9 ключевых факторов, влияющих на качество лазерной резки
Вы когда-нибудь задумывались, как достигается точность лазерной резки? В этой статье рассматриваются важнейшие факторы, влияющие на качество лазерной резки, такие как состояние сопла, положение фокуса и давление вспомогательного газа. Поняв эти элементы, вы сможете оптимизировать процессы лазерной резки для достижения превосходных результатов. Погрузитесь в статью, чтобы раскрыть секреты безупречных резов!
Материал пластины, тепловая деформация пластины, качество поверхности пластины (ржавчина, посторонние примеси и т.д.)
Среди вышеперечисленных факторов влияния на резку мы должны обратить внимание на четыре из них:
Скорость резки
Мощность лазера
Положение фокуса
Вспомогательное давление газа
Изменения в других факторах также прямо или косвенно влияют на эти четыре фактора.
Ниже мы дадим подробное представление.
Влияние сопла на качество лазерной резки
Тип сопла, отверстие сопла, целостность сопла, высота сопла (расстояние между выходом сопла и поверхностью заготовки) и т.д. будут влиять на эффект резки.
Выбор типа сопла и диафрагмы
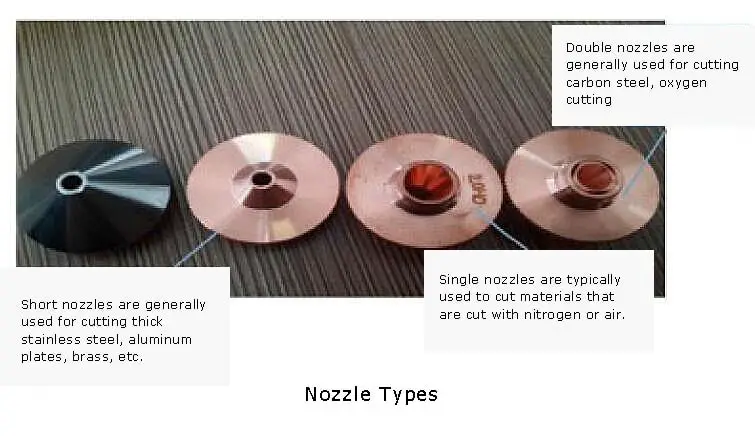
В настоящее время используемые насадки делятся на одинарные, двойные и короткие.
Для тонкой пластины используется сопло с малым отверстием, а для толстой - сопло с большим отверстием.
Нарезка мелких сопел:
Поверхность резки будет тоньше; при резке толстой пластины площадь диффузии газа мала, поэтому она не стабильна при использовании.
Резка с большим соплом:
Сопло с малой режущей частью немного толще; площадь диффузии газа велика, а скорость потока газа медленная, поэтому оно стабильно при резке.
Сравнение апертур сопел:
Апертура сопла
Поток газа
Производительность по удалению расплава
маленький
быстро
большой
большой
медленно
маленький
Влияние поломки сопла на качество резки
В процессе резки, когда сопло сталкивается или трется о заготовку, оно легко деформируется.
Когда перфорация возникает в отверстии или режущей заготовке не может быть прорезанСопло может расплавиться, а устье сопла заблокируется, что повлияет на качество резки.
Если сопло деформируется или расплавится, это приведет к следующим негативным последствиям:
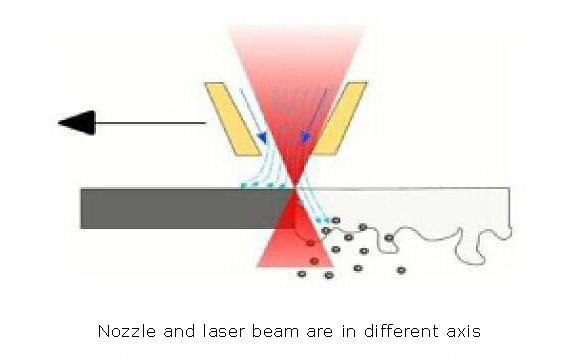
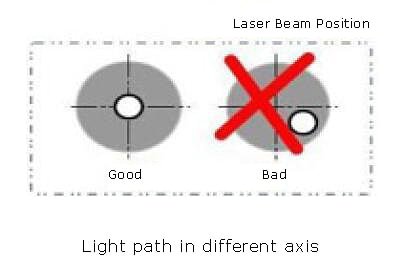
1). Сопло и лазерный луч расположены на разных осях
Соосность центра выходного отверстия сопла и лазерного луча является одним из важных факторов, влияющих на качество резки.
