Ever wondered how precision in laser cutting is achieved? This article explores the crucial factors influencing laser cutting quality, such as nozzle condition, focus position, and auxiliary gas pressure. By understanding these elements, you’ll gain insights into optimizing your laser cutting processes for superior results. Dive in to uncover the secrets behind flawless cuts!
Among the above cutting influence factors, we must pay attention to four of them:
Cutting speed
Laser power
Focus position
Auxiliary gas pressure
Changes in other factors also directly or indirectly affect these four factors.
We will give a detailed introduction below.
Effect of nozzle on laser cutting quality
The type of nozzle, nozzle aperture, nozzle integrity, nozzle height (distance between nozzle outlet and workpiece surface), etc., will affect the cutting effect.
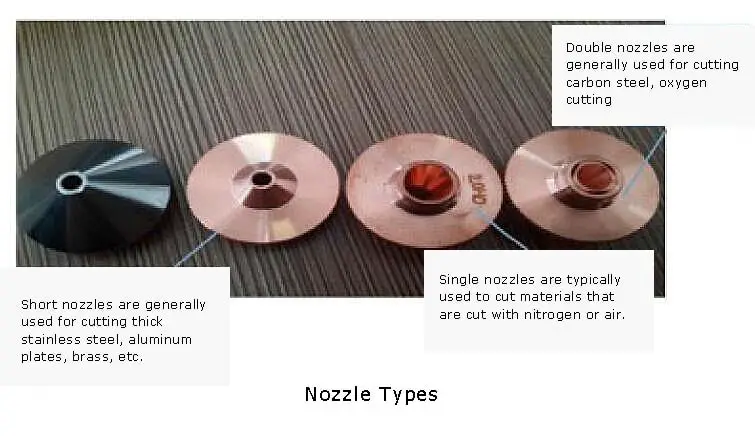
Nozzle type and aperture selection
Currently, used nozzles are divided into single nozzles, double nozzles, and short nozzles.
The thin plate adopts the nozzle with a small aperture, and the thick plate adopts the nozzle with a larger aperture.
Small nozzle cutting:
The cutting surface will be thinner; when the thick plate is cut, the gas diffusion area is small, so it is not stable when used.
Large nozzle cutting:
The nozzle with a small cutting section is slightly thicker; the gas diffusion area is large, and the gas flow rate is slow, so it is stable when cutting.
Comparison of nozzle apertures:
Nozzle aperture
Gas flow
Molten removal capacity
small
fast
big
big
slow
small
Effect of nozzle breakage on cutting quality
During the cutting process, when the nozzle collides or rubs against the workpiece, the nozzle is easily deformed.
When the perforation occurs in the hole or the cutting workpiece can not be cut through, the nozzle is prone to melting and the nozzle mouth is blocked, which will affect the cutting quality.
When the nozzle is deformed or melted, there will be the following adverse effects:
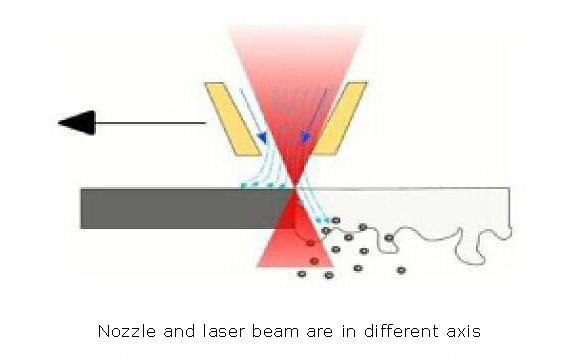
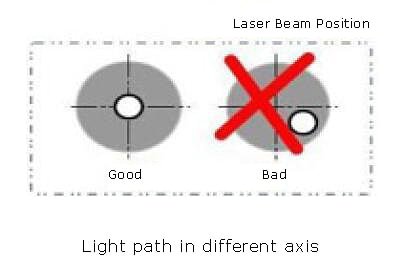
1). The nozzle and the laser beam are in different axes
The coaxiality of the center of the nozzle outlet hole and the laser beam is one of the important factors affecting the quality of the cutting.
The thicker the workpiece, the greater the impact.
When the nozzle is deformed or melted, it will directly affect the coaxiality.
Therefore, the nozzle should be carefully stored and properly installed to avoid bumps to avoid deformation.
If it is necessary to change the conditions at the time of cutting due to the poor condition of the nozzle, it is better to replace with a new nozzle.
