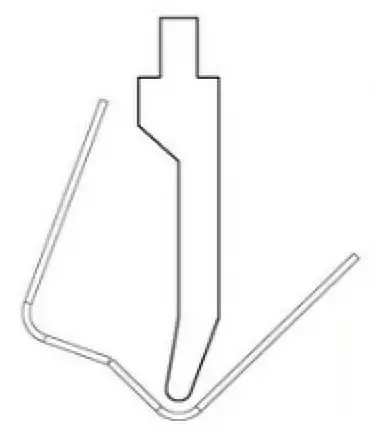
(1) Se uma peça de trabalho do tipo ranhura sofrer interferências de dobragem, pode ser selecionada uma matriz superior de pescoço de ganso para dobrar. Isto evita a interferência entre a aresta de dobragem da peça de trabalho e o travão de prensa ou a matriz superior, assegurando as dimensões de dobragem da peça de trabalho, como se mostra na Figura 4.
Figura 4: Dobragem com um molde superior de pescoço de ganso
(2) Se uma peça de trabalho do tipo ranhura sofrer interferências de dobragem e não existirem matrizes superiores de pescoço de ganso adequadas, pode ser efectuada uma pré-dobragem inversa a meio da dobragem sem afetar os requisitos de utilização, como se mostra na Figura 5. Ao aumentar artificialmente o ângulo de dobragem, a peça de trabalho pode ser dobrada normalmente. De seguida, pode ser utilizada uma matriz de pneu plano para pressionar a área da pré-curvatura, de modo a garantir que os requisitos de qualidade do produto são cumpridos.
Figura 5: Pré-dobragem
(3) Ao dobrar peças de trabalho com várias dobras, se H1>H ou B<V/2, pode ocorrer interferência entre a peça de trabalho e a abertura da matriz inferior e a bancada de trabalho. A escolha da matriz inferior e da sequência de quinagem torna-se muito importante, podendo ser utilizados os seguintes métodos:
① Selecionar uma matriz inferior de elevada dimensão com H>H1 para assegurar a dobragem normal da peça de trabalho; ② Seleccione uma abertura de matriz inferior com B>V/2 para assegurar a dobragem normal da peça de trabalho; ③ Se não houver matriz inferior de alta dimensão, altere a sequência de dobragem. Pré-deformar a dobra do meio para um determinado ângulo, depois dobrar no lado curto, formar a terceira dobra, e finalmente reprimir a dobra do meio para o tamanho e ângulo necessários, garantindo o tamanho do processo da peça de trabalho, como mostrado na Figura 6.
Figura 6: Dobragem de várias passagens
2. Fissuração por dobragem
Análise das causas:
A fissuração por dobragem é um problema comum que ocorre na superfície de tração das peças de chapa metálica durante o processo de dobragem. Este fenómeno pode danificar significativamente as propriedades mecânicas da peça de trabalho, tornando-a inutilizável e conduzindo a perdas económicas devido ao desmantelamento. As principais causas da fissuração por flexão incluem:
Estrutura cristalina e direção do grão de laminação: A chapa metálica tem uma estrutura cristalina específica e uma direção de grão de laminagem. A dobragem paralela à direção do grão aumenta a probabilidade de fracturas devido ao alinhamento dos grãos, o que pode criar pontos fracos.
Raio de curvatura pequeno (R): A seleção de um raio de curvatura demasiado pequeno pode causar tensões excessivas no material, provocando fissuras.
Ângulo R da ranhura em V da matriz inferior: Um pequeno ângulo R na ranhura em forma de V da matriz inferior pode concentrar a tensão no material, aumentando o risco de fissuração.
Desempenho do material: O fraco desempenho do material, como a baixa ductilidade ou tenacidade, pode tornar a chapa metálica mais suscetível a fissuras durante a dobragem.
Medidas preventivas:
Para evitar a fissuração por flexão, podem ser implementadas várias estratégias:
Orientação do corte: Ao cortar a chapa metálica, rodá-la de modo a que a direção de corte seja perpendicular à direção de dobragem. Isto significa que a direção de dobragem do material deve ser perpendicular ao grão, reduzindo o risco de fracturas.
Aumentar o ângulo R da ferramenta superior: A utilização de uma matriz superior com um ângulo R maior pode distribuir a tensão de forma mais uniforme pelo material, reduzindo a probabilidade de fissuração.
Utilizar uma matriz inferior com um grande ângulo R: A seleção de uma matriz inferior com um ângulo R maior para o processamento pode ajudar a minimizar a concentração de tensões no material, evitando assim as fissuras.
Escolha materiais de elevado desempenho: Optar por materiais com melhores propriedades mecânicas, como maior ductilidade e tenacidade, pode reduzir significativamente o risco de fissuração por flexão.
3. O bordo de dobragem não é reto e o tamanho é instável
Análise de causas:
Sem prensagem de linha ou pré-curvatura
Explicação: As técnicas de prensagem de linha ou de pré-curvatura são essenciais para garantir que o material está corretamente alinhado e pré-esforçado antes da operação de curvatura final. Sem estas técnicas, o material pode não se dobrar uniformemente, dando origem a um rebordo irregular e a dimensões instáveis.
Pressão dos materiais inadequada
Explicação: Uma pressão insuficiente aplicada ao material durante o processo de dobragem pode resultar numa dobragem incompleta ou irregular. Isto pode fazer com que o material salte para trás ou dobre de forma inconsistente, levando a uma borda não reta e à instabilidade do tamanho.
Filete de matriz convexo-côncavo assimétrico e pressão de quinagem irregular
Explicação: Se o filete convexo-côncavo da matriz não for simétrico ou se a pressão de dobragem for distribuída de forma desigual, pode causar irregularidades no processo de dobragem. Isto pode levar a variações no ângulo e no raio de curvatura, resultando num tamanho instável e numa aresta não reta.
Altura baixa
Explicação: Se a altura da curvatura for demasiado baixa, pode não proporcionar alavancagem suficiente para uma curvatura limpa e consistente. Isto pode fazer com que o material se deforme de forma desigual, levando a uma borda não reta e à instabilidade do tamanho.
Soluções:
Técnicas de prensagem ou de pré-dobragem da linha de conceção
Implementação: Incorporar etapas de prensagem de linha ou de pré-dobragem no processo de dobragem. Estas técnicas ajudam a pré-esforçar o material e a garantir que este está corretamente alinhado antes da dobragem final. Isto pode ser conseguido através da utilização de ferramentas especializadas ou de passos de processamento adicionais.
Aumentar a força de elevação
Implementação: Assegurar que a pressão do material é adequada, aumentando a força de elevação. Isto pode ser feito ajustando as definições da máquina para aplicar mais pressão durante o processo de dobragem. Uma pressão adequada ajuda a obter uma dobragem mais uniforme e reduz a probabilidade de retorno do material.
Assegurar uma folga uniforme na matriz convexo-côncava e polir o filete
Implementação: Verificar e ajustar a folga no molde convexo-côncavo para garantir que está uniforme. Além disso, polir o filete para remover quaisquer irregularidades. Isto ajuda a distribuir a pressão de dobragem de forma mais uniforme e reduz o risco de dobras irregulares.
