Haben Sie sich schon einmal gefragt, wie man den Verbrauch von Schweißdrähten genau berechnet? In diesem Blogbeitrag stellen wir Ihnen die Methoden und Formeln vor, die von Branchenexperten zur Schätzung des Schweißmaterialbedarfs verwendet werden. Wenn Sie diese Techniken verstehen, können Sie Ihren Schweißprozess optimieren, Abfall reduzieren und die Projekteffizienz verbessern. Machen Sie sich bereit, in die Welt der Schweißdrahtverbrauchsberechnungen einzutauchen!
Um den Verbrauch von Schweißdrähten zu bestimmen, wird in der Praxis häufig das Gewicht des Schweißguts berechnet und dann durch den Wirkungsgrad des Schweißmaterials geteilt.
Die Berechnung des Wirkungsgrads von Schweißmaterialien ist notwendig. Da jedoch der Durchmesser von Schweißdrähten und -stäben unterschiedlich ist, variiert auch der Wirkungsgrad stark.
Für die Industrie kann die genaue Berechnung des Nutzungsgrads von Schweißmaterial dazu beitragen, unnötigen Abfall beim Schweißen zu reduzieren.
Nach den Erfahrungen der Schweißer ist die Nutzungsrate von Schweißdraht höher als die von Schweißstäben.
In einigen Branchen gibt es eine spezielle empfohlene Tabelle für die Berechnung des Gewichts der Schweißmaterialien, die in der Regel auf der Grundlage der Größe der Nut und der Anzahl der pro Meter benötigten Schweißmaterialien für eine bestimmte Anzahl von Nutgraden aufgeteilt wird (in diesem Fall wird in der Regel der Auslastungsgrad einbezogen).
Wenn solche Informationen zur Verfügung stehen, können Sie eine Tabelle oder eine Formel erstellen und diese dann jedes Mal ausfüllen.
Es ist von entscheidender Bedeutung, den Bedarf an Schweißdrähten während der Schweißkonstruktion richtig einzuschätzen. Ist die Berechnung zu hoch, kommt es zu überhöhten Lagerbeständen. Ist die Schätzung jedoch zu niedrig, reicht das Projektbudget nicht aus und kann sogar den normalen Fortschritt und die Qualität des Projekts beeinträchtigen.
Zur Berechnung des Verbrauchs von Schweißdrähten werden in erster Linie mehrere Methoden verwendet:
Direkte Berechnung: Diese Methode ist die einfachste. Sie erfordert zunächst die Berechnung des Gewichts des Schweißguts und dann die Division dieses Gewichts durch die Nutzungsrate des Schweißmaterials, um den Verbrauch des Schweißdrahts zu ermitteln. Diese Methode wird in mehreren Quellen erwähnt, was ihre Allgegenwärtigkeit und Praktikabilität unterstreicht.
Berechnung der Formel: Auf der Grundlage der angegebenen Formel kann der Verbrauch des Schweißdrahtes anhand von Parametern wie der Querschnittsfläche der Schweißnaht, der Länge der Schweißnaht und der Dichte des aufgetragenen Metalls berechnet werden. Die spezifische Formel wird in dem nachstehenden Artikel näher erläutert.
Standard-Quotenmethode: Bei dieser Methode wird auf die Verbrauchsquotenstandards für Schweißmaterial Bezug genommen. Diese Normen werden in der Regel in Gewichtseinheiten des pro Meter Schweißnaht verbrauchten Schweißmaterials (d. h. kg/m) angegeben und auf der Grundlage der Art des verwendeten Schweißdrahtes (z. B. basische oder saure Schweißdrähte) ausgewählt.
Berücksichtigung des Flussmittel-Massekoeffizienten und des Transferkoeffizienten des Schweißdrahtes: Beim Lichtbogenschweißen mit eisenfreiem Pulver hängt der Verbrauch des Schweißdrahtes von seinem Flussmittel-Massekoeffizienten, dem Übertragungskoeffizienten und der Schweißfläche ab. Die Werte dieser Koeffizienten variieren für die verschiedenen Schweißdrahtsorten, und die spezifischen Werte sind in den einschlägigen Unterlagen des Herstellers zu finden.
Formel für den Verbrauch von Schweißdraht
Der Verbrauch von Schweißdrähten wird hauptsächlich durch Faktoren wie die Art der Verbindung, die Art der Nut, die Länge der Schweißnaht und andere Merkmale des Materials bestimmt. Schweißkonstruktion.
