28 Problemas y soluciones de plegado de chapa metálica
¿Alguna vez se ha enfrentado a problemas de plegado de chapas metálicas que le han hecho rascarse la cabeza? En esta interesante entrada de blog, un experimentado ingeniero mecánico comparte sus conocimientos sobre cómo afrontar los retos más comunes en el proceso de plegado de chapa metálica. Desde la prevención del agrietamiento de la chapa hasta el posicionamiento preciso de los orificios, descubrirá soluciones prácticas y valiosos consejos para optimizar sus técnicas de plegado de chapa metálica y lograr resultados impecables en todo momento.
Las chapas metálicas se doblan y conforman con una máquina curvadora de chapastambién conocida como prensa plegadora. La pieza se coloca en la máquina, y la palanca de elevación se utiliza para levantar el bloque de freno, lo que permite colocar la pieza con precisión. Una vez colocada la pieza, se baja el bloque de freno y se presiona la palanca de plegado para doblar la chapa en el ángulo deseado.
Determinación del radio mínimo de curvatura
El radio mínimo de curvado es un factor crítico en el proceso de curvado, determinado por la ductilidad y el espesor del metal que se está conformando. En el caso de las chapas de aluminio, el radio de curvatura debe ser mayor que el grosor de la chapa. Esto garantiza que el metal no se agriete ni se rompa durante el proceso de doblado.
Figura 1 Flexión normal
Elasticidad y ángulo de flexión
Debido a la elasticidad del material, el ángulo de flexión del metal suele ser ligeramente superior al ángulo requerido. Este fenómeno, conocido como springbackDurante el proceso de curvado debe tenerse en cuenta el ángulo preciso que se necesita.
Técnicas de procesamiento de chapas metálicas
El plegado es sólo una de las muchas técnicas utilizadas en el procesado de chapas metálicas, que suele llevarse a cabo en un taller de procesado de metales. Otras técnicas son:
Remachando: Unión de chapas metálicas mediante remaches.
Soldadura: Fusión de chapas metálicas mediante calor.
Problemas comunes y soluciones en el plegado de metales
Durante el proceso de doblado, pueden surgir varios problemas comunes, entre ellos:
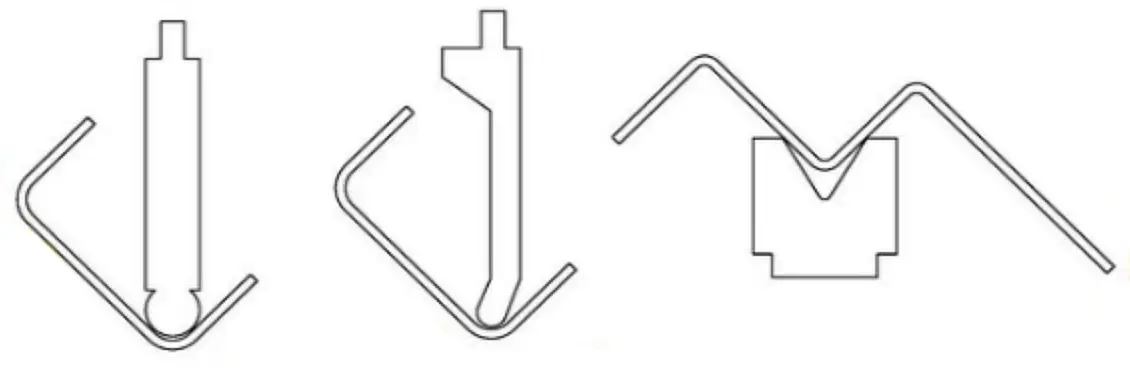
1. Desafíos en el curvado de piezas de tipo ranura y de curvado múltiple.
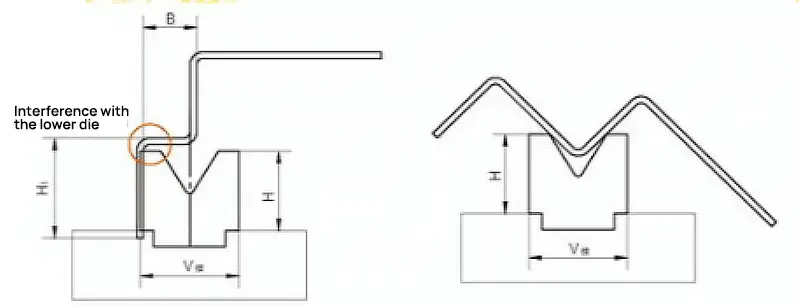
Durante el proceso de plegado de estas piezas, la anchura de la ranura es mayor que la altura de la pata, lo que provoca interferencias entre uno de los extremos de la pieza y la matriz superior o la corredera del prensa plegadora. Esto hace imposible garantizar las dimensiones de la pieza, como se muestra en la figura 2.
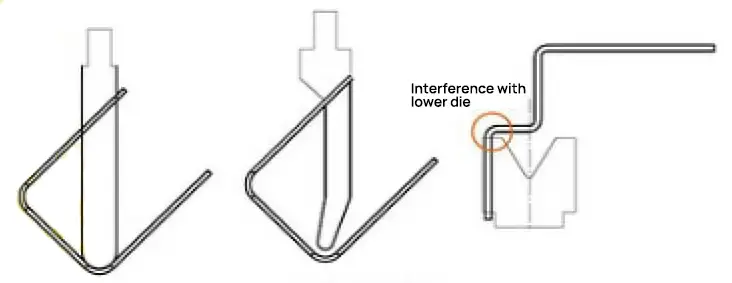
Figura 2: Diagrama detallado de interferencias
Predicción de interferencias en el plegado de chapa metálica
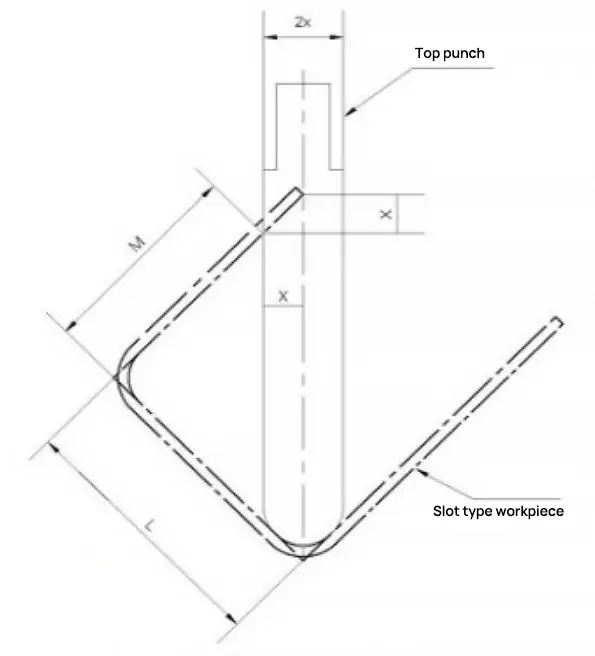
Cuando se trata de piezas de chapa de precisión de pata alta, determinar si se puede completar el plegado requiere múltiples cálculos, con las dimensiones correspondientes indicadas en la figura 3.
Figura 3: Dimensiones relevantes del doblado de piezas tipo ranura
Si L-M1,5x, la pieza no se puede doblar porque causaría interferencias.
Soluciones a los problemas de interferencias
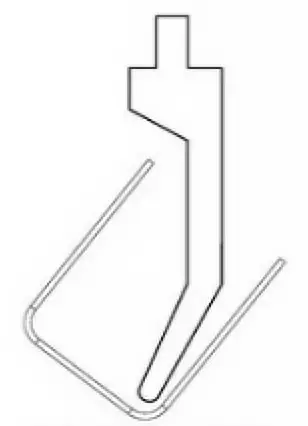
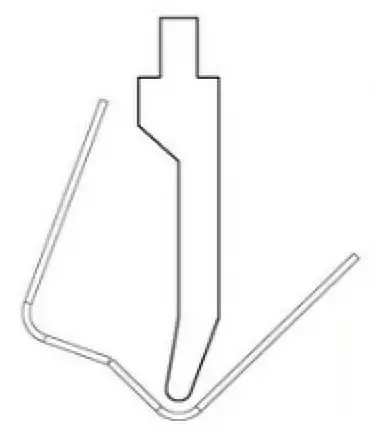
(1) Si una pieza tipo ranura experimenta interferencias de plegado, se puede seleccionar una matriz superior de cuello de cisne para el plegado. Esto evita la interferencia entre el borde de plegado de la pieza y la plegadora o la matriz superior, garantizando las dimensiones de plegado de la pieza, como se muestra en la Figura 4.