Tornar a altura maior ou igual ao tamanho mínimo
Implementação: Certifique-se de que a altura da dobra é pelo menos igual ao tamanho mínimo exigido. Isto proporciona alavancagem suficiente para uma dobragem limpa e consistente. Ajustar o desenho ou as ferramentas conforme necessário para atingir a altura apropriada.
4. Raspagem da peça de trabalho após a dobragem
Análise da causa:
Superfície do material não lisa
Uma superfície irregular ou áspera no material pode levar a raspagem durante o processo de dobragem. Isto deve-se ao facto de as irregularidades na superfície poderem causar fricção e resistência, resultando em danos na peça de trabalho.
Raio de curvatura da matriz convexa demasiado pequeno
Se o raio de curvatura da matriz convexa for demasiado pequeno, pode levar a uma concentração excessiva de tensões no material. Isto pode fazer com que o material raspe ou mesmo rache durante o processo de dobragem.
Folga de dobragem demasiado pequena
Uma folga insuficiente entre a matriz e o punção pode resultar numa pressão excessiva sobre o material. Isto pode fazer com que o material raspe contra a matriz, levando a danos na superfície.
Soluções:
Melhorar a suavidade da matriz côncava
Assegurar que a matriz côncava tem uma superfície lisa pode reduzir o atrito e evitar que o material raspe. Isto pode ser conseguido através do polimento ou da utilização de uma matriz com um acabamento superficial mais elevado.
Aumentar o raio de curvatura da matriz convexa
O aumento do raio de curvatura da matriz convexa pode distribuir a tensão de forma mais uniforme pelo material, reduzindo a probabilidade de raspagem. Este ajuste pode ajudar a manter a integridade da peça de trabalho durante a dobragem.
Ajustar a folga de dobragem
Ajustar corretamente a folga entre a matriz e o punção é crucial. Assegurar que existe uma folga adequada pode evitar uma pressão excessiva sobre o material, reduzindo assim o risco de raspagem. Isto pode ser feito recalibrando a máquina de dobragem ou utilizando matrizes com dimensões adequadas.
5. Fissuras nos ângulos de flexão
Análise da causa:
Raio de curvatura demasiado pequeno:
Quando o raio de curvatura é demasiado pequeno, o material sofre tensões excessivas, originando fissuras nos ângulos de curvatura.
Grão do material paralelo à linha de dobragem:
A orientação do grão do material afecta significativamente as suas propriedades de flexão. Se a direção do grão for paralela à linha de flexão, pode causar fissuras devido à natureza anisotrópica do material.
Rebarba da placa de trabalho que se estende para fora:
As rebarbas nas arestas da peça de trabalho podem atuar como concentradores de tensão, levando a fissuras durante a dobragem.
Má remoldabilidade do metal:
Os metais com baixa ductilidade ou fraca remoldabilidade são mais susceptíveis de fissurar durante as operações de dobragem.
Soluções:
Aumentar o raio de curvatura da matriz convexa:
Ao aumentar o raio de curvatura, a concentração de tensões no ponto de curvatura é reduzida, minimizando assim o risco de fissuras.
Alterar o esquema de obturação:
Ajustar a disposição do corte para garantir que a direção do grão do material é perpendicular à linha de dobragem pode melhorar a capacidade do material para suportar tensões de dobragem.
Efetuar rebarbas no filete interior da peça de trabalho:
Assegurar que as rebarbas são direccionadas para o filete interior da peça de trabalho pode ajudar a reduzir a concentração de tensões na superfície exterior, evitando assim as fissuras.
Recozimento ou utilização de material macio:
O recozimento do material pode melhorar a sua ductilidade e reduzir a probabilidade de fissuração. Em alternativa, a utilização de um material mais macio com melhor remoldabilidade também pode atenuar o problema.
6. A flexão provoca a deformação do furo
Análise da causa:
Quando a dobragem elástica é utilizada para posicionar um furo, a superfície exterior do braço de dobragem é sujeita a fricção tanto da superfície do molde côncavo como da superfície exterior da peça de trabalho. Esta força de fricção pode levar à deformação do furo de posicionamento. A deformação ocorre porque o material à volta do furo não é suportado uniformemente e é puxado de forma desigual durante o processo de dobragem.
Soluções:
Para atenuar a deformação do furo durante o processo de dobragem, considere as seguintes soluções:
Empregar a dobragem de formas: A dobragem por forma envolve a utilização de ferramentas especializadas que se adaptam melhor à forma final da peça de trabalho. Este método ajuda a distribuir as forças de flexão de forma mais uniforme, reduzindo a probabilidade de deformação do furo.
Aumentar a pressão da placa de cobertura: Ao aumentar a pressão aplicada pela placa de cobertura, a peça de trabalho é mantida mais firmemente no lugar. Esta pressão adicional ajuda a minimizar o movimento e o deslizamento, reduzindo assim a deformação do furo.
Adicionar Pitting Plaid ao painel de proteção: A introdução de uma placa de pitting (uma superfície texturada) no painel de cobertura aumenta o atrito entre a peça de trabalho e o painel de cobertura. Este aumento da fricção ajuda a evitar o deslizamento da peça durante a dobragem, o que, por sua vez, reduz as hipóteses de deformação do furo.
7. Superfície de dobragem mais fina
Análise da causa:
Raio de filete da matriz convexo-côncavo demasiado pequeno:
Quando o raio de filete da matriz convexo-côncava é demasiado pequeno, pode levar a um desbaste excessivo do material na superfície de dobragem. Isto acontece porque um raio mais pequeno concentra a tensão numa área mais pequena, causando uma deformação e um afinamento mais significativos.
Folga da matriz convexo-côncava demasiado pequena:
Uma folga insuficiente entre as matrizes convexas e côncavas também pode contribuir para uma superfície de dobragem mais fina. Este espaço limitado pode fazer com que o material seja excessivamente comprimido e esticado, levando ao seu afinamento.
Soluções:
Aumentar o raio do filete de matriz convexo-côncavo:
Ao aumentar o raio de filete da matriz convexo-côncava, a distribuição de tensões durante a flexão torna-se mais uniforme. Isto reduz a concentração de tensões e minimiza o afinamento do material. Um raio maior permite que o material flua mais suavemente em torno da dobra, preservando a sua espessura.
Ajustar a folga da matriz convexo-côncava:
O ajuste correto da folga entre as matrizes convexas e côncavas garante que o material não é excessivamente comprimido ou esticado. A folga adequada permite que o material seja dobrado sem desbaste significativo, mantendo a integridade da superfície de dobragem.
8. Abaulamento ou irregularidade da superfície da peça de trabalho
Análise da causa:
Durante o processo de dobragem, a superfície da peça de trabalho pode tornar-se abaulada ou irregular devido às tensões diferenciais sofridas pelo material. Especificamente, sob a tensão na direção circunferencial, a superfície exterior do material encolhe enquanto a superfície interior se estende. Esta deformação diferencial pode levar ao abaulamento na direção da dobragem.
Soluções:
Para resolver o problema do abaulamento ou desnivelamento da superfície, considere as seguintes soluções:
Fornecer pressão adequada à matriz convexo-côncava na fase final de estampagem
Assegurar que é aplicada uma pressão adequada à matriz convexo-côncava durante a fase final de estampagem pode ajudar a obter uma deformação mais uniforme. Esta pressão ajuda a minimizar as tensões diferenciais entre as superfícies interna e externa da peça de trabalho.