Чем толще заготовка, тем сильнее удар.
Если сопло деформируется или расплавляется, это напрямую влияет на соосность.
Поэтому насадку следует аккуратно хранить и правильно устанавливать, чтобы избежать ударов во избежание деформации.
Если во время резки необходимо изменить условия из-за плохого состояния насадки, лучше заменить ее на новую.
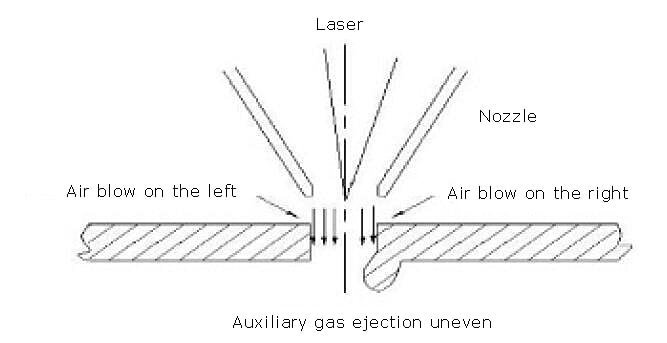
2). Когда вспомогательный газ выдувается из сопла, его количество неравномерно, и возникает явление, при котором одна сторона плавится или горит, а другая - нет.
При резке тонкой пластины толщиной 3 мм или менее ее влияние незначительно; при резке более 3 мм эффект серьезный, и иногда ее невозможно прорезать.
3) Воздействие на острые углы
Если заготовка имеет острый угол или малый угол, возможно переплавление; толстые листы могут не разрезаться.
4). Влияние на перфорацию
Перфорация нестабильна, время нелегко контролировать, толстая пластина будет переплавлена, а условия проникновения трудно уловить, и влияние на тонкую пластину невелико.
Влияние расстояния между соплом и заготовкой на качество резки (расстояние между соплом и поверхностью заготовки).
Стояк оказывает большое влияние на качество реза, и на это часто не обращают внимания в процессе резки.
При обычном резании высота следящего элемента обычно составляет 0,8-1,2 мм.
Слишком низкий уровень приведет к тому, что сопло легко столкнется с поверхностью заготовки;
Слишком высокое значение приведет к рассеиванию воздушного потока из сопла, что вызовет изменение концентрации и давления вспомогательного газа, а затем приведет к снижению качества резки.
Изменение высоты сопла (вверх или вниз) также приводит к изменению положения фокуса (вверх или вниз), что влияет на качество среза.
Основные факторы, влияющие на последующую высоту:
Поверхность сопла воспринимает посторонние металлические частицы на поверхности пластины или взрывает шлак при прокалывании, что приводит к значительному изменению высоты последующей обработки.
Последующая проверка неверна.
Отказ датчика вызван повреждением таких устройств, как керамические кольца и провода датчика.
Заготовка поднимается или пластина термически деформируется и изгибается
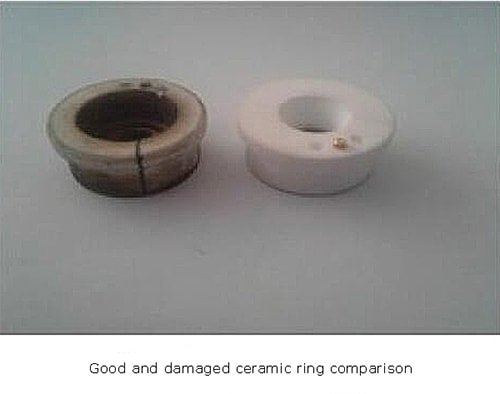
Влияние керамического кольца и уплотнительного кольца на качество лазерной резки
В процессе резки, когда режущая головка сталкивается с поднимаемой заготовкой, керамическое кольцо легко может треснуть или разрушиться.
