Haben Sie sich schon einmal Gedanken über die faszinierende Welt des Gießens gemacht? Dieses uralte und sich ständig weiterentwickelnde Herstellungsverfahren prägt unser tägliches Leben auf unzählige Arten. In diesem Blogbeitrag befassen wir uns mit den verschiedenen Gießtechniken, mit denen komplexe Metallteile mit Präzision und Effizienz hergestellt werden. Vom traditionellen Sandguss bis zum fortschrittlichen Druckguss bietet jedes Verfahren einzigartige Vorteile für unterschiedliche Anwendungen. Erforschen Sie mit uns die Feinheiten dieses wichtigen Fertigungsverfahrens und entdecken Sie, wie es die Innovation in verschiedenen Branchen vorantreibt.
Gießen ist ein grundlegendes Herstellungsverfahren, bei dem ein flüssiges Material in eine Form mit einem Hohlraum in der gewünschten Form gegossen wird und dann erstarrt. Das erstarrte Teil wird als Gussteil bezeichnet, das zum Abschluss des Prozesses aus der Form ausgestoßen oder herausgebrochen wird.
Es gibt verschiedene Arten von Gießverfahren, die jeweils ihre eigenen Merkmale, Vor- und Nachteile haben. Diese können grob in zwei Hauptgruppen eingeteilt werden: Sandformguss und Spezialguss.
1. Sandformgießen
Der Sandformguss ist eines der gängigsten und vielseitigsten Gießverfahren. Dabei wird eine Form aus Sand hergestellt und geschmolzenes Metall in den Hohlraum gegossen. Es gibt drei Hauptarten des Sandformgusses:
1.1 Nasses Sandgießen
Definition: Der Sand wird mit Wasser und Ton vermischt, um die Form zu formen.
Merkmale: Die Form ist feucht, wenn das Metall gegossen wird.
Vorteile: Kostengünstig, geeignet für große Gussstücke und wiederverwendbarer Sand.
Benachteiligungen: Eingeschränkte Präzision und Oberflächengüte, Gefahr von feuchtigkeitsbedingten Mängeln.
1.2 Trockenes Sandgießen
Definition: Es wird Sand verwendet, der vor dem Gießen des geschmolzenen Metalls getrocknet wird.
Merkmale: Die Form wird gebacken, um die Feuchtigkeit zu entfernen.
Vorteile: Bessere Maßhaltigkeit und Oberflächengüte als beim Nasssandguss.
Benachteiligungen: Höhere Kosten aufgrund des Trocknungsprozesses, längere Produktionszeit.
1.3 Chemisch härtendes Sandgießen
Definition: Die Form wird mit chemisch gebundenem Sand hergestellt.
Merkmale: Der Sand wird mit chemischen Bindemitteln gemischt, die die Form härten.
Vorteile: Hochfeste Formen, hervorragende Maßhaltigkeit und Oberflächengüte.
Benachteiligungen: Teurer als traditioneller Sandguss, komplexe Handhabung von Chemikalien.
2. Spezial-Guss
Spezielle Gießverfahren verwenden unterschiedliche Materialien und Techniken zur Herstellung von Formen und Gussteilen. Diese lassen sich je nach Modelliermaterial in zwei Hauptkategorien einteilen:
2.1 Natürlicher Mineralguss auf Sandbasis
Feinguss: Ein mit feuerfestem Material beschichtetes Wachsmodell wird zur Herstellung einer Form verwendet. Hohe Präzision und hervorragende Oberflächengüte, aber teuer und zeitaufwändig.
Tonguss: Verwendet Ton als primäres Formmaterial. Geeignet für künstlerische und dekorative Gegenstände, aber nur für die Produktion kleiner Mengen.
Muschelgießen: Bei dieser Methode wird eine dünne Schale aus Sand und Harz um ein Muster herum erzeugt. Bietet eine gute Oberflächengüte und Maßgenauigkeit, ist aber auf kleinere Teile beschränkt.
Negativdruck-Gießen: Mit Hilfe eines Vakuums wird geschmolzenes Metall in die Form gezogen. Ermöglicht hervorragende Details und reduziert die Porosität, erfordert jedoch eine spezielle Ausrüstung.
Vollform-Guss: Verwendet ein Schaummuster, das verdampft, wenn geschmolzenes Metall gegossen wird. Einfach und kostengünstig, kann aber zu gasbedingten Defekten führen.
Keramischer Formguss: Verwendet keramische Materialien zur Herstellung der Form. Geeignet für Hochtemperaturlegierungen und bietet eine hervorragende Oberflächengüte, ist aber teuer.
2.2 Gießen auf Metallbasis
Metallformguss: Verwendung von Metallformen, auch Matrizen genannt, zur Herstellung von Gussteilen. Hohe Präzision und Oberflächengüte, aber aufgrund der Kosten für die Gussform nur für die Großserienproduktion geeignet.
Druckguss (Die Casting): Geschmolzenes Metall wird unter hohem Druck in eine Form gepresst. Hervorragende Maßgenauigkeit und Oberflächengüte, jedoch nur für Nichteisenmetalle geeignet.
Strangguss: Das geschmolzene Metall wird kontinuierlich in eine Form gegossen und erstarrt. Geeignet für die Herstellung langer Materialstücke, aber auf bestimmte Formen beschränkt.
Niederdruckgießen: Füllt die Form mit niedrigem Druck mit geschmolzenem Metall. Verringert die Turbulenzen und verbessert die Qualität, erfordert jedoch eine spezielle Ausrüstung.
Schleudergießen: Nutzt die Zentrifugalkraft, um das geschmolzene Metall in der Form zu verteilen. Ideal für zylindrische Teile und bietet eine hohe Materialdichte, ist jedoch auf bestimmte Geometrien beschränkt.
Das Verständnis der verschiedenen Gießverfahren ist entscheidend für die Auswahl des geeigneten Verfahrens für eine bestimmte Anwendung. Jedes Verfahren hat seine eigenen Merkmale, Vor- und Nachteile und eignet sich daher für unterschiedliche Produkttypen und Produktionsgrößen. Wenn Sie sich mit diesen Verfahren eingehend befassen, können Sie fundierte Entscheidungen zur Optimierung der Fertigungseffizienz und Produktqualität treffen.
Verschiedene Arten von Guss erklärt
1. Sandguss
Was ist Sandguss?
Sandguss ist ein vielseitiges und weit verbreitetes Verfahren zur Herstellung von Metallgussstücken, bei dem eine Form aus einem Sandgemisch hergestellt wird. Mit diesem Verfahren lassen sich Gussteile aus einer Vielzahl von Metallen herstellen, darunter Stahl, Eisen und die meisten Nichteisenlegierungen. Besonders geschätzt wird es für seine Fähigkeit, komplexe Formen und komplizierte innere Hohlräume zu schaffen.
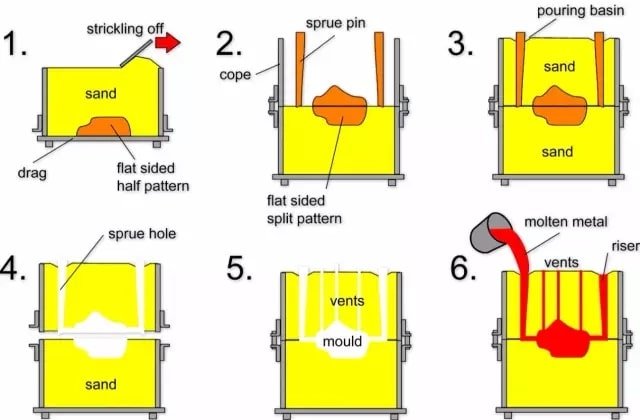
Technologischer Prozess
Der Sandgussprozess umfasst mehrere wichtige Schritte:
Mustererstellung: Ein Muster, in der Regel aus Holz, Metall oder Kunststoff, wird in der Form des gewünschten Teils erstellt.
Formenbau: Das Modell wird in einen Behälter gelegt und mit Sand gefüllt, um eine Form zu bilden. Der Sand wird mit einem Bindemittel gemischt, damit er seine Form behält.
Kernherstellung: Wenn der Guss innere Hohlräume erfordert, werden Kerne aus Sand in die Form eingesetzt.
Montage der Form: Die Formhälften werden zusammengesetzt, und die erforderlichen Kerne werden im Inneren positioniert.
Gießen: Das geschmolzene Metall wird durch ein Anschnittsystem in den Formhohlraum gegossen.
Kühlung: Das Metall wird abgekühlt und erstarrt in der Form.
Shakeout: Die Sandform wird auseinandergebrochen und das Gussteil entfernt.
Reinigung: Das Gussteil wird gereinigt, um Sand, Zunder und überschüssiges Metall zu entfernen.
Inspektion: Das Gussteil wird auf Fehler und Maßhaltigkeit geprüft.
Sandgussverfahren
Technische Merkmale
Sandguss bietet mehrere bemerkenswerte Eigenschaften:
Komplexe Formen: Es eignet sich gut für die Herstellung von Teilen mit komplexen Geometrien und komplizierten inneren Hohlräumen.
Anpassungsfähigkeit: Sandguss kann für eine breite Palette von Metallen und Legierungen verwendet werden, was ihn sehr anpassungsfähig macht.
