Mit einer Blechbiegemaschine werden Bleche gebogen und geformt. Das Werkstück wird auf die Maschine gelegt, und mit dem Hubhebel wird der Bremsklotz angehoben, so dass das Werkstück positioniert werden kann. Der Bremsklotz wird dann auf das Werkstück abgesenkt, und der Biegehebel wird gedrückt, um das Blech zu biegen.
Das Minimum Biegeradius wird durch die Verformbarkeit und die Dicke des zu formenden Metalls bestimmt. Bei Aluminiumblechen sollte der Biegeradius größer sein als die Dicke des Blechs.
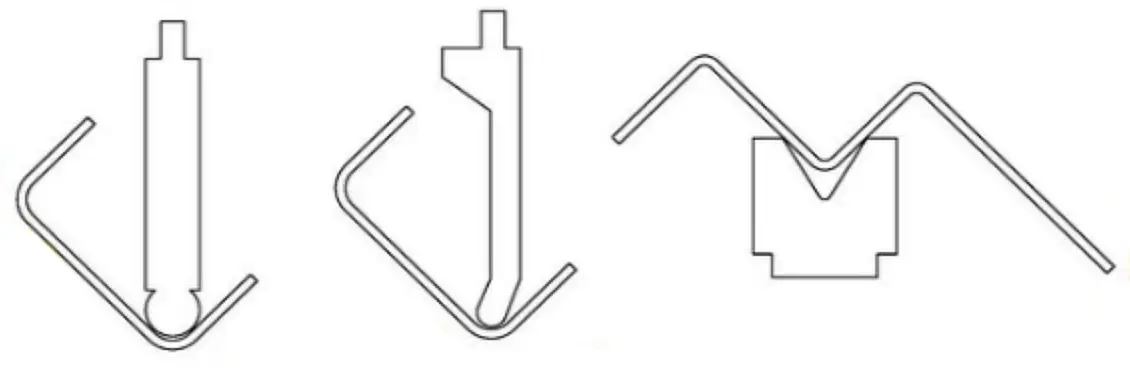
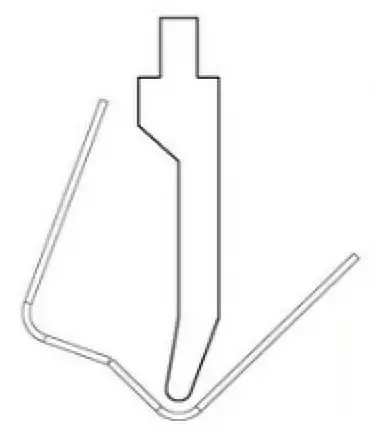
Abbildung 1 Normale Biegung
Aufgrund der Elastizität ist die Biegewinkel des Metalls etwas größer ist als der erforderliche Winkel.
Das Biegen von Blechen wird in der Regel in einer metallverarbeitenden Werkstatt durchgeführt. Blech Die Verarbeitung umfasst eine Reihe von Techniken, wie z. B. das Biegen, Nieten und Schweißen von Metallwerkstoffen.
Die häufigsten Probleme, die dabei auftreten, und die entsprechenden Lösungen werden im Folgenden erläutert.
