9 factores clave que influyen en la calidad del corte por láser
¿Alguna vez se ha preguntado cómo se consigue la precisión en el corte por láser? Este artículo explora los factores cruciales que influyen en la calidad del corte por láser, como el estado de la boquilla, la posición de enfoque y la presión del gas auxiliar. Al comprender estos elementos, obtendrá información para optimizar sus procesos de corte por láser y obtener resultados superiores. Sumérjase y descubra los secretos de los cortes impecables.
Material de la chapa, deformación térmica de la chapa, calidad de la superficie de la chapa (óxido, materias extrañas, etc.)
Entre los factores de influencia de corte mencionados, debemos prestar atención a cuatro de ellos:
Velocidad de corte
Potencia del láser
Posición de enfoque
Presión de gas auxiliar
Los cambios en otros factores también afectan directa o indirectamente a estos cuatro factores.
A continuación le ofrecemos una introducción detallada.
Efecto de la boquilla en la calidad del corte por láser
El tipo de boquilla, la apertura de la boquilla, la integridad de la boquilla, la altura de la boquilla (distancia entre la salida de la boquilla y la superficie de la pieza), etc., afectarán al efecto de corte.
Selección del tipo de boquilla y apertura
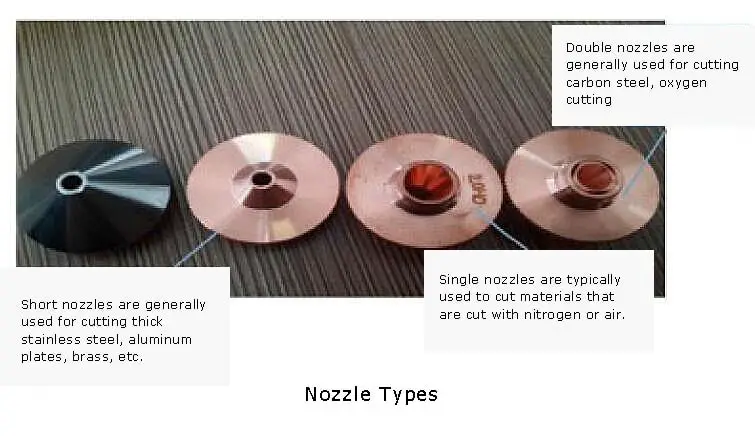
Actualmente, las boquillas usadas se dividen en boquillas simples, boquillas dobles y boquillas cortas.
La placa fina adopta la boquilla con una abertura pequeña, y la placa gruesa adopta la boquilla con una abertura mayor.
Corte de boquillas pequeñas:
La superficie de corte será más delgada; cuando se corta la placa gruesa, el área de difusión de gas es pequeña, por lo que no es estable cuando se utiliza.
Corte de boquilla grande:
La boquilla con una sección de corte pequeña es ligeramente más gruesa; el área de difusión del gas es grande, y el caudal de gas es lento, por lo que es estable al cortar.
Comparación de las aperturas de boquilla:
Apertura de la boquilla
Flujo de gas
Capacidad de eliminación de la masa fundida
pequeño
rápido
gran
gran
lento
pequeño
Efecto de la rotura de la boquilla en la calidad del corte
Durante el proceso de corte, cuando la boquilla choca o roza con la pieza, la boquilla se deforma fácilmente.
Cuando la perforación se produce en el agujero o la pieza de corte no se puede cortarLa boquilla es propensa a fundirse y la boca de la boquilla se bloquea, lo que afectará a la calidad del corte.