Tornar o raio do ângulo redondo côncavo igual ao do excírculo da peça de trabalho
Ao fazer corresponder o raio do ângulo redondo côncavo ao raio do excírculo da peça de trabalho, o processo de dobragem pode ser optimizado para reduzir os pontos de concentração de tensão. Este alinhamento ajuda a distribuir as tensões de forma mais uniforme pelo material, reduzindo assim a probabilidade de abaulamento.
Técnicas de otimização
Seleção de materiais: Escolher materiais com melhor ductilidade e uniformidade para reduzir o risco de deformação irregular.
Conceção de ferramentas: Assegurar que as ferramentas são concebidas para acomodar o material específico e os requisitos de dobragem. As ferramentas corretamente concebidas podem ajudar a obter resultados mais consistentes.
Parâmetros do processo: Ajuste os parâmetros do processo, como a velocidade de dobragem, a pressão e a temperatura, para otimizar o processo de dobragem. O ajuste fino destes parâmetros pode ajudar a minimizar as tensões diferenciais e a obter uma superfície mais lisa.
9. Parte côncava irregular na parte inferior
Análise da causa:
Material irregular: A própria matéria-prima pode ter inconsistências na espessura ou na planura, levando a um fundo irregular na parte côncava.
Pequena área de contacto entre a placa de cobertura e o material ou força de elevação inadequada: Uma área de contacto insuficiente ou uma força inadequada aplicada pelo painel de cobertura pode resultar numa distribuição desigual da pressão, provocando irregularidades.
Sem dispositivo de suporte de material na matriz côncava: A ausência de um dispositivo de suporte de material pode levar a um suporte inadequado durante o processo de formação, resultando num fundo irregular.
Soluções:
Materiais de nivelamento: Assegurar que as matérias-primas são corretamente niveladas antes do processo de conformação. Isto pode ser conseguido através de várias técnicas de nivelamento para garantir uma espessura e um nivelamento uniformes.
Ajustar o dispositivo de suporte de material e aumentar a força de elevação:
Ajustar o dispositivo de suporte de material: Assegurar que o dispositivo de suporte do material está corretamente ajustado para proporcionar um apoio adequado durante todo o processo de conformação.
Aumentar a força de elevação: Aumentar a força de elevação para assegurar que o material é pressionado uniformemente, reduzindo assim as hipóteses de um fundo irregular.
Aumento ou correção do dispositivo de apoio material: Se o dispositivo de suporte do material for inadequado ou inexistente, deve ser instalado ou corrigido para fornecer o suporte necessário durante o processo de conformação.
Aumentar os processos de modelação: Implementar processos de moldagem adicionais, se necessário. Isto pode implicar várias fases de moldagem para alcançar gradualmente a forma desejada e garantir a uniformidade no fundo.
10. Desalinhamento dos eixos do furo após a dobragem
Análise da causa:
O desalinhamento dos eixos dos furos em dois lados após a dobragem deve-se principalmente ao ressalto do material. Quando uma chapa metálica é dobrada, o material tende a recuar ligeiramente após a remoção da força de dobragem. Este efeito de ressalto pode alterar o ângulo de dobragem pretendido, levando a um desalinhamento da linha central e, consequentemente, dos eixos dos furos.
Soluções:
Para resolver o problema do desalinhamento dos eixos dos furos após a dobragem, considere as seguintes soluções:
Aumentar o processo de correção
A implementação de um processo de correção pós-dobragem pode ajudar a realinhar os furos. Este processo pode implicar operações secundárias, tais como uma nova dobragem ou a utilização de dispositivos de precisão para garantir que os furos estão corretamente alinhados.
Melhorar a estrutura do modelo de dobragem para reduzir o ressalto do material
A melhoria da estrutura do modelo de flexão pode reduzir significativamente o ressalto do material. Isto pode ser conseguido através de:
Ajuste dos parâmetros de curvatura: O ajuste fino de parâmetros como o raio de curvatura, o ângulo de curvatura e a espessura do material pode minimizar o ressalto.
Utilização de ferramentas adequadas: A seleção das ferramentas certas, tais como matrizes com tolerâncias mais apertadas, pode ajudar a obter curvas mais precisas.
Seleção de materiais: A escolha de materiais com menor elasticidade pode reduzir a extensão do ressalto. Por exemplo, os materiais com um limite de elasticidade mais elevado tendem a apresentar um menor retorno elástico.
Simulação e teste: A utilização de software de simulação avançado para prever e compensar o ressalto do material antes da dobragem efectiva pode conduzir a resultados mais precisos.
11. Posicionamento exato do furo após a dobragem
Garantir o posicionamento exato dos furos após o processo de dobragem no fabrico de chapas metálicas é fundamental para manter a integridade e a funcionalidade do produto final. Vários factores podem levar a imprecisões nas posições dos furos, e compreender estas causas é essencial para implementar soluções eficazes.
Análise da causa:
Tamanhos de desdobramento incorrectos
Descrição: O tamanho do desdobramento refere-se às dimensões do padrão plano da chapa metálica antes da dobragem. Se estas dimensões forem incorrectas, a peça dobrada final não corresponderá às especificações desejadas, dando origem a furos desalinhados.
Impacto: Tamanhos de desdobramento incorrectos podem causar desvios significativos nas posições dos furos, tornando a montagem difícil ou impossível.
Material Springback
Descrição: O retorno elástico é a tendência do metal para regressar parcialmente à sua forma original após a flexão. Este fenómeno ocorre devido à recuperação elástica do material.
Impacto: O retorno elástico pode fazer com que o ângulo de curvatura final seja diferente do ângulo pretendido, resultando em furos desalinhados.
Posicionamento instável
Descrição: Durante o processo de dobragem, se a chapa metálica não estiver corretamente fixada ou posicionada, pode deslocar-se, dando origem a imprecisões na peça final.
Impacto: Um posicionamento instável pode causar variações na localização dos furos, afectando a precisão global da peça.
Soluções:
Calcular com exatidão o tamanho do bloco de trabalho
Abordagem: Utilizar medidas e cálculos precisos para determinar a dimensão correcta de desdobramento da chapa metálica. Isto inclui a contabilização de tolerâncias de dobragem e deduções baseadas na espessura do material e no raio de dobragem.
Ferramentas: Utilizar software CAD e algoritmos de desdobramento avançados para garantir a exatidão.
Aumentar o processo de correção ou melhorar a estrutura da matriz de dobragem
Abordagem: Implementar processos de correção adicionais para compensar o retorno elástico do material. Isto pode incluir técnicas de dobragem excessiva ou a utilização de matrizes especializadas concebidas para minimizar o retorno elástico.
Ferramentas: Invista em matrizes de dobragem de alta qualidade e considere a utilização de prensas CNC que oferecem um melhor controlo e repetibilidade.
Alterar os métodos de processamento ou melhorar o posicionamento
Abordagem: Avaliar e alterar potencialmente os métodos de processamento para técnicas mais precisas. Melhorar o posicionamento da chapa metálica durante a dobragem, utilizando dispositivos de fixação, grampos ou sistemas de posicionamento automático.
Ferramentas: Utilizar o corte a laser para a criação de furos pré-dobrados e utilizar sistemas de posicionamento automatizados para garantir uma colocação consistente.