Figura 4: Doblado con una matriz superior de cuello de cisne
(2) Si una pieza tipo ranura experimenta interferencias de doblado y no se dispone de matrices superiores de cuello de cisne adecuadas, se puede realizar un predoblado inverso en mitad del doblado sin que ello afecte a los requisitos de uso, como se muestra en la figura 5. Aumentando artificialmente el ángulo de doblado, la pieza puede doblarse normalmente. A continuación, se puede utilizar un troquel de neumático plano para prensar la zona de precurvado y garantizar el cumplimiento de los requisitos de calidad del producto.
Figura 5: Precurvado
(3) Cuando se doblan piezas de doblado múltiple, si H1>H o B<V/2, pueden producirse interferencias entre la pieza y la abertura de la matriz inferior y el banco de trabajo. La elección de la matriz inferior y de la secuencia de plegado es muy importante:
① Seleccione una matriz inferior de altas dimensiones con H>H1 para garantizar la flexión normal de la pieza; ② Seleccione una apertura de matriz inferior con B>V/2 para garantizar la flexión normal de la pieza; ③ Si no hay matriz inferior de alta dimensión, cambie la secuencia de doblado. Deforme previamente el doblez central a un ángulo determinado, luego doble en el lado corto, forme el tercer doblez, y finalmente reprima el doblez central al tamaño y ángulo requeridos, asegurando el tamaño de proceso de la pieza de trabajo, como se muestra en la Figura 6.
Figura 6: Curvado multipaso
2. Agrietamiento por flexión
Análisis de las causas:
El agrietamiento por plegado es un problema común que se produce en la superficie de tracción de las piezas de chapa metálica durante el proceso de plegado. Este fenómeno puede dañar significativamente las propiedades mecánicas de la pieza, inutilizándola y provocando pérdidas económicas por desguace. Las principales causas de la fisuración por doblado son:
Estructura cristalina y dirección del grano rodante: Las chapas metálicas tienen una estructura cristalina y una dirección del grano de laminación específicas. La flexión paralela a la dirección del grano aumenta la probabilidad de fracturas debido a la alineación de los granos, lo que puede crear puntos débiles.
Radio de curvatura pequeño (R): La selección de un radio de curvatura demasiado pequeño puede provocar tensiones excesivas en el material y, en consecuencia, grietas.
Ángulo R de la ranura en V del troquel inferior: Un ángulo R pequeño en la ranura en V de la matriz inferior puede concentrar la tensión en el material, aumentando el riesgo de agrietamiento.
Rendimiento de los materiales: Un comportamiento deficiente del material, como una baja ductilidad o tenacidad, puede hacer que la chapa sea más susceptible de agrietarse durante el plegado.
Medidas preventivas:
Para evitar el agrietamiento por flexión, pueden aplicarse varias estrategias:
Orientación del corte: Al cortar la chapa, gírela de modo que la dirección de corte sea perpendicular a la dirección de doblado. Esto significa que la dirección de doblado del material debe ser perpendicular a la veta, lo que reduce el riesgo de fracturas.
Aumentar el ángulo R del troquel superior: El uso de una matriz superior con un ángulo R mayor puede distribuir la tensión de forma más uniforme por todo el material, reduciendo la probabilidad de agrietamiento.
Utilice un troquel inferior con un ángulo R grande: La selección de una matriz inferior con un ángulo R mayor para el procesado puede ayudar a minimizar la concentración de tensiones en el material, evitando así las grietas.
Elija materiales de alto rendimiento: Optar por materiales con mejores propiedades mecánicas, como mayor ductilidad y tenacidad, puede reducir significativamente el riesgo de agrietamiento por flexión.
3. El borde de flexión no es recto y el tamaño es inestable
Análisis de causas:
Sin prensado de líneas ni plegado previo
Explicación: Las técnicas de prensado en línea o precurvado son esenciales para garantizar que el material esté correctamente alineado y pretensado antes de la operación de curvado final. Sin estas técnicas, es posible que el material no se doble uniformemente, lo que provocaría un borde irregular y unas dimensiones inestables.
Presión material inadecuada
Explicación: Una presión insuficiente aplicada al material durante el proceso de plegado puede provocar un plegado incompleto o desigual. Esto puede hacer que el material se mueva hacia atrás o se doble de forma inconsistente, provocando un borde no recto e inestabilidad en el tamaño.
Filete de matriz cóncavo-convexo disimétrico y presión de plegado desigual
Explicación: Si el filete de matriz convexo-cóncavo no es simétrico o si la presión de doblado se distribuye de forma desigual, puede provocar irregularidades en el proceso de doblado. Esto puede provocar variaciones en el ángulo y el radio de curvatura, lo que da como resultado un tamaño inestable y un borde no recto.
Altura baja
Explicación: Si la altura del doblez es demasiado baja, puede que no proporcione suficiente palanca para un doblez limpio y consistente. Esto puede hacer que el material se deforme de forma irregular, lo que provocaría un borde no recto e inestabilidad en el tamaño.
Soluciones:
Línea de diseño Técnicas de prensado o precurvado
Aplicación: Incorpore pasos de prensado en línea o precurvado al proceso de curvado. Estas técnicas ayudan a pretensar el material y garantizan que esté correctamente alineado antes del plegado final. Esto puede lograrse mediante el uso de herramientas especializadas o pasos de procesamiento adicionales.
Aumento de la fuerza de elevación
Aplicación: Asegúrese de que la presión del material es la adecuada aumentando la fuerza de elevación. Esto puede hacerse ajustando la configuración de la máquina para aplicar más presión durante el proceso de plegado. Una presión adecuada ayuda a conseguir un plegado más uniforme y reduce la probabilidad de que se produzca un retorno elástico.
Garantizar una holgura uniforme en el troquel cóncavo-convexo y en el filete de pulido
Aplicación: Compruebe y ajuste la holgura en la matriz cóncavo-convexa para asegurarse de que es uniforme. Además, pula el filete para eliminar cualquier irregularidad. Esto ayuda a distribuir la presión de doblado de forma más uniforme y reduce el riesgo de doblados irregulares.
Haga que la altura sea mayor o igual que el tamaño mínimo
Aplicación: Asegúrese de que la altura de la curva es al menos igual al tamaño mínimo requerido. De este modo se consigue una palanca suficiente para lograr un doblez limpio y uniforme. Ajuste el diseño o el utillaje según sea necesario para conseguir la altura adecuada.
4. Raspado de la pieza después del plegado
Análisis de causas:
Superficie del material no lisa
Una superficie irregular o rugosa en el material puede provocar raspaduras durante el proceso de plegado. Esto se debe a que las irregularidades de la superficie pueden provocar fricción y resistencia, con el consiguiente deterioro de la pieza.
Radio de curvatura de la matriz convexa demasiado pequeño
Si el radio de curvatura de la matriz convexa es demasiado pequeño, puede producirse una concentración excesiva de tensiones en el material. Esto puede provocar que el material se raspe o incluso se agriete durante el proceso de doblado.
Espacio libre de flexión demasiado pequeño
Una holgura insuficiente entre la matriz y el punzón puede provocar una presión excesiva sobre el material. Esto puede hacer que el material se raspe contra la matriz, provocando daños en la superficie.
Soluciones:
Mejorar la suavidad del troquel cóncavo
Asegurarse de que el troquel cóncavo tenga una superficie lisa puede reducir la fricción y evitar que el material se raspe. Esto puede lograrse mediante el pulido o utilizando un troquel con un mayor acabado superficial.
Aumentar el radio de curvatura de la matriz convexa
Aumentar el radio de curvatura de la matriz convexa puede distribuir la tensión más uniformemente por el material, reduciendo la probabilidad de raspado. Este ajuste puede ayudar a mantener la integridad de la pieza durante el plegado.