Kostengünstig: Das Verfahren ist relativ kostengünstig, vor allem bei kleinen Produktionsserien oder kundenspezifischen Teilen.
Flexibles Material: Es ist das einzige brauchbare Verfahren zur Herstellung von Teilen oder Rohlingen aus Werkstoffen mit geringer Plastizität, wie z. B. Gusseisen.
Anwendungen
Sandguss ist aufgrund seiner Vielseitigkeit und Kosteneffizienz in verschiedenen Branchen weit verbreitet. Zu den gängigen Anwendungen gehören:
Autoindustrie: Motorblöcke, Zylinderköpfe und Kurbelwellen.
Luft- und Raumfahrtindustrie: Strukturelle Komponenten und Gehäuse.
Maschinenpark: Getriebe, Pumpengehäuse und Ventilgehäuse.
Bauwesen: Architektonische Komponenten und Beschläge.
Zusammenfassend lässt sich sagen, dass Sandguss ein äußerst anpassungsfähiges und kosteneffizientes Verfahren zur Herstellung von Metallgussstücken mit komplexen Formen und komplizierten Details ist. Seine Fähigkeit, mit einer Vielzahl von Materialien zu arbeiten, macht es zu einem wesentlichen Verfahren in vielen industriellen Anwendungen.
2. Feinguss
Was ist Feinguss?
Feinguss, auch bekannt als Wachsausschmelzverfahren, ist ein Präzisionsgussverfahren, bei dem ein Modell aus einem schmelzbaren Material, in der Regel Wachs, hergestellt wird. Dieses Modell wird dann mit mehreren Schichten aus feuerfesten Materialien ummantelt, um eine Form zu bilden. Sobald die Form hergestellt ist, wird das Modell ausgeschmolzen, so dass ein Hohlraum ohne Trennflächen entsteht. Die Form wird dann bei hohen Temperaturen gebrannt, um Wachsreste zu entfernen und die Form zu verfestigen. Schließlich wird geschmolzenes Metall in den Hohlraum gegossen, um das endgültige Gussteil herzustellen.
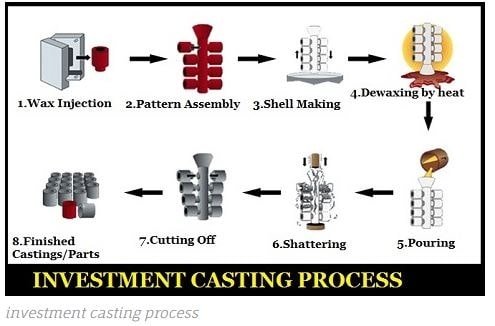
Technologischer Prozess
Der Feingussprozess umfasst mehrere wichtige Schritte:
Mustererstellung: Es wird ein Wachsmodell angefertigt, das eine exakte Nachbildung des Endprodukts ist.
Montage: Die Wachsmodelle werden an einem zentralen Wachsanguss befestigt und bilden so eine baumartige Einheit.
Rohbau: Die Baugruppe wird wiederholt in einen keramischen Schlamm getaucht und mit feinem Sand beschichtet, um eine dicke, harte Schale zu bilden.
Entparaffinierung: Die Keramikschale wird erhitzt, um das Wachs zu schmelzen und abfließen zu lassen, so dass eine hohle Form zurückbleibt.
Vorwärmen: Die Form wird weiter erhitzt, um eventuelle Wachsreste zu entfernen und sie für das Gießen von Metall vorzubereiten.
Gießen: Das geschmolzene Metall wird in die vorgewärmte Form gegossen.
Kühlung: Die Form lässt man abkühlen und erstarren.
Entfernung der Schale: Die Keramikschale wird abgebrochen, um das gegossene Metallteil freizulegen.
Fertigstellung: Das Gussteil wird vom Anguss abgetrennt und die notwendigen Nachbearbeitungen, wie Schleifen oder Bearbeiten, werden durchgeführt.
Feingussverfahren
Vorteile
Hohe Maßgenauigkeit und geometrische Präzision: Im Feinguss werden Teile mit engen Toleranzen und komplizierten Details hergestellt.
Ausgezeichnete Oberflächengüte: Das Verfahren führt zu Teilen mit einer hohen Oberflächenrauheit, wodurch sich die Notwendigkeit einer zusätzlichen Nachbearbeitung verringert.
Komplexe Formen: Es können komplexe Geometrien gegossen werden, die mit anderen Gießverfahren nur schwer oder gar nicht zu erreichen wären.
Material Vielseitigkeit: Eine breite Palette von Legierungen kann gegossen werden, auch solche, die schwer zu bearbeiten sind.
Benachteiligungen
Komplizierte Verfahren: Der Prozess umfasst mehrere Schritte und erfordert eine sorgfältige Kontrolle in jeder Phase.
Hohe Kosten: Aufgrund der Komplexität und des hohen Arbeitsaufwands des Verfahrens kann Feinguss teurer sein als andere Gussverfahren.
Anwendungen
Feinguss eignet sich besonders für die Herstellung kleiner Teile mit komplexen Formen und hohen Präzisionsanforderungen. Es wird häufig in Branchen wie der Luft- und Raumfahrt, der Automobilindustrie und der Medizintechnik eingesetzt. Zu den üblichen Anwendungen gehören:
Schaufeln für Turbinenmotoren: Diese Teile erfordern hohe Präzision und komplexe Geometrien.
Medizinische Implantate: Im Feingussverfahren können komplizierte und biokompatible Bauteile hergestellt werden.
Schmuck: Das Verfahren ist ideal für die Erstellung detaillierter und filigraner Designs.
Automobilkomponenten: Hochpräzise Teile wie Zahnräder und Motorkomponenten werden häufig im Feingussverfahren hergestellt.
Feinguss ist nach wie vor ein wichtiges Verfahren in der modernen Fertigung, das hochwertige, präzise Komponenten für eine Vielzahl von Anwendungen liefert.
3. Gießen in Tonform
Der Tonformguss ist ein traditionelles Gießverfahren, bei dem Ton als Ausgangsmaterial für die Herstellung von Formen für verschiedene Gussteile verwendet wird. Dieses Verfahren ist von historischer Bedeutung und wird seit Jahrhunderten angewandt, insbesondere in China, wo es als eine der frühesten bekannten Gusstechnologien gilt.
Materialien und Verfahren
Damit die Tonform eine starke Kohäsionskraft hat, wird der Ton mit Wasser und verschiedenen organischen und anorganischen Materialien gemischt. Zu diesen Materialien gehören:
Reisspelze und Reisgras: Diese landwirtschaftlichen Nebenprodukte tragen dazu bei, den Ton zu binden und seine strukturelle Integrität zu verbessern.
Pferdemist: Organisches Material wie Pferdemist trägt dazu bei, eine poröse Struktur in der Form zu schaffen.
Spreu Asche: Dieses Material trägt zur Härte und Haltbarkeit der Form bei.
Nach dem Mischen wird der Ton an der Luft oder in der Sonne getrocknet. Diese Trocknungsphase ist entscheidend, da sie die Form verfestigt und sie hart und haltbar macht. Die so entstandene Tonform weist Luftaustrittsporen auf, die für die Entlüftung von Gasen während des Gießens wichtig sind.
Merkmale der Form
Oberflächenbeschaffenheit: Die Oberfläche der Tonform ist fein und gleichmäßig, was zu einer glatten Oberfläche des Gussprodukts beiträgt.
Interne Textur: Die mittlere Textur der Form ist gröber und sorgt für die notwendige Festigkeit und Steifigkeit.
Zusätzliche Materialien: Um die Eigenschaften der Form zu verbessern, können Materialien wie Sand, Tankschlacke und Ziegelbruch hinzugefügt werden. Diese Zusätze tragen dazu bei, die thermische Beständigkeit und die allgemeine Haltbarkeit der Form zu verbessern.
Wiederverwendbarkeit
Einer der bemerkenswerten Vorteile des Tonformgusses ist die Wiederverwendbarkeit der Form. Die Tonform kann mehrfach verwendet werden, was sie als semi-permanente Form klassifiziert. Diese Eigenschaft macht sie zu einer wirtschaftlichen und effizienten Wahl für Gussverfahren.
Historische Bedeutung
Das Gießen in Tonformen nimmt in der Geschichte des verarbeitenden Gewerbes, insbesondere in China, einen herausragenden Platz ein. Er steht für den Einfallsreichtum und die Findigkeit der frühen Metallurgen, die diese Methode zur Herstellung einer Vielzahl von Metallgegenständen entwickelten.
Anwendungen
Obwohl sich die modernen Gießtechniken weiterentwickelt haben, wird das Gießen in Tonformen wegen seiner Einfachheit und Effektivität bei bestimmten Anwendungen immer noch geschätzt. Er ist besonders nützlich für die Produktion in kleinen Mengen und in Bereichen, in denen traditionelle Methoden bevorzugt werden.