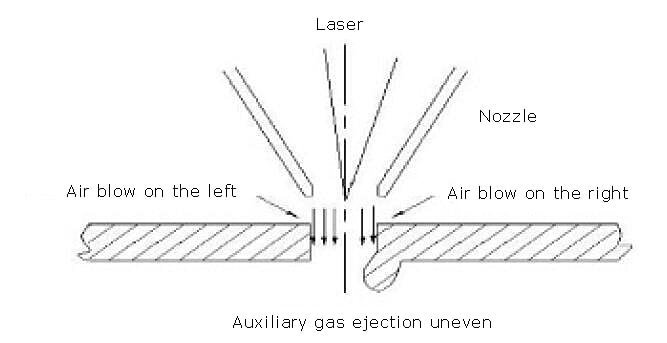
2). When the auxiliary gas is blown out from the nozzle, the amount of gas is not uniform, and there is a phenomenon in which one side is melted or burned, and the other side does not.
When cutting a thin plate of 3mm or less, its influence is small; when cutting more than 3mm, the effect is serious and sometimes it cannot be cut through.
3)Impact on sharp corners
When the workpiece has a sharp corner or a small angle, over-melting is likely to occur; thick plates may not be cut.
4). Effect on perforation
The perforation is unstable, the time is not easy to control, the thick plate will be over-melted, and the penetration condition is difficult to grasp, and the influence on the thin plate is small.
The effect of the stand-off of the nozzle and the workpiece on the cutting quality (the stand-off is the distance between the nozzle outlet and the workpiece surface.)
The stand-off has a large effect on the quality of the cut, which is often overlooked during the cutting process.
When cutting normally, the follower height is generally required to be 0.8mm-1.2mm.
Too low will cause the nozzle to easily collide with the surface of the workpiece;
Too high will cause the airflow from the nozzle to disperse, resulting in a change in the concentration and pressure of the auxiliary gas, and then leading to a drop in cutting quality.
The change in nozzle height (up or down) also causes a change in focus position (up or down) that affects the quality of the cut.
The main factors affecting the follow-up height:
The nozzle surface senses metal foreign matter on the surface of the plate or blasts the slag when piercing, resulting in a big follow-up height change.
The follow-up verification is incorrect.
Sensor failure is caused by damage to devices such as ceramic rings and sensor wires.
The workpiece is lifted or the plate is thermally deformed and arched
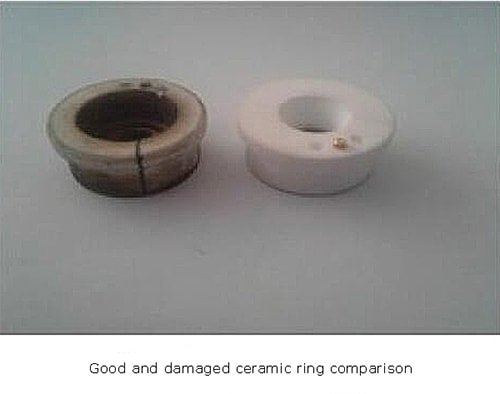
Effect of ceramic ring and sealing ring on laser cutting quality
During the cutting process, when the cutting head collides with the lifted workpiece, it is easy to cause the ceramic ring to crack or pulverize.
When the ceramic ring is cracked, the auxiliary gas is easily leaked, resulting in insufficient auxiliary gas flow and affecting the cutting quality.
When the ceramic ring is broken, the operator should replace the new ceramic ring in time.
During the replacement process, care should be taken to ensure that the seal ring between the ceramic ring and the cutting head must be pressed and compacted.
Do not lose it, otherwise it will easily lead to leakage of auxiliary gas and affect cutting quality.
Effect of cutting head and optical path state on laser cutting quality
The main components of the cutting head are collimating mirrors, focusing mirrors and protective mirrors.
Any lens contamination can affect the light path, which affects the quality of the cut.
The different axes of the laser and the nozzle are also optical path transmission problems, which can also lead to cutting failure.
Mainly in the following aspects:
3 edges cutting effect of the workpiece is good, 1 edge is not good
the edge of the workpiece is burned, as shown below:
the workpiece can not be cut through.
Effect of focus position on laser cutting quality
When cutting different materials, the focus position needs to be adjusted according to different cutting process requirements.