1. Herausforderungen beim Biegen nutenförmiger und mehrfach gebogener Werkstücke
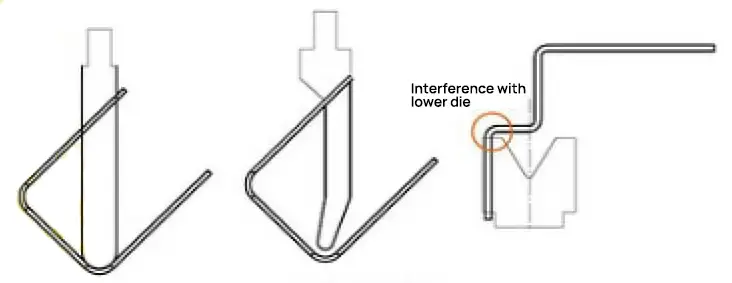
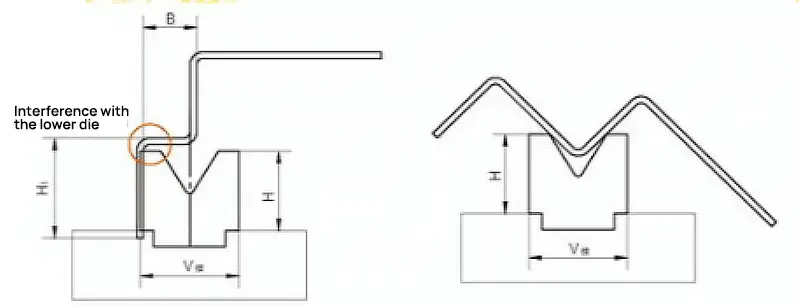
Während des Biegeprozesses dieser Werkstücke ist die Nutbreite größer als die Schenkelhöhe, was zu einer Überschneidung zwischen einem Ende des Werkstücks und der oberen Matrize oder dem Schieber auf der Maschine führt. Abkantpresse. Dies macht es unmöglich, die Abmessungen des Werkstücks zu garantieren, wie in Abbildung 2 dargestellt.
Abbildung 2: Detailschema der Störung
Vorhersage von Interferenzen im Blatt Metallbiegen
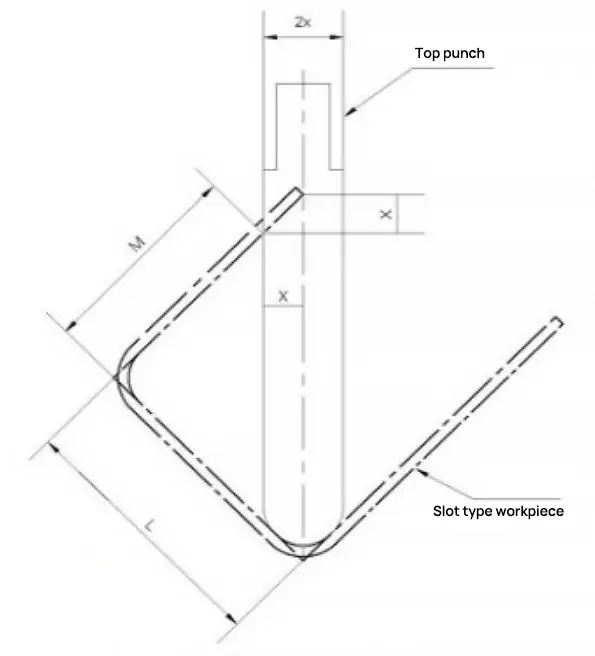
Bei hochbeinigen Präzisionsblechteilen erfordert die Feststellung, ob eine Biegung durchgeführt werden kann, mehrere Berechnungen, wobei die entsprechenden Abmessungen in Abbildung 3 angegeben sind.
Abbildung 3: Relevante Abmessungen beim Biegen von Werkstücken mit Nuten
Wenn L-M1,5x, kann das Werkstück nicht gebogen werden, da es Störungen verursachen würde.
Lösungen für Interferenzprobleme
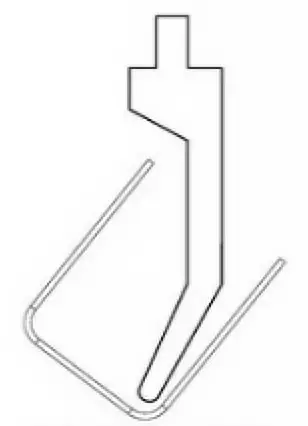
(1) Wenn ein nutenförmiges Werkstück beim Biegen gestört wird, kann ein Oberwerkzeug mit Schwanenhals zum Biegen gewählt werden. Dadurch wird eine Überschneidung zwischen der Biegekante des Werkstücks und der Abkantpresse oder dem Obergesenk vermieden, wodurch die Biegeabmessungen des Werkstücks gewährleistet werden, wie in Abbildung 4 dargestellt.