Ajustar el juego de flexión
Ajustar correctamente la holgura entre la matriz y el punzón es crucial. Asegurarse de que existe la holgura adecuada puede evitar una presión excesiva sobre el material, reduciendo así el riesgo de raspado. Esto puede hacerse recalibrando la plegadora o utilizando matrices de dimensiones adecuadas.
5. Grietas en ángulos de flexión
Análisis de causas:
Radio de curvatura demasiado pequeño:
Cuando el radio de curvatura es demasiado pequeño, el material sufre tensiones excesivas que provocan grietas en los ángulos de curvatura.
Grano del material paralelo a la línea de plegado:
La orientación del grano del material afecta significativamente a sus propiedades de flexión. Si la dirección del grano es paralela a la línea de flexión, puede provocar grietas debido a la naturaleza anisótropa del material.
Rebaba de Workblank que se extiende hacia el exterior:
Las rebabas en los bordes de la pieza pueden actuar como concentradores de tensiones y provocar grietas durante el plegado.
Mala remoldeabilidad del metal:
Los metales poco dúctiles o poco moldeables son más propensos a agrietarse durante las operaciones de plegado.
Soluciones:
Aumentar el radio de curvatura de la matriz convexa:
Al aumentar el radio de flexión, se reduce la concentración de tensiones en el punto de flexión, con lo que se minimiza el riesgo de grietas.
Cambiar el diseño de supresión:
Ajustar la disposición de los troqueles para garantizar que la dirección del grano del material sea perpendicular a la línea de plegado puede mejorar la capacidad del material para soportar las tensiones de plegado.
Hacer rebabas en el filete interior de la pieza:
Asegurarse de que las rebabas se dirigen hacia el filete interior de la pieza puede ayudar a reducir la concentración de tensiones en la superficie exterior, evitando así las grietas.
Recocido o uso de material blando:
El recocido del material puede mejorar su ductilidad y reducir la probabilidad de que se agriete. Alternativamente, el uso de un material más blando con mejor capacidad de remoldeo también puede mitigar el problema.
6. La flexión provoca la deformación del orificio
Análisis de causas:
Cuando se utiliza el plegado elástico para posicionar un orificio, la superficie exterior del brazo de plegado está sometida a la fricción tanto de la superficie del molde cóncavo como de la superficie exterior de la pieza. Esta fuerza de fricción puede provocar la deformación del orificio de posicionamiento. La deformación se produce porque el material que rodea el orificio no está uniformemente apoyado y se tira de él de forma desigual durante el proceso de doblado.
Soluciones:
Para mitigar la deformación de los orificios durante el proceso de doblado, considere las siguientes soluciones:
Emplear la flexión de formas: El plegado de formas consiste en utilizar herramientas especializadas que se ajustan más a la forma final de la pieza. Este método ayuda a distribuir las fuerzas de plegado de forma más uniforme, reduciendo la probabilidad de deformación del agujero.
Aumentar la presión de la cubierta: Al aumentar la presión aplicada por el cubreobjetos, la pieza se sujeta con mayor seguridad. Esta presión añadida ayuda a minimizar el movimiento y el deslizamiento, reduciendo así la deformación del agujero.
Añadir Pitting Plaid a Coverboard: La introducción de un plaid de picado (una superficie texturizada) en el cubreobjetos aumenta la fricción entre la pieza de trabajo y el cubreobjetos. Esta mayor fricción ayuda a evitar que la pieza se deslice durante el plegado, lo que a su vez reduce las posibilidades de deformación del agujero.
7. Superficie de flexión más fina
Análisis de causas:
Radio de corte cóncavo-convexo demasiado pequeño:
Cuando el radio del filete de la matriz convexo-cóncava es demasiado pequeño, puede provocar un adelgazamiento excesivo del material en la superficie de flexión. Esto se debe a que un radio menor concentra la tensión en un área más pequeña, lo que provoca una deformación y un adelgazamiento más significativos.
Holgura de matriz cóncavo-convexa demasiado pequeña:
Un espacio insuficiente entre las matrices convexas y cóncavas también puede contribuir a un adelgazamiento de la superficie de plegado. Este espacio limitado puede hacer que el material se comprima y estire excesivamente, lo que provoca el adelgazamiento.
Soluciones:
Aumentar el radio del filete de matriz cóncavo-convexo:
Al aumentar el radio del filete de la matriz convexo-cóncava, la distribución de la tensión durante el doblado se hace más uniforme. Esto reduce la concentración de tensiones y minimiza el adelgazamiento del material. Un radio mayor permite que el material fluya más suavemente alrededor de la curva, conservando su grosor.
Ajuste la holgura del troquel cóncavo-convexo:
El ajuste adecuado de la holgura entre las matrices convexas y cóncavas garantiza que el material no se comprima o estire excesivamente. Una holgura adecuada permite que el material se doble sin un adelgazamiento significativo, manteniendo la integridad de la superficie de doblado.
8. Abombamiento o irregularidad de la superficie de la pieza de trabajo
Análisis de causas:
Durante el proceso de doblado, la superficie de la pieza puede abombarse o volverse irregular debido a las tensiones diferenciales experimentadas por el material. Concretamente, bajo la tensión en la dirección circunferencial, la superficie exterior del material se contrae mientras que la superficie interior se extiende. Esta deformación diferencial puede provocar abombamientos en la dirección de flexión.
Soluciones:
Para resolver el problema del abombamiento o desnivel de la superficie, considere las siguientes soluciones:
Proporcionar una presión adecuada al troquel cóncavo-convexo en la fase final de estampación
Asegurarse de que se aplica la presión adecuada a la matriz convexa-cóncava durante la fase final de estampación puede ayudar a conseguir una deformación más uniforme. Esta presión ayuda a minimizar las tensiones diferenciales entre las superficies interior y exterior de la pieza.
Hacer que el radio del ángulo redondo cóncavo sea igual al del círculo de la pieza de trabajo
Al hacer coincidir el radio del ángulo redondo cóncavo con el radio del excírculo de la pieza, se puede optimizar el proceso de plegado para reducir los puntos de concentración de tensiones. Esta alineación ayuda a distribuir las tensiones de forma más uniforme por todo el material, reduciendo así la probabilidad de abombamiento.
Optimizar las técnicas
Selección de materiales: Elija materiales con mejor ductilidad y uniformidad para reducir el riesgo de deformación desigual.
Diseño de herramientas: Asegúrese de que el utillaje está diseñado para adaptarse al material específico y a los requisitos de plegado. Un utillaje bien diseñado puede ayudar a obtener resultados más uniformes.
Parámetros del proceso: Ajuste los parámetros del proceso, como la velocidad de plegado, la presión y la temperatura, para optimizar el proceso de plegado. El ajuste fino de estos parámetros puede ayudar a minimizar las tensiones diferenciales y conseguir una superficie más lisa.
9. Parte cóncava irregular en la parte inferior
Análisis de causas:
Material irregular: La propia materia prima puede presentar inconsistencias de grosor o planitud, lo que da lugar a un fondo irregular en la parte cóncava.
Pequeña superficie de contacto entre la cubierta y el material o fuerza de elevación inadecuada: Una superficie de contacto insuficiente o una fuerza inadecuada aplicada por el cubreobjetos pueden dar lugar a una distribución desigual de la presión, provocando irregularidades.
Sin dispositivo de soporte de material en la matriz cóncava: La ausencia de un dispositivo de soporte del material puede dar lugar a un soporte inadecuado durante el proceso de conformado, lo que se traduce en un fondo irregular.
Soluciones:
Materiales de nivelación: Asegúrese de que las materias primas están correctamente niveladas antes del proceso de conformado. Esto puede conseguirse mediante diversas técnicas de nivelación para garantizar un grosor y una planitud uniformes.
Ajuste el dispositivo de soporte de material y aumente la fuerza de elevación:
Ajustar el dispositivo de soporte de material: Asegúrese de que el dispositivo de soporte del material está correctamente ajustado para proporcionar un soporte adecuado durante todo el proceso de conformado.
Aumento de la fuerza de elevación: Aumente la fuerza de elevación para garantizar que el material se presiona de manera uniforme, reduciendo así las posibilidades de un fondo irregular.
Aumentar o corregir el dispositivo de apoyo material: Si el dispositivo de soporte del material es inadecuado o inexistente, deberá instalarse o corregirse para proporcionar el soporte necesario durante el proceso de conformado.
