Você já se perguntou por que suas peças de metal cortadas a laser não são tão precisas como costumavam ser? Este artigo revela os segredos por trás do corte a laser, explorando como fatores como a qualidade do feixe, a espessura do material e a velocidade de corte afetam seus resultados. Saiba como manter um desempenho de alto nível e obter sempre cortes perfeitos!
Como um equipamento comum para o processamento de chapas metálicas, a máquina de corte a laser desempenha um papel fundamental.
O corte eficiente e de alta precisão está profundamente enraizado na mente das pessoas.
No entanto, após o uso prolongado, o desempenho do equipamento pode diminuir, e até mesmo a placa de corte pode apresentar grandes cortes, o que pode afetar a qualidade do corte.
Esse problema precisa ser resolvido imediatamente. Vamos dar uma olhada mais de perto abaixo.
O desempenho de corte de um sistema óptico corte a laser de fibra A máquina diminui devido ao desgaste da máquina após o uso prolongado, bem como devido à manutenção insuficiente durante a operação da máquina.
Qual é o tamanho da fenda de corte a laser??
A largura do corte no corte a laser varia de acordo com vários fatores, incluindo o tipo de material, a espessura, a potência do laser e os parâmetros de corte. Diferentes métodos e equipamentos de corte produzem cortes e precisões diferentes.
Por exemplo, ao cortar uma placa de 10 mm de espessura:
(1) O corte a laser de fibra normalmente atinge uma precisão de corte de ±0,025 mm e uma largura de corte que varia de 0,2 a 1 mm. O corte preciso depende da potência do laser, da velocidade de corte e do gás de assistência usado.
(2) O corte a plasma, embora menos preciso, produz uma precisão de corte de aproximadamente ±0,3 mm e uma largura de corte entre 0,5 e 1,2 mm. Esse método é geralmente preferido para materiais mais espessos ou quando a velocidade é priorizada em relação à precisão.
(3) O corte manual com oxicombustível (acetileno), embora menos comum na fabricação moderna, produz uma precisão de corte de cerca de ±1 mm e uma largura de corte de 1,0 a 1,5 mm. Esse método é usado principalmente para chapas muito grossas ou em operações de campo.
Para materiais finos (menos de 3,0 mm), o corte a laser normalmente produz cortes na faixa de 0,3 a 0,5 mm. Os lasers de fibra de alta precisão podem obter cortes ainda mais estreitos, às vezes tão pequenos quanto 0,1 mm para chapas muito finas.
A largura da fenda de corte geralmente aumenta com a espessura do material devido à necessidade de maior potência do laser e maior tempo de permanência. Além disso, a escolha do bico de corte, a pressão do gás de assistência e a posição do ponto focal influenciam significativamente a largura da fenda de corte. Os modernos sistemas de corte a laser CNC permitem o controle preciso desses parâmetros para otimizar a largura da fenda e a qualidade do corte para aplicações específicas.
É importante observar que os avanços na tecnologia de laser, como a implementação de modelagem de feixe e lasers de pulso ultracurto, estão continuamente ampliando os limites das larguras de corte e das qualidades de corte possíveis em vários materiais e espessuras.
Fatores que afetam o corte
Corte a laser estão em desenvolvimento há muitos anos e gradualmente se tornaram os principais equipamentos de processamento de metais.
No entanto, sempre há alguns problemas com o corte, como a produção de um corte muito largo.
Então, quais são os fatores que afetam a largura do corte de um corte a laser máquina?
Há quatro fatores principais:
1. Qualidade do feixe de laser
O feixe de laser gerado por um laser não é emitido verticalmente, mas em um ângulo de dispersão.
Portanto, ao usar uma máquina de corte a laser para cortar uma peça de trabalho, uma certa conicidade será formada. Portanto, a qualidade do feixe de laser também é fundamental para o corte.
Em geral, o foco não deve ser ajustado arbitrariamente após o ajuste. Ele só deve ser ajustado quando houver problemas perceptíveis no efeito de corte.
2. Diferentes materiais de corte
Efeito de corte a laser de fibra
O efeito de corte real varia de acordo com o material que está sendo cortado.
No corte a laser, um ponto menor do feixe de laser produz um efeito de corte melhor.
Além de a qualidade do feixe de laser afetar o ponto, o material da peça de trabalho também afeta o tamanho do ponto.
Por exemplo, o cobre é altamente reflexivo, o que torna difícil a formação de pontos de luz. Portanto, os requisitos de uma máquina de corte a laser de cobre são maiores em comparação com os metais comuns.