Abbildung 4: Biegen mit einem Schwanenhals-Oberwerkzeug
(2) Wenn bei einem nutenförmigen Werkstück Biegestörungen auftreten und keine geeigneten Oberstempel mit Schwanenhals zur Verfügung stehen, kann eine umgekehrte Vorbiegung in der Mitte der Biegung durchgeführt werden, ohne dass sich dies auf die Nutzungsanforderungen auswirkt, wie in Abbildung 5 gezeigt. Durch eine künstliche Vergrößerung des Biegewinkels kann das Werkstück normal gebogen werden. Anschließend kann eine flache Reifenmatrize verwendet werden, um den Bereich vor der Biegung punktuell zu pressen, um sicherzustellen, dass die Anforderungen an die Produktqualität erfüllt werden.
Abbildung 5: Vorbiegen
(3) Beim Biegen von Werkstücken mit mehreren Biegungen kann es bei H1>H oder B<V/2 zu Interferenzen zwischen dem Werkstück und der unteren Matrizenöffnung und der Werkbank kommen. Die Wahl der unteren Matrize und der Biegesequenz wird sehr wichtig, und die folgenden Methoden können verwendet werden:
① Wählen Sie ein hochdimensioniertes Unterwerkzeug mit H>H1, um eine normale Biegung des Werkstücks zu gewährleisten; ② Wählen Sie eine untere Matrizenöffnung mit B>V/2, um eine normale Biegung des Werkstücks zu gewährleisten; ③ Wenn keine hochdimensionierte untere Matrize vorhanden ist, ändern Sie die Biegefolge. Biegen Sie die mittlere Biegung bis zu einem bestimmten Winkel vor, biegen Sie dann an der kurzen Seite, bilden Sie die dritte Biegung und pressen Sie schließlich die mittlere Biegung auf die erforderliche Größe und den erforderlichen Winkel zurück, um die Prozessgröße des Werkstücks zu gewährleisten, wie in Abbildung 6 dargestellt.
Abbildung 6: Biegen in mehreren Durchgängen
2. Biegung Rissbildung
(1) Analyse der Ursachen
Beim Biegen von Blechteilen treten häufig Biegerisse an der Zugfläche auf, die die mechanischen Eigenschaften des Werkstücks beeinträchtigen und die Nutzungsanforderungen nicht erfüllen, was zur Verschrottung des Werkstücks und zu wirtschaftlichen Verlusten führt. Die Hauptgründe sind:
① Das Blech hat eine besondere Kristallstruktur und Walzkornrichtung, und ein Biegen parallel zur Kornrichtung kann leicht zu Brüchen führen; ② Der gewählte Biegeradius R ist zu klein; ③ Der R-Winkel der V-förmigen Rille des Unterstempels ist klein; ④ Die Leistung des Materials ist schlecht.
(2) Vorbeugende Maßnahmen
① Drehen Sie das Blech beim Schneiden so, dass es senkrecht zur Biegung geschnitten wird (d. h. die Biegerichtung des Materials steht senkrecht zur Faser); ② Vergrößern Sie den R-Winkel der oberen Matrize; ③ Verwenden Sie für die Bearbeitung eine untere Matrize mit einem großen R-Winkel; ④ Wählen Sie leistungsstarke Materialien.
3. Die Biegekante ist nicht gerade und die Größe ist instabil.
Ursachenanalyse:
kein Pressen oder Vorbiegen von Leitungen.
unzureichender Materialdruck
unsymmetrische konvex-konkave Formverrundung und ungleichmäßiger Biegedruck
geringe Höhe
Lösungen
Designlinienpressen oder Vorbiegetechniken
Vortriebskraft erhöhen
gleichmäßiges Spiel in der konvex-konkaven Matrize und Polierkehle
die Höhe größer oder gleich der Mindestgröße machen
Wenn das elastische Biegen zur Positionierung des Lochs verwendet wird, wird die Außenseite des Biegearms durch Reibung an der Oberfläche der konkaven Form und der Außenfläche des Werkstücks gezogen, wodurch das Positionierungsloch verformt wird.
Lösungen
unter Verwendung des Formbiegens
den Druck der Deckplatte zu erhöhen
das Deckbrett mit Lochblech versehen, um die Reibung zu erhöhen und so ein Verrutschen des Werkstücks beim Biegen zu verhindern
den Radius der konvex-konkaven Hohlkehle vergrößern
Einstellen des konvex-konkaven Matrizenspiels
8. Die Oberfläche des Werkstücks ist gewölbt oder uneben
Ursachenanalyse:
Unter der Spannung in Umfangsrichtung schrumpft die äußere Oberfläche des Materials, während sich die innere Oberfläche während des Biegens ausdehnt und eine Wölbung in Biegerichtung bildet.