The direction of the position of the eccentric point is to be distinguished when a focus position parameter is given.
We define the focus position as 0 on the top surface of the sheet.
The focus is negative below the top surface of the sheet and positive above the top surface of the sheet.
As shown below:
Focus position selection
The focus position is one of the four elements of the cutting process.
Therefore, it is necessary to determine whether the focus position is adjusted correctly according to different plates and reference process parameters before each cutting.
The main factors affecting the focus position are:
Factors affecting the follow-up height will affect the focus position.
Lens contamination will cause abnormalities in the optical path, which will also lead to energy transfer and changes in focus position.
After replacing the collimation or focusing lens, the focus position may change and the engineer needs to check.
Effect of auxiliary gas on laser cutting quality
Effect of auxiliary gas species on the cutting process
When selecting the type and pressure of cutting auxiliary gas, should be considered the following aspects:
Generally, oxygen is used to cut ordinary carbon steel, like low-pressure drilling, and low-pressure cutting.
Generally, nitrogen is used to cut stainless steel, aluminum plate, brass, etc.; low-pressure nitrogen for perforation, high-pressure nitrogen for
Effect of auxiliary gas purity on the quality of cut products
(1) the effect of insufficient gas purity when cutting carbon steel with oxygen:
For thin carbon steel sheets (l~5mm), the purity is insufficient, and the gas flow rate must be increased during cutting.
For thick carbon steel sheets (6amm+), the requirement for gas purity is very strict, and if the purity is insufficient, the cutting quality will be very poor, or it cannot be cut.
(2) the effect of insufficient gas purity when cutting stainless steel, aluminum plate, brass, etc with nitrogen:
For stainless steel and brass, the cross-section quality is poor and the section is rough.
For the aluminum plate, the cross-section quality is poor, and the slag is difficult to handle.
Effect of auxiliary gas pressure on cutting quality
(1) The gas helps to dissipate heat and assist the combustion, and blows away the melted surface, so that the cut surface is better in quality.
(2) The effect on cutting when the gas pressure is insufficient:
The cut surface is fused or can not cut through
The cutting speed cannot be increased, which affects the efficiency.
(3) The influence on the cutting quality when the gas pressure is too high.
The cut surface is thicker and the slit is wider.
The cut portion is melted and a good cutting quality cannot be formed.
Effect of auxiliary gas on perforation
(1) When the gas pressure is too low, it is not easy to cut through and the time increases.
(2) When the gas pressure is too high, the hole is blasted, causing the penetration point to melt and form a large melting point.
Therefore, generally for carbon steel sheets, the pressure of the perforation of the thin plate is higher, and the pressure of the thick plate is lower.
When the thick plate is perforated, the gas pressure and the air ratio should be appropriately reduced when the hole is blasted, and the piercing time lengthened.
Factors affecting the assist gas:
Auxiliary gas purity
When the purity of the assist gas is low, the corresponding gas pressure must be increased, and vice versa.
Nozzle aperture
At a given pressure, the smaller the pore size, the smaller the flow rate; the larger the pore size, the greater the flow rate.
The size of the flow affects the cutting effect and the ability to remove the melt.
Nozzle height
The higher the nozzle is from the plate, the more dispersed the airflow; the lower the plate, the more concentrated the airflow.
The amount of flow affects the cutting effect and the ability to remove the melt.
Nozzle breakage
If the nozzle air outlet is damaged, the airflow flowing out will be uneven, which directly affects the cutting ability.
Ceramic ring and its sealing ring
Damage to the ceramic rings and seals can cause gas to leak, which in turn affects air pressure and flow.
Cutting speed
The speed is too fast, so the auxiliary gas can not effectively remove the melt, and then it will hang slag or can not cut through.
Laser power
If there is a loss in laser power, then more pressure is usually required to remove the melt.
Focus position
If the focus is not correct, the energy of the laser on the plate is uncertain.
It can be understood that if the energy is too much, the air pressure is required to be small; if the energy is low, the air pressure is required to be more.
Sheet quality
If the quality of the sheet is not good, it will directly affect the cutting;
If the surface of the sheet has rust, etc., which is not conducive to oxygen combustion and removal of the melt.