3. Espessura do material
Sob as mesmas condições de material e potência de corte, quanto maior a espessura do material, maior a probabilidade de haver rebarbas e irregularidades na seção transversal.
Para obter exatamente a mesma seção do material em folha, a potência do laser precisa ser aumentada.
4. Velocidade de corte
O motivo pelo qual a máquina de corte a laser é amplamente aceita se deve à sua rápida velocidade de corte.
Quando outras condições permanecem constantes, a velocidade de corte de uma máquina de corte a laser deve ser ajustada adequadamente para obter o melhor efeito de corte.
Se a velocidade for muito lenta, a rugosidade do corte pode ser muito grande. Se a velocidade for muito rápida, a rugosidade do corte poderá ser reduzida.
No entanto, se a velocidade for muito rápida, talvez não seja possível penetrar no material, portanto, é essencial controlar a velocidade e não buscar cegamente o corte em alta velocidade.
Relação entre a velocidade de corte e a largura do corte
Nos processos de corte a laser, a relação entre a velocidade de corte e a largura do corte é complexa e influenciada por vários fatores. Quando a potência do laser e a pressão do gás auxiliar permanecem constantes, a velocidade de corte apresenta uma relação inversa não linear com a largura do corte.
À medida que a velocidade de corte aumenta, a largura do corte geralmente diminui. Isso ocorre porque o feixe de laser interage com o material por um período mais curto, reduzindo a zona afetada pelo calor (HAZ) e resultando em um corte mais estreito. Por outro lado, quando a velocidade de corte diminui, a largura do corte tende a aumentar devido à interação prolongada entre o laser e o material e ao aumento da entrada de calor.
A rugosidade da superfície da borda cortada demonstra uma relação parabólica com a velocidade de corte. Em velocidades mais baixas, a entrada excessiva de calor pode causar fusão irregular e maior formação de escória, levando a uma maior rugosidade da superfície. À medida que a velocidade de corte aumenta, a rugosidade da superfície normalmente melhora devido à remoção mais controlada do material. No entanto, existe uma velocidade de corte ideal em que a rugosidade da superfície atinge seu valor mínimo.
É fundamental observar que, se a velocidade de corte exceder um limite crítico, a densidade de energia do laser se tornará insuficiente para penetrar totalmente no material, resultando em cortes incompletos ou em nenhum corte. Esse fenômeno é frequentemente chamado de "limite de velocidade" no corte a laser.
A interação entre velocidade de corte, largura do corte e qualidade da superfície é ainda mais influenciada por fatores como propriedades do material, espessura, comprimento de onda do laser e características do feixe. Por exemplo, materiais altamente reflexivos, como alumínio ou cobre, podem exigir relações diferentes de velocidade e potência em comparação com o aço.
Na prática, os fabricantes geralmente desenvolvem tabelas de velocidade de corte ou utilizam sistemas avançados de monitoramento de processos para otimizar esses parâmetros para materiais e espessuras específicos, garantindo cortes de alta qualidade e maximizando a produtividade.
Relação entre a posição do foco e a largura do corte
O fator mais significativo que afeta a qualidade e a capacidade de processamento de uma máquina de corte a laser é a posição do foco, e sua relação específica com o processamento é a seguinte.
A posição de foco é definida como a posição após o feixe de laser ser focalizado em relação à superfície do material processado.
A posição do foco afeta quase todos os parâmetros de processamento, como a largura, a inclinação, a rugosidade da superfície de corte, o estado de adesão da escória e a velocidade de corte.
Isso ocorre porque a alteração da posição do foco causa uma mudança no diâmetro do feixe na superfície do material processado e no ângulo de incidência no material de processamento.
Consequentemente, isso afeta o estado de formação do corte e as múltiplas reflexões do feixe no corte, o que afeta o estado de fluxo do gás auxiliar e do metal fundido no corte.
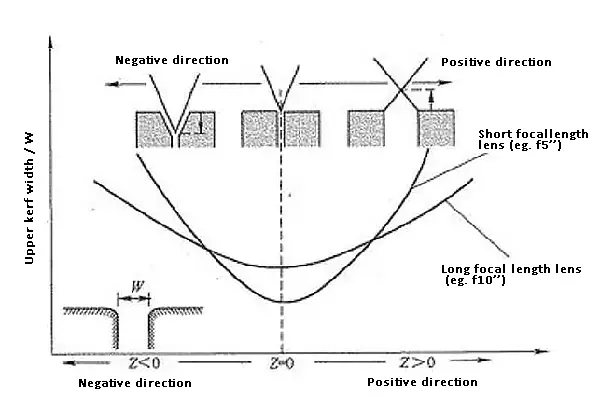
A figura mostra a relação entre a posição de foco Z de uma máquina de corte a laser e a largura de corte W da superfície do material processado.