Aumentar los procesos de conformación: Si es necesario, aplique procesos de conformado adicionales. Esto podría implicar múltiples etapas de conformado para lograr gradualmente la forma deseada y garantizar la uniformidad en la parte inferior.
10. Desalineación de los ejes de los orificios tras el doblado
Análisis de causas:
La desalineación de los ejes de los orificios en dos lados tras el plegado se debe principalmente al rebote del material. Cuando se dobla una chapa metálica, el material tiende a rebotar ligeramente después de eliminar la fuerza de doblado. Este efecto de rebote puede alterar el ángulo de doblado previsto, provocando una desalineación de la línea central y, en consecuencia, de los ejes de los orificios.
Soluciones:
Para resolver el problema de la desalineación de los ejes de los orificios tras el plegado, considere las siguientes soluciones:
Aumentar el proceso de corrección
La aplicación de un proceso de corrección posterior al plegado puede ayudar a realinear los orificios. Esto puede implicar operaciones secundarias como un nuevo plegado o el uso de fijaciones de precisión para garantizar la correcta alineación de los orificios.
Mejorar la estructura del modelo de plegado para reducir el rebote del material
Mejorar la estructura del modelo de flexión puede reducir significativamente el rebote del material. Esto puede lograrse mediante:
Ajuste de los parámetros de plegado: El ajuste fino de parámetros como el radio de curvatura, el ángulo de curvatura y el grosor del material puede minimizar el rebote.
Utilización de herramientas adecuadas: La selección de las herramientas adecuadas, como matrices con tolerancias más estrictas, puede ayudar a conseguir doblados más precisos.
Selección de materiales: La elección de materiales con menor elasticidad puede reducir el alcance del rebote. Por ejemplo, los materiales con mayor límite elástico tienden a mostrar menos rebote elástico.
Simulación y pruebas: La utilización de programas avanzados de simulación para predecir y compensar el rebote del material antes del plegado real puede dar lugar a resultados más precisos.
11. Posicionamiento preciso del orificio tras el plegado
Garantizar la posición precisa de los orificios tras el proceso de plegado en la fabricación de chapas metálicas es fundamental para mantener la integridad y funcionalidad del producto final. Hay varios factores que pueden provocar imprecisiones en la posición de los orificios, y comprender estas causas es esencial para aplicar soluciones eficaces.
Análisis de causas:
Tamaños de despliegue incorrectos
Descripción: Las dimensiones de desdoblado se refieren a las dimensiones planas de la chapa antes del plegado. Si estas dimensiones son incorrectas, la pieza doblada final no coincidirá con las especificaciones deseadas, lo que dará lugar a orificios desalineados.
Impacto: Unas dimensiones de despliegue incorrectas pueden provocar desviaciones importantes en la posición de los orificios, dificultando o imposibilitando el montaje.
Material Springback
Descripción: El springback es la tendencia del metal a volver parcialmente a su forma original después de la flexión. Este fenómeno se produce debido a la recuperación elástica del material.
Impacto: La recuperación elástica puede hacer que el ángulo final de doblado sea diferente del ángulo previsto, dando lugar a orificios desalineados.
Posicionamiento inestable
Descripción: Durante el proceso de plegado, si la chapa no está bien sujeta o colocada, puede desplazarse y provocar imprecisiones en la pieza final.
Impacto: Un posicionamiento inestable puede provocar variaciones en la ubicación de los orificios, afectando a la precisión global de la pieza.
Soluciones:
Calcular con precisión el tamaño de la pieza en bruto
Acérquese a: Utilice medidas y cálculos precisos para determinar el tamaño correcto de despliegue de la chapa. Esto incluye tener en cuenta los márgenes de curvatura y las deducciones basadas en el grosor del material y el radio de curvatura.
Herramientas: Utilice software CAD y algoritmos avanzados de despliegue para garantizar la precisión.
Aumentar el proceso de corrección o mejorar la estructura de la matriz de plegado
Acérquese a: Aplicar procesos de corrección adicionales para compensar el springback del material. Esto puede incluir técnicas de sobredoblado o el uso de matrices especializadas diseñadas para minimizar el springback.
Herramientas: Invierta en matrices de plegado de alta calidad y considere la posibilidad de utilizar plegadoras CNC que ofrecen un mejor control y repetibilidad.
Cambiar los métodos de tratamiento o mejorar el posicionamiento
Acérquese a: Evaluar y, potencialmente, cambiar los métodos de procesado por técnicas más precisas. Mejore el posicionamiento de la chapa durante el plegado utilizando fijaciones, abrazaderas o sistemas de posicionamiento automatizados.
Herramientas: Emplee el corte por láser para la creación de orificios previos al plegado y utilice sistemas de posicionamiento automatizados para garantizar una colocación uniforme.
12. Línea de doblado no paralela al centro de dos agujeros
Análisis de causas:
Cuando la altura de doblado es inferior a la altura mínima de doblado, la parte doblada tiende a expandirse. Esta expansión puede provocar una desalineación, haciendo que la línea de doblado no sea paralela al centro de los orificios.
Soluciones:
Aumentar la altura de la pieza a doblar
Asegúrese de que la altura de plegado cumple o supera la altura de plegado mínima requerida. Esto ayudará a mantener la integridad estructural de la pieza y evitará dilataciones no deseadas durante el proceso de plegado.
Mejorar las técnicas de flexión
Ajuste de herramientas: Utilice herramientas adecuadas que se adapten al material y al grosor de la pieza. Un utillaje adecuado puede ayudar a conseguir dobleces precisos.
Secuenciación de curvas: Planificar la secuencia de doblados para minimizar las tensiones internas y las distorsiones. Esto puede ayudar a mantener la alineación de la línea de doblado con los centros de los orificios.
Manipulación de materiales: Asegúrese de que la pieza de trabajo está correctamente apoyada y alineada durante el proceso de plegado. Esto puede evitar desplazamientos y desalineaciones.
Formación de operadores: Formar a los operarios en las mejores prácticas para las operaciones de plegado, incluida la importancia de mantener alturas de plegado mínimas y técnicas de alineación adecuadas.
13. Deformación en anchura tras la flexión
Análisis de causas:
La deformación en términos de anchura tras el doblado, que a menudo se manifiesta como desviación del arco, puede afectar significativamente a la calidad y precisión de la pieza final. Este problema suele surgir debido a una profundidad y contracción inconsistentes en toda la anchura de la pieza, lo que provoca torsión y deflexión. Los principales factores que contribuyen a este problema son:
Propiedades incoherentes de los materiales: Las variaciones en el grosor, la dureza y la estructura del grano del material pueden provocar una deformación desigual durante la flexión.
Preparación inadecuada de las herramientas: La desalineación o el desgaste de las herramientas de plegado pueden provocar una distribución desigual de la presión.
Parámetros de flexión imprecisos: Una fuerza, velocidad o ángulo de flexión incorrectos pueden agravar los problemas de deformación.
Tensiones residuales: Las tensiones preexistentes en el material pueden provocar deformaciones imprevisibles cuando se aplican fuerzas adicionales.
Soluciones:
Para mitigar la deformación en anchura tras la flexión, pueden aplicarse varias estrategias:
Aumentar la presión de flexión:
Justificación: La aplicación de una mayor presión de flexión puede ayudar a conseguir una deformación más uniforme al superar las inconsistencias del material.
Aplicación: Ajuste la configuración de la plegadora para aumentar la fuerza aplicada durante el proceso de plegado. Asegúrese de que la máquina es capaz de manejar el aumento de presión sin causar daños a la herramienta o la pieza de trabajo.
Aumentar el proceso de corrección:
Justificación: La realización de pasos de corrección adicionales puede ayudar a rectificar cualquier deformación que se produzca durante la flexión inicial.
Aplicación: Introducir fases intermedias de corrección en las que se compruebe y ajuste la pieza para detectar posibles desviaciones. Esto puede implicar volver a doblar o utilizar herramientas de corrección especializadas para enderezar la pieza.
Garantizar un ángulo determinado entre los materiales y la dirección de plegado:
Justificación: Alinear la dirección del grano del material con la dirección de flexión puede reducir la probabilidad de deformación desigual.