12. Linha de dobragem não paralela ao centro de dois furos
Análise da causa:
Quando a altura de dobragem é inferior à altura mínima de dobragem, a peça de dobragem tende a expandir-se. Esta expansão pode levar a um desalinhamento, fazendo com que a linha de dobragem não seja paralela ao centro dos furos.
Soluções:
Aumentar a altura da peça de trabalho a ser dobrada
Certifique-se de que a altura de quinagem cumpre ou excede a altura de quinagem mínima necessária. Isto ajudará a manter a integridade estrutural da peça de trabalho e evitará uma expansão indesejada durante o processo de quinagem.
Melhorar as técnicas de dobragem
Ajuste de ferramentas: Utilize ferramentas adequadas que correspondam ao material e à espessura da peça de trabalho. A utilização de ferramentas adequadas pode ajudar a obter curvas precisas.
Sequenciamento de dobras: Planear a sequência de dobras para minimizar as tensões internas e as distorções. Isto pode ajudar a manter o alinhamento da linha de dobragem com os centros dos furos.
Manuseamento de materiais: Certifique-se de que a peça de trabalho está corretamente apoiada e alinhada durante o processo de quinagem. Isto pode evitar deslocações e desalinhamentos.
Formação de operadores: Formar os operadores sobre as melhores práticas para operações de dobragem, incluindo a importância de manter alturas mínimas de dobragem e técnicas de alinhamento adequadas.
13. Deformação em largura após dobragem
Análise da causa:
A deformação em termos de largura após a dobragem, muitas vezes manifestada como deflexão do arco, pode afetar significativamente a qualidade e a precisão da peça final. Este problema surge normalmente devido a uma profundidade e contração inconsistentes ao longo da largura da peça de trabalho, levando à torção e à deflexão. Os principais factores que contribuem para este problema incluem:
Propriedades inconsistentes do material: As variações na espessura, dureza e estrutura do grão do material podem causar deformações irregulares durante a flexão.
Configuração incorrecta das ferramentas: O desalinhamento ou o desgaste das ferramentas de dobragem pode resultar numa distribuição desigual da pressão.
Parâmetros de flexão imprecisos: Uma força de flexão, velocidade ou ângulo incorrectos podem agravar os problemas de deformação.
Tensões residuais: As tensões pré-existentes no material podem levar a deformações imprevisíveis quando são aplicadas forças adicionais.
Soluções:
Para atenuar a deformação na largura após a flexão, podem ser implementadas várias estratégias:
Aumentar a pressão de flexão:
Justificação: A aplicação de uma pressão de flexão mais elevada pode ajudar a obter uma deformação mais uniforme, ultrapassando as inconsistências do material.
Implementação: Ajustar as definições da prensa dobradeira para aumentar a força aplicada durante o processo de dobragem. Certificar-se de que a máquina é capaz de suportar o aumento da pressão sem causar danos às ferramentas ou à peça de trabalho.
Aumentar o processo de correção:
Justificação: A execução de passos de correção adicionais pode ajudar a retificar qualquer deformação que ocorra durante a dobragem inicial.
Implementação: Introduzir fases de correção intermédias em que a peça de trabalho é verificada e ajustada quanto a eventuais desvios. Isto pode implicar uma nova dobragem ou a utilização de ferramentas de correção especializadas para endireitar a peça de trabalho.
Assegurar um determinado ângulo entre os materiais e a direção de dobragem:
Justificação: O alinhamento da direção do grão do material com a direção de flexão pode reduzir a probabilidade de deformação irregular.
Implementação: Analisar a estrutura do grão do material e ajustar a orientação da peça de trabalho de modo a que a força de flexão seja aplicada numa direção que minimize a deflexão. Isto significa frequentemente uma flexão perpendicular à direção do grão.
Recomendações adicionais:
Manutenção de ferramentas: Inspecionar e manter regularmente as ferramentas de dobragem para garantir que estão em boas condições e devidamente alinhadas.
Seleção de materiais: Escolha materiais com propriedades consistentes e tensões residuais mínimas para aplicações críticas.
Simulação e teste: Utilizar o desenho assistido por computador (CAD) e a análise de elementos finitos (FEA) para simular o processo de dobragem e prever potenciais problemas de deformação antes da produção efectiva.
14. Peça de trabalho com incisão que provoca uma deflexão para baixo
Análise da causa:
Quando uma peça de trabalho com uma incisão é processada, o material na incisão tende a abrir-se, fazendo com que as duas arestas rectas se desloquem para fora, para a esquerda e para a direita. Este movimento resulta numa deflexão para baixo na parte inferior da peça de trabalho. Este fenómeno é frequentemente observado no processamento de chapas metálicas, onde a integridade do material é comprometida por cortes ou incisões, levando à deformação.
Soluções:
Melhorar a estrutura da peça de trabalho
Reforço: Reforçar as áreas à volta da incisão para manter a integridade estrutural durante o tratamento. Isto pode ser conseguido através da adição de suportes temporários ou da utilização de um material mais rígido.
Otimização da conceção: Redesenhar a peça de trabalho para minimizar o impacto das incisões. Isto pode incluir a alteração da forma ou a adição de características que distribuam a tensão de forma mais uniforme.
Aumentar a indemnização de processamento nas incisões
Incisões de ligação: Aumentar a margem de processamento nas incisões para as ligar temporariamente. Isto significa deixar uma pequena ponte de material que mantém as bordas juntas durante a dobragem. Após a conclusão do processo de dobragem, estas pontes podem ser cortadas.
Cortes de pré-dobragem: Efetuar os primeiros cortes que não penetram totalmente no material, seguidos do processo de dobragem. Uma vez terminada a dobragem, terminar os cortes para separar as peças.
Considerações adicionais:
Seleção de materiais: Escolher materiais com maior ductilidade e resistência para reduzir a probabilidade de deformação.
Ajustes de ferramentas: Utilizar ferramentas especializadas que possam suportar melhor a peça de trabalho durante o processamento, reduzindo as hipóteses de deflexão.
Parâmetros do processo: Ajustar os parâmetros de processamento, como a velocidade e a força de corte, para minimizar a tensão na peça de trabalho.
15. Material de deslizamento durante o processamento
Análise da causa:
No processo de seleção da matriz de dobragem, é prática comum escolher uma largura de ranhura em V que seja 4 a 6 vezes a espessura do material (T). No entanto, pode ocorrer um deslizamento se o tamanho da dobra for inferior a metade da largura da ranhura em V selecionada. Esta situação ocorre porque o material não tem apoio suficiente dentro da ranhura em V sobredimensionada, levando à instabilidade durante o processo de dobragem.
Problema:
O principal problema aqui é que a ranhura em V selecionada é demasiado grande para o material a ser dobrado, o que faz com que o material deslize durante o processamento.
Soluções:
1. Método do desvio da linha de centro (maquinagem excêntrica)
Quando o tamanho do material a ser dobrado é inferior a metade de 4 a 6 vezes T, é essencial compensar o excesso de espaço na ranhura em V. Isto pode ser conseguido através de maquinação excêntrica, em que o material é posicionado fora do centro para assegurar um melhor contacto e apoio dentro da ranhura em V.