Lösungen
einen angemessenen Druck auf die konvex-konkave Matrize in der letzten Prägephase ausüben
den Radius des konkaven Rundwinkels gleich dem des Außenkreises des Werkstücks machen
Techniken optimieren
9. Der konkave Teil ist am Boden uneben
Ursachenanalyse:
unebenes Material
geringe Kontaktfläche zwischen Deckplatte und Material oder unzureichende Anpresskraft
keine Materialhaltevorrichtung im konkaven Werkzeug
Lösungen
Nivelliermaterialien
Materialabstützvorrichtung einstellen und Hebekraft erhöhen
Materialträger erhöhen oder korrigieren
die Formgebungsprozesse erhöhen
10. Die Achsen der Löcher auf zwei Seiten sind nach dem Biegen falsch ausgerichtet
Ursachenanalyse:
Der Rückprall des Materials verändert den Biegewinkel, so dass die Mittellinie nicht mehr richtig ausgerichtet ist.
Lösungen
Korrekturprozess erhöhen
Verbesserung der Struktur des Biegemodells zur Verringerung des Materialrückpralls
11. Die genaue Position des Lochs kann nach dem Biegen nicht garantiert werden.
den Korrekturprozess zu erhöhen oder zu verbessern Biegestempel Struktur
Änderung der Verarbeitungsmethoden oder Verbesserung der Positionierung
12. Die Biegelinie verläuft nicht parallel zur Mitte der beiden Löcher.
Ursachenanalyse:
Wenn die Biegehöhe geringer ist als die Mindestbiegehöhe, dehnt sich der Biegeteil aus.
Lösungen
die Höhe des zu biegenden Werkstücks erhöhen
Verbesserung der Biegetechniken
13. Die Verformung erfolgt in Bezug auf die Breite nach dem Biegen (der Biegeteil erfolgt in der Breite)
Ursachenanalyse:
Die ungleichmäßige Tiefe und die Schrumpfung in der Breite des Werkstücks verursachen Torsion und Durchbiegung.
Lösungen
Biegedruck erhöhen
Korrekturprozess erhöhen
Gewährleistung eines bestimmten Winkels zwischen den Materialien und der Biegerichtung
14. Werkstück mit Einschnitt wird nach unten abgelenkt
Ursachenanalyse:
Durch den Einschnitt öffnen sich die beiden geraden Kanten nach links und rechts, so dass sie nach unten hin abknicken.
Lösungen
Verbesserung der Werkstückstruktur
die Bearbeitungszugabe an den Einschnitten erhöhen, um die Einschnitte zu verbinden und dann den Prozess nach dem Biegen abzuschneiden
15. Gleitmaterial bei der Verarbeitung
Ursachenanalyse:
Bei der Auswahl des BiegestempelIn der Regel wird eine V-Nut-Breite von 4 bis 6 mal der Materialdicke (T) gewählt. Wenn die Größe der Biegung jedoch weniger als die Hälfte der Breite der gewählten V-Nut beträgt, kann Schlupf auftreten.
Problem: Die gewählte V-Nut ist zu groß.
Lösungen:
Methode der Mittellinienabweichung (exzentrische Bearbeitung). Wenn die Größe des zu biegenden Materials weniger als die Hälfte des 4- bis 6-fachen T beträgt, so viel wie möglich ausgleichen.
Verarbeitung von Füllmaterial
Biegen Sie mit einer kleinen V-Nut und pressen Sie mit einer großen V-Nut.
Wählen Sie eine kleinere V-Nut.
16. Die innere Biegebreite ist schmaler als bei der Standardform
Ursachenanalyse:
Die Standardbreite der Untergesenk der Biegemaschine muss mindestens 10 mm betragen. Daher muss das zu biegende Material weniger als 10 mm dick sein. Handelt es sich bei der Biegung um einen 90-Grad-Winkel, darf die Länge nicht kleiner als √2 (L + V / 2) + T sein.
