
Welding Rod Selection Made Easy: Expert Tips
Ever wondered why some welds hold strong while others fail? This article uncovers the secrets behind welding rods, their types, and their critical role in ensuring durable welds. Learn how…
Have you ever wondered how to calculate the consumption of welding rods accurately? In this blog post, we’ll explore the methods and formulas used by industry experts to estimate welding material requirements. By understanding these techniques, you can optimize your welding process, reduce waste, and improve project efficiency. Get ready to dive into the world of welding rod consumption calculations!

To determine the usage of welding rods, a common method used in practice is to calculate the weight of the weld metal, and then divide it by the welding material efficiency.
Calculating the efficiency of welding materials is necessary. However, as the diameter of welding rods and wires differs, the efficiency will also vary greatly.

For the industry, accurately calculating the utilization rate of welding materials can help reduce unnecessary waste in welding.
According to the experience of welders, the utilization rate of welding wire is higher than that of welding rods.
Some industries have a specific recommended table for calculating the weight of welding materials, which is usually divided based on the size of the groove and the number of welding materials required per meter for a certain number of groove degrees (in this case, the utilization rate is typically included).
If such information is available, you can create a spreadsheet, a formula, and then fill it out each time.
It’s crucial to correctly estimate the demand for welding rods during welding construction. If the calculation is too high, there will be overstocked inventory, but if the estimate is too low, the project budget will be insufficient and can even impact the normal progress and quality of the project.
Several methods are primarily used to calculate the consumption of welding rods:
Direct Calculation: This method is the most straightforward. It first requires calculating the weight of the weld metal, then dividing this weight by the utilization rate of the welding material to determine the consumption of the welding rod. This method is mentioned in multiple sources, underscoring its ubiquity and practicality.
Formula Calculation: Based on the provided formula, the consumption of the welding rod can be calculated using parameters such as the cross-sectional area of the weld, the length of the weld, and the density of the deposited metal. The specific formula is detailed in the article below.
Standard Quota Method: This method involves referencing the consumption quota standards for welding materials. These standards are typically in units of the weight of welding material consumed per meter of weld (i.e., kg/m) and are chosen based on the type of welding rod used (such as basic or acid welding rods).
Considering the Flux Mass Coefficient and Transfer Coefficient of the Welding Rod: For non-iron powder type arc welding, the consumption of the welding rod is related to its flux mass coefficient, transfer coefficient, and weld area. These coefficient values vary for different grades of welding rods, and specific values can be found in the relevant materials provided by the manufacturer.
The consumption of welding rods is mainly determined by factors such as the joint type, groove type, weld length, and other characteristics of the welding structure.
Here are some calculation formulas:
A) The calculation formula for electrode consumption is as follows:
m = A*L*ρ/1 – KS
Where
B) The other is the formula for calculating the consumption of non-ferrous powder electrode:
m = ALρ/Kn * (1+Kb)
Where,
For example:
1. The steel plate with a known thickness of 20mm is provided with a V-shaped groove, the weld length L is 3m, and the welding rod is 5015. How to calculate the consumption of welding rod?
(According to the table, the sectional area of deposited metal A=250mm2, the density of steel ρ= 7.8g/cm3, conversion coefficient Kn=0.79, weight coefficient of electrode coating Kb=0.32.)
Solution: known sectional area of deposited metal A=250mm2, steel density ρ= 7.8g/cm3, transfer coefficient Kn=0.79, Kb=0.32, L=3m.
From the formula:
mrod = ALρ(1+Kb)/1000Kn = 250mm2×3m×7.8g/cm3(1+0.32)/(1000×0.79)=9.77kg
Answer: The consumption of welding rod is 9.77Kg.
2. Manual arc welding is used to weld a 10m carbon steel fillet weld. The electrode diameter is Φ4.0, and the fillet size is 10mm. How many electrodes are required? (Welding rod deposition rate is 55%)
Requirement of welding material W= D/η=1.2ALρ/η
A=10*10/2=50mm2, L=10m, ρ=7.8*103/kg/m3η=55%
Therefore, W=1.2*(50*10-3)*10*7.8*103/55%=8.509kg≈8.5kg
Answer: 8.5kg Φ4.0 welding rod is required for this weld.
Table 1 Sectional Area of Weld Deposited Metal
| NO. | Weld name | Type and size of welded joint and groove/mm | Calculation formula |
| 1 | Single-side I-shaped weld | ||
| 2 | I-shaped weld | ||
| 3 | V-shaped weld (no back welding) | ||
| 4 | Single-side V-shaped weld (no back welding) | ||
| 5 | U-shaped weld (no back welding) |  | |
| 6 | Back sealing weld without root overhang at the root of V-shaped and U-shaped weld | ||
| 7 | Root of V-shaped and U-shaped welds | 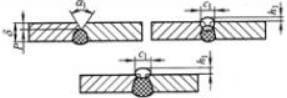 | |
| 8 | Retain V of steel backing plate |
Table 2 Weight coefficient Kb of electrode coating
| E4303 | E43015 | E5015 |
| 0.77 | 0.77 | 0.79 |
Table 3 Transfer coefficient Kn of electrode
| E4303 | E43015 | E5015 |
| 0.42-0.48 | 0.42-0.5 | 0.38-0.44 |
The quality factor (Kb) of the welding rod flux generally ranges from 25% to 40%. The transfer coefficient (Kn) from the welding rod to the weld, which includes losses from combustion and spatter, is about 5% to 10%, and the loss from unused welding rod heads is about 10% to 15%.
Therefore, the transfer coefficient is usually set between 0.75 and 0.85.
The differences in the consumption of different types of welding rods in practical applications are mainly reflected in the following aspects:
Selection Principles of Welding Materials:
The materials consumed during welding (including welding rods, welding wire, etc.) are chosen based on the chemical composition of the deposited metal. This means that different types of welding rods may have different consumption amounts due to their different flux types and types of welding power sources.
Composition and Characteristics of Welding Rod Flux:
Acidic welding rods and alkaline welding rods have different components in their flux, which leads to different performances during the welding process. Acidic welding rod flux contains various oxides, which have strong oxidizing properties, while alkaline welding rods contain more silicates, iron oxides, and titanium oxides, etc., and have weaker oxidizing properties. These differences may affect the amount of dust produced during welding, arc stability, and the fluidity of slag, which in turn indirectly affect the consumption of welding rods.
Welding Process Performance:
Acidic welding rods can be used for both AC and DC, with good welding process performance, stable arc, less spatter, good slag fluidity, easy slag removal, and beautiful weld appearance. In comparison, alkaline welding rods, due to their specific chemical composition and flux characteristics, may require more attention and adjustment during the welding process, which may lead to a relatively higher consumption under the same conditions.
Application Scope and Production Ratio:
In recent years, with the widespread use of ordinary low-alloy steel, the use of alkaline welding rods in welding has gradually increased. This indicates that as the application of specific types of steel increases, the consumption of corresponding types of welding rods (such as alkaline welding rods) will also increase correspondingly. At the same time, the welding of certain specific types of steel may lead to higher consumption of specific types of welding rods (such as E308H welding rods, which require high deposited metal chemical composition).

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.