O estado do foco na superfície do material processado é definido como Z = 0 "zero", a posição do foco é representada por "+" quando se move para cima, "-" quando se move para baixo, e a quantidade de movimento é em mm.
Quando o foco está na posição de foco Z = 0, a largura do corte superior W é mínima.
Independentemente de a posição do foco se mover para cima ou para baixo, a largura do corte superior W se torna maior.
Essa tendência é a mesma ao processar lentes com diferentes distâncias focais.
Quanto menor for o diâmetro do feixe na posição de foco e quanto menor for a profundidade focal da lente, maior será a variação da largura do corte superior com a mudança da posição de foco.
Posição de foco
Recursos
Aplicativo
O corte é o mais estreito e pode ser processado com alta precisão
Processamento que requer redução de inclinação; Processamento com altos requisitos de rugosidade da superfície; Corte de alta velocidade; Reduzir o processamento de zona afetada pelo calor; Micro usinagem
O alargamento abaixo do corte pode melhorar o fluxo de gás e a fluidez da massa fundida
Processamento de pulsos de alta frequência e CW de chapas grossas; Processamento de placas de acrílico; Processamento de matrizes de ferramentas; Processamento de azulejos de cerâmica
O alargamento acima do corte pode melhorar o fluxo de gás e a fluidez da massa fundida
Corte a ar de alumínio; Corte de alumínio com nitrogênio; Corte a ar de aço inoxidável; Corte de aço inoxidável com nitrogênio; Corte a ar de chapas de aço galvanizado
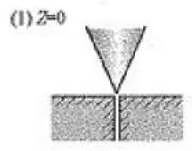
(1) O diâmetro mínimo do feixe Z = 0 pode ser obtido na superfície do material.
Nesse ponto, a densidade máxima de energia pode ser obtida na superfície do material processado, e a faixa de fusão é relativamente estreita, o que determina as características do processamento.
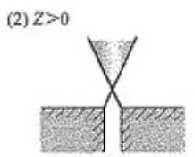
(2) A posição do foco está no lado "+" (Z > 0).
Nesse ponto, a faixa de irradiação do feixe de laser na superfície do material processado se torna mais ampla, e o feixe no corte tem um ângulo de difusão, o que aumenta a largura do corte.
(3) A posição do foco está no lado "-" (Z < 0).
Nesse ponto, o alcance do feixe de laser irradiado na superfície do material processado se torna mais amplo.
Quanto mais próxima a posição do foco estiver da direção da espessura da placa, maior será a capacidade de fusão e, em seguida, ocorrerá uma inclinação inversa.
Três soluções para o corte de kerf muito largo
Normalmente, durante o processamento da máquina de corte a laser, há casos em que ocorre um grande corte. Essa situação resulta em baixa precisão de corte, o que não atende aos nossos requisitos.
Qual é o motivo dessa situação? Existe uma maneira de resolvê-la?
Após observação e análise contínuas, o engenheiro técnico elaborou três soluções:
O ajuste da distância focal da fibra óptica pode ser feito de forma manual ou automática.
O foco manual tende a ser esquecido pelos técnicos, especialmente após a substituição ou limpeza da lente; portanto, a distância focal deve ser reajustada.
As lentes são um fator fundamental.
Verifique se a lente está danificada ou suja, pois isso pode causar dispersão do laser e espessamento do feixe. Substituir ou limpar a lente é a única solução.
O posicionamento do tubo do laser também é crucial.
Verifique a qualidade do ponto de laser.
Se houver dois pontos ou se o ponto de luz não for redondo, pode ser necessário ajustar o ponto de apoio do tubo do laser.
Esse motivo é frequentemente negligenciado, mas ainda assim exige atenção.
As grandes costuras de corte a laser não são um problema significativo, mas o equipamento deve passar por manutenção após a produção e o processamento por um determinado período.
De fato, algumas pequenas irregularidades podem ocorrer durante o uso, o que exige uma manutenção adequada para garantir um corte a laser eficiente e de longo prazo operação da máquinae criar o máximo de valor para os usuários.
Experiência em garantir a qualidade do corte a laser
Os fatores que influenciam a qualidade do corte a laser são multifacetados e complexos. Conforme discutido anteriormente, além das propriedades do material da peça, vários parâmetros afetam significativamente a largura da fenda de corte e a qualidade geral do corte. Entre eles estão as características do feixe de laser (comprimento de onda, modo, polarização), potência de saída, velocidade de corte, geometria do bocal e distância de afastamento, posição focal, tipo e pressão do gás de assistência, entre outros.