Um ein Verrutschen der Form und daraus resultierende Schrott- oder Sicherheitsunfälle zu vermeiden, muss die Form mit Ausnahme eines Freiheitsgrades nach oben sicher auf dem Formsockel fixiert sein.
Lösungen:
Erhöhen Sie die Größe der Biegung, indem Sie mit dem Kunden verhandeln und die innere Biegung breiter machen.
Spezielle Bearbeitung der Form.
Verwenden Sie Schleifwerkzeuge, obwohl dies die Bearbeitungskosten erhöht.
17. Das Loch liegt zu nahe an der Biegelinie. Durch das Biegen wird das Loch gezogen und das Material gedreht.
Ursachenanalyse:
Angenommen, der Abstand des Lochs vom Biegelinie ist L. Ist L kleiner als das (4 bis 6)-fache der Blechdicke T geteilt durch 2, kommt es zum Durchziehen des Materials. Dies liegt daran, dass während der BiegeverfahrenDie Zugkraft verformt das Material und verursacht Durchzug und Verformung.
Der Mindestwert von L für verschiedene Blechdicken, basierend auf der Nutbreite der Standardform, ist wie folgt:
Lösungen:
Erhöhen Sie die Größe der Biegung und schneiden Sie den Saum nach dem Formen ab.
Erweitern Sie das Loch auf die Biegelinieaber nur, wenn sie das Aussehen oder die Funktion nicht beeinträchtigen und der Kunde damit einverstanden ist.
Sekanten- oder Quetschverarbeitung verwenden.
Die Form wird exzentrisch bearbeitet.
Ändern Sie die Lochgröße.
18. Der Abstand L zwischen der gezogenen Kante und der Biegelinie ist klein, und die gezogene Kante wird nach dem Biegen verformt.
Ursachenanalyse:
Wenn L kleiner ist als das (4 bis 6)-fache der Blechdicke T geteilt durch 2, verformt sich das Material während der Biegeverfahren durch den Kontakt zwischen dem Material und der unteren Form.
Lösungen:
Sekanten- oder Quetschverarbeitung verwenden.
Ändern Sie die Materialgröße.
Verwenden Sie eine spezielle Formverarbeitung.
Die Form wird exzentrisch bearbeitet.
19. Die lange Abflachungsseite steigt nach der Abflachung an
Ursachenanalyse:
Es kann vorkommen, dass die lange Abflachungskante während des Abflachungsvorgangs nicht fest anliegt, so dass sie sich an den Enden aufrichtet. Dieses Problem hängt weitgehend von der Position der Abflachung ab, so dass es wichtig ist, die Abflachungsposition genau zu beachten.
Lösungen:
Biegen Sie zuerst den Winkel nach oben (wie in der Abbildung gezeigt), bevor Sie die tote Kante biegen, und glätten Sie sie dann.
In mehreren Schritten glätten.
Drücken Sie zuerst auf das Ende, um die tote Seite nach unten zu biegen.
Den Wurzelteil abflachen.
Vorsichtsmaßnahmen:
Die Qualität des Glättungsprozesses hängt von den Fähigkeiten des Bedieners ab, daher ist es wichtig, die tatsächliche Situation während des Glättens genau zu beobachten.
20. Große Zugbrücke ist leicht zu brechen
Ursachenanalyse:
Durch die große Höhe der Zugbrücke wird das Material stark gedehnt und bricht. Andere Ursachen können sein:
Unzureichende Schärfung oder stumpfe Spezialformecken.
Schlechte Zähigkeit des Materials oder eine schmale Zugbrücke.
Lösungen:
Verlängern Sie das Prozessloch auf einer Seite der Fraktur.
Vergrößern Sie die Breite der Zugbrücke.
Reparieren Sie den R-Winkel der Sonderform und erhöhen Sie den Bogenübergang.
Geben Sie Schmiermittel in die Zugbrücke. Beachten Sie, dass diese Methode die Oberfläche des Werkstücks schmutzig macht und nicht für AL-Teile usw. verwendet werden kann.
21. Bei der Verarbeitung von Sonderformen ändert sich die Verarbeitungsgröße
Ursachenanalyse:
Das Werkstück wird während der Bearbeitung durch eine nach vorne gerichtete Druckkraft nach vorne verschoben, was zu einer Vergrößerung des kleinen Winkels L des vorderen Teils führt.