Si la boquilla se deforma o se funde, se producirán los siguientes efectos adversos:
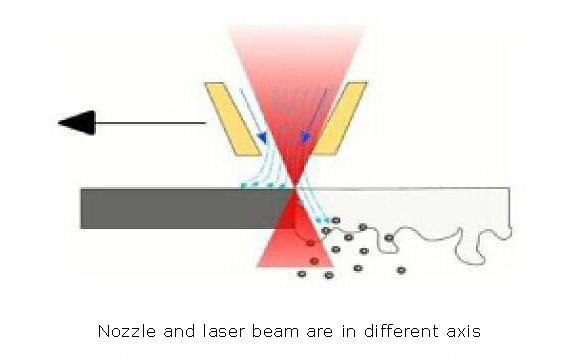
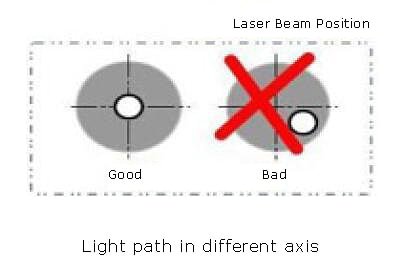
1). La boquilla y el rayo láser están en ejes diferentes
La coaxialidad del centro del orificio de salida de la boquilla y el rayo láser es uno de los factores importantes que afectan a la calidad del corte.
Cuanto más gruesa sea la pieza, mayor será el impacto.
Si la boquilla se deforma o se funde, afectará directamente a la coaxialidad.
Por lo tanto, la boquilla debe almacenarse con cuidado e instalarse correctamente para evitar golpes a fin de evitar deformaciones.
Si es necesario cambiar las condiciones en el momento del corte debido al mal estado de la boquilla, es mejor sustituirla por una nueva.
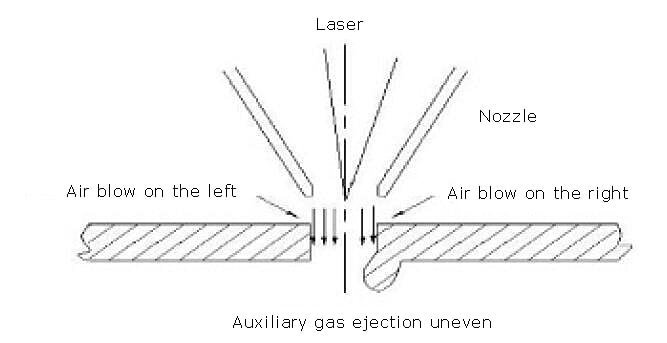
2). Cuando el gas auxiliar sale por la boquilla, la cantidad de gas no es uniforme y se produce un fenómeno en el que un lado se funde o se quema y el otro no.
Al cortar una placa fina de 3 mm o menos, su influencia es pequeña; al cortar más de 3 mm, el efecto es grave y a veces no se puede cortar.
3)Impacto en esquinas afiladas
Cuando la pieza tiene una esquina afilada o un ángulo pequeño, es probable que se produzca una sobrefusión; es posible que no se corten las planchas gruesas.
4). Efecto sobre la perforación
La perforación es inestable, el tiempo no es fácil de controlar, la placa gruesa se fundirá en exceso, y la condición de penetración es difícil de captar, y la influencia sobre la placa fina es pequeña.
El efecto de la distancia entre la boquilla y la pieza en la calidad del corte (la distancia es la distancia entre la salida de la boquilla y la superficie de la pieza).
La separación tiene un gran efecto en la calidad del corte, que a menudo se pasa por alto durante el proceso de corte.
En el corte normal, la altura del seguidor suele ser de 0,8 mm a 1,2 mm.
Demasiado bajo hará que la boquilla choque fácilmente con la superficie de la pieza;
Demasiado alto hará que el flujo de aire de la boquilla se disperse, lo que provocará un cambio en la concentración y la presión del gas auxiliar y, a continuación, una disminución de la calidad de corte.
El cambio en la altura de la boquilla (arriba o abajo) también provoca un cambio en la posición del foco (arriba o abajo) que afecta a la calidad del corte.
Los principales factores que afectan a la altura de seguimiento:
La superficie de la boquilla detecta cuerpos extraños metálicos en la superficie de la chapa o hace saltar la escoria al perforar, lo que provoca un gran cambio de altura de seguimiento.