Aplicación: Analice la estructura del grano del material y ajuste la orientación de la pieza para que la fuerza de flexión se aplique en una dirección que minimice la desviación. Esto suele significar doblar perpendicularmente a la dirección del grano.
Recomendaciones adicionales:
Mantenimiento de herramientas: Inspeccionar y mantener regularmente las herramientas de plegado para garantizar que estén en buen estado y correctamente alineadas.
Selección de materiales: Elija materiales con propiedades constantes y tensiones residuales mínimas para aplicaciones críticas.
Simulación y pruebas: Utilice el diseño asistido por ordenador (CAD) y el análisis de elementos finitos (FEA) para simular el proceso de plegado y predecir posibles problemas de deformación antes de la producción real.
14. Pieza con incisión que provoca una desviación hacia abajo
Análisis de causas:
Cuando se procesa una pieza con una incisión, el material en la incisión tiende a abrirse, haciendo que los dos bordes rectos se desplacen hacia fuera a izquierda y derecha. Este movimiento provoca una desviación hacia abajo en la parte inferior de la pieza. Este fenómeno se observa a menudo en el procesamiento de chapas metálicas, donde la integridad del material se ve comprometida por cortes o incisiones, lo que provoca deformaciones.
Soluciones:
Mejorar la estructura de la pieza
Refuerzo: Refuerce las zonas alrededor de la incisión para mantener la integridad estructural durante el tratamiento. Esto puede conseguirse añadiendo soportes temporales o utilizando un material más rígido.
Optimización del diseño: Rediseñar la pieza para minimizar el impacto de las incisiones. Esto puede incluir alterar la forma o añadir características que distribuyan la tensión de forma más uniforme.
Aumento de la indemnización por tramitación en las incisiones
Incisiones de conexión: Aumente el margen de transformación en las incisiones para unirlas temporalmente. Esto significa dejar un pequeño puente de material que mantiene los bordes unidos durante el plegado. Una vez finalizado el proceso de plegado, estos puentes pueden cortarse.
Cortes previos al plegado: Realice cortes iniciales que no penetren completamente en el material, seguidos del proceso de doblado. Una vez finalizado el doblado, termine los cortes para separar las piezas.
Consideraciones adicionales:
Selección de materiales: Elija materiales con mayor ductilidad y resistencia para reducir la probabilidad de flexión.
Ajustes de herramientas: Utilice herramientas especializadas que puedan soportar mejor la pieza durante el procesamiento, reduciendo las posibilidades de desviación.
Parámetros del proceso: Ajuste los parámetros de procesamiento, como la velocidad y la fuerza de corte, para minimizar la tensión en la pieza de trabajo.
15. Material deslizante durante el procesamiento
Análisis de causas:
En el proceso de selección de la matriz de plegado, es práctica común elegir una anchura de ranura en V que sea de 4 a 6 veces el grosor del material (T). Sin embargo, puede producirse deslizamiento si el tamaño del pliegue es inferior a la mitad de la anchura de la ranura en V seleccionada. Esta situación se produce porque el material carece de apoyo suficiente dentro de la ranura en V sobredimensionada, lo que provoca inestabilidad durante el proceso de doblado.
Problema:
El principal problema aquí es que la ranura en V seleccionada es demasiado grande para el material que se está doblando, lo que hace que el material se deslice durante el procesamiento.
Soluciones:
1. Método de desviación de la línea central (mecanizado excéntrico)
Cuando el tamaño del material que se va a doblar es inferior a la mitad de 4 a 6 veces T, es fundamental compensar el exceso de espacio en la ranura en V. Esto puede conseguirse mediante el mecanizado excéntrico, en el que el material se coloca descentrado para garantizar un mejor contacto y apoyo dentro de la ranura en V.
2. Tratamiento del relleno
Otra solución eficaz es utilizar relleno para rellenar el espacio sobrante en la ranura en V. Este relleno proporciona un soporte adicional al material, evitando que se deslice durante el proceso de plegado. Este acolchado proporciona un soporte adicional al material, evitando que se deslice durante el proceso de doblado.
3. Doblar con una ranura en V pequeña y prensar con una ranura en V grande
En situaciones en las que se necesita una ranura en V pequeña para el doblado inicial, pero una ranura en V más grande para el prensado final, se puede utilizar un enfoque combinado. Comience doblando el material con una ranura en V pequeña para garantizar la estabilidad y, a continuación, presione con una ranura en V más grande para lograr el radio de curvatura deseado.
4. Seleccione una ranura en V más pequeña
La solución más sencilla es seleccionar una ranura en V más pequeña que sea más adecuada para el grosor del material y el tamaño del plegado. De este modo se garantiza que el material esté adecuadamente sujeto durante todo el proceso de plegado, reduciendo el riesgo de deslizamiento.
16. Anchura interna de plegado y consideraciones sobre el molde estándar
Análisis de causas:
En el contexto de las operaciones de plegado mediante plegadora, la anchura interna de plegado a menudo debe ser menor que la anchura estándar del molde. He aquí los factores y consideraciones clave:
Anchura estándar del troquel inferior: La matriz inferior de una plegadora suele tener una anchura mínima estándar, a menudo de unos 10 mm. Esto es crucial para garantizar que la matriz pueda alojar el material que se está doblando sin causar daños ni imprecisiones.
Material Grosor: Para un plegado eficaz, el grosor del material debe ser inferior a la anchura mínima de la matriz inferior. Si el material es demasiado grueso, puede provocar un plegado incorrecto y posibles daños en el equipo.
Ángulo de curvatura y longitud: Cuando se dobla en un ángulo de 90 grados, la longitud de la curva debe cumplir con restricciones geométricas específicas. La fórmula √2 (L + V / 2) + T ayuda a determinar la longitud mínima necesaria para una curva adecuada, donde:
𝐿L es la longitud de la curva.
𝑉V es la anchura de la abertura del troquel en V.
𝑇T es el espesor del material.
Fijación de moldes: Para evitar el desplazamiento del molde, que puede provocar el desecho de material o riesgos para la seguridad, el molde debe fijarse firmemente en la base del molde. Esta fijación no debe permitir ningún movimiento hacia arriba, garantizando la estabilidad durante el proceso de doblado.
Soluciones:
Para resolver el problema de que la anchura interna de plegado sea menor que la anchura estándar del molde, considere las siguientes soluciones:
Aumentar el tamaño de la curva:
Negociación con el cliente: Discuta con el cliente la posibilidad de aumentar el tamaño de la curva. Esto puede ayudar a conseguir una curva interna más ancha, haciéndola compatible con la anchura estándar del molde.
Ajustes de diseño: Modifique las especificaciones de diseño para dar cabida a una curva más amplia, asegurándose de que se ajusta a los parámetros estándar del molde.
Tratamiento especial del molde:
Fabricación de moldes a medida: Cree un molde a medida diseñado específicamente para curvas internas más estrechas. Esto puede implicar un mecanizado especializado y ajustes de diseño.
Características mejoradas del molde: Incorporan características que permiten doblar con precisión anchos más estrechos sin comprometer la integridad del molde ni del material.
Uso de herramientas de rectificado:
Rectificado de precisión: Emplear herramientas de rectificado para conseguir la anchura de plegado interior deseada. Aunque este método puede aumentar los costes de procesamiento, ofrece un alto grado de precisión y puede ser eficaz para operaciones de plegado a pequeña escala o especializadas.
Análisis coste-beneficio: Evalúe las implicaciones económicas de utilizar herramientas de rectificado frente a otros métodos. En algunos casos, el aumento del coste de procesamiento puede estar justificado por la mejora de la precisión y la calidad de la curva.
17. Proximidad del agujero a la línea de plegado
Análisis de causas:
Cuando un orificio se coloca demasiado cerca de la línea de plegado en una pieza de chapa metálica, el proceso de plegado puede hacer que el material que rodea el orificio tire y se deforme. Este problema es especialmente pronunciado cuando la distancia entre el orificio y la línea de plegado, denominada 𝐿Les inferior a un valor crítico. Este valor crítico suele estar entre 4 y 6 veces el espesor de la placa 𝑇T dividido por 2. Matemáticamente, esto se puede expresar como:
𝐿<4𝑇/2 a 6𝑇/2
Durante el proceso de doblado, las fuerzas de tracción actúan sobre el material, lo que puede provocar arrancamientos y deformaciones si 𝐿L es insuficiente. Esto se debe a que el material que rodea el orificio está sometido a tensiones importantes que provocan su deformación.