Hier sind einige Berechnungsformeln:
A) Die Berechnungsformel für den Elektrodenverbrauch lautet wie folgt:
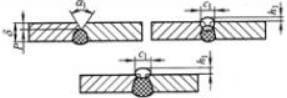
A - Querschnittsfläche der Schweißnaht (cm)2); (siehe Tabelle 1)
L - Länge der Schweißnaht (cm);
ρ - Dichte des abgeschiedenen Metalls (g/cm)3);
Ks - Elektrodenverlustkoeffizient,
B) Die andere ist die Formel zur Berechnung des Verbrauchs der Nichteisenpulver-Elektrode:
m = ALρ/Kn * (1+Kb)
Wo,
m - Verbrauch an Schweißdraht (g);
A - Querschnittsfläche der Schweißnaht (cm)2); (siehe Tabelle 1)
L - Länge der Schweißnaht (cm);
ρ - Dichte des abgeschiedenen Metalls (g/cm)3):
Kb - Qualitätskoeffizient der Beschichtung, siehe Tabelle unten:
Kn - Transferkoeffizient des Metalls von der Elektrode zur Schweißnaht (einschließlich Verlust durch Verbrennen, Spritzer und Elektrodenspitze)
Zum Beispiel:
1. Die Stahlplatte mit einer bekannten Dicke von 20 mm ist mit einer V-förmigen Nut versehen, die Schweißlänge L beträgt 3 m, und der Schweißdraht ist 5015. Wie berechnet man den Verbrauch von Schweißdraht?
(Nach der Tabelle ist die Querschnittsfläche des abgeschiedenen Metalls A=250mm2die Dichte von Stahl ρ= 7,8g/cm3, Umwandlungskoeffizient Kn=0,79, Gewichtskoeffizient der Elektrodenbeschichtung Kb=0,32).
Antwort: Der Verbrauch an Schweißdraht beträgt 9,77 kg.
2. Manuelles Lichtbogenschweißen wird zum Schweißen eines 10 m langen Kohlenstoffstahls verwendet. Kehlnaht. Der Elektrodendurchmesser beträgt Φ4,0 und die Kehlnahtgröße 10 mm. Wie viele Elektroden werden benötigt? (Die Abschmelzleistung des Schweißdrahtes beträgt 55%)
Hintere Dichtungsnaht ohne Wurzelüberstand an der Wurzel der V- und U-förmigen Naht
7
Wurzel von V- und U-förmigen Schweißnähten
8
V der Stahlträgerplatte beibehalten
Tabelle 2 Gewichtskoeffizient Kb der Elektrodenumhüllung
E4303
E43015
E5015
0.77
0.77
0.79
Tabelle 3 Übertragungskoeffizient Kn der Elektrode
E4303
E43015
E5015
0.42-0.48
0.42-0.5
0.38-0.44
Welches sind die spezifischen Werte für den Qualitätsfaktor und den Transferkoeffizienten des Schweißdrahtflusses?
Der Qualitätsfaktor (Kb) des Schweißdrahtflusses liegt im Allgemeinen zwischen 25% und 40%. Der Übertragungskoeffizient (Kn) vom Schweißdraht zur Schweißnaht, der Verluste durch Verbrennung und Spritzer einschließt, beträgt etwa 5% bis 10%, und der Verlust durch unbenutzte Schweißdrahtköpfe beträgt etwa 10% bis 15%.
Daher wird der Übertragungskoeffizient in der Regel zwischen 0,75 und 0,85 festgelegt.
Welche Verbrauchsunterschiede gibt es zwischen verschiedenen Schweißdrahttypen (z. B. alkalischen und sauren Stäben) in der Praxis?
Die Unterschiede im Verbrauch der verschiedenen Arten von Schweißdrähten in der praktischen Anwendung spiegeln sich hauptsächlich in den folgenden Aspekten wider:
Auswahlprinzipien für Schweißmaterialien:
Die beim Schweißen verbrauchten Materialien (einschließlich Schweißdrähte, Schweißdraht usw.) werden auf der Grundlage der chemischen Zusammensetzung des abgeschiedenen Metalls ausgewählt. Das bedeutet, dass verschiedene Arten von Schweißdrähten aufgrund ihrer unterschiedlichen Flussmittelarten und Schweißstromquellen unterschiedliche Verbrauchsmengen aufweisen können.