La verificación de seguimiento es incorrecta.
Los fallos de los sensores se deben a daños en dispositivos como los anillos cerámicos y los cables de los sensores.
La pieza se levanta o la chapa se deforma térmicamente y se arquea
Efecto del anillo cerámico y el anillo de sellado en la calidad del corte por láser
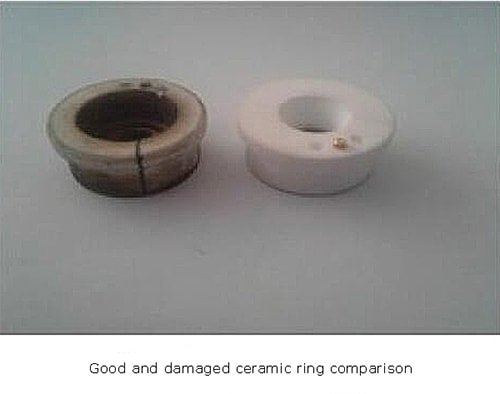
Durante el proceso de corte, cuando el cabezal de corte choca con la pieza levantada, es fácil que el anillo cerámico se agriete o se pulverice.
Cuando el anillo cerámico está agrietado, el gas auxiliar se fuga fácilmente, lo que provoca un flujo insuficiente de gas auxiliar y afecta a la calidad del corte.
Cuando el anillo cerámico se rompe, el operario debe sustituir el nuevo anillo cerámico a tiempo.
Durante el proceso de sustitución, debe prestarse atención a que el anillo de estanqueidad entre el anillo cerámico y el cabezal de corte quede presionado y compactado.
No lo pierda, de lo contrario se producirá fácilmente una fuga de gas auxiliar y afectará a la calidad del corte.
Efecto del cabezal de corte y del estado de la trayectoria óptica en la calidad del corte por láser
Los principales componentes del cabezal de corte son los espejos de colimación, los espejos de enfoque y los espejos de protección.
Cualquier contaminación de la lente puede afectar el camino de la luzque afecta a la calidad del corte.
Los diferentes ejes del láser y de la boquilla también plantean problemas de transmisión de la trayectoria óptica, lo que también puede provocar fallos de corte.
Principalmente en los siguientes aspectos:
3 bordes efecto de corte de la pieza de trabajo es bueno, 1 borde no es bueno
el borde de la pieza se quema, como se muestra a continuación:
no se puede cortar la pieza.
Efecto de la posición del foco en la calidad del corte por láser
Al cortar diferentes materiales, la posición de enfoque debe ajustarse según los diferentes requisitos del proceso de corte.
La dirección de la posición del punto excéntrico debe distinguirse cuando se da un parámetro de posición de enfoque.
Definimos la posición del foco como 0 en la superficie superior de la hoja.
El foco es negativo por debajo de la superficie superior de la hoja y positivo por encima de la superficie superior de la hoja.
Como se muestra a continuación:
Selección de la posición de enfoque
La posición de enfoque es uno de los cuatro elementos del proceso de corte.
Por lo tanto, es necesario determinar si la posición de enfoque se ajusta correctamente en función de diferentes placas y parámetros de proceso de referencia antes de cada corte.
Los principales factores que afectan a la posición de enfoque son:
Los factores que afectan a la altura de seguimiento afectarán a la posición de enfoque.
La contaminación de la lente provocará anomalías en la trayectoria óptica, lo que también provocará transferencia de energía y cambios en la posición del enfoque.
Después de sustituir la lente de colimación o de enfoque, la posición de enfoque puede cambiar y el ingeniero debe comprobarlo.
Efecto del gas auxiliar en la calidad del corte por láser
Efecto de las especies de gases auxiliares en el proceso de corte
Al seleccionar el tipo y la presión del gas auxiliar de corte, deben tenerse en cuenta los siguientes aspectos:
Generalmente, el oxígeno se utiliza para cortar acero al carbono ordinario, como baja presión perforacióny corte a baja presión.