Para otimizar a qualidade do corte ao operar uma máquina de corte a laser, considere as práticas recomendadas a seguir:
1. Otimização do ponto focal: Manter a posição focal precisa é fundamental para obter cortes de alta qualidade. O foco adequado minimiza a formação de rebarbas, reduz a queima de bordas e evita explosões de placas. Embora o foco normalmente permaneça estável depois de definido, podem ser necessários ajustes quando:
Aparecem defeitos visíveis na qualidade do corte
Após a manutenção ou substituição da lente
Comutação entre espessuras de material significativamente diferentes
Troca de cabeçotes ou bicos de corte a laser
2. Manutenção regular: Implemente uma programação de manutenção proativa, incluindo inspeções visuais diárias e limpeza/manutenção semanal das lentes. Isso ajuda a preservar a qualidade ideal do feixe e evita a degradação do desempenho do corte ao longo do tempo.
3. Cortes de teste: Antes de processar as peças de produção, sempre faça cortes de teste em material de sucata do mesmo tipo e espessura. Isso permite o ajuste fino dos parâmetros e garante uma qualidade consistente em toda a produção.
4. Otimização de parâmetros: Desenvolver e manter um banco de dados de parâmetros de corte otimizados para diferentes materiais e espessuras. Considere fatores como:
Características de potência e pulso do laser (para lasers pulsados)
Velocidade de corte
Tipo de gás de assistência, pressão e taxa de fluxo
Seleção do bocal e distância de afastamento
Posição focal em relação à superfície do material
5. Considerações sobre o material: Garanta a qualidade consistente do material e o armazenamento/manuseio adequado para minimizar as variações no desempenho do corte. Considere fatores como condição da superfície, planicidade e possíveis contaminantes.
6. Manutenção do sistema de fornecimento de feixe: Verifique e limpe regularmente todos os componentes ópticos no caminho do feixe, incluindo espelhos, lentes e janelas de proteção. O desalinhamento ou a contaminação podem afetar significativamente a qualidade do corte.
7. Alinhamento do cabeçote de corte: Verifique e ajuste periodicamente a perpendicularidade do cabeçote de corte em relação à superfície da peça de trabalho, especialmente em aplicações sensíveis ao chanfro.
8. Monitoramento do processo: Implemente sistemas de monitoramento em tempo real para detectar variações na qualidade do corte, permitindo ajustes rápidos e minimizando as taxas de refugo.
9. Treinamento do operador: Certifique-se de que os operadores de máquinas sejam bem treinados para reconhecer problemas de qualidade de corte e fazer os ajustes adequados para manter o desempenho ideal.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já teve dificuldades para escolher o bico de corte a laser certo para o seu projeto? A seleção do bocal ideal é fundamental para obter cortes limpos e precisos e maximizar a eficiência. Neste artigo...
Você já se perguntou como um laser pode cortar o metal como uma faca quente na manteiga? Neste artigo fascinante, exploraremos a ciência por trás da tecnologia de corte a laser de fibra....
O corte a laser revolucionou a fabricação, mas até mesmo as máquinas mais avançadas enfrentam problemas. Nesta postagem do blog, vamos nos aprofundar nos problemas comuns enfrentados pelas máquinas de corte de chapas a laser e fornecer...
Ficou intrigado com a arte do corte a laser? Esta postagem do blog se aprofunda nos parâmetros críticos que fazem com que a qualidade e a eficiência do corte sejam prejudicadas. Descubra dicas privilegiadas de mecânicos experientes...
Por que a qualidade do corte a laser varia com o mesmo equipamento e parâmetros? Este artigo analisa como a composição das chapas de aço carbono afeta seus resultados de corte. Ao explorar a...
Você já se perguntou como os lasers podem cortar o aço com extrema precisão? Neste artigo, desvendamos os segredos por trás do corte a laser. Dos modos do laser aos ajustes do bocal, descubra como cada...
Por que o corte a laser de chapas de aço galvanizado é tão desafiador, mas crucial na fabricação moderna? Este artigo explora as dificuldades enfrentadas no corte a laser de aço galvanizado e examina as soluções que envolvem...
Você já se perguntou como desenhos complexos são cortados com tanta precisão em vários materiais? Este artigo revela o fascinante mundo do corte a laser, explorando suas técnicas e aplicações. Por...
Você já notou manchas pretas em suas lentes de corte a laser ou de soldagem? Essas manchas podem atrapalhar seriamente as operações, afetando a qualidade e a precisão de seu trabalho. Neste artigo,...