Das Gießen in Tonformen ist ein Zeugnis für das dauerhafte Erbe traditioneller Herstellungsverfahren. Durch die Verwendung leicht verfügbarer Materialien und einfacher Verfahren ist er seit Jahrhunderten eine zuverlässige Methode zur Herstellung von Gussstücken. Seine historische Bedeutung und seine praktischen Vorteile machen es auch heute noch zu einem wertvollen Gießverfahren in bestimmten Bereichen.
4. Schalenform-Guss
Shell Mold Casting ist ein Präzisionsgießverfahren, bei dem mit dünnwandigen Formen hochwertige Gussteile hergestellt werden. Dieses Verfahren wurde 1943 von Johannes Croning erfunden und 1944 erstmals in Deutschland eingesetzt. Seit seiner Einführung wurde das Verfahren aufgrund seiner Effizienz und seiner Fähigkeit, komplizierte und genaue Gussteile herzustellen, von verschiedenen Industriezweigen auf der ganzen Welt übernommen.
Prozess-Übersicht
Das Shell Mold Casting-Verfahren umfasst mehrere wichtige Schritte:
Vorbereitung des Musters: Ein Metallmodell, in der Regel aus Eisen oder Stahl, wird auf eine Temperatur zwischen 180 und 280 °C erhitzt.
Verwendung von Formsand: Hitzegehärteter Formsand, in der Regel mit Phenolharz beschichteter Sand, wird auf das erhitzte Modell aufgetragen. Dadurch entsteht eine dünne Schalenform mit einer Dicke von typischerweise 6-12 mm.
Aushärtung des Schimmels: Die Form wird weiter erhitzt, um den harzumhüllten Sand zu verfestigen und der Schale die notwendige Festigkeit und Steifigkeit zu verleihen.
Montage von Formschalen: Die obere und untere Formschale werden mit Harz zusammengeklemmt oder geklebt, so dass eine vollständige Form entsteht, ohne dass ein herkömmlicher Sandkasten erforderlich ist.
Kernherstellung: Kerne können bei Bedarf auch nach demselben Verfahren hergestellt werden. Das Blasverfahren wird üblicherweise zur Herstellung dünner Schalenkerne verwendet.
Vorteile von Shell Mold Casting
Präzision und Genauigkeit: Das Verfahren ermöglicht die Herstellung von Gussteilen mit feinen Details und engen Toleranzen.
Oberfläche: Gussteile, die mit Muschelformen hergestellt werden, haben in der Regel eine bessere Oberflächenqualität als solche, die mit traditionellen Sandgussverfahren hergestellt werden.
Wirkungsgrad: Die dünnwandigen Formen benötigen weniger Material und Energie, wodurch das Verfahren effizienter und kostengünstiger wird.
Vielseitigkeit: Shell Mold Casting kann für eine breite Palette von Metallen verwendet werden, einschließlich Eisen- und Nichteisenlegierungen.
Anwendungen
Shell Mold Casting wird in vielen Industriezweigen eingesetzt, in denen Präzision und hochwertige Oberflächengüte entscheidend sind. Zu den üblichen Anwendungen gehören:
Autoindustrie: Motorkomponenten, Getriebeteile und andere wichtige Kfz-Teile.
Luft- und Raumfahrtindustrie: Präzisionsbauteile, die eine hohe Festigkeit und Zuverlässigkeit erfordern.
Werkzeugmaschinenindustrie: Komplexe und detaillierte Teile für verschiedene Maschinen.
Shell Mold Casting ist ein hocheffizientes und präzises Gießverfahren, das in verschiedenen Industriezweigen zur Verbesserung der Fertigungsmöglichkeiten beigetragen hat. Seine Fähigkeit, qualitativ hochwertige, detaillierte Gussteile mit ausgezeichneter Oberflächengüte herzustellen, macht es zu einer bevorzugten Wahl für viele Anwendungen.
5. Keramischer Formguss
Ceramic Mold Casting ist ein hochentwickeltes Gießverfahren, bei dem eine keramische Aufschlämmung zur Herstellung hochwertiger Gussteile verwendet wird. Diese Technik wird besonders wegen ihrer Fähigkeit geschätzt, präzise und komplexe Formen mit ausgezeichneten Oberflächengüten herzustellen. Lassen Sie uns die Besonderheiten dieses Gießverfahrens näher betrachten.
Zusammensetzung der keramischen Aufschlämmung
Der bei diesem Gießverfahren verwendete Keramikschlamm besteht aus:
Ethylsilikat-Hydrolysat: Wirkt als Bindemittel.
Feine feuerfeste Sande: Dazu gehören Materialien wie geschmolzener Quarz, Zirkon und Korund. Diese Sande werden wegen ihrer reinen Textur und ihrer hohen thermischen Stabilität ausgewählt, die für die Aufrechterhaltung der Integrität der Form bei hohen Temperaturen entscheidend sind.
Katalysatoren für die Gelierung
Um den Gelierprozess des keramischen Schlickers zu beschleunigen, werden häufig Katalysatoren wie Kalziumhydroxid oder Magnesiumoxid zugesetzt. Diese Katalysatoren tragen dazu bei, dass der Schlicker schnell aushärtet, so dass die Form in kürzerer Zeit für die nachfolgenden Schritte bereit ist.
Prozess-Übersicht
Aufgrund der Ähnlichkeiten in der Zusammensetzung und im Aussehen zwischen den verwendeten feuerfesten Materialien und der traditionellen Keramik wird dieses Verfahren oft als "Keramikguss" bezeichnet. Keramikformguss ist eine fortschrittliche Technologie, die sich aus dem traditionellen Sandformguss entwickelt hat und eine verbesserte Präzision und Oberflächenqualität bietet.
Arten von keramischen Gussformen
Es gibt zwei Hauptmethoden für den keramischen Formguss:
1. Formherstellung mit einem Sandkasten
Anmeldung: Der keramische Schlicker wird auf ein Formbrett aufgetragen.
Beschichtung: Der Sandkasten wird mit dem Schlamm beschichtet.
Gießen: Der eingestellte Schlamm wird in den Sandkasten geschüttet.
Kleben und Aushärten: Die Form wird geklebt und gehärtet.
Backen: Die Form wird dann bei hohen Temperaturen gebrannt, um die endgültige Gussform zu bilden.
Diese Methode eignet sich besonders für die Herstellung detaillierter und komplizierter Gussstücke.
2. Formherstellung mit einer Buchse
Füllen von Lücken: Der keramische Schlicker wird in den Spalt zwischen der Buchse und dem Modell gegossen.
Material der Buchse: Die Buchse kann entweder aus Sand oder aus Metall hergestellt werden.
Wirkungsgrad: Diese Methode ist effizient, da sie eine erhebliche Menge an Keramikschlamm einspart.
Diese Technik ist aufgrund ihrer Materialeffizienz und Kosteneffizienz in der Produktion weit verbreitet.
Vorteile des keramischen Formgusses
Präzision: Ermöglicht die Erstellung von komplexen und detaillierten Formen.
Oberfläche: Erzeugt Gussteile mit hervorragender Oberflächengüte.
Thermische Stabilität: Die hohe thermische Stabilität der feuerfesten Materialien gewährleistet die Integrität der Form bei hohen Temperaturen.
Materialeffizienz: Durch die Verwendung von Buchsen kann die erforderliche Menge an Keramikschlamm erheblich reduziert werden.
Das keramische Formgießen stellt einen bedeutenden Fortschritt in der Gießtechnologie dar und bietet zahlreiche Vorteile gegenüber herkömmlichen Verfahren. Seine Fähigkeit, hochpräzise und qualitativ hochwertige Gussteile herzustellen, macht es zu einem unschätzbaren Verfahren für verschiedene industrielle Anwendungen. Wenn die Hersteller die Zusammensetzung, die Katalysatoren und die Methoden verstehen, können sie diese Technologie effektiv nutzen, um hervorragende Gussergebnisse zu erzielen.
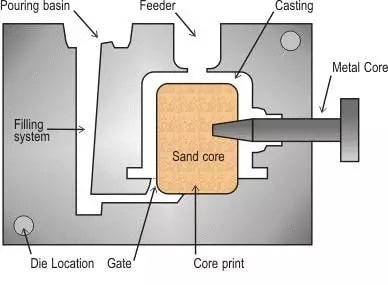
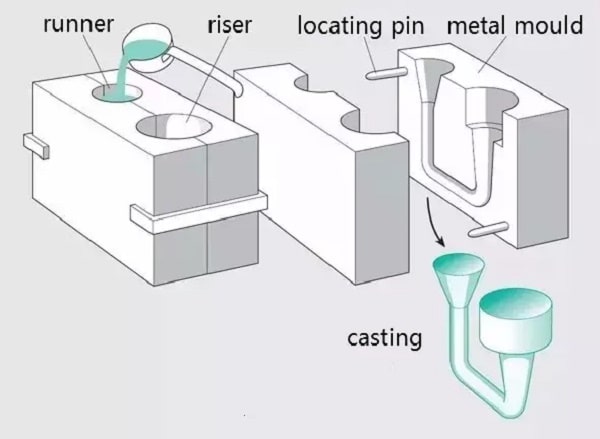
6. Metallformguss
Metal Mold Casting, auch bekannt als Hard Mold Casting, ist ein hocheffizientes Verfahren, bei dem flüssiges Metall in eine Metallform gegossen wird, um Gussteile herzustellen. Die Form, die in der Regel aus Stahl oder Gusseisen besteht, kann mehrfach wiederverwendet werden, oft Hunderte bis Tausende von Zyklen, was sie zu einer kostengünstigen Methode für die Massenproduktion macht.