Generalmente, se utiliza nitrógeno para cortar acero inoxidable, placa de aluminiode latón, etc.; nitrógeno a baja presión para perforación, nitrógeno a alta presión para
Efecto de la pureza del gas auxiliar en la calidad de los productos cortados
(1) el efecto de una pureza insuficiente del gas al cortar acero al carbono con oxígeno:
Para chapas finas de acero al carbono (l~5mm), la pureza es insuficiente, y debe aumentarse el caudal de gas durante el corte.
Para chapas gruesas de acero al carbono (6amm+), el requisito de pureza del gas es muy estricto, y si la pureza es insuficiente, la calidad del corte será muy mala, o no se podrá cortar.
(2) el efecto de una pureza insuficiente del gas cuando corte de acero inoxidable, chapa de aluminio, latón, etc con nitrógeno:
En el caso del acero inoxidable y el latón, la calidad del corte transversal es mala y la sección es rugosa.
En el caso de la chapa de aluminio, la calidad de la sección transversal es mala y la escoria es difícil de manipular.
Efecto de la presión del gas auxiliar en la calidad del corte
(1) El gas ayuda a disipar el calor y ayuda a la combustión, y sopla la superficie fundida, de modo que la superficie cortada es de mejor calidad.
(2) El efecto sobre el corte cuando la presión del gas es insuficiente:
La superficie de corte está fundida o no se puede cortar
La velocidad de corte no puede aumentarse, lo que afecta a la eficacia.
(3) La influencia en la calidad del corte cuando la presión del gas es demasiado alta.
La superficie de corte es más gruesa y la hendidura más ancha.
La parte cortada se funde y no puede formarse una buena calidad de corte.
Efecto del gas auxiliar en la perforación
(1) Cuando la presión del gas es demasiado baja, no es fácil cortar y el tiempo aumenta.
(2) Cuando la presión del gas es demasiado alta, se produce una explosión en el orificio, lo que hace que el punto de penetración se funda y se forme un gran punto de fusión.
Por lo tanto, generalmente para las chapas de acero al carbono, la presión de la perforación de la chapa fina es mayor, y la presión de la chapa gruesa es menor.
Cuando se perfora la chapa gruesa, la presión del gas y la proporción de aire deben reducirse adecuadamente al chorrear el agujero, y el tiempo de perforación debe alargarse.
Factores que afectan al gas de asistencia:
Pureza del gas auxiliar
Cuando la pureza del gas de asistencia es baja, debe aumentarse la presión del gas correspondiente, y viceversa.
Apertura de la boquilla
A una presión dada, cuanto menor sea el tamaño de los poros, menor será el caudal; cuanto mayor sea el tamaño de los poros, mayor será el caudal.
El tamaño del flujo afecta al efecto de corte y a la capacidad de eliminar la masa fundida.
Altura de la boquilla
Cuanto más alta esté la tobera de la placa, más disperso será el flujo de aire; cuanto más baja esté la placa, más concentrado será el flujo de aire.
La cantidad de flujo afecta al efecto de corte y a la capacidad de eliminar la masa fundida.
Rotura de boquilla
Si la salida de aire de la boquilla está dañada, el flujo de aire que sale será desigual, lo que afecta directamente a la capacidad de corte.
Anillo cerámico y su junta de estanqueidad
Los daños en los anillos cerámicos y las juntas pueden provocar fugas de gas, lo que a su vez afecta a la presión y el caudal de aire.
Velocidad de corte
La velocidad es demasiado rápida, por lo que el gas auxiliar no puede eliminar eficazmente la masa fundida, y luego colgará escoria o no puede cortar.
Potencia del láser
Si se produce una pérdida de potencia del láser, suele ser necesaria más presión para eliminar la masa fundida.