Если керамическое кольцо треснуло, вспомогательный газ легко просачивается, что приводит к недостаточному потоку вспомогательного газа и ухудшает качество резки.
Если керамическое кольцо сломалось, оператор должен своевременно заменить его новым.
В процессе замены необходимо следить за тем, чтобы уплотнительное кольцо между керамическим кольцом и режущей головкой было прижато и уплотнено.
Не теряйте его, иначе это легко приведет к утечке вспомогательного газа и повлияет на качество резки.
Влияние состояния режущей головки и оптического тракта на качество лазерной резки
Основными компонентами режущей головки являются коллимирующие зеркала, фокусирующие зеркала и защитные зеркала.
Любое загрязнение линзы может повлиять на световой путьчто влияет на качество среза.
Разные оси лазера и сопла также являются проблемой передачи оптического пути, что также может привести к сбою резки.
В основном в следующих аспектах:
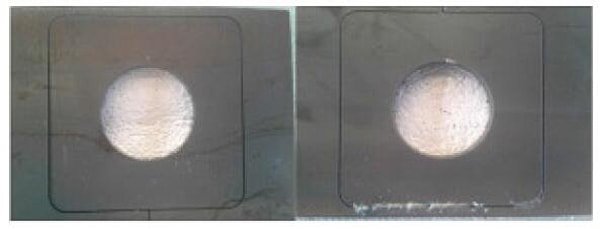
3 кромки режут заготовку хорошо, 1 кромка - плохо
край заготовки обжигается, как показано ниже:
заготовка не может быть прорезана.
Влияние положения фокуса на качество лазерной резки
При резке различных материалов положение фокуса необходимо регулировать в соответствии с различными требованиями к процессу резки.
При задании параметра положения фокуса следует различать направление положения эксцентрической точки.
Мы определяем положение фокуса как 0 на верхней поверхности листа.
Фокус отрицательный под верхней поверхностью листа и положительный над верхней поверхностью листа.
Как показано ниже:
Выбор положения фокусировки
Позиция фокусировки - один из четырех элементов процесса резки.
Поэтому перед каждой резкой необходимо определить, правильно ли отрегулировано положение фокуса в соответствии с различными пластинами и параметрами эталонного процесса.
Основными факторами, влияющими на положение фокуса, являются:
Факторы, влияющие на высоту наблюдения, влияют на положение фокуса.
Загрязнение объектива приводит к аномалиям в оптическом тракте, что также приводит к переносу энергии и изменению положения фокуса.
После замены коллимационной или фокусирующей линзы положение фокуса может измениться, и инженеру необходимо проверить это.
Влияние вспомогательного газа на качество лазерной резки
Влияние вспомогательных газов на процесс резки
При выборе типа и давления вспомогательного газа для резки необходимо учитывать следующие аспекты:
Как правило, кислород используется для резки обычной углеродистой стали, например, при низком давлении бурениеи резка под низким давлением.
Как правило, для резки нержавеющей стали используется азот, алюминиевая пластиналатунь и т.д.; азот низкого давления для перфорации, азот высокого давления для
Влияние чистоты вспомогательного газа на качество продуктов резки
(1) влияние недостаточной чистоты газа при кислородной резке углеродистой стали:
Для тонких листов углеродистой стали (l~5 мм) чистота недостаточно высока, поэтому во время резки необходимо увеличить скорость потока газа.
Для толстых листов углеродистой стали (6amm+) требования к чистоте газа очень строгие, и если чистота газа недостаточна, качество резки будет очень низким, или ее вообще нельзя будет разрезать.
(2) влияние недостаточной чистоты газа, когда резка нержавеющей сталиАлюминиевая пластина, латунь и т.д. с азотом:
Для нержавеющей стали и латуни качество поперечного сечения низкое, а само сечение неровное.
Для алюминиевой плиты качество поперечного сечения оставляет желать лучшего, а шлак трудно обрабатывать.
Влияние давления вспомогательного газа на качество резки
(1) Газ помогает рассеивать тепло и способствует горению, а также сдувает оплавленную поверхность, благодаря чему качество срезаемой поверхности улучшается.