Vorteile des Metallformgusses
Wiederverwendbarkeit: Die Metallformen sind langlebig und können wiederholt verwendet werden, wodurch die Kosten pro Gussstück im Laufe der Zeit sinken.
Präzision: Metallformen bieten eine hohe Maßgenauigkeit und eine hervorragende Oberflächengüte, wodurch sich der Bedarf an zusätzlicher Bearbeitung verringert.
Produktionsgeschwindigkeit: Das Verfahren ermöglicht schnelle Produktionszyklen, was für die Großserienfertigung von Vorteil ist.
Beschränkungen des Metallformgusses
Trotz seiner Vorteile hat der Metallformguss gewisse Einschränkungen:
Materielle Beschränkungen: Während Nichteisenmetalle wie Aluminium, Magnesium und Zink häufig verwendet werden, können Eisenmetalle wie Gusseisen und Stahl aufgrund ihres höheren Schmelzpunkts und des damit verbundenen Verschleißes der Formen eine größere Herausforderung darstellen.
Komplexität der Formen: Das Verfahren ist am besten für einfachere Formen geeignet. Komplexe Geometrien erfordern unter Umständen kompliziertere Formen, deren Herstellung kostspielig und zeitaufwändig sein kann.
Gewichtsbeschränkungen: Das Gewicht der Gussteile ist im Allgemeinen begrenzt. Schwerere Gussteile können zu einem übermäßigen Verschleiß der Formen führen und erfordern möglicherweise besondere Handhabungs- und Kühltechniken.
Wanddicke: Es gibt Grenzen für die erreichbare Mindestwandstärke. Dünnere Wände lassen sich nur schwer gleichmäßig gießen, was zu möglichen Fehlern und strukturellen Schwächen führen kann.
Anfängliche Kosten: Die anfänglichen Kosten für die Herstellung von Metallformen sind im Vergleich zu anderen Gießverfahren, wie z. B. dem Sandguss, relativ hoch. Daher ist dieses Verfahren für Kleinserien weniger geeignet.
Anwendungen
Der Metallformguss wird häufig in Branchen eingesetzt, in denen hohe Präzision und Wiederholbarkeit entscheidend sind. Zu den üblichen Anwendungen gehören:
Autoindustrie: Herstellung von Motorkomponenten, Getriebeteilen und anderen wichtigen Komponenten.
Luft- und Raumfahrtindustrie: Herstellung von leichten, hochfesten Teilen.
Unterhaltungselektronik: Herstellung von Gehäusen und Strukturbauteilen für elektronische Geräte.
Industrielle Maschinen: Komponenten, die eine hohe Haltbarkeit und Präzision erfordern.
Der Metallformguss ist ein vielseitiges und effizientes Herstellungsverfahren, das sich besonders für die Großserienproduktion von Metallteilen mit hervorragender Maßhaltigkeit und Oberflächengüte eignet. Bei der Auswahl dieses Verfahrens für bestimmte Anwendungen müssen jedoch seine Grenzen in Bezug auf Material, Formkomplexität und Gewicht sorgfältig berücksichtigt werden.
7. Druckguss
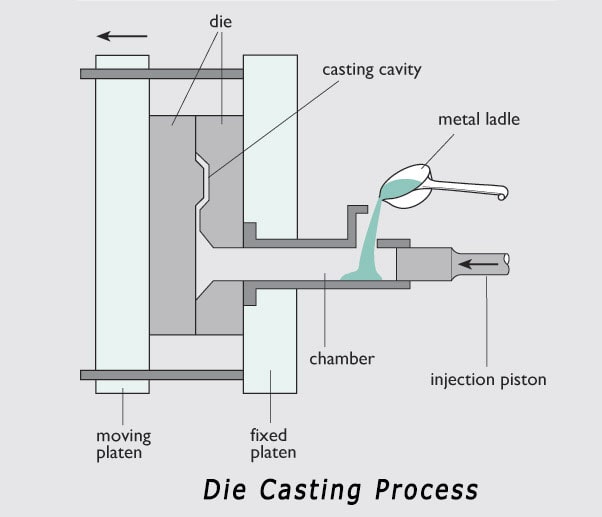
Was ist Druckguss?
Druckguss ist ein Herstellungsverfahren, bei dem geschmolzenes Metall unter hohem Druck und mit hoher Geschwindigkeit in einen präzisen Metallformhohlraum gespritzt wird. Das Metall kühlt ab und erstarrt unter Druck, wodurch ein Gussteil mit präzisen Abmessungen und einer glatten Oberfläche entsteht.
Technologischer Prozess
Das Druckgussverfahren umfasst mehrere wichtige Schritte:
Vorbereitung: Die Form wird vorbereitet und mit einem Gleitmittel beschichtet, um das Herausnehmen des Gussteils zu erleichtern.
Einspritzung: Geschmolzenes Metall wird unter hohem Druck in den Formhohlraum gespritzt.
Kühlung: Das Metall wird abgekühlt und erstarrt in der Form.
Auswurf: Die Form wird geöffnet, und das erstarrte Gussteil wird ausgeworfen.
Beschneiden: Überschüssiges Material, wie z. B. Grat, wird aus dem Gussteil entfernt.
Vorteile
Hoher Druck und schnelle Durchflussrate: Die Metallflüssigkeit steht unter hohem Druck und fließt beim Druckguss schnell, so dass die Form schnell und vollständig gefüllt wird.
Gute Produktqualität: Druckgussteile haben stabile Abmessungen, eine gute Oberflächengüte und eine ausgezeichnete Austauschbarkeit.
Hohe Produktionseffizienz: Druckgussformen können mehrfach wiederverwendet werden, wodurch sich das Verfahren für die Großserienproduktion eignet.
Wirtschaftlicher Nutzen: Das Verfahren ist aufgrund seiner hohen Effizienz und Wiederholbarkeit kostengünstig für die Massenproduktion.
Benachteiligungen
Porosität und Schrumpfung: Gussstücke neigen zur Bildung feiner Poren und Schwindungsdefekte, die ihre mechanischen Eigenschaften beeinträchtigen können.
Geringe Plastizität: Druckgussteile haben eine geringe Plastizität und eignen sich nicht für Anwendungen mit Stoßbelastungen oder Vibrationen.
Mold Life: Beim Gießen von Legierungen mit hohem Schmelzpunkt verringert sich die Lebensdauer der Form, was den Produktionsumfang begrenzen und die Kosten erhöhen kann.
Anwendungen
Der Druckguss wurde ursprünglich in der Automobil- und Instrumentenindustrie eingesetzt. Im Laufe der Zeit haben sich seine Anwendungen auf verschiedene Sektoren ausgeweitet, darunter:
Landwirtschaftliche Maschinen
Werkzeugmaschinenindustrie
Elektronikindustrie
Nationale Verteidigungsindustrie
Computer
Medizinische Ausrüstung
Uhren und Kameras
Tägliche Hardware
Druckguss ist nach wie vor ein vielseitiges und weit verbreitetes Herstellungsverfahren, da es komplexe Formen mit hoher Präzision und hervorragender Oberflächenqualität herstellen kann.
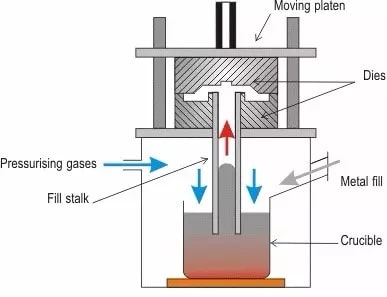
Niederdruckguss ist ein Herstellungsverfahren, bei dem flüssiges Metall unter niedrigem Druck (in der Regel zwischen 0,02 und 0,06 MPa) in eine Form gefüllt wird. Das Metall kristallisiert dann unter diesem Druck und bildet ein Gussteil. Dieses Verfahren zeichnet sich dadurch aus, dass der Druck und die Geschwindigkeit des Metalls während des Gießens gesteuert werden können, so dass es sich für eine Vielzahl von Gussformen und Legierungen eignet.
Technologischer Prozess
Vorbereitung der Form: Die Form, die aus Metall oder Sand bestehen kann, wird vorbereitet und positioniert.
Das Schmelzen des Metalls: Das Metall wird in einem Schmelzofen geschmolzen.
Füllen der Form: Das geschmolzene Metall wird unter niedrigem Druck von unten in die Form gespritzt, wodurch ein stabiler und kontrollierter Füllprozess gewährleistet wird.
Erstarrung: Das Metall erstarrt unter Druck und bildet einen dichten und hochwertigen Guss.
Kühlung und Auswurf: Das Gussteil kühlt ab und wird dann aus der Form ausgestoßen.
Technische Merkmale
Druck und Geschwindigkeit einstellbar
Vielseitigkeit: Der Druck und die Geschwindigkeit während des Gießens können eingestellt werden, so dass das Verfahren für verschiedene Gussformen, einschließlich Metall- und Sandformen, geeignet ist.