Posición de enfoque
Si el enfoque no es correcto, la energía del láser sobre la placa es incierta.
Se puede entender que si la energía es mucha, se requiere que la presión del aire sea pequeña; si la energía es poca, se requiere que la presión del aire sea mayor.
Calidad de las hojas
Si la calidad de la chapa no es buena, afectará directamente al corte;
Si la superficie de la chapa tiene óxido, etc., que no es propicio para la combustión de oxígeno y la eliminación de la masa fundida.
Efecto de la velocidad de corte en la calidad del corte por láser
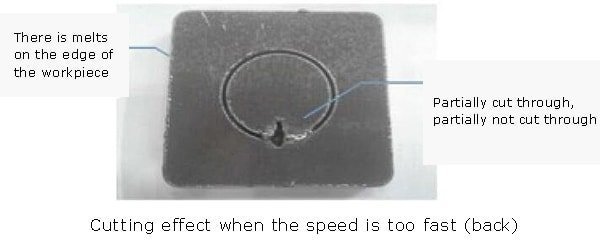
El efecto de una velocidad de corte demasiado rápida
(1) Puede producirse un fenómeno de no corte y pulverización inversa, véase la figura siguiente.
(2) Algunas zonas pueden cortarse, pero otras no.
(3) Toda la cara del extremo es más gruesa, pero no se genera fusión.
(4) La sección de corte se muestra como una veta transversal y la mitad inferior está fundida.
En general, la velocidad de corte es demasiado rápida, la presión del gas es baja y la potencia es escasa, por lo que el corte es insuficiente.
El efecto del avance es demasiado lento
(1) La condición de sobrefusión es causada, y la cara del extremo cortado es áspera.
(2) La hendidura también se ensanchará y fundirá cuando se corte la esquina afilada.
(3) Afecta a la eficacia del corte.
En general, la velocidad de corte es demasiado lenta, la presión de aire demasiado alta y la potencia demasiado grande, por lo que se produce el fenómeno de sobrefusión por corte.
Selección adecuada de la velocidad de avance
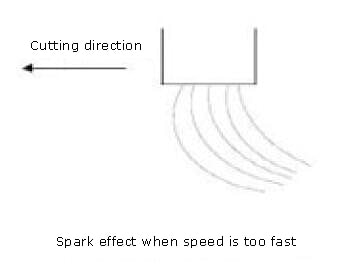
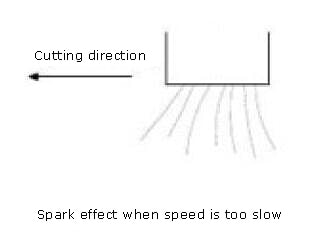
A partir de la chispa de corte, se puede determinar si se puede aumentar o disminuir la velocidad de avance; cuando se ajusta la velocidad de corte correcta, la chispa se propaga de arriba abajo.
Si la chispa está inclinada, la velocidad de avance es demasiado rápida, el gas auxiliar no sopla completamente la escoria y el cabezal de corte se ha desplazado hacia delante.
Las chispas son no difusas y menos, y cuando se condensan juntas, la velocidad es demasiado lenta, y el gas auxiliar sopla excesivamente, por lo que la sección de la pieza es fácilmente áspera.
Ajustando el avance adecuado, la superficie de corte muestra una línea más lisa, y no hay fundidos en la parte inferior.
Efecto de la potencia del láser (W) en la calidad del corte por láser
La potencia del láser (W) es demasiado pequeña para ser cortada.
La potencia del láser (W) está ajustada demasiado alta y se funde toda la superficie de corte.
La potencia del láser (W) está insuficientemente ajustada, y la masa fundida se genera después del corte.
La potencia del láser (W) está ajustada correctamente, la superficie de corte es buena y no se genera fusión.