Lösungen:
Entfernen Sie alle Schatten im Bild und versuchen Sie, das Bild so gut wie möglich zu schminken.
Ersetzen Sie verschlissene selbstpositionierende Teile der Form durch rückwärtsgerichtete Strukturen für eine bessere Positionierung.
22. Die Gesamtgröße des . (in Bezug auf die Ausdehnung) zu klein oder zu groß ist, was nicht mit der runden Oberfläche vereinbar ist
Ursachenanalyse:
Fehler bei der Projektbereitstellung.
Falsche Futtergröße.
Lösungen:
Berechnen Sie die jeder Biegung zugeordnete Abweichung auf der Grundlage der Gesamtabweichung und der Anzahl der Biegungen in der Abweichungsrichtung.
Wenn die berechnete Verteilungstoleranz innerhalb des Toleranzbereichs liegt, wird das Werkstück als akzeptabel angesehen.
Wenn die Größe zu groß ist, verwenden Sie eine kleine V-Nut.
Wenn die Größe zu klein ist, verwenden Sie eine große V-Nut.
23. Abplatzen oder Lockerung des Zuglochs nach dem Nieten und Verformung
Ursachenanalyse:
Abplatzungen entstehen durch einen kleinen R-Winkel der Ziehbohrung oder durch übermäßigen Grat am Flansch.
Die Nieten sind lose, weil die Zuglöcher nicht richtig ausgerichtet sind.
Die Verformung wird durch falsch ausgerichtete Löcher oder eine falsche Nietmethode verursacht.
Lösungen:
Verwenden Sie einen Körner mit einem größeren R-Winkel und achten Sie auf die Grate rund um das Ziehloch, wenn Flanschen.
Erhöhen Sie den Druck, vertiefen Sie die Räumung und verwenden Sie einen Körner mit einem größeren R-Winkel.
Beheben Sie die Ursache für die falsch ausgerichteten Löcher und die falsche Nietmethode.
24. Die Vernietung des Bolzens ist schief oder das Werkstück ist nach der Vernietung verformt
Ursachenanalyse:
Das Werkstück wird bei der Bearbeitung nicht geglättet.
Ungleichmäßige Kraft oder übermäßiger Druck wird auf die Unterseite des Werkstücks ausgeübt.
Lösungen:
Legen Sie das Werkstück beim Eindrücken des Bolzens flach.
Verwenden Sie einen Stützrahmen.
Stellen Sie den Druck neu ein.
Erhöhen Sie den Spannungsbereich an der Unterseite und verringern Sie den Kraftbereich an der Oberseite.
25. Die beiden Seiten sind nach dem versetzten Biegen nicht parallel
Ursachenanalyse:
Die Form ist nicht korrekt kalibriert.
Die obere und untere Matrizendichtung sind nicht richtig eingestellt.
Die Ober- und Unterseite des Stempels sind nicht identisch.
Lösungen:
Kalibrieren Sie die Form neu.
Passen Sie die Dichtungen an, indem Sie sie vergrößern oder verkleinern.
Verwenden Sie für die Form eine exzentrische Bearbeitung.
Achten Sie darauf, dass die obere und untere Form die gleiche Oberfläche haben.
26. Die Oberflächenfalte des Produkts ist zu tief
Ursachenanalyse:
Kleine V-Rille in der unteren Matrize.
Kleiner R-Winkel der V-Nut in der unteren Matrize.
Das Material ist zu weich.
Lösungen:
Verwenden Sie für die Bearbeitung eine große V-Nut.
Verwenden Sie eine Form mit einem großen R-Winkel.
Verwenden Sie Polsterung Biegen (mit Metall oder Gießen Polyurethan).
27. Der Bereich in der Nähe der Biegung, der nach dem Biegen verformt wurde
Ursachenanalyse:
Die Maschine läuft während des Biegevorgangs zu schnell, so dass die Aufwärtsbiegegeschwindigkeit während der Werkstückverformung größer ist als die Geschwindigkeit, mit der der Bediener das Werkstück mit der Hand hält.