Vielfältige Anwendungen: Es kann zum Gießen verschiedener Legierungen und zur Herstellung von Gussstücken unterschiedlicher Größe verwendet werden.
Bottom-Injection-Füllverfahren
Stabile Füllung: Durch die Anwendung eines Bodeninjektionsverfahrens füllt die Metallflüssigkeit die Form stabil und ohne Spritzer.
Gasprävention: Diese Methode hilft, das Vorhandensein von Gas im Gussteil zu verhindern.
Reduzierte Erosion: Es reduziert die Erosion der Formwände und des Kerns und verbessert dadurch die Durchlaufrate.
Hochwertige Gussteile
Dichte Struktur: Das Gussteil erstarrt unter Druck, wodurch eine dichte Struktur entsteht.
Scharfe Konturen und glatte Oberfläche: Die Gussteile haben eine scharfe Kontur und eine glatte Oberfläche.
Hohe mechanische Eigenschaften: Das Verfahren führt zu Gussteilen mit hohen mechanischen Eigenschaften und ist daher besonders für große, dünnwandige Teile geeignet.
Effizienz und Automatisierung
Hohe Metallverwertung: Das Verfahren macht Steigleitungen überflüssig und erhöht die Metallverwendungsrate auf 90-98%.
Geringe Arbeitsintensität: Sie zeichnet sich durch geringe Arbeitsintensität und gute Arbeitsbedingungen aus.
Einfache Ausrüstung: Die verwendeten Geräte sind relativ einfach.
Mechanisierung und Automatisierung: Es besteht ein hohes Potenzial für Mechanisierung und Automatisierung, wodurch Produktivität und Konsistenz verbessert werden.
Anmeldung
Das Niederdruckgießen wird hauptsächlich für die Herstellung traditioneller Produkte wie z. B.:
Zylinderköpfe
Drehkreuze
Rahmen für Zylinder
Diese Bauteile profitieren von den hochwertigen Eigenschaften des Niederdruckgusses, wie z. B. der dichten Struktur und den hohen mechanischen Eigenschaften.
Das Niederdruckgießen ist ein vielseitiges und effizientes Verfahren zur Herstellung hochwertiger Metallgussteile. Die Möglichkeit, Druck und Geschwindigkeit während des Gießens zu kontrollieren, kombiniert mit den Vorteilen der Bodeneinspritzung und der Erstarrung unter Druck, macht es für eine breite Palette von Anwendungen geeignet. Das Verfahren verbessert nicht nur die Qualität der Gussteile, sondern auch die Metallausnutzung und ermöglicht eine stärkere Automatisierung, was es zu einer wertvollen Technik in der modernen Fertigung macht.
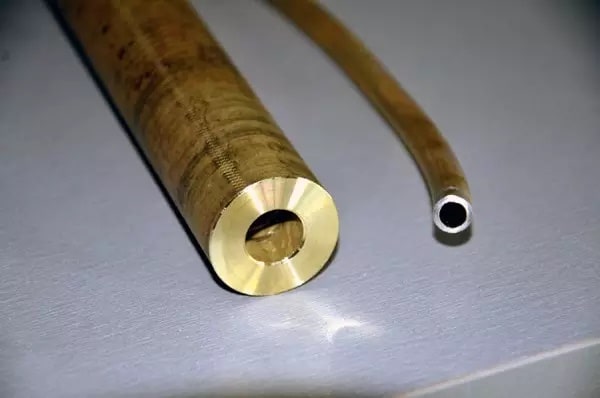
9. Schleudergießen
Was ist Zentrifugalguss?
Schleuderguss ist ein Gießverfahren, bei dem geschmolzenes Metall in eine rotierende Form gegossen wird. Die Rotation der Form erzeugt eine Zentrifugalkraft, die dazu beiträgt, die Form zu füllen und das Metall zu verfestigen. Diese Technik eignet sich besonders gut für die Herstellung zylindrischer Teile und Komponenten mit einem hohen Maß an Gleichmäßigkeit und Dichte.
Technologischer Prozess
Vorbereitung: Die Form wird vorbereitet und so eingestellt, dass sie sich mit einer bestimmten Geschwindigkeit dreht.
Gießen: Das geschmolzene Metall wird in die rotierende Form gegossen.
Erstarrung: Die Zentrifugalkraft verteilt das geschmolzene Metall gleichmäßig an den Wänden der Form, wo es erstarrt.
Kühlung: Der Guss wird abgekühlt und erstarrt vollständig.
Auszug: Das erstarrte Gussteil wird zur weiteren Bearbeitung aus der Form genommen.
Vorteile
Effiziente Metallverwendung: Das Gießsystem und das Speisersystem verbrauchen nur wenig Metall, was zu einer verbesserten Prozessausbeute führt.
Kernlose Produktion: Bei der Herstellung von langen Gussrohren wird durch das Fehlen eines Kerns die Fähigkeit zur Metallfüllung erheblich verbessert.
Hohe Qualität: Das entstehende Gussteil weist eine hohe Dichte, wenige Defekte (wie Poren und Schlackeneinschlüsse) und hervorragende mechanische Eigenschaften auf.
Verbundwerkstoff-Gussteile: Die Herstellung von Verbundmetallgussteilen für Fässer und Hülsen ist relativ einfach.
Benachteiligungen
Form Beschränkungen: Bei der Herstellung von Gussstücken mit besonderen Formen gibt es gewisse Einschränkungen.
Qualität der Innenbohrung: Der Durchmesser des Innenlochs des Gussteils ist nicht genau, die Oberfläche des Innenlochs ist rau, die Qualität ist schlecht und die Bearbeitungszugabe ist groß.
Segregation: Das Gussstück ist anfällig für Entmischungen aufgrund des spezifischen Gewichts, was die Gleichmäßigkeit des Materials beeinträchtigen kann.
Anwendungen
Das Schleudergussverfahren wurde ursprünglich für die Herstellung von Gussrohren verwendet, hat sich aber inzwischen in verschiedenen Industriezweigen wie Metallurgie, Bergbau, Transportwesen, Be- und Entwässerungsmaschinen, Luftfahrt, Landesverteidigung und Automobilindustrie durchgesetzt. Dieses Verfahren wird zur Herstellung von Gussstücken aus Stahl, Eisen und Nichteisen-Kohlenstofflegierungen verwendet.
Gemeinsame Anwendungen
Zentrifugale Gussrohre: Weit verbreitet in verschiedenen Rohrleitungssystemen.
Zylinderlaufbuchsen für Verbrennungsmotoren: Unverzichtbar für Automobil- und Schwermaschinenmotoren.
Wellenhülsen: Wird in verschiedenen mechanischen Systemen verwendet, um den Verschleiß an rotierenden Wellen zu verringern.
Schleuderguss ist ein vielseitiges und effizientes Verfahren zur Herstellung hochwertiger zylindrischer Bauteile mit ausgezeichneten mechanischen Eigenschaften, was es zu einem wertvollen Prozess in vielen industriellen Anwendungen macht.
10. Schwerkraftgießen
Was ist Schwerkraftgießen?
Das Kokillengießen ist ein Gießverfahren, bei dem flüssiges Metall unter dem Einfluss der Schwerkraft in eine Metallform gegossen wird. Das Metall wird dann abgekühlt und erstarrt, um ein Gussstück herzustellen. Dieses Verfahren wird häufig für die Herstellung hochwertiger Metallteile mit präzisen Abmessungen und ausgezeichneter Oberflächengüte verwendet.
Technologischer Prozess
Vorbereitung der Form: Die Metallform wird vorgewärmt und mit einem Trennmittel beschichtet, um die Entnahme des Gussteils zu erleichtern.
Gießen: Das geschmolzene Metall wird unter dem Einfluss der Schwerkraft in den Formhohlraum gegossen.
Abkühlung und Erstarrung: Das Metall kühlt ab und erstarrt in der Form.
Auswurf: Nach dem Erstarren wird das Gussteil aus der Form genommen.
Fertigstellung: Das Gussteil wird nachbearbeitet, z. B. durch Entgraten, Bearbeiten und Oberflächenbehandlung, um die gewünschten Spezifikationen zu erreichen.
Vorteile
Hohe Wärmeleitfähigkeit und Wärmekapazität: Die hohe Wärmeleitfähigkeit und Wärmekapazität der Metallform führt zu einer schnellen Abkühlung und damit zu einer dichten Gussstruktur.
Verbesserte mechanische Eigenschaften: Im Kokillenguss hergestellte Gussteile haben etwa 15% höhere mechanische Eigenschaften als im Sandguss hergestellte.
Maßgenauigkeit und Oberflächengüte: Die Verwendung von Metallformen ermöglicht eine größere Maßgenauigkeit und geringere Oberflächenrauhigkeit, was die Qualitätsstabilität erhöht.
Vorteile für Umwelt und Arbeit: Der minimale oder gar kein Einsatz von Sandkernen verbessert die Umweltbedingungen durch die Reduzierung von Staub und schädlichen Gasen und verringert die Arbeitsintensität.
Benachteiligungen
Nicht-atmungsaktive Form: Die Metallform ist nicht atmungsaktiv, so dass Maßnahmen zur Evakuierung von Luft und Gasen erforderlich sind, die durch eventuelle Sandkerne im Hohlraum entstehen.