2. Processamento de enchimento
Outra solução eficaz é a utilização de enchimento para preencher o espaço em excesso na ranhura em V. Este enchimento proporciona um apoio adicional ao material, evitando o deslizamento durante o processo de dobragem.
3. Dobrar com uma ranhura em V pequena e pressionar com uma ranhura em V grande
Em situações em que é necessária uma pequena ranhura em V para a dobragem inicial, mas é necessária uma ranhura em V maior para a prensagem final, pode ser utilizada uma abordagem combinada. Comece por dobrar o material com uma pequena ranhura em V para garantir a estabilidade e, em seguida, pressione com uma ranhura em V maior para obter o raio de curvatura pretendido.
4. Selecionar uma ranhura em V mais pequena
A solução mais simples é selecionar uma ranhura em V mais pequena que seja mais adequada à espessura do material e ao tamanho da dobra. Isto assegura que o material é suportado adequadamente durante todo o processo de dobragem, reduzindo o risco de deslizamento.
16. Considerações sobre a largura de dobragem interna e o molde padrão
Análise da causa:
No contexto das operações de dobragem que utilizam uma prensa dobradeira, a largura interna de dobragem necessita frequentemente de ser mais estreita do que a largura padrão do molde. Eis os principais factores e considerações:
Largura padrão da matriz inferior: A matriz inferior de uma máquina de dobragem tem normalmente uma largura mínima normalizada, frequentemente de cerca de 10 mm. Isto é crucial para garantir que a matriz possa acomodar o material a ser dobrado sem causar danos ou imprecisões.
Espessura do material: Para uma dobragem eficaz, a espessura do material deve ser inferior à largura mínima da matriz inferior. Se o material for demasiado espesso, pode provocar uma dobragem incorrecta e danos potenciais no equipamento.
Ângulo de curvatura e comprimento: Ao dobrar em um ângulo de 90 graus, o comprimento da dobra deve aderir a restrições geométricas específicas. A fórmula √2 (L + V / 2) + T ajuda a determinar o comprimento mínimo necessário para uma dobra adequada, onde:
𝐿L é o comprimento da curvatura.
𝑉V é a largura da abertura da matriz em V.
𝑇T é a espessura do material.
Fixação de moldes: Para evitar a deslocação do molde, que pode levar a desperdícios de material ou a riscos de segurança, o molde deve ser fixado de forma segura na base do molde. Esta fixação não deve permitir qualquer movimento para cima, garantindo a estabilidade durante o processo de dobragem.
Soluções:
Para resolver o problema de a largura de dobragem interna ser mais estreita do que a largura padrão do molde, considere as seguintes soluções:
Aumentar o tamanho da curvatura:
Negociação com o cliente: Discutir com o cliente a possibilidade de aumentar o tamanho da dobra. Isto pode ajudar a obter uma dobra interna mais larga, tornando-a compatível com a largura padrão do molde.
Ajustamentos de conceção: Modificar as especificações do projeto para acomodar uma dobra mais larga, assegurando que se enquadra nos parâmetros padrão do molde.
Processamento especial do molde:
Fabrico de moldes personalizados: Criar um molde personalizado especificamente concebido para lidar com curvas internas mais estreitas. Isto pode envolver maquinação especializada e ajustes de design.
Características melhoradas do molde: Incorporam características que permitem a dobragem precisa de larguras mais estreitas sem comprometer a integridade do molde ou do material.
Utilização de ferramentas de retificação:
Retificação de precisão: Utilizar ferramentas de retificação para obter a largura de dobragem interna desejada. Embora este método possa aumentar os custos de processamento, oferece um elevado grau de precisão e pode ser eficaz para operações de dobragem em pequena escala ou especializadas.
Análise custo-benefício: Avaliar as implicações de custo da utilização de ferramentas de retificação versus outros métodos. Em alguns casos, o aumento do custo de processamento pode ser justificado pela melhoria da precisão e da qualidade da dobra.
17. Proximidade do furo em relação à linha de dobragem
Análise da causa:
Quando um furo é posicionado demasiado perto da linha de dobragem numa peça de chapa metálica, o processo de dobragem pode fazer com que o material à volta do furo seja puxado e distorcido. Este problema é particularmente pronunciado quando a distância entre o furo e a linha de dobragem, denotada como 𝐿Lé inferior a um valor crítico. Este valor crítico é tipicamente entre 4 a 6 vezes a espessura da placa 𝑇T dividido por 2. Matematicamente, isto pode ser expresso como:
𝐿<4𝑇/2 a 6𝑇/2
Durante o processo de dobragem, as forças de tração actuam sobre o material, o que pode levar ao arrancamento e à distorção se 𝐿L é insuficiente. Isto deve-se ao facto de o material à volta do furo estar sujeito a uma tensão significativa, provocando a sua deformação.
Distância mínima 𝐿L para diferentes espessuras de chapa
A distância mínima 𝐿L para várias espessuras de chapa podem ser determinadas com base na largura da ranhura do molde padrão. Isto garante que o material não sofra tensões excessivas durante a dobragem, evitando o arrastamento e a distorção.
Soluções:
Para atenuar o problema de os furos estarem demasiado próximos da linha de dobragem, podem ser implementadas várias soluções:
Aumentar o tamanho da dobra e aparar a bainha após a formação:
Ao aumentar o tamanho da dobra, a distribuição de tensões à volta do orifício pode ser melhorada, reduzindo a probabilidade de arrancamento. Após a conformação, a bainha pode ser cortada para atingir as dimensões desejadas.
Expandir o furo até à linha de curvatura:
Se o aspeto e a função da peça não forem comprometidos, e com a aprovação do cliente, o furo pode ser alargado até à linha de dobragem. Isto pode ajudar a distribuir a tensão de forma mais uniforme.
Utilizar processamento secante ou de cravação:
Podem ser utilizadas técnicas de seccionamento ou de cravação para modificar a distribuição de tensões à volta do orifício, reduzindo assim o risco de arrancamento.
Processar excentricamente o molde:
Ao processar excentricamente o molde, a concentração de tensão à volta do orifício pode ser minimizada, evitando a distorção durante a dobragem.
Modificar o tamanho do furo:
Ajustar o tamanho do furo também pode ajudar a reduzir a concentração de tensões. Isto pode implicar tornar o furo maior ou alterar a sua forma para melhor distribuir as forças durante a flexão.
18. Análise da deformação no processo de dobragem
No contexto do processamento de chapas metálicas, particularmente durante as operações de dobragem, a distância 𝐿L entre a aresta desenhada e a linha de dobragem desempenha um papel crucial na determinação da qualidade da dobragem. Quando esta distância é demasiado pequena, pode levar a deformações indesejáveis. Vamos aprofundar a causa e as possíveis soluções para este problema.
Análise da causa:
Quando a distância 𝐿L entre a aresta traçada e a linha de dobragem é inferior a 4𝑇/2 a 6𝑇/2 (em que 𝑇T é a espessura da placa), o material é suscetível de deformação. Esta deformação ocorre porque o material entra em contacto com o molde inferior durante o processo de dobragem. A distância insuficiente não permite que o material se dobre livremente, levando a concentrações de tensão e subsequente deformação.