Lösungen:
Verringern Sie die Laufgeschwindigkeit der Maschine.
Erhöhen Sie die Geschwindigkeit, mit der der Bediener die Hand hält.
28. AL-Teile sind beim Biegen anfällig für Risse
Das AL-Material neigt aufgrund seiner besonderen Kristallstruktur dazu, beim Biegen entlang paralleler Linien zu brechen.
Lösungen:
Drehen Sie das AL-Material beim Schneiden so, dass die Biegerichtung senkrecht zur Textur ist, und schneiden Sie es dann.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Grundlegende Konzepte des computergestützten Entwurfs und der computergestützten Fertigung Der computergestützte Entwurf und die computergestützte Fertigung (CAD/CAM) sind ein umfassendes und technisch komplexes Fachgebiet der Systemtechnik, das verschiedene Bereiche wie die [...]
Konzept der virtuellen Fertigung Die virtuelle Fertigung (VM) ist die grundlegende Umsetzung des tatsächlichen Fertigungsprozesses auf einem Computer. Sie nutzt die Technologien der Computersimulation und der virtuellen Realität, unterstützt durch [...]
Ein flexibles Fertigungssystem (FFS) beruht in der Regel auf den Prinzipien der Systemtechnik und der Gruppentechnologie. Es verbindet CNC-gesteuerte Werkzeugmaschinen (Bearbeitungszentren), Koordinatenmessmaschinen, Materialtransportsysteme, [...]
So wie die Fertigungstechnologie heute in verschiedenen Bereichen eine entscheidende Rolle spielt, nimmt die Nanofabrikationstechnologie eine Schlüsselposition in der Nanotechnologie ein. Die Nanofabrikationstechnologie umfasst zahlreiche Methoden, darunter mechanische [...]
Unter Ultrapräzisionsbearbeitung versteht man Präzisionsfertigungsverfahren, die ein extrem hohes Maß an Genauigkeit und Oberflächenqualität erreichen. Die Definition ist relativ und ändert sich mit den technologischen Fortschritten. Derzeit kann diese Technik [...]
Gegenwärtig kann die spanabhebende Bearbeitung in zwei Gruppen eingeteilt werden, die sich auf die Produktionscharge beziehen: Von diesen beiden Kategorien entfallen auf die erste etwa 70-80% des gesamten Produktionswerts der Zerspanung [...]
In diesem Artikel werden hauptsächlich mehrere ausgereifte spezielle Bearbeitungsmethoden vorgestellt. I. Funkenerosion (EDM) Die Funkenerosion ist ein Verfahren zur Bearbeitung leitfähiger Werkstoffe unter Ausnutzung des Phänomens der elektrischen Korrosion während [...]
Was ist CNC-Bearbeitung? Numerische Steuerung (NC) bezeichnet die Methode zur Steuerung der Bewegung und der Bearbeitungsvorgänge von Werkzeugmaschinen mit Hilfe digitalisierter Informationen. Numerisch gesteuerte Werkzeugmaschinen, oft abgekürzt als [...]
Die spanabhebende Bearbeitung ist nach wie vor die wichtigste Methode der mechanischen Bearbeitung und spielt eine wichtige Rolle in der mechanischen Fertigung. Mit den Fortschritten in der Fertigungstechnik hat die spanende Bearbeitung erhebliche Fortschritte in Richtung [...]
1. Was sind Schweißspannungen Schweißspannungen sind die Spannungen, die während des Schweißprozesses in geschweißten Bauteilen entstehen. Diese Spannung wird durch den thermischen Prozess des Schweißens verursacht und [...]
Als fortschrittliche Werkstoffe werden Materialien bezeichnet, die in jüngster Zeit erforscht wurden oder sich in der Entwicklung befinden und über außergewöhnliche Leistungen und besondere Funktionen verfügen. Diese Materialien sind für den Fortschritt in Wissenschaft und Technik von größter Bedeutung, [...]
Die Wulstumformung eignet sich für verschiedene Arten von Rohlingen, z. B. für tiefgezogene Tassen, geschnittene Rohre und gewalzte konische Schweißteile. Klassifizierung nach dem Medium der Wulstumformung Wulstumformverfahren lassen sich in folgende Kategorien einteilen [...]