Effect of cutting speed on laser cutting quality
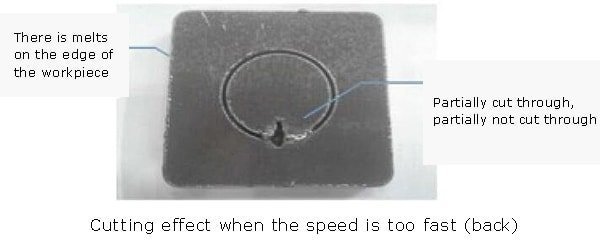
The effect of too fast cutting speed
(1) It may cause uncutting and reverse spray phenomenon, see the figure below.
(2) Some areas can be cut, but some areas cannot be cut off.
(3) The entire end face is thicker, but no melt is generated.
(4) The cut section is shown as a cross grain and the lower half is melted.
In general, the cutting speed is too fast, the gas pressure is low, and the power is low, and as a result, the cutting is insufficient.
The effect of the feed rate is too slow
(1) The over-melting condition is caused, and the cut end face is rough.
(2) The slit will also be widened and melted when the sharp corner is cut.
(3) Affecting cutting efficiency.
In general, the cutting speed is too slow, the air pressure is too high, and the power is too large, and as a result, the cutting over-melting phenomenon is caused.
Appropriate feed rate selection
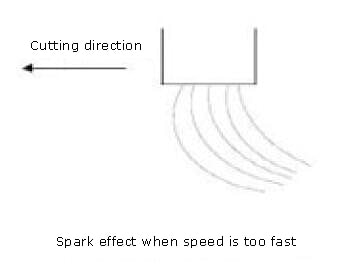
From the cutting spark, it can be determined whether the feed rate can be increased or decreased; when the correct cutting speed is set, the spark spreads from top to bottom.
If the spark is tilted, the feed rate is too fast, the auxiliary gas is not completely blown away the slag, and the cutting head has moved forward.
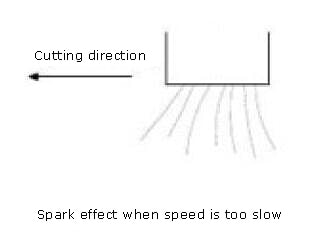
The sparks are non-diffusing and less, and when they are condensed together, the speed is too slow, and the auxiliary gas is excessively blown, so the workpiece section is easily rough.
Adjusting the appropriate feed rate, the cut surface shows a smoother line, and no melts in the lower part.
Effect of laser power (W) on laser cutting quality
The laser power (W) is too small to be cut.
The laser power (W) is set too large and the entire cut surface is melted.
The laser power (W) is insufficiently set, and the melt is generated after cutting.
The laser power (W) is set properly, the cut surface is good, and no melt is generated.
Factors affecting the laser power (W);
A) lens pollution
B) the focus position is incorrect
C) there are rust spots and oil spots on the surface of the board:
Effect of sheet type and sheet quality on laser cutting quality
Most ferrous and non-metallic metals can be cut with a laser.
Each material has its own unique response to the laser (wavelength 1.080u).
Whether any material is suitable for laser cutting depends on the material’s interaction with the laser wavelength and energy.
They get different cutting capabilities, cutting speed and quality.
In general, the elements that affect the laser cutting ability of material are:
Surface condition
Thermal diffusivity
Conductivity
The treatment of the surface of the material such as aluminum-zinc, plating, coating, rust, coloring, painting and protective coatings usually has a negative impact on laser cutting.
There are rust spots on the surface of the sheet (front side) and the rust spots are not cut through (backside)
For plates with embroidered spots and oil spots on the surface, they must be processed first and then cut.
If it cannot be completely cleaned, consider reducing the cutting speed, increasing the auxiliary air pressure, and increasing the power to prevent the sheet can not be cut through.
Laser cutting has the phenomenon of heat absorption and thermal diffusion, and the material temperature has a non-negligible influence on the quality of laser cutting.
In general, when the material temperature exceeds 90 °C, it will have an adverse effect on laser cutting (easy to blast and over-melt).
In order to reduce the adverse effect of temperature changes on cutting, the method of jump cutting can generally be used.
The so-called jump cutting is to cut a contour in a small area and jump to other areas to continue cutting, so that the processing material is not heated too high in a small area.
Effect of leads on laser cutting quality
The start and stop of the machine and the change of direction of movement will affect the stability of the cutting quality.
It is very necessary to add a lead cut in the actual cut.
