Unter CNC-BearbeitungDie Drehrichtung des Fräsers ist im Allgemeinen konstant, aber die Vorschubrichtung ändert sich.
Es gibt also zwei gängige Phänomene beim Fräsen: Gleichlauffräsen und konventionelles Fräsen.
Die Schneide des Fräsers ist bei jedem Schnitt einer Stoßbelastung ausgesetzt.
Um erfolgreich zu fräsen, ist es wichtig, den richtigen Kontakt zwischen der Schneide und dem Material in einem einzelnen Schnitt sowie der Schneide beim Ausschneiden zu berücksichtigen.
Während des Fräsprozesses wird das Werkstück in gleicher oder entgegengesetzter Richtung wie die Fräserrotation zugeführt, was sich auf die Art und Weise auswirkt, wie ein- und ausgefräst wird und ob im Gleichlauf oder konventionell gefräst wird.
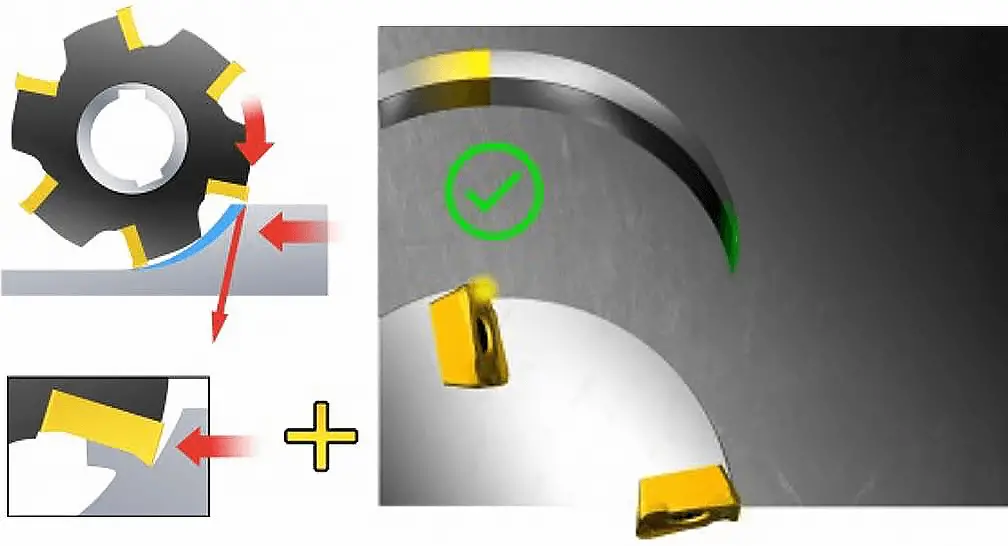
01 Die goldene Regel des Fräsens - Von dick nach dünn
Ausschlaggebend für die Spanbildung ist die Position des Fräsers, daher muss versucht werden, beim Einschneiden dicke Späne und beim Ausschneiden dünne Späne zu erzeugen, um einen stabilen Fräsprozess zu gewährleisten.
Die goldene Regel des Fräsens, "von dick nach dünn", muss beachtet werden, um die kleinstmögliche Spandicke zu gewährleisten, wenn die Schneide aus dem Fräser kommt.
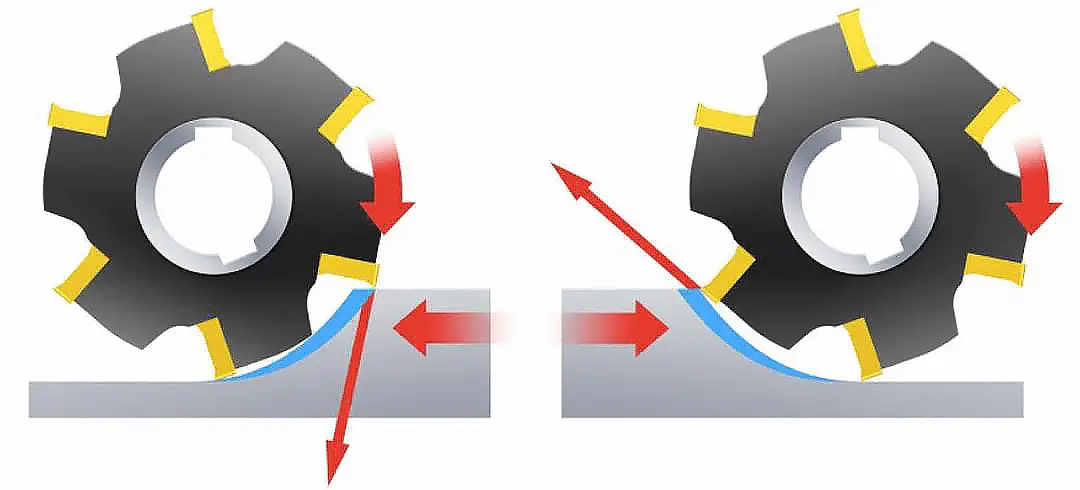
02 Steigfräsen
Beim Gleichlauffräsen wird die Schneidewerkzeug in Drehrichtung zugeführt wird.