Soluções:
Para atenuar este problema, podem ser utilizadas várias estratégias:
1. Utilizar o processamento secante ou de cravação
O processamento secante ou de cravação pode ajudar a gerir o fluxo de material e a reduzir as concentrações de tensão que causam a deformação. Estes métodos envolvem a criação de um padrão de deformação controlado que distribui as tensões de forma mais uniforme pelo material.
2. Modificar o tamanho do material
O ajuste das dimensões do material pode ajudar a garantir que a distância 𝐿L esteja dentro do intervalo aceitável. Isto pode implicar o aumento do tamanho da peça em bruto ou a alteração do desenho para proporcionar mais espaço entre o bordo desenhado e a linha de dobragem.
3. Utilizar o processamento especial do molde
Podem ser concebidos moldes especializados para acomodar os requisitos específicos do processo de dobragem. Estes moldes podem ajudar a controlar o fluxo de material e a reduzir a probabilidade de deformação, proporcionando um melhor suporte e reduzindo os pontos de contacto que causam concentrações de tensão.
4. Processar excentricamente o molde
O processamento excêntrico do molde envolve a conceção do molde de forma a compensar a pequena distância 𝐿L. Isto pode incluir características descentradas ou ajustes que permitam que o material se dobre sem entrar em contacto direto com o molde inferior, reduzindo assim o risco de deformação.
19. Aplanamento longo Lado que se eleva após o aplanamento
Análise da causa:
O bordo de aplanamento longo pode não aderir firmemente durante o processo de aplanamento, fazendo com que se levante nas extremidades. Este problema depende em grande medida da posição de aplanamento, pelo que é crucial prestar muita atenção ao posicionamento durante o processo de aplanamento.
Soluções:
Pré-dobrar o ângulo ascendente: Antes de dobrar a aresta morta, dobre primeiro o ângulo ascendente, como indicado no diagrama. Esta etapa de pré-dobragem ajuda a alinhar corretamente o material, reduzindo a tendência da borda para subir.
Achatar em várias etapas: Em vez de tentar aplanar a aresta num único passo, efectue o aplanamento em várias etapas. Esta abordagem gradual permite um melhor controlo e reduz o risco de a borda subir.
Premir o fim primeiro: Comece por pressionar a extremidade do material para dobrar o lado morto para baixo. Esta pressão inicial ajuda a fixar o material e evita que a extremidade suba durante as etapas de aplanamento seguintes.
Achatar a parte da raiz: Concentre-se em aplanar primeiro a parte da raiz do material. Assegurar que a raiz está corretamente aplanada proporciona uma base estável, reduzindo a probabilidade de a borda subir.
Precauções:
Atenção ao pormenor: Prestar muita atenção ao posicionamento e alinhamento do material durante todo o processo de aplanamento.
Controlo de qualidade: Inspecionar regularmente a qualidade do processo de aplanamento para garantir que os bordos estão a aderir corretamente e não estão a subir.
Manutenção de ferramentas: Assegurar que as ferramentas e o equipamento utilizados para o aplanamento estão em bom estado e corretamente calibrados.
20. Fracturas de pontes de tração de grande altura
Análise da causa:
A principal causa de fracturas em pontes de tração de grande altura é o estiramento e a fratura graves do material. Isto pode ocorrer devido a vários factores:
Alongamento e fracturação de materiais: A altura elevada da ponte de tração pode provocar um estiramento excessivo do material, conduzindo a fracturas.
Afiação insuficiente ou cantos de molde baços: Se os cantos especiais do molde não forem adequadamente afiados, podem contribuir para concentrações de tensão, levando à falha do material.
Fraca resistência do material: Os materiais com baixa tenacidade são mais propensos a fraturar sob tensão.
Ponte de tração estreita: Uma ponte de tração estreita pode concentrar a tensão numa área mais pequena, aumentando a probabilidade de fracturas.
Soluções:
Para resolver estes problemas e evitar fracturas em pontes levadiças de grande altura, podem ser implementadas as seguintes soluções
Alongar o orifício do processo: Ao alongar o furo do processo num dos lados da fratura, a distribuição da tensão pode ser melhorada, reduzindo a probabilidade de fracturas.
Aumentar a largura da ponte de tração: Uma ponte levadiça mais larga pode distribuir a tensão por uma área maior, diminuindo o risco de falha do material.
Reparar e otimizar os cantos do molde: A reparação do ângulo R do molde especial e o aumento da transição do arco podem ajudar a reduzir as concentrações de tensão e a melhorar a capacidade do material para suportar o estiramento.
Adicionar lubrificante: A aplicação de lubrificante na ponte de tração pode reduzir o atrito e a tensão associada. No entanto, este método tem limitações:
Pode sujar a superfície da peça de trabalho.
Não é adequado para peças de alumínio (AL) e outros materiais em que a limpeza da superfície é crítica.
21. Alterações de tamanho durante o processamento de moldes especiais
Análise da causa:
Durante o processamento de moldes especiais, o tamanho do processamento pode mudar devido a vários factores. Uma das principais causas é a deslocação da peça de trabalho. Este deslocamento é frequentemente o resultado de uma força de pressão para a frente exercida durante o processamento. Como consequência, o pequeno ângulo 𝐿L da parte frontal da peça de trabalho aumenta. Esta alteração pode levar a imprecisões nas dimensões finais da peça processada.
Soluções:
Para mitigar o problema das alterações de tamanho durante o processamento de moldes especiais, podem ser implementadas as seguintes soluções:
Remover sombras na imagem:
Certifique-se de que a peça de trabalho e o molde estão claramente visíveis durante o processamento. As sombras podem obscurecer detalhes importantes e levar a erros de posicionamento e alinhamento. Utilize uma iluminação adequada e ajuste a posição das fontes de luz para eliminar as sombras.
Substituir as peças de auto-posicionamento gastas:
Com o tempo, as peças de auto-posicionamento do molde podem desgastar-se, levando a imprecisões no posicionamento. Inspeccione regularmente estas peças e substitua-as se necessário. A utilização de estruturas de retro-iniciação pode proporcionar um melhor posicionamento e reduzir a probabilidade de deslocação.
Implementar a análise do sistema externo:
Embora não seja necessária uma pesquisa, a realização de uma análise externa do sistema pode ajudar a identificar outras causas potenciais de alterações de tamanho. Esta análise pode incluir o exame de toda a configuração de processamento, incluindo as máquinas, ferramentas e condições ambientais.
22. Dimensão global incoerente da obturação
Análise da causa:
Erro de implantação do projeto: Os erros durante as fases iniciais de preparação e planeamento podem levar a imprecisões nas dimensões finais do corte.
Tamanho de alimentação incorreto: Os erros no processo de alimentação do material podem resultar em desvios das dimensões pretendidas, afectando o tamanho total do corte.
Soluções:
Cálculo e distribuição de desvios:
Calcular o desvio: Determinar o desvio total em relação à dimensão prevista e calcular o desvio atribuído a cada dobra.
Tolerância de distribuição: Avaliar se a tolerância de distribuição calculada está dentro do intervalo aceitável. Em caso afirmativo, a peça pode ser considerada aceitável.
Ajuste do tamanho da ranhura em V:
Tamanho demasiado grande: Se a dimensão total do corte for demasiado grande, utilizar uma ranhura em V mais pequena. Este ajuste pode ajudar a obter as dimensões desejadas, reduzindo o estiramento do material durante a dobragem.