Zusammensetzung und Eigenschaften von Schweißdrahtflussmitteln:
Saure Schweißdrähte und alkalische Schweißdrähte haben unterschiedliche Bestandteile in ihrem Flussmittel, was zu unterschiedlichen Leistungen während des Schweißvorgangs führt. Saures Schweißdraht-Flussmittel enthält verschiedene Oxide, die starke oxidierende Eigenschaften haben, während alkalische Schweißdrähte mehr Silikate, Eisenoxide und Titanoxide usw. enthalten und schwächere oxidierende Eigenschaften haben. Diese Unterschiede können sich auf die beim Schweißen entstehende Staubmenge, die Stabilität des Lichtbogens und die Fließfähigkeit der Schlacke auswirken, was wiederum indirekt den Verbrauch von Schweißdrähten beeinflusst.
Leistung des Schweißprozesses:
Saure Schweißdrähte können sowohl für Wechsel- als auch für Gleichstrom verwendet werden und zeichnen sich durch eine gute Schweißleistung, einen stabilen Lichtbogen, weniger Spritzer, eine gute Fließfähigkeit der Schlacke, eine einfache Schlackenentfernung und ein schönes Schweißbild aus. Im Vergleich dazu erfordern alkalische Schweißdrähte aufgrund ihrer spezifischen chemischen Zusammensetzung und Flussmitteleigenschaften mehr Aufmerksamkeit und Anpassung während des Schweißprozesses, was zu einem relativ höheren Verbrauch unter den gleichen Bedingungen führen kann.
Anwendungsbereich und Produktionsverhältnis:
In den letzten Jahren hat der Einsatz von alkalischen Schweißdrähten beim Schweißen aufgrund der weit verbreiteten Verwendung von normalem niedrig legiertem Stahl allmählich zugenommen. Dies deutet darauf hin, dass mit der zunehmenden Verwendung bestimmter Stahlsorten auch der Verbrauch der entsprechenden Schweißdrähte (z. B. alkalische Schweißdrähte) entsprechend steigen wird. Gleichzeitig kann das Schweißen bestimmter Stahlsorten zu einem höheren Verbrauch an bestimmten Schweißdrähten führen (z. B. E308H-Schweißdrähte, die eine hohe chemische Zusammensetzung des abgeschiedenen Metalls erfordern).
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich schon einmal gefragt, warum manche Schweißnähte halten und andere nicht? Dieser Artikel enthüllt die Geheimnisse hinter Schweißdrähten, ihren Typen und ihrer entscheidenden Rolle bei der Gewährleistung dauerhafter Schweißnähte. Erfahren Sie, wie...
Wie können Sie sicherstellen, dass die von Ihnen verwendeten Schweißdrähte von hoher Qualität sind? In diesem Artikel werden einfache Methoden zur Überprüfung der Qualität von Schweißdrähten vorgestellt, einschließlich Sichtprüfung, Prüfung der Beschichtungsfestigkeit und...
Während des Schweißprozesses gibt es viele Gründe, warum ein Schweißroboter die Stromdüse verbrennen kann. Zu den beobachtbaren Symptomen, die auf einen häufigen Austausch der Stromdüse hindeuten, gehören: Verschleiß an...
Haben Sie sich jemals gefragt, warum Schweißelektroden manchmal kleben bleiben? Dieses häufige Problem kann Ihre Arbeit stören und Materialien beschädigen. In diesem Artikel erfahren Sie mehr über die Hauptgründe für das Festkleben von Elektroden, wie z. B....
Haben Sie sich jemals gefragt, was das Schweißen von rostfreiem Stahl so widerstandsfähig macht? In diesem Artikel erkunden wir die faszinierende Welt der Schweißdrähte aus rostfreiem Stahl und zeigen auf, wie ihre einzigartige Zusammensetzung und Eigenschaften...
Was macht die richtige Elektrode und den richtigen Schweißdraht so entscheidend für eine perfekte Schweißung? Dieser Leitfaden befasst sich mit den Besonderheiten der verschiedenen Elektroden- und Schweißdrahtmodelle, einschließlich ihrer Anwendungen...
Warum halten manche Schweißnähte auch unter extremen Bedingungen, während andere versagen? In diesem Artikel erforschen wir die komplizierte Welt der Schweißlinien, von ihrer Entstehung und den Faktoren, die sie beeinflussen...
Haben Sie sich jemals gefragt, was die Zahlen und Buchstaben auf Schweißdrähten bedeuten? Dieser Artikel entmystifiziert das Kodierungssystem für Kohlenstoff- und Edelstahlschweißdrähte und hilft Ihnen, ihre Zugfestigkeit,...
Schweißsymbole mögen wie eine Fremdsprache erscheinen, doch ihre Beherrschung ist entscheidend für eine effektive Kommunikation in der Welt des Maschinenbaus. In diesem Blogbeitrag erläutert ein erfahrener Maschinenbauingenieur...