Distancia mínima 𝐿L para distintos espesores de chapa
La distancia mínima 𝐿L para distintos espesores de chapa puede determinarse en función de la anchura de la ranura del molde estándar. Esto garantiza que el material no experimente una tensión excesiva durante el doblado, lo que evita la deformación.
Soluciones:
Para mitigar el problema de que los agujeros estén demasiado cerca de la línea de plegado, se pueden aplicar varias soluciones:
Aumentar el tamaño de la curva y recortar el dobladillo después del moldeado:
Al aumentar el tamaño de la curvatura, se puede mejorar la distribución de la tensión alrededor del orificio, lo que reduce la probabilidad de que se produzcan tirones. Tras el conformado, el dobladillo puede recortarse para obtener las dimensiones deseadas.
Expandir el agujero hasta la línea de pliegue:
Si el aspecto y la función de la pieza no se ven comprometidos, y con la aprobación del cliente, el orificio puede ampliarse hasta la línea de plegado. Esto puede ayudar a distribuir la tensión de forma más uniforme.
Utilizar procesamiento secante o de engarce:
Pueden emplearse técnicas de secante o engarce para modificar la distribución de la tensión alrededor del orificio, reduciendo así el riesgo de arrancamiento.
Procesar excéntricamente el molde:
Al procesar excéntricamente el molde, se puede minimizar la concentración de tensiones alrededor del orificio, lo que evita la distorsión durante el doblado.
Modificar el tamaño del orificio:
Ajustar el tamaño del orificio también puede ayudar a reducir la concentración de tensiones. Esto puede implicar hacer el agujero más grande o cambiar su forma para distribuir mejor las fuerzas durante la flexión.
18. Análisis de la deformación en el proceso de plegado
En el contexto de la transformación de chapas metálicas, en particular durante las operaciones de plegado, la distancia 𝐿L entre el borde estirado y la línea de plegado desempeña un papel crucial en la determinación de la calidad del plegado. Cuando esta distancia es demasiado pequeña, puede provocar deformaciones no deseadas. Profundicemos en la causa y las posibles soluciones de este problema.
Análisis de causas:
Cuando la distancia 𝐿L entre el borde trazado y la línea de doblado es inferior a 4𝑇/2 a 6𝑇/2 (donde 𝑇T es el grosor de la chapa), el material es propenso a la deformación. Esta deformación se produce porque el material entra en contacto con el molde inferior durante el proceso de doblado. La distancia insuficiente no permite que el material se doble libremente, lo que provoca concentraciones de tensiones y la consiguiente deformación.
Soluciones:
Para mitigar este problema, se pueden emplear varias estrategias:
1. Utilizar el procesamiento secante o de engarce
El proceso de secado o engarzado puede ayudar a controlar el flujo de material y reducir las concentraciones de tensión que causan la deformación. Estos métodos consisten en crear un patrón de deformación controlado que distribuye las tensiones de forma más uniforme por el material.
2. Modificar el tamaño del material
Ajustar las dimensiones del material puede ayudar a garantizar que la distancia 𝐿L esté dentro del margen aceptable. Esto puede implicar aumentar el tamaño de la pieza en bruto o modificar el diseño para dejar más espacio entre el borde estirado y la línea de plegado.
3. Emplear un procesamiento especial de moldes
Pueden diseñarse moldes especializados para adaptarse a los requisitos específicos del proceso de plegado. Estos moldes pueden ayudar a controlar el flujo de material y reducir la probabilidad de deformación al proporcionar un mejor soporte y reducir los puntos de contacto que provocan concentraciones de tensión.
4. Procesar excéntricamente el molde
El procesamiento excéntrico del molde implica diseñar el molde de tal manera que compense la pequeña distancia 𝐿L. Esto podría incluir características descentradas o ajustes que permitan que el material se doble sin entrar en contacto directo con el molde inferior, reduciendo así el riesgo de deformación.
19. Levantamientos laterales de aplanamiento largos después del aplanamiento
Análisis de causas:
Es posible que el borde de aplanado largo no se adhiera firmemente durante el proceso de aplanado, haciendo que se levante por los extremos. Este problema depende en gran medida de la posición de aplanado, por lo que es crucial prestar mucha atención a la colocación durante el proceso de aplanado.
Soluciones:
Predoblar el ángulo ascendente: Antes de doblar el canto muerto, doble primero el ángulo hacia arriba como se muestra en el diagrama. Este paso previo al plegado ayuda a alinear correctamente el material, reduciendo la tendencia del canto a elevarse.
Aplanar en varios pasos: En lugar de intentar aplanar el borde en un solo paso, realice el aplanado en varias etapas. Este enfoque gradual permite un mejor control y reduce el riesgo de que el borde se eleve.
Pulse primero Fin: Empiece presionando el extremo del material para doblar el lado muerto hacia abajo. Este prensado inicial ayuda a fijar el material y evita que el borde se levante durante los siguientes pasos de aplanado.
Aplanar la parte de la raíz: Concéntrese en aplanar primero la parte de la raíz del material. Asegurarse de que la raíz está bien aplanada proporciona una base estable, reduciendo la probabilidad de que el borde se levante.
Precauciones:
Atención al detalle: Preste mucha atención a la colocación y alineación del material durante todo el proceso de aplanado.
Control de calidad: Inspeccione regularmente la calidad del proceso de aplanado para asegurarse de que los bordes se adhieren correctamente y no se levantan.
Mantenimiento de herramientas: Asegurarse de que las herramientas y el equipo utilizados para el aplanado están en buen estado y debidamente calibrados.
20. Fracturas de puentes levadizos de gran altura
Análisis de causas:
La principal causa de fracturas en puentes levadizos de gran altura es el fuerte estiramiento y fractura del material. Esto puede ocurrir debido a varios factores:
Estiramiento y fractura del material: La gran altura del puente de tracción puede provocar un estiramiento excesivo del material, con las consiguientes fracturas.
Afilado insuficiente o esquinas del molde embotadas: Si las esquinas de los moldes especiales no se afilan adecuadamente, pueden contribuir a concentraciones de tensiones que provoquen el fallo del material.
Escasa resistencia del material: Los materiales con baja tenacidad son más propensos a fracturarse bajo tensión.
Puente de tiro estrecho: Un puente de tracción estrecho puede concentrar la tensión en una zona más pequeña, lo que aumenta la probabilidad de fracturas.
Soluciones:
Para resolver estos problemas y evitar fracturas en puentes levadizos de gran altura, pueden aplicarse las siguientes soluciones:
Alargar el orificio del proceso: Alargando el orificio del proceso en un lado de la fractura, se puede mejorar la distribución de la tensión, reduciendo la probabilidad de fracturas.
Aumentar la anchura del puente de tracción: Un puente de tracción más ancho puede distribuir la tensión sobre un área mayor, disminuyendo el riesgo de fallo del material.
Reparación y optimización de las esquinas del molde: Reparar el ángulo R del molde especial y aumentar la transición del arco puede ayudar a reducir las concentraciones de tensión y mejorar la capacidad del material para soportar el estiramiento.
Añadir lubricante: La aplicación de lubricante en el puente de tracción puede reducir la fricción y la tensión asociada. Sin embargo, este método tiene limitaciones:
Puede ensuciar la superficie de la pieza.
No es adecuado para piezas de aluminio (AL) y otros materiales en los que la limpieza de la superficie es crítica.
21. Cambios de tamaño durante el procesamiento de moldes especiales
Análisis de causas:
Durante el procesamiento de moldes especiales, el tamaño de procesamiento puede cambiar debido a varios factores. Una causa principal es el desplazamiento de la pieza. Este desplazamiento es a menudo el resultado de una fuerza de prensado hacia delante ejercida durante el procesamiento. Como consecuencia, el pequeño ángulo 𝐿L de la parte delantera de la pieza aumenta. Este cambio puede provocar imprecisiones en las dimensiones finales de la pieza procesada.