Risiko von Rissen: Die Metallform hat kein Zugeständnis, was sie anfällig für Risse während der Erstarrung des Gussteils macht.
Hohe Kosten und lange Herstellungszyklen: Metallformen haben einen längeren Herstellungszyklus und höhere Kosten, was sie vor allem für die Massenproduktion wirtschaftlich macht.
Anwendungen
Das Kokillengießen eignet sich besonders für die großtechnische Herstellung von Gussteilen aus Nichteisenlegierungen, wie Aluminium- und Magnesiumlegierungen, mit komplexen Formen. Es wird auch für die Herstellung von Eisen- und Stahlmetallgussstücken und -blöcken verwendet. Wenn man das Kokillengussverfahren, seine Vorteile und seine Grenzen kennt, kann man besser entscheiden, wann man dieses Verfahren für die Herstellung hochwertiger Metallteile einsetzen sollte.
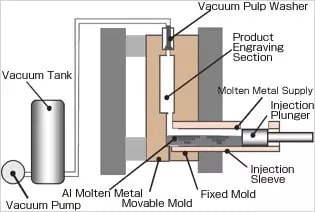
11. Vakuum-Druckgießen
Was ist Vakuumdruckguss?
Vakuumdruckguss ist eine fortschrittliche Form des Druckgusses, bei der die mechanischen Eigenschaften und die Oberflächenbeschaffenheit der Gussteile verbessert werden, indem die Poren und die darin gelösten Gase entfernt oder erheblich reduziert werden. Dies wird erreicht, indem während des Gießens Gas aus dem Formhohlraum abgesaugt wird, wodurch dichtere und robustere Gussteile mit weniger Fehlern entstehen.
Technologischer Prozess
Das Vakuumdruckgussverfahren umfasst mehrere wichtige Schritte:
Vorbereitung der Form: Die Form wird vorbereitet und mit einem Trennmittel beschichtet, damit sich das Gussteil leicht entnehmen lässt.
Vakuum Anwendung: Vor dem Einbringen des geschmolzenen Metalls wird ein Vakuum an den Formhohlraum angelegt, um Luft und Gase zu entfernen.
Metall-Injektion: Das geschmolzene Metall wird unter hohem Druck in den Formhohlraum eingespritzt.
Erstarrung: Das Metall kühlt ab und erstarrt in der Form, wobei es die gewünschte Gestalt annimmt.
Teil-Auswurf: Die Form wird geöffnet, und das Gussteil wird ausgeworfen.
Vorteile
Reduzierte Porosität: Beim Vakuumdruckguss können Luftlöcher im Inneren des Gussteils beseitigt oder erheblich reduziert werden, was zu besseren mechanischen Eigenschaften und einer besseren Oberflächenqualität führt.
Verbesserte Beschichtungsleistung: Durch die Verringerung der Poren wird die Beschichtungsleistung der Gussteile verbessert.
Unterer Gegendruck: Durch die Verringerung des Gegendrucks in der Kavität können niedrigere spezifische Drücke und Legierungen mit schlechteren Gießleistungen verwendet werden.
Größere Gussteile mit kleineren Maschinen: Durch die verbesserten Füllbedingungen ist es möglich, größere Gussteile mit kleineren Maschinen zu gießen.
Dünnere Gussteile: Das Verfahren ermöglicht das Gießen von dünneren Profilen, was für bestimmte Anwendungen von Vorteil sein kann.
Benachteiligungen
Komplexe Struktur der Formabdichtung: Die Struktur der Formabdichtung beim Vakuumdruckguss ist kompliziert, was den Formenbau und die Installation schwierig und kostspielig macht.
Kontrolle der Empfindlichkeit: Wenn das Vakuumdruckgussverfahren nicht richtig kontrolliert wird, sind die Vorteile möglicherweise nicht signifikant, was zu potenziellen Mängeln und Ineffizienz führt.
Das Vakuumdruckgießen ist ein hochentwickeltes Verfahren, das erhebliche Vorteile in Bezug auf die Verringerung der Porosität und die Verbesserung der mechanischen Eigenschaften und der Oberflächengüte von Gussteilen bietet. Es erfordert jedoch eine präzise Steuerung und eine komplexe Formabdichtungsstruktur, was Kosten und Komplexität erhöhen kann. Bei ordnungsgemäßer Anwendung können mit diesem Verfahren hochwertige Gussteile hergestellt werden, die strengen Leistungsanforderungen genügen.
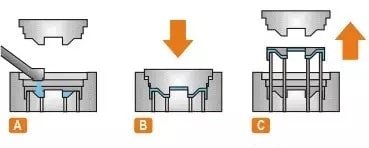
12. Pressen Druckguss
Was ist Squeezing Die Casting?
Squeeze Casting, auch bekannt als Flüssigmetallschmieden, ist ein Metallumformungsverfahren, bei dem flüssiges oder halbfestes Metall unter hohem Druck verfestigt wird, um das Endprodukt oder den Rohling direkt herzustellen. Dieses Verfahren kombiniert die Vorteile des Gießens und des Schmiedens und bietet mehrere Vorteile, darunter eine hohe Ausnutzung des flüssigen Metalls, einen vereinfachten Prozess und eine gleichbleibende Qualität. Es handelt sich um eine energieeffiziente Metallumformungstechnologie, die vielversprechend für zukünftige Anwendungen ist.
Technologischer Prozess
Druckguss mit direkter Pressung:
Sprühfarbe: Tragen Sie eine Schlichte auf die Form auf, um das Herauslösen des Gussteils zu erleichtern.
Gegossene Legierung: Gießen Sie die geschmolzene oder halbfeste Legierung in die Form.
Einspannen der Form: Schließen und sichern Sie die Form.
Druckbeaufschlagung: Üben Sie hohen Druck auf das geschmolzene Metall aus.
Druckhaltung: Halten Sie den Druck aufrecht, um eine gute Verfestigung zu gewährleisten.
Druckentlastung: Lassen Sie den Druck allmählich ab.
Schimmelpilzabtrennung: Öffnen Sie die Form.
Blank Entformung: Entfernen Sie das erstarrte Teil aus der Form.
Zurücksetzen: Bereiten Sie die Form für den nächsten Zyklus vor.
Indirektes Pressen von Druckgussteilen:
Sprühbeschichtung: Eine Beschichtung auf die Form auftragen.
Einspannen der Form: Schließen und sichern Sie die Form.
Fütterung: Bringen Sie das geschmolzene oder halbfeste Metall in die Form ein.
Füllen: Stellen Sie sicher, dass die Form vollständig mit dem Metall gefüllt ist.
Druckbeaufschlagung: Wenden Sie hohen Druck an.
Druckhaltung: Halten Sie den Druck aufrecht, um eine gute Verfestigung zu gewährleisten.
Druckentlastung: Lassen Sie den Druck allmählich ab.
Abschied nehmen: Öffnen Sie die Form.
Blank Entformung: Entfernen Sie das erstarrte Teil aus der Form.
Zurücksetzen: Bereiten Sie die Form für den nächsten Zyklus vor.
Technische Merkmale
Beseitigung von Mängeln: Es kann innere Poren, Schrumpfungen und andere Mängel beseitigen.
Oberflächenqualität: Produziert Teile mit geringer Oberflächenrauhigkeit und hoher Maßgenauigkeit.
Rissprävention: Verhindert das Auftreten von Gussrissen.
Automatisierung: Einfach zu realisierende Mechanisierung und Automatisierung zur Steigerung der Produktionseffizienz.
Anwendungen
Das Pressgießen kann zur Herstellung verschiedener Arten von Legierungen verwendet werden, darunter:
Aluminiumlegierung
Zinklegierung
Kupferlegierung
Gusseisen mit Kugelgraphit
Dank dieser Vielseitigkeit eignet es sich für eine Vielzahl von industriellen Anwendungen, von Automobilkomponenten bis hin zu Teilen für die Luft- und Raumfahrt.
Squeeze Casting ist ein hocheffizientes und vielseitiges Metallumformungsverfahren, das zahlreiche Vorteile gegenüber den traditionellen Guss- und Schmiedeverfahren bietet. Seine Fähigkeit, qualitativ hochwertige Teile mit minimalen Fehlern herzustellen, und seine Kompatibilität mit verschiedenen Legierungen machen es zu einer attraktiven Option für die moderne Fertigung.
13. Lost Foam Gießen
Was ist Lost Foam Casting?
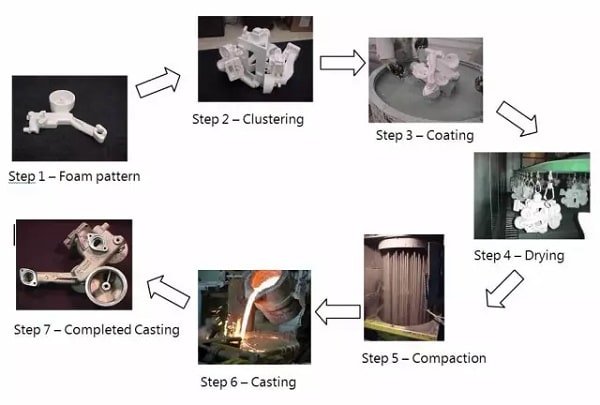
Lost Foam Casting, auch Solid Casting genannt, ist ein modernes und innovatives Gießverfahren, bei dem Paraffin- oder Schaumstoffmodelle verwendet werden, um den gewünschten Guss in Größe und Form zu replizieren. Diese Modelle werden zu einer Einheit zusammengefügt, die dann im Gießverfahren verwendet wird.