(2) Влияние на резку при недостаточном давлении газа:
Поверхность разреза оплавлена или не может быть прорезана
Скорость резки не может быть увеличена, что сказывается на эффективности.
(3) Влияние на качество резки при слишком высоком давлении газа.
Поверхность среза толще, а щель шире.
Отрезанная часть расплавляется, и хорошее качество резки не может быть достигнуто.
Влияние вспомогательного газа на перфорацию
(1) Если давление газа слишком низкое, его нелегко прорезать, и время увеличивается.
(2) Когда давление газа слишком велико, отверстие взрывается, в результате чего точка проникновения плавится и образует большую точку плавления.
Поэтому, как правило, для листов из углеродистой стали давление перфорации тонкого листа выше, а толстого - ниже.
При перфорировании толстой пластины давление газа и соотношение воздуха должны быть соответствующим образом снижены при обработке отверстия, а время пробивки увеличено.
Факторы, влияющие на вспомогательный газ:
Чистота вспомогательного газа
Если чистота вспомогательного газа низкая, соответствующее давление газа должно быть увеличено, и наоборот.
Апертура сопла
При заданном давлении, чем меньше размер пор, тем меньше скорость потока; чем больше размер пор, тем больше скорость потока.
Размер потока влияет на эффект резки и возможность удаления расплава.
Высота сопла
Чем выше сопло от пластины, тем более рассеянный поток воздуха; чем ниже пластина, тем более концентрированный поток воздуха.
Величина потока влияет на эффект резки и способность удалять расплав.
Поломка форсунки
Если воздушный патрубок сопла поврежден, выходящий поток воздуха будет неравномерным, что напрямую влияет на режущую способность.
Керамическое кольцо и его уплотнительное кольцо
Повреждение керамических колец и уплотнений может привести к утечке газа, что, в свою очередь, влияет на давление и расход воздуха.
Скорость резки
Скорость слишком высока, поэтому вспомогательный газ не может эффективно удалять расплав, и тогда на него налипает шлак или он не может прорезаться.
Мощность лазера
Если происходит потеря мощности лазера, то для удаления расплава обычно требуется большее давление.
Положение фокуса
При неправильной фокусировке энергия лазера на пластине будет неопределенной.
Можно понять, что если энергии слишком много, то давление воздуха должно быть небольшим; если энергии мало, то давление воздуха должно быть больше.
Качество листов
Если качество листа не очень хорошее, это напрямую влияет на резку;
Если на поверхности листа есть ржавчина и т.д., что не способствует сжиганию кислорода и удалению расплава.
Влияние скорости резки на качество лазерной резки
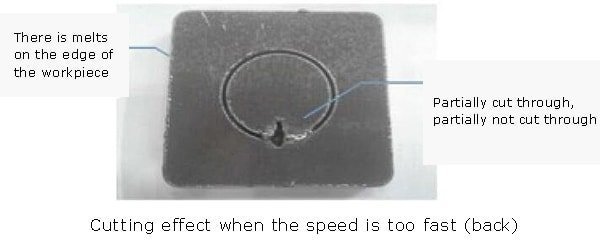
Влияние слишком высокой скорости резки
(1) Это может привести к распутыванию и обратному распылению, см. рисунок ниже.
(2) Некоторые области можно отрезать, а некоторые нельзя.
(3) Вся торцевая поверхность утолщена, но расплав не образуется.
(4) Разрез показан в виде поперечного зерна, нижняя половина оплавлена.
Как правило, скорость резки слишком высока, давление газа низкое, мощность низкая, и в результате резка получается недостаточной.
Слишком медленное воздействие скорости подачи
(1) Возникает состояние переплавки, и торцевая поверхность среза становится шероховатой.
(2) При срезании острого угла щель также расширяется и расплавляется.
(3) Влияние на эффективность резки.
Как правило, скорость резки слишком низкая, давление воздуха слишком высокое, а мощность слишком большая, в результате чего возникает явление переплавки при резке.