Soluciones:
Para mitigar el problema de los cambios de tamaño durante el procesamiento de moldes especiales, se pueden aplicar las siguientes soluciones:
Eliminar sombras en la imagen:
Asegúrese de que la pieza y el molde sean claramente visibles durante el procesamiento. Las sombras pueden ocultar detalles importantes y provocar errores de posicionamiento y alineación. Utilice una iluminación adecuada y ajuste la posición de las fuentes de luz para eliminar las sombras.
Sustituya las piezas de autoposicionamiento desgastadas:
Con el tiempo, las piezas de autoposicionamiento del molde pueden desgastarse, provocando imprecisiones en el posicionamiento. Inspeccione periódicamente estas piezas y sustitúyalas cuando sea necesario. El uso de estructuras de retroiniciación puede proporcionar un mejor posicionamiento y reducir la probabilidad de desplazamiento.
Aplicar el análisis de sistemas externos:
Aunque no es necesario realizar una búsqueda, llevar a cabo un análisis externo del sistema puede ayudar a identificar otras posibles causas de los cambios de tamaño. Este análisis puede incluir el examen de toda la configuración de procesamiento, incluida la maquinaria, las herramientas y las condiciones ambientales.
22. Tamaño global incoherente de la obturación
Análisis de causas:
Error de despliegue del proyecto: Los errores cometidos durante las fases iniciales de configuración y planificación pueden provocar imprecisiones en las dimensiones finales del troquelado.
Tamaño de alimentación incorrecto: Los errores en el proceso de alimentación del material pueden dar lugar a desviaciones de las dimensiones previstas, afectando al tamaño total de la pieza bruta.
Soluciones:
Cálculo y distribución de desviaciones:
Calcular la desviación: Determinar la desviación total del tamaño previsto y calcular la desviación asignada a cada codo.
Tolerancia de distribución: Evaluar si la tolerancia de distribución calculada se encuentra dentro del margen aceptable. Si es así, la pieza puede considerarse aceptable.
Ajuste del tamaño de la ranura en V:
Talla demasiado grande: Si el tamaño total de la pieza ciega es demasiado grande, utilice una ranura en V más pequeña. Este ajuste puede ayudar a conseguir las dimensiones deseadas reduciendo el estiramiento del material durante el plegado.
Talla demasiado pequeña: Si el tamaño total es demasiado pequeño, utilice una ranura en V más grande. Esto puede ayudar a aumentar el estiramiento del material, compensando el tamaño más pequeño y situándolo dentro del rango aceptable.
23. Desprendimiento o aflojamiento del orificio de tracción después del remachado y deformación resultante
Análisis de causas:
Desconchados:
Ángulo R pequeño del orificio de tracción: Un ángulo de radio (R) pequeño en el orificio de tracción puede dar lugar a una concentración de tensiones que provoque el desprendimiento del material.
Rebaba excesiva en la brida: Las rebabas, que son bordes ásperos o protuberancias que quedan en el material tras el corte o mecanizado, también pueden contribuir al desconchamiento al crear puntos de tensión adicionales.
Remachado suelto:
Alineación incorrecta de los orificios de tracción: Cuando los agujeros de tracción no están correctamente alineados, el remache no puede asegurar los materiales de manera efectiva, lo que lleva a un ajuste flojo.
Deformación:
Orificios desalineados: La desalineación de los orificios durante el proceso de remachado puede causar una distribución desigual de la tensión, lo que provoca la deformación del material.
Método de remachado incorrecto: Utilizar una técnica de remachado inadecuada también puede provocar deformaciones al no aplicar la fuerza necesaria de manera uniforme.
Soluciones:
Prevención de desprendimientos:
Utilice un punzón central con un ángulo R mayor: Un radio mayor en el punzón central puede ayudar a distribuir la tensión más uniformemente alrededor del orificio de tracción, reduciendo la probabilidad de desconchamiento.
Atención a las rebabas: Asegúrese de minimizar o eliminar las rebabas alrededor del orificio de tracción durante el proceso de rebordeado para evitar la concentración de tensiones.
Garantizar un remachado correcto:
Aumentar la presión y profundizar el brochado: Aplicar mayor presión y profundizar en el proceso de brochado puede ayudar a crear un ajuste más seguro del remache.
Utilice un punzón central con un ángulo R mayor: Esto también puede ayudar a conseguir una mejor alineación y ajuste del remache.
Tratamiento de la desalineación y método de remachado:
Alineación correcta de los orificios: Asegúrese de que todos los orificios están correctamente alineados antes de remacharlos. Para ello, utilice herramientas de medición precisas y técnicas de alineación.
Utilizar el método de remachado correcto: Adopte el método de remachado adecuado para el material y la aplicación específicos. Esto puede incluir el uso del tipo correcto de remache, la aplicación de la cantidad adecuada de fuerza y la distribución uniforme de la presión.
24. Remachado torcido del espárrago o pieza deformada después del remachado
Análisis de causas:
Pieza no aplanada durante el procesamiento
Si la pieza no se aplana correctamente antes del proceso de remachado, puede provocar desalineaciones y deformaciones.
Fuerza desigual o presión excesiva aplicada a la superficie inferior
Si se aplica una fuerza desigual o una presión excesiva durante el remachado, la pieza puede torcerse o deformarse.
Soluciones:
Aplanar la pieza al presionar el espárrago
Asegúrese de que la pieza está bien aplanada antes de iniciar el proceso de remachado. Para ello, utilice herramientas o técnicas de aplanado adecuadas.
Utilizar un marco de apoyo
La implantación de un bastidor de soporte puede ayudar a mantener la alineación y la estabilidad de la pieza durante el proceso de remachado. Esto reduce el riesgo de sesgo y deformación.
Reajuste la presión
Ajuste cuidadosamente la presión aplicada durante el proceso de remachado. Asegúrese de que la presión se distribuye uniformemente para evitar cualquier sesgo o deformación.
Aumentar el rango de esfuerzo en la superficie inferior y reducir el rango de fuerza en la superior
Al aumentar el rango de fuerza en la superficie inferior y reducir el rango de fuerza en la superficie superior, se consigue una distribución de la fuerza más equilibrada. Esto ayuda a mantener la integridad de la pieza y evita deformaciones.
Recomendaciones adicionales:
Mantenimiento periódico y calibración del equipo de remachado
Asegúrese de que el equipo de remachado se mantiene y calibra periódicamente para ofrecer un rendimiento constante. Esto ayuda a aplicar la cantidad correcta de fuerza y presión durante el proceso.
Formación para operadores
Proporcionar una formación adecuada a los operarios para garantizar que comprenden la importancia de una alineación correcta, el ajuste de la presión y el uso de bastidores de soporte durante el proceso de remachado.
Comprobaciones de control de calidad
Realice comprobaciones de control de calidad en las distintas fases del proceso de remachado para identificar y rectificar cualquier problema en una fase temprana. Esto ayuda a mantener la calidad general de la pieza.
25. Lados no paralelos después del curvado offset
Análisis de causas:
Calibración incorrecta del molde
Si el molde no se calibra correctamente, pueden producirse imprecisiones en el proceso de doblado, dando lugar a lados no paralelos.
Ajuste incorrecto de las juntas superior e inferior del troquel
Las juntas entre las matrices superior e inferior desempeñan un papel crucial en el mantenimiento de la alineación. Si estas juntas no están bien ajustadas, puede producirse una desalineación.
Caras superior e inferior del troquel no idénticas
Las superficies de las matrices superior e inferior deben ser idénticas para garantizar un plegado uniforme. Cualquier discrepancia puede provocar un doblado desigual y caras no paralelas.
Soluciones:
Recalibrar el molde
Asegúrese de que el molde está correctamente calibrado. Esto implica comprobar y ajustar la configuración del molde para garantizar la precisión en el proceso de plegado.
Ajuste de las juntas
Aumente o disminuya el grosor de las juntas entre las matrices superior e inferior para conseguir una alineación adecuada. Este ajuste ayuda a mantener el paralelismo de los lados.
Utilice el procesamiento excéntrico para el molde
Aplicar técnicas de procesamiento excéntrico para corregir cualquier problema de desalineación. Esto implica ajustar el molde para compensar cualquier excentricidad en el proceso de plegado.
Garantizar que las superficies superior e inferior del molde sean idénticas
Compruebe que las superficies de los moldes superior e inferior son idénticas. Esto puede implicar mecanizar o pulir las caras de los moldes para garantizar que sean uniformes y no presenten discrepancias.