Technologischer Prozess
Vorschäumen: Das Verfahren beginnt mit der Vorschäumung, bei der expandierbare Polystyrolkügelchen (EPS) zu Schaumstoff aufgeschäumt werden.
Schäumende Formgebung: Die expandierten Schaumstoffperlen werden in die Form des gewünschten Gussteils geformt.
Tauchbeschichtung: Das Schaumstoffmodell wird mit einem feuerfesten Material beschichtet, um eine Schale zu bilden.
Trocknen: Das beschichtete Modell wird getrocknet, um sicherzustellen, dass die feuerfeste Beschichtung fest und stabil ist.
Modellierung: Das getrocknete Modell wird in eine Küvette gelegt und von trockenem Quarzsand umgeben, der durch Vibration verdichtet wird, um das Modell zu stützen.
Gießen: Flüssiges Metall wird in die Form gegossen, wodurch das Schaumstoffmodell verdampft und das Metall seinen Platz einnimmt.
Fallender Sand: Nachdem das Metall erstarrt ist, wird der Sand entfernt.
Reinigung: Das fertige Gussteil wird gereinigt, um Reste von Sand und feuerfestem Material zu entfernen.
Technische Merkmale
Hochpräziser Guss: Beim Lost-Foam-Gießen entstehen hochpräzise Gussteile mit feiner Oberfläche und komplizierten Details.
Kein Sandkern: Bei dieser Methode ist kein Sandkern mehr erforderlich, was die Bearbeitungszeit und die Komplexität reduziert.
Keine trennende Oberfläche: Das Fehlen einer Trennfläche ermöglicht ein flexibleres Design und einen höheren Freiheitsgrad bei den Gussformen.
Saubere Produktion: Das Verfahren ist umweltfreundlich und verursacht nur geringe Umweltbelastungen.
Kostengünstig: Es senkt die Investitions- und Produktionskosten durch Vereinfachung des Gießprozesses und Minimierung des Materialabfalls.
Anwendungen
Das Lost-Foam-Gießen ist äußerst vielseitig und kann zur Herstellung einer breiten Palette von Präzisionsgussteilen mit komplexen Strukturen und unterschiedlichen Größen verwendet werden. Es eignet sich für verschiedene Legierungen und Produktionslosgrößen. Einige gängige Anwendungen sind:
Grauguss-Motorblöcke: Wird in der Automobilindustrie zur Herstellung von Motorkomponenten verwendet.
Rohrbögen aus Manganstahl: Einsatz in Industrien, die langlebige und verschleißfeste Teile benötigen.
Lost-Foam-Gießen ist ein hocheffizientes und präzises Gießverfahren, das zahlreiche Vorteile bietet, darunter eine hohe Designflexibilität, Kosteneinsparungen und Umweltvorteile. Seine Fähigkeit, komplexe und hochwertige Gussteile herzustellen, macht es zu einem unschätzbaren Verfahren für verschiedene industrielle Anwendungen.
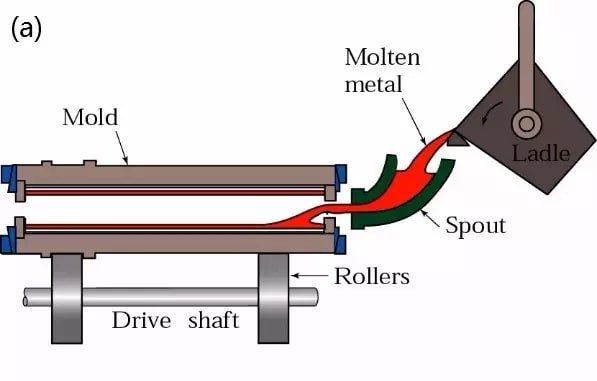
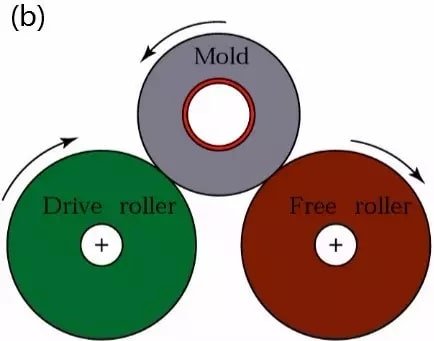
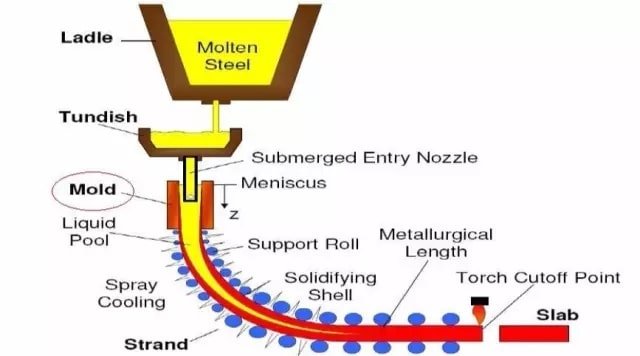
14. Strangguss
Was ist Stranggießen?
Stranggießen ist ein fortschrittliches metallurgisches Verfahren, bei dem geschmolzenes Metall kontinuierlich in eine speziell konstruierte Form, den Kristallisator, gegossen wird. Während das Metall erstarrt, wird es am anderen Ende der Form kontinuierlich herausgezogen. Dieses Verfahren ermöglicht die Herstellung von Gussteilen mit unbestimmter oder spezifischer Länge, was es für industrielle Anwendungen äußerst effizient macht.
Technologischer Prozess
Der Stranggussprozess umfasst mehrere wichtige Schritte:
Gießen von geschmolzenem Metall: Das geschmolzene Metall wird in den Kristallisator gegossen.
Erstarrung: Während das Metall durch die Form fließt, beginnt es zu erstarren.
Auszug: Das erstarrte Metall wird kontinuierlich aus der Form entnommen.
Schneiden: Das Stranggussstück kann je nach Bedarf in die gewünschte Länge geschnitten werden.
Technische Merkmale
Das Stranggießen bietet mehrere technische Vorteile:
Schnelle Abkühlung: Das Metall kühlt schnell ab, was zu einer dichteren Kristallstruktur und Gleichmäßigkeit führt.
Verbesserte mechanische Eigenschaften: Das Verfahren verbessert die mechanischen Eigenschaften des gegossenen Metalls.
Materialeffizienz: Es spart Metall und erhöht die Ausbeute durch Minimierung des Abfalls.
Vereinfachte Verfahren: Das Stranggießen macht das traditionelle Modellieren und andere Arbeitsschritte überflüssig und reduziert die Arbeitsintensität.
Weltraum-Effizienz: Das Verfahren benötigt deutlich weniger Produktionsfläche.
Automatisierung: Das Stranggießen lässt sich leicht automatisieren, was zu einer höheren Produktionseffizienz durch Mechanisierung führt.
Anwendungen
Das Stranggießen ist vielseitig und kann zum Gießen verschiedener Metalle und Legierungen verwendet werden, einschließlich:
Stahl
Eisen
Kupfer-Legierungen
Aluminium-Legierungen
Magnesium-Legierungen
Sie eignet sich besonders für die Herstellung langer Gussstücke mit konstanter Querschnittsform, wie z. B.:
Barren
Brammen
Knüppel
Rohre
Stranggießen ist ein hocheffizientes und technologisch fortschrittliches Verfahren, das zahlreiche Vorteile in Bezug auf Materialeigenschaften, Produktionseffizienz und Kosteneinsparungen bietet. Seine Fähigkeit, lange, gleichmäßige Gussstücke zu produzieren, macht es in der modernen metallurgischen Industrie unverzichtbar.
Gießen ist ein grundlegendes und vielseitiges Fertigungsverfahren, bei dem festes Metall geschmolzen, in eine Form gegossen und in einer bestimmten Gestalt erstarren gelassen wird. Dieses Verfahren ist ein wesentlicher Bestandteil der modernen Fertigung und bietet zahlreiche Vorteile in Bezug auf Kosten, Zeit und Materialeffizienz.
Schritte im Gussverfahren
Vorbereitung der Gussform:
Arten von Schimmelpilzen: Gussformen können aus verschiedenen Materialien hergestellt werden, darunter Sand, Metall, Keramik, Ton und Graphit. Je nach Verwendungshäufigkeit werden sie in Einmalformen, semi-permanente Formen und Dauerformen unterteilt.
Bedeutung: Die Qualität der Gussform ist entscheidend, da sie sich direkt auf die Qualität des Endprodukts auswirkt.
Schmelzen und Gießen des Gussmetalls:
Gusslegierungen: Zu den gängigen Gussmetallen gehören Gusseisen, Stahlguss und Nichteisenlegierungen wie Aluminium, Kupfer und Blei.