Factores que afectan a la potencia del láser (W);
A) contaminación de la lente
B) la posición de enfoque es incorrecta
C) hay puntos de óxido y manchas de aceite en la superficie del tablero:
Efecto del tipo y la calidad de la chapa en la calidad del corte por láser
La mayoría de los metales ferrosos y no metálico los metales pueden cortarse con láser.
Cada material tiene su propia respuesta al láser (longitud de onda 1,080u).
La idoneidad de cualquier material para el corte por láser depende de la interacción del material con la longitud de onda y la energía del láser.
Obtienen diferentes capacidades de corte, velocidad de corte y calidad.
En general, los elementos que afectan a la capacidad de corte por láser del material son:
Estado de la superficie
Difusividad térmica
Conductividad
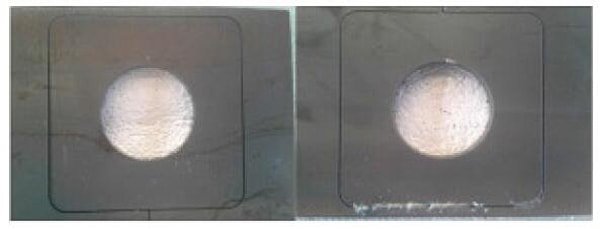
El tratamiento de la superficie del material, como el aluminio-cincado, el chapado, el revestimiento, el óxido, la coloración, la pintura y los revestimientos protectores, suele tener un impacto negativo en el corte por láser.
Hay manchas de óxido en la superficie de la chapa (parte delantera) y las manchas de óxido no están cortadas (parte trasera).
Las planchas con manchas bordadas y manchas de aceite en la superficie deben procesarse primero y cortarse después.
Si no se puede limpiar completamente, considere reducir la velocidad de corte, aumentar la presión de aire auxiliar y aumentar la potencia para evitar que la hoja no se pueda cortar.
El corte por láser presenta el fenómeno de absorción de calor y difusión térmica, y la temperatura del material tiene una influencia no desdeñable en la calidad del corte por láser.
En general, cuando la temperatura del material supera los 90 °C, tendrá un efecto adverso en el corte por láser (facilidad de chorreado y sobrefusión).
Para reducir el efecto adverso de los cambios de temperatura en el corte, generalmente se puede utilizar el método de corte por salto.
El llamado corte por salto consiste en cortar un contorno en una zona pequeña y saltar a otras zonas para seguir cortando, de modo que el material de procesado no se caliente demasiado en una zona pequeña.
Efecto de los plomos en la calidad del corte por láser
El arranque y la parada de la máquina y el cambio de dirección del movimiento afectarán a la estabilidad de la calidad de corte.
Es muy necesario añadir un corte de plomo en el corte real.
Los métodos y el ámbito de aplicación se indican en el cuadro siguiente:
Modo principal
Ámbito de aplicación
Línea recta ángulo recto
Hoja de 0,5-3 mm
Línea recta con arco
4-6 mm
Conducto tangente recto
8-16 mm
La longitud recomendada del cable es la siguiente:
Espesor de la chapa (mm)
Diámetro redondo (d, mm)
Longitud del cable (a,mm)
1-6
d<10
Partiendo del centro del círculo
d>10
5
8-12
d<20
Partiendo del centro del círculo
d>20
10
15-20
d<30
Partiendo del centro del círculo
d>30
15
Cuando se corta acero al carbono grueso (mayor o igual a 6 mm), es necesario alargar el plomo para evitar que la escoria generada por el granallado del agujero afecte al corte.
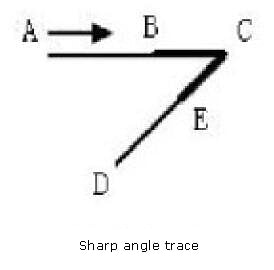
Proceso de corte en ángulo agudo
Causas de las quemaduras angulares agudas
Cuando se corta el ángulo agudo, el eje de la máquina se mueve a través de un proceso de desaceleración y aceleración, y la velocidad cambia, mientras que la potencia de salida del láser permanece invariable.