Solange es die Maschine, die Vorrichtung und das Werkstück zulassen, ist das Gleichlauffräsen immer die bevorzugte Methode.
Beim Gleichlauffräsen nimmt die Spandicke vom Beginn des Schnitts an ab und erreicht schließlich am Ende des Schnitts den Wert Null.
Dadurch wird verhindert, dass die Schneide vor dem Schneiden an der Oberfläche des Werkstücks kratzt und reibt.
Eine hohe Spandicke ist vorteilhaft, weil die Schnittkraft das Werkstück in den Fräser zieht und die Schneide im Schnitt hält.
Da der Fräser jedoch leicht in das Werkstück hineingezogen wird, muss die Werkzeugmaschine das Tischvorschubspiel durch Beseitigung des Spiels ausgleichen.
Wenn der Fräser in das Werkstück hineingezogen wird, erhöht sich der Vorschub unerwartet, was zu übermäßiger Spandicke und gerissenen Schneiden führen kann.
In diesen Fällen wird das konventionelle Fräsen in Betracht gezogen.
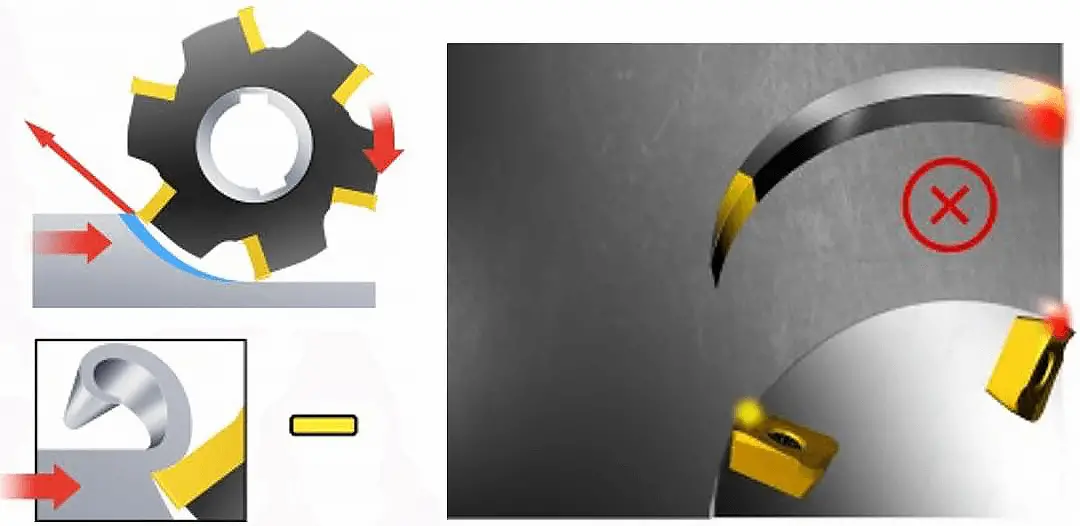
03 Konventionelles Fräsen
Beim konventionellen Fräsen wird das Schneidwerkzeug entgegen der Drehrichtung zugeführt.
Die Spandicke nimmt von Null bis zum Ende des Schnittes allmählich zu.
Die Schneide muss hineingedrückt werden, was aufgrund der Reibung, der hohen Temperaturen und des ständigen Kontakts mit der gehärteten Oberfläche durch die vordere Schneide zu einem Reibungs- oder Poliereffekt führt.
All diese Faktoren verkürzen die Lebensdauer der Werkzeuge.
Die dickeren Späne und die höheren Temperaturen, die durch das Herausschneiden der Schneide entstehen, führen zu hohen Zugspannungen, die die Standzeit des Werkzeugs verkürzen und oft zu einer schnellen Beschädigung der Schneide führen.
Es kann auch dazu führen, dass Späne an der Schneide haften bleiben oder verschweißt werden, die dann bis zum Beginn des nächsten Schnitts mitgerissen werden, oder dass die Schneide sofort zusammenbricht.
Die Schneidkraft drückt das Werkzeug und das Werkstück voneinander weg, während die Radialkraft das Werkstück vom Tisch abhebt.
Wenn sich die Bearbeitungszugabe erheblich ändert, kann das konventionelle Fräsen vorteilhafter sein.