Tamanho demasiado pequeno: Se o tamanho total for demasiado pequeno, utilizar uma ranhura em V maior. Isto pode ajudar a aumentar a elasticidade do material, compensando o tamanho mais pequeno e colocando-o dentro do intervalo aceitável.
23. Estilhaçamento ou afrouxamento do furo de tração após a rebitagem e consequente deformação
Análise da causa:
Fragmentação:
Pequeno ângulo R do furo de saque: Um pequeno ângulo de raio (R) no orifício de extração pode levar a uma concentração de tensões, provocando a fragmentação do material.
Rebarba excessiva na flange: As rebarbas, que são arestas ásperas ou saliências deixadas no material após o corte ou maquinagem, também podem contribuir para a fragmentação, criando pontos de tensão adicionais.
Rebites soltos:
Alinhamento incorreto dos furos de tração: Quando os orifícios de tração não estão corretamente alinhados, o rebite não consegue fixar os materiais de forma eficaz, levando a um ajuste frouxo.
Deformação:
Furos desalinhados: O desalinhamento dos furos durante o processo de rebitagem pode causar uma distribuição desigual da tensão, resultando na deformação do material.
Método de rebitagem incorreto: A utilização de uma técnica de rebitagem inadequada também pode levar à deformação por não aplicar a força necessária uniformemente.
Soluções:
Prevenir a fragmentação:
Utilizar um punção central com um ângulo R maior: Um raio maior no punção central pode ajudar a distribuir a tensão de forma mais uniforme à volta do furo de tração, reduzindo a probabilidade de fragmentação.
Atenção às rebarbas: Assegurar que as rebarbas à volta do orifício de extração são minimizadas ou removidas durante o processo de flangeamento para evitar a concentração de tensões.
Garantir uma rebitagem correcta:
Aumentar a pressão e aprofundar a brocagem: Aplicar uma pressão mais elevada e aprofundar o processo de brochagem pode ajudar a criar um ajuste mais seguro para o rebite.
Utilizar um punção central com um ângulo R maior: Isto também pode ajudar a obter um melhor alinhamento e ajuste do rebite.
Método de desalinhamento e de rebitagem:
Alinhamento correto do furo: Assegurar que todos os furos estão corretamente alinhados antes da rebitagem. Isto pode ser conseguido utilizando ferramentas de medição precisas e técnicas de alinhamento.
Utilizar um método de rebitagem correto: Adotar o método de rebitagem adequado para o material e a aplicação específicos. Isto pode incluir a utilização do tipo correto de rebite, a aplicação da quantidade certa de força e a garantia de uma distribuição uniforme da pressão.
24. Rebitagem enviesada do perno ou peça de trabalho deformada após a rebitagem
Análise da causa:
Peça de trabalho não achatada durante o processamento
Se a peça de trabalho não for corretamente aplanada antes do processo de rebitagem, pode levar a desalinhamentos e deformações.
Força irregular ou pressão excessiva aplicada à superfície inferior
A aplicação de força desigual ou pressão excessiva durante a rebitagem pode fazer com que a peça de trabalho se incline ou deforme.
Soluções:
Nivelar a peça de trabalho ao pressionar a cavilha
Assegurar que a peça de trabalho esteja completamente achatada antes de iniciar o processo de rebitagem. Isto pode ser conseguido através da utilização de ferramentas ou técnicas de aplanamento adequadas.
Utilizar uma estrutura de suporte
A implementação de uma estrutura de suporte pode ajudar a manter o alinhamento e a estabilidade da peça de trabalho durante o processo de rebitagem. Isto reduz o risco de inclinação e deformação.
Reajustar a pressão
Ajustar cuidadosamente a pressão aplicada durante o processo de rebitagem. Certifique-se de que a pressão é distribuída uniformemente para evitar qualquer inclinação ou deformação.
Aumentar a gama de tensões na superfície inferior e reduzir a gama de forças na superfície superior
Ao aumentar a gama de tensões na superfície inferior e reduzir a gama de forças na superfície superior, é possível obter uma distribuição de forças mais equilibrada. Isto ajuda a manter a integridade da peça de trabalho e evita a deformação.
Recomendações adicionais:
Manutenção regular e calibração do equipamento de rebitagem
Assegurar que o equipamento de rebitagem é mantido e calibrado regularmente para proporcionar um desempenho consistente. Isto ajuda a aplicar a quantidade correcta de força e pressão durante o processo.
Formação para operadores
Fornecer formação adequada aos operadores para garantir que compreendem a importância do alinhamento correto, do ajuste da pressão e da utilização de estruturas de apoio durante o processo de rebitagem.
Controlos de qualidade
Implementar verificações de controlo de qualidade em várias fases do processo de rebitagem para identificar e retificar quaisquer problemas numa fase inicial. Isto ajuda a manter a qualidade geral da peça de trabalho.
25. Lados não paralelos após dobragem por desvio
Análise da causa:
Calibração incorrecta do molde
Se o molde não estiver corretamente calibrado, pode levar a imprecisões no processo de dobragem, resultando em lados não paralelos.
Ajuste incorreto das juntas das matrizes superior e inferior
As juntas entre as matrizes superior e inferior desempenham um papel crucial na manutenção do alinhamento. Se estas juntas não estiverem corretamente ajustadas, podem causar um desalinhamento.
Faces do cunho superior e inferior não idênticas
As superfícies das matrizes superior e inferior devem ser idênticas para garantir uma dobragem uniforme. Qualquer discrepância pode levar a uma dobragem desigual e a lados não paralelos.
Soluções:
Recalibrar o molde
Certifique-se de que o molde está corretamente calibrado. Isto implica a verificação e o ajuste das definições do molde para garantir a precisão do processo de dobragem.
Ajustar as juntas
Aumentar ou diminuir a espessura das juntas entre as matrizes superior e inferior para obter um alinhamento correto. Este ajuste ajuda a manter o paralelismo dos lados.
Utilizar o processamento excêntrico para o molde
Implementar técnicas de processamento excêntrico para corrigir quaisquer problemas de desalinhamento. Isto envolve o ajuste do molde para compensar quaisquer excentricidades no processo de dobragem.
Assegurar superfícies de molde superior e inferior idênticas
Verificar se as superfícies dos moldes superior e inferior são idênticas. Isto pode implicar a maquinação ou o polimento das faces do molde para garantir que são uniformes e não apresentam quaisquer discrepâncias.
Dicas adicionais:
Manutenção e inspeção regulares
Inspecionar e manter regularmente os moldes e matrizes para garantir que permanecem em condições óptimas. Isto inclui a verificação do desgaste e a realização dos ajustes ou substituições necessários.
Utilizar ferramentas de medição de precisão
Utilize ferramentas de medição de precisão para verificar o alinhamento e o paralelismo dos lados após a dobragem. Isto ajuda a identificar e a corrigir rapidamente quaisquer problemas.
26. Vincos profundos na superfície do produto
Análise da causa:
Pequena ranhura em V na matriz inferior
Explicação: Uma ranhura em V mais pequena na matriz inferior pode concentrar a força de dobragem numa área mais pequena, levando a vincos mais profundos na superfície do produto.
Pequeno ângulo R da ranhura em V na matriz inferior
Explicação: Um ângulo de raio (R) mais pequeno na ranhura em V pode provocar curvas mais acentuadas, o que aumenta a probabilidade de formação de vincos profundos na superfície do material.