La energía láser concentrada en las esquinas es dos veces mayor que la de la línea de corte.
Las esquinas se quemarán por exceso de calor.
Técnica de tratamiento de ángulos agudos
En el proceso de corte por láser, intente evitar los cambios bruscos de velocidad y dirección, ya que provocarán fácilmente un sobrecalentamiento local de la pieza, lo que afectará a la calidad del corte.
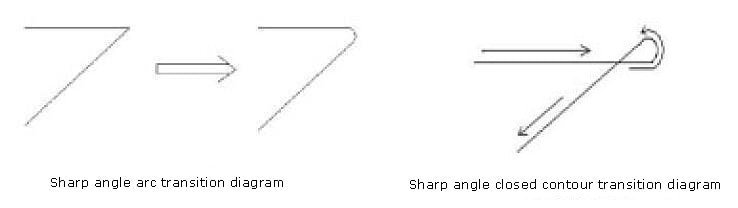
Los ángulos agudos suelen tener los siguientes métodos de procesamiento:
1) Transición con arco circular
Si no hay ningún requisito especial para el ángulo agudo, por lo general es posible utilizar el arco pequeño R1-2mm para la transición.
Los cambios de velocidad y dirección de corte se amortiguan eficazmente.
Como se muestra a continuación:
2) Sobrecorte de transición de contorno cerrado
Como se muestra en la figura, esto añade una trayectoria cerrada de sobrecorte en la esquina como un procedimiento adicional, de modo que la velocidad de corte y la dirección no se cambian bruscamente en las esquinas, a fin de hacer que el calor en todas partes uniforme, por lo tanto, para cortar el ángulo agudo con clara bordes afilados.
Ahora ya conoce los 9 factores que afectan a la calidad del corte por láser, y el método para mejorar la calidad del corte por láser.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha fijado alguna vez en las frustrantes ondulaciones de las chapas cortadas con láser? Estas imperfecciones pueden arruinar la precisión y aumentar los costes. Este artículo explora los factores críticos que provocan las ondulaciones de corte...
¿Alguna vez se ha preguntado cómo el láser puede cortar acero con una precisión milimétrica? En este artículo desvelamos los secretos del corte por láser. Desde los modos láser hasta los ajustes de la boquilla, descubra...
¿Alguna vez se ha preguntado cómo garantizar la máxima calidad en el corte por láser? Este artículo describe nueve normas esenciales para evaluar la precisión y eficacia de los cortes por láser. Aprenderá a evaluar factores...
¿Por qué a veces su máquina de corte por láser no realiza cortes precisos? La respuesta puede estar en la alineación de la trayectoria óptica. Esta guía le guiará por los pasos para ajustar...
Imagine cortar sin esfuerzo gruesas chapas metálicas con la precisión de un bisturí. Esta entrada del blog desentraña lo esencial del corte por láser de chapas metálicas, un método revolucionario que combina...
¿Alguna vez se ha preguntado qué factores afectan a la calidad del corte por láser? En esta entrada del blog, nos sumergiremos en las complejidades de la interacción láser-material y exploraremos cómo las características del rayo, la potencia, la velocidad y...
¿Alguna vez ha tenido problemas para elegir la boquilla de corte por láser adecuada para su proyecto? Seleccionar la boquilla óptima es crucial para lograr cortes limpios y precisos y maximizar la eficiencia. En este...
¿Siente curiosidad por conocer las posibilidades del corte por láser? En esta completa guía, nos sumergiremos en el mundo de las velocidades y espesores de corte por láser para diversos metales. Nuestro ingeniero mecánico experto...
El corte por láser revolucionó la fabricación, pero ¿sabía que el compresor de aire desempeña un papel crucial en su éxito? En esta entrada del blog, nos adentraremos en los entresijos de la elección del...