Выбор подходящей скорости подачи
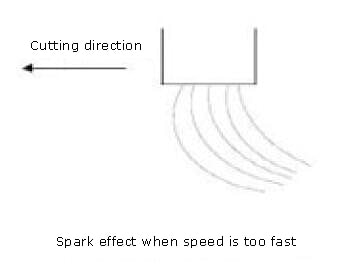
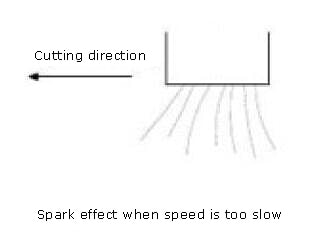
По искре можно определить, можно ли увеличить или уменьшить скорость подачи; когда установлена правильная скорость резания, искра распространяется сверху вниз.
Если искра наклонена, скорость подачи слишком велика, вспомогательный газ не полностью сдувает шлак, а режущая головка движется вперед.
Искры не рассеиваются и меньше, а когда они сгущаются вместе, скорость слишком медленная, а вспомогательный газ чрезмерно выдувается, поэтому участок заготовки легко становится шероховатым.
При регулировке соответствующей скорости подачи поверхность среза становится более гладкой, а в нижней части отсутствуют оплавления.
Влияние мощности лазера (Вт) на качество лазерной резки
Мощность лазера (Вт) слишком мала для резки.
Мощность лазера (Вт) установлена слишком большой, и вся поверхность реза расплавляется.
Мощность лазера (Вт) установлена недостаточно, и после резки образуется расплав.
Мощность лазера (Вт) установлена правильно, поверхность реза хорошая, расплав не образуется.
Факторы, влияющие на мощность лазера (Вт);
A) загрязнение объектива
B) неправильное положение фокуса
C) на поверхности доски есть пятна ржавчины и масляные пятна:
Влияние типа листа и его качества на качество лазерной резки
Большинство черных и неметаллические Металлы можно резать лазером.
Каждый материал имеет свою уникальную реакцию на лазер (длина волны 1,080u).
Подходит ли тот или иной материал для лазерной резки, зависит от взаимодействия материала с длиной волны и энергией лазера.
Они имеют разные возможности, скорость и качество резки.
В целом, элементами, влияющими на способность материала к лазерной резке, являются:
Состояние поверхности
Тепловая диффузия
Проводимость
Обработка поверхности материала, такая как алюминий-цинк, гальваника, покрытие, ржавчина, окрашивание, покраска и защитные покрытия, обычно негативно сказывается на лазерной резке.
На поверхности листа имеются пятна ржавчины (лицевая сторона), а на обратной стороне пятна ржавчины не прорезаны.
Для пластин с вышитыми пятнами и масляными пятнами на поверхности их необходимо сначала обработать, а затем разрезать.
Если его невозможно полностью очистить, уменьшите скорость резки, увеличьте давление вспомогательного воздуха и мощность, чтобы предотвратить прорезание листа.
Лазерная резка имеет явление поглощения тепла и тепловой диффузии, и температура материала оказывает незначительное влияние на качество лазерной резки.
В общем случае, если температура материала превышает 90 °C, это негативно сказывается на лазерной резке (он легко взрывается и переплавляется).
Чтобы уменьшить негативное влияние перепадов температуры на резку, обычно используется метод скачкообразной резки.
Так называемая прыжковая резка - это резка контура на небольшом участке и переход к другим участкам для продолжения резки, чтобы обрабатываемый материал не нагревался слишком сильно на небольшом участке.
Влияние заготовок на качество лазерной резки
Запуск и остановка машины, а также изменение направления движения влияют на стабильность качества резки.
Очень важно добавлять свинцовые прорези в фактическом разрезе.
Методы и область применения приведены в следующей таблице:
Ведущий режим
Область применения
Прямая линия прямой угол
0,5-3 мм лист
Прямая линия с дугой
4-6 мм
Прямой касательный провод
8-16 мм
Рекомендуемая длина провода указана ниже:
Толщина листа (мм)
Круглый диаметр (d, мм)
Длина провода (a,мм)
1-6
d<10
Начиная с центра круга
d>10
5
8-12
d<20
Начиная с центра круга
d>20
10
15-20
d<30
Начиная с центра круга
d>30
15
При резке толстой углеродистой стали (более или равной 6 мм) необходимо удлинить свинец, чтобы шлак, образующийся при дробеструйной обработке, не влиял на резку.