Prozess: Das Metall wird entsprechend den spezifischen Anforderungen geschmolzen und dann in die vorbereitete Form gegossen.
Gussbearbeitung und Inspektion:
Post-Casting-Prozesse: Dazu gehört das Entfernen von Fremdkörpern, Angüssen, Steigleitungen, Graten und Rissen. Weitere Schritte können Wärmebehandlung, Formgebung, Rostschutzbehandlung und Grobbearbeitung sein.
Inspektion: Sicherstellen, dass das Gussteil den gewünschten Spezifikationen und Qualitätsstandards entspricht.
Beim Gießen verwendete Materialien
Metalle: Zu den häufig verwendeten Metallen gehören Kupfer, Eisen, Aluminium, Zinn und Blei.
Materialien für Formen: Diese können aus Sand, Metall oder Keramik bestehen, je nach den spezifischen Anforderungen des Gießverfahrens.
Arten von Gussformen
Gewöhnliche Gussformen: Hergestellt aus Rohsand, Ton, Wasserglas, Harz und anderen Hilfsstoffen.
Spezielle Gussformen: Dazu gehören Feinguss, Lost-Foam-Guss, Metallformguss und Keramikformguss. Die Arten von Rohsand können variieren, einschließlich Quarzsand, Magnesiasand, Zirkoniumsand, Chromitsand, Forsteritsand, Kyanitsand, Graphitsand und Eisensand.
Technologischer Prozess
Der Gießprozess lässt sich in folgenden Schritten zusammenfassen:
Flüssigmetall: Das Metall wird in einen flüssigen Zustand geschmolzen.
Füllen: Das flüssige Metall wird in die Form gegossen.
Erstarrung Schrumpfung: Das Metall kühlt ab und erstarrt, wobei es oft leicht schrumpft.
Gießen: Das erstarrte Metall wird aus der Form entnommen, wodurch das endgültige Gussprodukt entsteht.
Merkmale des Gießverfahrens
Komplexe Formen: Geeignet für die Herstellung von Teilen mit komplizierten und komplexen Formen, insbesondere mit komplizierten inneren Hohlräumen.
Anpassungsfähigkeit: Geeignet für eine breite Palette von Legierungen und Gussstückgrößen.
Materialeffizienz: Verwendet eine breite Palette von Materialien, einschließlich der Möglichkeit, Abfälle umzuschmelzen, was zu geringen Investitionen in Anlagen führt.
Herausforderungen: Das Verfahren kann zu einer hohen Ausschussrate, geringer Oberflächenqualität und schlechten Arbeitsbedingungen führen.
Historischer Kontext
Das Gießen ist eines der ältesten Metallverarbeitungsverfahren mit einer etwa 6000 Jahre alten Geschichte. Diese lange Geschichte unterstreicht seine Bedeutung und anhaltende Relevanz in der Fertigung.
Das Gießen ist aufgrund seiner Vielseitigkeit, Effizienz und Fähigkeit zur Herstellung komplexer Formen nach wie vor ein Eckpfeiler der modernen Fertigung. Das Verständnis der Feinheiten des Gießverfahrens, von der Formvorbereitung bis zur Nachbehandlung, ist für die Optimierung der Produktion und die Gewährleistung qualitativ hochwertiger Gussprodukte von entscheidender Bedeutung.
Wie kann ich zu Hause Teile gießen?
Das Gießen von Teilen zu Hause kann ein lohnender und praktischer Weg sein, um individuelle Komponenten herzustellen. Hier finden Sie eine detaillierte Anleitung, die Ihnen den Einstieg erleichtert:
Benötigte Ausrüstung und Materialien
Schmelzofen
Elektro-Ofen: Für die Produktion kleinerer Mengen ist ein Elektroofen mit geringer Kapazität ideal. Diese Öfen sind effizient und bieten eine präzise Temperaturregelung, so dass sie sowohl für Eisen als auch für Aluminium geeignet sind.
Kerosin-Ofen: Kerosinöfen eignen sich zum Schmelzen von Aluminium und sind eine Alternative, wenn ein Elektroofen nicht zur Verfügung steht.
Hinweis: Eisen und Aluminium sollten nicht im selben Ofen geschmolzen werden, da sich die Materialeigenschaften nur schwer kontrollieren lassen. Wenn die genaue Materialkontrolle für Ihr Projekt nicht entscheidend ist, ist dies möglicherweise kein großes Problem.
Schimmelpilze
Kundenspezifische Formen: Je nach den Teilen, die Sie gießen möchten, benötigen Sie maßgeschneiderte Gussformen. Diese können aus verschiedenen Materialien wie Sand, Metall oder Silikon hergestellt werden, je nach Komplexität und erforderlicher Präzision.
Sand: Für den Sandguss benötigen Sie hochwertigen Gießereisand. Dieser Sand muss mit einem Bindemittel gemischt werden, damit er während des Gießvorgangs seine Form behält.
Sandmischer: Ein Sandmischer ist zwar nicht unbedingt erforderlich, kann aber die Konsistenz und Qualität der Sandmischung erheblich verbessern. Manuelles Mischen ist möglich, kann aber weniger effizient sein.
Modellierungs-Tools
Muster: Erstellen Sie ein Modell des Teils, das Sie gießen möchten. Dieses Modell wird verwendet, um den Hohlraum in der Sandform zu formen.
Flachmann: Ein Behälter zur Aufnahme der Sandform. Er besteht in der Regel aus zwei Teilen: dem Oberteil (oben) und dem Unterteil (unten).
Gießen und Gießerei
Schmelztiegel: Ein Behälter aus hitzebeständigem Material, der zum Schmelzen und Gießen des Metalls verwendet wird.
Zange: Zur sicheren Handhabung des heißen Tiegels.
Schutzausrüstung: Sicherheit ist oberstes Gebot. Tragen Sie hitzebeständige Handschuhe, eine Schürze und einen Gesichtsschutz, um sich vor Spritzern und Verbrennungen zu schützen.
Post-Casting-Tools
Reinigungswerkzeuge: Entfernen des Gussspeisers und Glätten von Graten am Gussteil. Üblicherweise werden Feilen, Schleifer und Meißel verwendet.
Kugelstrahlwalze: Verbessert die Oberflächenbeschaffenheit des Gussteils durch Entfernen von Sandresten und Glätten der Oberfläche.
Schritt-für-Schritt-Verfahren
Bereiten Sie die Form vor:
Erstellen Sie ein Modell des Teils, das Sie gießen möchten.
Legen Sie das Muster in die Küvette und füllen Sie den Sand darum herum, so dass es gut verpackt ist.
Entfernen Sie das Muster, so dass ein Hohlraum in der Form des Teils verbleibt.
Schmelzen Sie das Metall:
Legen Sie das Metall (Eisen oder Aluminium) in den Schmelztiegel und erhitzen Sie es im Ofen, bis es den Schmelzpunkt erreicht.
Verwenden Sie eine Zange, um den Tiegel zu handhaben, und gießen Sie das geschmolzene Metall in den Formhohlraum.
Abkühlen lassen:
Lassen Sie das Metall abkühlen und in der Form erstarren. Die Abkühlzeit hängt von der Größe und Komplexität des Gussteils ab.
Entfernen des Gusses:
Brechen Sie die Sandform ab, um das Gussteil freizulegen.
Verwenden Sie Reinigungswerkzeuge, um das Steigrohr und überschüssiges Material zu entfernen.
Fertigstellung:
Glätten Sie eventuelle Grate oder raue Kanten mit Feilen oder Schleifern.
Optional können Sie die Oberfläche mit einer Kugelstrahlwalze verbessern.
Sicherheitserwägungen
Arbeiten Sie immer in einem gut belüfteten Bereich, um das Einatmen von Dämpfen zu vermeiden.
Halten Sie für Notfälle einen Feuerlöscher bereit.
Tragen Sie eine geeignete Schutzausrüstung, um Verbrennungen und Verletzungen zu vermeiden.
Wenn Sie diese Schritte befolgen und die richtige Ausrüstung verwenden, können Sie zu Hause erfolgreich Teile gießen. Denken Sie daran: Übung und Geduld sind der Schlüssel zur Beherrschung der Kunst des Gießens.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Derzeit wird die 3D-Drucktechnologie unter anderem in den Bereichen Automobilbau, Luft- und Raumfahrt und Verteidigung, Konsumgüter, elektrische und elektronische Geräte, biomedizinische Anwendungen, kultureller und kreativer Schmuck, Bauwesen und Bildung eingesetzt...
Stellen Sie sich vor, Sie verwandeln rohes Metallpulver in komplexe, hochleistungsfähige Teile, ohne dass ein herkömmliches Schmelzverfahren erforderlich ist. Das ist die Pulvermetallurgie - eine vielseitige Fertigungstechnik, bei der Pulver zu Werkstoffen mit...
Warum versagen manche Gussstücke, während andere hervorragend sind? Die Antwort liegt in den Eigenschaften des legierten Gusses. In diesem Artikel wird untersucht, wie sich Faktoren wie Fließfähigkeit, Schrumpfung, Oxidierbarkeit und Gasaufnahme...