Auch bei der Bearbeitung von Hochtemperaturlegierungen mit keramischen Wendeschneidplatten empfiehlt sich das konventionelle Fräsen, da Keramik empfindlich auf den Einschlag des Schnitts in das Werkstück reagiert.
04 Werkstück Fixtur
Die Vorschubrichtung des Werkzeugs stellt unterschiedliche Anforderungen an die Werkstückaufnahme.
Beim konventionellen Fräsen sollte er den abhebenden Kräften standhalten können.
Beim konventionellen Fräsen sollte er einer nach unten gerichteten Kraft widerstehen können.
05 Vergleichstabelle von Steigfräsenvs.Konventionelles Fräsen
Artikel
CGliedmaßenfräsen
Conventionelles Fräsen
Schnittstärke
von groß bis klein
von klein bis groß
Schlupf
keine
ja
Werkzeugverschleiß
langsam
schnell
Das Phänomen der Kaltverfestigung auf der Werkstückoberfläche
keine
ja
Auswirkungen auf Werkstücke
komprimieren
erhöhen
Beseitigung des Spiels zwischen Schraube und Mutter
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Grundlegende Konzepte des computergestützten Entwurfs und der computergestützten Fertigung Der computergestützte Entwurf und die computergestützte Fertigung (CAD/CAM) sind ein umfassendes und technisch komplexes Fachgebiet der Systemtechnik, das verschiedene Bereiche wie die [...]
Konzept der virtuellen Fertigung Die virtuelle Fertigung (VM) ist die grundlegende Umsetzung des tatsächlichen Fertigungsprozesses auf einem Computer. Sie nutzt die Technologien der Computersimulation und der virtuellen Realität, unterstützt durch [...]
Ein flexibles Fertigungssystem (FFS) beruht in der Regel auf den Prinzipien der Systemtechnik und der Gruppentechnologie. Es verbindet CNC-gesteuerte Werkzeugmaschinen (Bearbeitungszentren), Koordinatenmessmaschinen, Materialtransportsysteme, [...]
So wie die Fertigungstechnologie heute in verschiedenen Bereichen eine entscheidende Rolle spielt, nimmt die Nanofabrikationstechnologie eine Schlüsselposition in der Nanotechnologie ein. Die Nanofabrikationstechnologie umfasst zahlreiche Methoden, darunter mechanische [...]
Unter Ultrapräzisionsbearbeitung versteht man Präzisionsfertigungsverfahren, die ein extrem hohes Maß an Genauigkeit und Oberflächenqualität erreichen. Die Definition ist relativ und ändert sich mit den technologischen Fortschritten. Derzeit kann diese Technik [...]
Gegenwärtig kann die spanabhebende Bearbeitung in zwei Gruppen eingeteilt werden, die sich auf die Produktionscharge beziehen: Von diesen beiden Kategorien entfallen auf die erste etwa 70-80% des gesamten Produktionswerts der Zerspanung [...]
In diesem Artikel werden hauptsächlich mehrere ausgereifte spezielle Bearbeitungsmethoden vorgestellt. I. Funkenerosion (EDM) Die Funkenerosion ist ein Verfahren zur Bearbeitung leitfähiger Werkstoffe unter Ausnutzung des Phänomens der elektrischen Korrosion während [...]
Was ist CNC-Bearbeitung? Numerische Steuerung (NC) bezeichnet die Methode zur Steuerung der Bewegung und der Bearbeitungsvorgänge von Werkzeugmaschinen mit Hilfe digitalisierter Informationen. Numerisch gesteuerte Werkzeugmaschinen, oft abgekürzt als [...]
Die spanabhebende Bearbeitung ist nach wie vor die wichtigste Methode der mechanischen Bearbeitung und spielt eine wichtige Rolle in der mechanischen Fertigung. Mit den Fortschritten in der Fertigungstechnik hat die spanende Bearbeitung erhebliche Fortschritte in Richtung [...]
1. Was sind Schweißspannungen Schweißspannungen sind die Spannungen, die während des Schweißprozesses in geschweißten Bauteilen entstehen. Diese Spannung wird durch den thermischen Prozess des Schweißens verursacht und [...]
Als fortschrittliche Werkstoffe werden Materialien bezeichnet, die in jüngster Zeit erforscht wurden oder sich in der Entwicklung befinden und über außergewöhnliche Leistungen und besondere Funktionen verfügen. Diese Materialien sind für den Fortschritt in Wissenschaft und Technik von größter Bedeutung, [...]
Die Wulstumformung eignet sich für verschiedene Arten von Rohlingen, z. B. für tiefgezogene Tassen, geschnittene Rohre und gewalzte konische Schweißteile. Klassifizierung nach dem Medium der Wulstumformung Wulstumformverfahren lassen sich in folgende Kategorien einteilen [...]