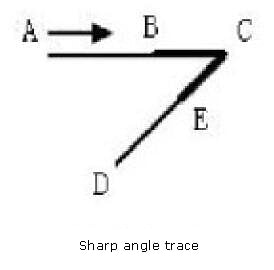
Процесс резки под острым углом
Причины ожогов под острым углом
При вырезании острого угла ось станка проходит через процесс замедления и ускорения, скорость меняется, а выходная мощность лазера остается неизменной.
Энергия лазера, сконцентрированная на углах, в два раза больше, чем на линии реза.
Углы будут гореть из-за слишком сильного нагрева.
Техника обработки под острым углом
В процесс лазерной резкиСтарайтесь избегать резких изменений скорости и направления, так как это легко может привести к локальному перегреву заготовки, что негативно скажется на качестве резки.
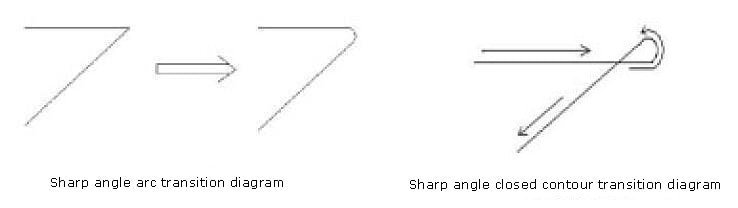
Острые углы обычно подвергаются следующим способам обработки:
1) Переход с круговой дугой
Если нет особых требований к острому углу, то, как правило, для перехода можно использовать малую дугу R1-2 мм.
Изменения скорости и направления резания эффективно буферизируются.
Как показано ниже:
2) Пересечение замкнутого контура
Как показано на рисунке, в качестве дополнительной процедуры добавляется закрытая траектория резания на углу, чтобы скорость и направление резания не менялись резко на углах, чтобы тепло везде было равномерным, и чтобы вырезать острый угол с четким острые края.
Теперь вы уже знаете 9 факторов, которые влияют на качество лазерной резки, и метод улучшения качества лазерной резки.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь замечали досадную рябь на листовом металле, вырезанном лазером? Эти дефекты могут нарушить точность и увеличить затраты. В этой статье рассматриваются критические факторы, которые приводят к появлению ряби при резке...
Вы когда-нибудь задумывались о том, как лазеры могут с высокой точностью разрезать сталь? В этой статье мы раскроем секреты лазерной резки. От режимов лазера до регулировки сопла - узнайте, как каждый...
Вы когда-нибудь задумывались, как обеспечить первоклассное качество лазерной резки? В этой статье описаны девять основных стандартов для оценки точности и эффективности лазерной резки. Вы научитесь оценивать факторы...
Почему ваш станок для лазерной резки иногда не может обеспечить точную резку? Возможно, ответ кроется в выравнивании оптического пути. В этом руководстве вы узнаете, как настроить...
Представьте себе, как вы без труда разрезаете толстые металлические листы с точностью скальпеля. Эта статья в блоге раскрывает основы лазерной резки листового металла - революционного метода, сочетающего в себе высокую...
Вы когда-нибудь задумывались, какие факторы влияют на качество лазерной резки? В этой статье блога мы погрузимся в тонкости взаимодействия лазера с материалом и рассмотрим, как характеристики луча, мощность, скорость и...
Вы когда-нибудь сталкивались с проблемой выбора подходящего сопла для лазерной резки? Выбор оптимальной насадки имеет решающее значение для получения чистых, точных срезов и максимальной эффективности. В этом...
Вам интересно узнать о возможностях лазерной резки? В этом подробном руководстве мы погрузимся в мир скоростей и толщин лазерной резки для различных металлов. Наш эксперт, инженер-механик, расскажет...
Лазерная резка произвела революцию в производстве, но знаете ли вы, что воздушный компрессор играет решающую роль в ее успехе? В этой статье блога мы рассмотрим тонкости выбора...