Consejos adicionales:
Mantenimiento e inspección periódicos
Inspeccione y mantenga periódicamente los moldes y matrices para garantizar que se mantienen en condiciones óptimas. Esto incluye comprobar el desgaste y realizar los ajustes o sustituciones necesarios.
Utilice herramientas de medición de precisión
Utilice herramientas de medición de precisión para comprobar la alineación y el paralelismo de los lados después del plegado. Esto ayuda a identificar y corregir rápidamente cualquier problema.
26. Pliegues profundos en la superficie del producto
Análisis de causas:
Pequeña ranura en V en el troquel inferior
Explicación: Una ranura en V más pequeña en la matriz inferior puede concentrar la fuerza de plegado en un área más pequeña, lo que produce pliegues más profundos en la superficie del producto.
Pequeño ángulo R de la ranura en V en la matriz inferior
Explicación: Un ángulo de radio (R) menor en la ranura en V puede provocar dobleces más pronunciados, lo que aumenta la probabilidad de que se formen pliegues profundos en la superficie del material.
El material es demasiado blando
Explicación: Los materiales más blandos son más susceptibles a la deformación y pueden desarrollar fácilmente pliegues profundos bajo fuerzas de flexión.
Soluciones:
Utilice una ranura en V grande para procesar
Aplicación: El cambio a una ranura en V más grande en la matriz inferior distribuye la fuerza de plegado sobre un área más amplia, reduciendo la profundidad de los pliegues en la superficie del producto.
Utilice un molde con un ángulo R grande
Aplicación: La utilización de un molde con un ángulo de radio mayor en la ranura en V crea curvas más suaves, minimizando la formación de pliegues profundos.
Utilizar acolchado curvado (con metal o poliuretano de colada)
Aplicación: La introducción de materiales de relleno, como metal o poliuretano fundido, durante el proceso de plegado puede ayudar a distribuir la fuerza de forma más uniforme, reduciendo así la profundidad de los pliegues. El acolchado actúa como amortiguador, absorbiendo parte de la tensión de plegado y protegiendo la superficie del material.
27. Deformación cerca de la curva después de la flexión
Análisis de causas:
La deformación cerca de la curva después del proceso de plegado puede atribuirse a que la máquina funciona a una velocidad excesivamente alta. Cuando la velocidad de plegado ascendente de la máquina supera la velocidad a la que el operario puede sujetar y apoyar manualmente la pieza, se produce una distribución desigual de la fuerza y la consiguiente deformación. Esta discrepancia en las velocidades puede provocar que la pieza de trabajo no esté correctamente alineada o apoyada durante el proceso de plegado, causando una deformación no deseada cerca de la zona de plegado.
Soluciones:
Para resolver este problema, se pueden aplicar las siguientes soluciones:
Reducir la velocidad de funcionamiento de la máquina: Al reducir la velocidad de funcionamiento de la máquina, el proceso de plegado puede ser más controlado y gradual. Esto permite al operario controlar mejor la pieza, garantizando que permanezca correctamente alineada y apoyada durante todo el proceso de plegado. Una velocidad más lenta reduce el riesgo de movimientos bruscos que pueden causar deformaciones.
Aumentar la velocidad de agarre del operario: Entrenar al operario para que aumente la velocidad de sujeción de la mano puede ayudar a sincronizar sus movimientos con el funcionamiento de la máquina. Esta sincronización garantiza un apoyo constante de la pieza, reduciendo la probabilidad de deformación. Sin embargo, esta solución puede ser menos práctica, ya que depende en gran medida de la destreza manual y el tiempo de reacción del operario.
Recomendaciones adicionales:
Uso de herramientas de apoyo: La utilización de herramientas de apoyo, como calibradores traseros, soportes laterales o sistemas de manipulación automatizados, puede ayudar a mantener la posición y la alineación de la pieza durante el proceso de plegado. Estas herramientas pueden proporcionar estabilidad adicional, reduciendo la dependencia de la manipulación manual del operario.
Mantenimiento y calibración periódicos: Garantizar el mantenimiento y la calibración periódicos de la plegadora puede ayudar a conseguir un rendimiento constante. Un mantenimiento adecuado puede evitar problemas como la aplicación desigual de la fuerza o el desgaste mecánico que podrían contribuir a la deformación.
Formación de operadores: Impartir una formación completa a los operarios sobre las técnicas de manipulación correctas y la importancia de la sincronización con la velocidad de la máquina puede mejorar su capacidad para manejar la pieza de trabajo con eficacia. Los programas de formación también pueden incluir las mejores prácticas para utilizar herramientas de apoyo y manipular distintos tipos de materiales.
28. Agrietamiento de piezas de AL durante el curvado
Las piezas de aluminio (AL) son propensas a agrietarse cuando se doblan debido a la estructura cristalina única del material. Esta estructura hace que el aluminio sea susceptible de romperse a lo largo de líneas paralelas durante el proceso de doblado.
Soluciones para prevenir las grietas:
Ajuste la orientación del material durante el corte:
Gire el material AL: Al preparar la chapa de aluminio para el curvado, es fundamental girar el material de modo que la dirección de curvado sea perpendicular a la veta (textura) del aluminio. Este ajuste ayuda a distribuir la tensión de forma más uniforme por todo el material, reduciendo la probabilidad de que se formen grietas a lo largo de las líneas de grano.
Aumente el radio del troquel superior:
Mejora el ángulo R: Aumentar el radio (ángulo R) de la matriz superior utilizada en el proceso de doblado puede reducir significativamente la concentración de tensiones en la pieza de aluminio. Un radio mayor permite un doblado más gradual, lo que minimiza el riesgo de grietas al reducir la tensión en el material.
Consideraciones adicionales:
Selección de materiales: Elegir una aleación de aluminio con mayor ductilidad también puede ayudar a reducir la tendencia a agrietarse durante la flexión. Aleaciones como la 5052 o la 6061 son conocidas por sus buenas propiedades de flexión.
Precalentamiento: Precalentar la chapa de aluminio antes de doblarla puede mejorar su maleabilidad, haciéndola menos propensa a agrietarse.
Herramientas adecuadas: Asegurarse de que el utillaje está en buenas condiciones y libre de defectos también puede contribuir a un proceso de plegado más suave y a reducir el riesgo de grietas.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se diseñan y fabrican con precisión las piezas de chapa metálica? En esta entrada del blog nos adentraremos en el fascinante mundo de la tolerancia de...
¿Le cuesta diseñar piezas de chapa metálica precisas? Descubra los secretos del factor K, un concepto crucial en la fabricación de chapas metálicas. En este artículo, nuestro experto ingeniero mecánico desmitifica...
¿Alguna vez ha tenido problemas para desplegar con precisión piezas de chapa metálica? Este artículo explora el arte y la ciencia que hay detrás de los cálculos de desdoblamiento de chapa metálica. Descubra los conceptos clave, las fórmulas y las técnicas utilizadas...
¿Alguna vez se ha preguntado cómo afectan los distintos materiales al plegado de chapas metálicas? En este perspicaz artículo, un experimentado ingeniero mecánico comparte su experiencia sobre el impacto de los tipos de material, el grosor y...
¿Qué hace que una chapa plana se transforme en formas complejas con precisión y exactitud? La respuesta está en el intrincado proceso de deformación del plegado de chapa metálica. Este artículo se sumerge...
¿Cómo se consiguen dobleces precisos en chapa metálica? Comprender los moldes y las técnicas que hay detrás de este proceso es crucial. Este artículo profundiza en diversos métodos de plegado, desde el plegado libre hasta...
¡Atención a todos los fabricantes y diseñadores de chapas metálicas! ¿Le cuesta determinar el radio de curvatura óptimo para sus proyectos? No busque más. En esta entrada del blog,...
Imagine doblar chapa metálica sin dejar ni una sola marca o arañazo. En este artículo, exploramos técnicas innovadoras para el plegado de chapa metálica sin marcas, abordando retos como la fricción, la dureza del material y...
¿Alguna vez se ha preguntado cómo garantizan los diseñadores de chapa metálica la precisión de sus diseños? En esta entrada del blog, nos sumergiremos en el fascinante mundo del diseño de chapa metálica y exploraremos...