O material é demasiado macio
Explicação: Os materiais mais macios são mais susceptíveis à deformação e podem facilmente desenvolver vincos profundos sob forças de flexão.
Soluções:
Utilizar uma ranhura em V grande para o processamento
Implementação: A mudança para uma ranhura em V maior na matriz inferior distribui a força de dobragem por uma área mais vasta, reduzindo a profundidade dos vincos na superfície do produto.
Utilizar um molde com um grande ângulo R
Implementação: A utilização de um molde com um ângulo de raio maior na ranhura em V cria curvas mais suaves, minimizando a formação de vincos profundos.
Utilizar a dobragem de almofadas (com metal ou poliuretano de fundição)
Implementação: A introdução de materiais de enchimento, como metal ou poliuretano fundido, durante o processo de dobragem pode ajudar a distribuir a força de forma mais uniforme, reduzindo assim a profundidade dos vincos. O enchimento actua como um amortecedor, absorvendo parte da tensão de flexão e protegendo a superfície do material.
27. Deformação perto da dobra após a dobragem
Análise da causa:
A deformação junto à dobra após o processo de dobragem pode ser atribuída ao facto de a máquina funcionar a uma velocidade excessivamente elevada. Quando a velocidade de dobragem ascendente da máquina excede a velocidade a que o operador pode segurar e apoiar manualmente a peça de trabalho, resulta numa distribuição desigual da força e subsequente deformação. Esta discrepância de velocidades pode levar a que a peça de trabalho não seja corretamente alinhada ou apoiada durante o processo de quinagem, causando deformações indesejadas perto da área de quinagem.
Soluções:
Para resolver este problema, podem ser implementadas as seguintes soluções:
Reduzir a velocidade de funcionamento da máquina: Ao reduzir a velocidade de funcionamento da máquina, o processo de quinagem pode ser mais controlado e gradual. Isto permite ao operador gerir melhor a peça de trabalho, assegurando que esta permanece corretamente alinhada e apoiada durante todo o processo de quinagem. Uma velocidade mais lenta reduz o risco de movimentos bruscos que podem causar deformações.
Aumentar a velocidade de preensão da mão do operador: Treinar o operador para aumentar a velocidade de preensão das mãos pode ajudar a sincronizar os seus movimentos com o funcionamento da máquina. Esta sincronização garante que a peça de trabalho é apoiada de forma consistente, reduzindo a probabilidade de deformação. No entanto, esta solução pode ser menos prática, uma vez que depende fortemente da destreza manual e do tempo de reação do operador.
Recomendações adicionais:
Utilização de ferramentas de apoio: A implementação de ferramentas de apoio, como medidores de costas, suportes laterais ou sistemas de manuseamento automatizados, pode ajudar a manter a posição e o alinhamento da peça de trabalho durante o processo de quinagem. Estas ferramentas podem fornecer estabilidade adicional, reduzindo a dependência do manuseamento manual do operador.
Manutenção e calibração regulares: Assegurar que a máquina de dobragem é mantida e calibrada regularmente pode ajudar a obter um desempenho consistente. Uma manutenção adequada pode evitar problemas como a aplicação de força desigual ou o desgaste mecânico que podem contribuir para a deformação.
Formação de operadores: Fornecer formação abrangente aos operadores sobre as técnicas de manuseamento correctas e a importância da sincronização com a velocidade da máquina pode melhorar a sua capacidade de gerir a peça de trabalho de forma eficaz. Os programas de formação também podem incluir as melhores práticas para a utilização de ferramentas de apoio e o manuseamento de diferentes tipos de materiais.
28. Fratura de peças AL durante a flexão
As peças de alumínio (AL) são propensas a rachar quando dobradas devido à estrutura cristalina única do material. Esta estrutura torna o alumínio suscetível de se partir ao longo de linhas paralelas durante o processo de dobragem.
Soluções para evitar a fissuração:
Ajustar a orientação do material durante o apagamento:
Rodar o material AL: Ao preparar a folha de alumínio para dobrar, é crucial rodar o material de modo a que a direção da dobragem seja perpendicular ao grão (textura) do alumínio. Este ajuste ajuda a distribuir a tensão de forma mais uniforme pelo material, reduzindo a probabilidade de formação de fissuras ao longo das linhas de grão.
Aumentar o raio da matriz superior:
Melhorar o ângulo R: O aumento do raio (ângulo R) da matriz superior utilizada no processo de dobragem pode reduzir significativamente a concentração de tensão na peça de alumínio. Um raio maior permite uma dobragem mais gradual, o que minimiza o risco de fissuras ao reduzir a tensão no material.
Considerações adicionais:
Seleção de materiais: A escolha de uma liga de alumínio com melhor ductilidade também pode ajudar a reduzir a tendência para fissuras durante a flexão. As ligas como a 5052 ou 6061 são conhecidas pelas suas boas propriedades de flexão.
Pré-aquecimento: O pré-aquecimento da folha de alumínio antes da dobragem pode melhorar a sua maleabilidade, tornando-a menos propensa a fissuras.
Ferramentas adequadas: Assegurar que as ferramentas estão em boas condições e sem defeitos também pode contribuir para um processo de quinagem mais suave e reduzir o risco de fissuras.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez se perguntou como é que as peças de chapa metálica são concebidas e fabricadas com precisão? Nesta publicação do blogue, vamos mergulhar no fascinante mundo da tolerância à curvatura - uma...
Já alguma vez se interrogou sobre a forma como os diferentes materiais afectam a dobragem de chapas metálicas? Neste artigo perspicaz, um engenheiro mecânico experiente partilha os seus conhecimentos sobre o impacto dos tipos de materiais, espessura e...
Atenção a todos os fabricantes e projectistas de chapas metálicas! Tem dificuldade em determinar o raio de curvatura ideal para os seus projectos? Não procure mais! Nesta publicação do blogue, vamos mergulhar no...
Já alguma vez se interrogou sobre a arte e a ciência por detrás da modelação de chapas metálicas em formas complexas? Nesta cativante publicação do blogue, mergulhamos profundamente no fascinante mundo das chapas...
Imagine dobrar chapa metálica sem deixar uma única marca ou risco. Neste artigo, exploramos técnicas inovadoras para dobragem de chapa metálica sem marcas, abordando desafios como a fricção, a dureza do material e...
Alguma vez se perguntou como é que os designers de chapa metálica garantem a precisão dos seus projectos? Nesta publicação do blogue, vamos mergulhar no fascinante mundo do design de chapas metálicas e explorar...
Está a ter dificuldades em conceber peças de chapa metálica precisas? Desvende os segredos do fator K, um conceito crucial no fabrico de chapas metálicas. Neste artigo, o nosso engenheiro mecânico especialista desmistifica...
Alguma vez teve dificuldade em desdobrar com exatidão peças de chapa metálica? Este artigo explora a arte e a ciência por trás dos cálculos de desdobramento de chapas metálicas. Descubra os conceitos-chave, as fórmulas e as técnicas utilizadas...
O que faz com que uma folha de metal plana se transforme em formas complexas com precisão e exatidão? A resposta está no intrincado processo de deformação da dobragem de chapas metálicas. Este artigo mergulha...