The methods and the scope of application are shown in the following table:
Lead mode
Scope of application
Straight line right angle lead
0.5-3mm sheet
Straight line with arc lead
4-6mm
Straight tangent lead
8-16mm
The recommended length of the lead is as follows:
Sheet thickness (mm)
Round diameter (d, mm)
Lead length (a,mm)
1-6
d<10
Starting from the center of the circle
d>10
5
8-12
d<20
Starting from the center of the circle
d>20
10
15-20
d<30
Starting from the center of the circle
d>30
15
When cutting thick carbon steel (greater than or equal to 6mm), it is necessary to lengthen the lead to prevent the slag generated by the hole blasting from affecting the cutting.
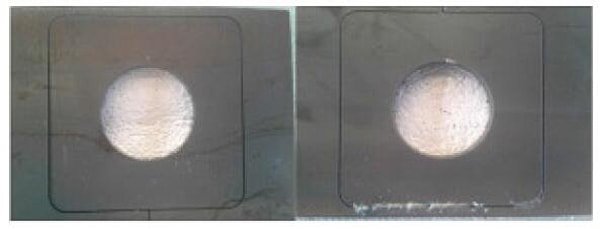
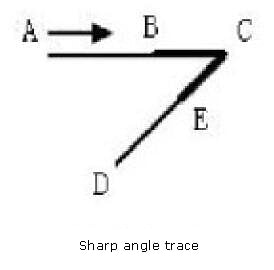
Sharp angle cutting process
Causes of acute angle burns
When the acute angle is cut, the machine axis moves through a process of deceleration and acceleration, and the speed changes, while the laser output power remains unchanged.
The laser energy concentrated at the corners is twice as large as the cutting line.
The corners will burn because of too much heat.
Sharp angle processing technique
In the laser cutting process, try to avoid sharp changes in speed and direction, because it will easily lead to local overheating of the workpiece, thus affecting the cutting quality.
Sharp angles generally have the following processing methods:
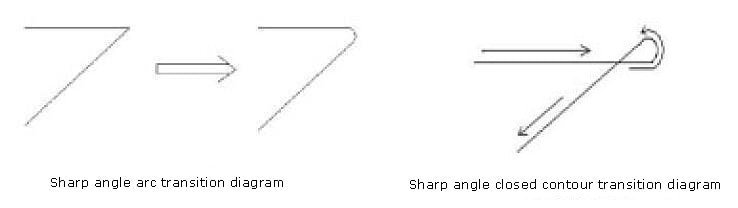
1) Transition with a circular arc
If there is no special requirement for the acute angle, it is generally possible to use the R1-2mm small arc to transition.
Changes in cutting speed and direction are effectively buffered.
As shown below:
2) Overcutting closed contour transition
As shown in the figure, this adds an overcut closed path at the corner as an additional procedure, so that the cutting speed and direction are not abruptly changed at the corners, so as to make the heat everywhere uniform, therefore to cut out the acute angle with clear sharp edges.
Now you already know the 9 factors that affect laser cutting quality, and the method to improve the laser cutting quality.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever noticed the frustrating ripples on laser-cut sheet metal? These imperfections can ruin precision and increase costs. This article explores the critical factors that lead to cutting ripples…
Ever wondered how lasers can slice through steel with pinpoint precision? In this article, we unravel the secrets behind laser cutting. From laser modes to nozzle adjustments, discover how each…
Ever wondered how to ensure top-notch quality in laser cutting? This article outlines nine essential standards for evaluating the precision and effectiveness of laser cuts. You'll learn to assess factors…
Why does your laser cutting machine sometimes fail to deliver precise cuts? The answer might lie in its optical path alignment. This guide walks you through the steps to adjust…
Imagine effortlessly slicing through thick metal sheets with the precision of a scalpel. This blog post unravels the essentials of sheet metal laser cutting, a revolutionary method that combines high…
Have you ever wondered what factors affect laser cutting quality? In this blog post, we'll dive into the intricacies of laser-material interaction and explore how beam characteristics, power, speed, and…
Have you ever struggled with choosing the right laser cutting nozzle for your project? Selecting the optimal nozzle is crucial for achieving clean, precise cuts and maximizing efficiency. In this…
Curious about the capabilities of laser cutting? In this comprehensive guide, we'll dive into the world of laser cutting speeds and thicknesses for various metals. Our expert mechanical engineer will…
Laser cutting revolutionized manufacturing, but did you know the air compressor plays a crucial role in its success? In this blog post, we'll dive into the intricacies of choosing the…