Auswahl der Schweißspannung und des Schweißstroms: Tipps
I. Schweißstrom 1. Schweißstrom Der geeignete Schweißstrom wird anhand der Schweißbedingungen wie Blechdicke, Schweißposition, Schweißgeschwindigkeit und Materialparameter ausgewählt. In der Praxis bedeutet die Einstellung des Stroms an einer CO2-Schweißmaschine die Einstellung der Drahtvorschubgeschwindigkeit. Daher muss der Schweißstrom des CO2-Schweißgeräts auf die Schweißbedingungen abgestimmt sein [...]
Der geeignete Schweißstrom wird anhand der Schweißbedingungen wie Blechdicke, Schweißposition, Schweißgeschwindigkeit und Materialparameter ausgewählt. In der Praxis ist die Einstellung des Stroms bei einer CO2 Schweißmaschine bedeutet die Einstellung der Drahtvorschubgeschwindigkeit.
Daher ist der Schweißstrom des CO2 Die Schweißmaschine muss auf die Schweißspannung abgestimmt sein, damit die Drahtvorschubgeschwindigkeit mit der Schmelzleistung des Schweißdrahtes für die jeweilige Spannung übereinstimmt, um eine stabile Lichtbogenlänge zu erhalten.
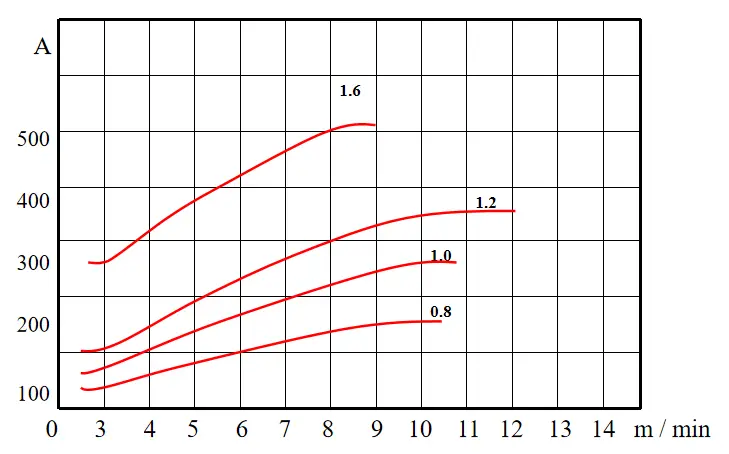
Die Beziehung zwischen Schweißstrom und Drahtvorschubgeschwindigkeit
Bei gleichem Schweißdraht ist die Drahtvorschubgeschwindigkeit umso höher, je größer der Strom ist. Bei gleichem Strom gilt: je dünner der Draht, desto schneller die Drahtvorschubgeschwindigkeit.
2. Spannung beim Schweißen
Spannung beim Schweißen, auch Lichtbogenspannung genannt, liefert die Energie zum Schweißen. Je höher die Lichtbogenspannung ist, desto größer ist die Schweißenergie, desto schneller schmilzt der Schweißdraht, und desto größer ist der Schweißstrom.
Die Lichtbogenspannung ist gleich der Ausgangsspannung der Schweißmaschine abzüglich des Spannungsverlustes im Schweißstromkreis, was durch die folgende Formel dargestellt werden kann:
Wenn die Schweißmaschine gemäß den Installationsanforderungen installiert ist, bezieht sich der Spannungsverlust hauptsächlich auf den Spannungsverlust, der durch die Verlängerung des Schweißkabels verursacht wird. Wenn Ihr Schweißkabel verlängert werden muss, können Sie sich bei der Einstellung der Ausgangsspannung der Schweißmaschine auf die folgende Tabelle beziehen.
Schweissstrom Kabellänge
100A
200A
300A
400A
500A
10m
Ungefähr 1 V
Ungefähr 1,5 V
Ungefähr 1 V
Ungefähr 1,5 V
Ungefähr 2 V
15m
Ungefähr 1 V
Ungefähr 2,5 V
Ungefähr 2 V
Ungefähr 2,5 V
Ungefähr 3 V
20m
Ungefähr 1,5 V
Ungefähr 3 V
Ungefähr 2,5 V
Ungefähr 3 V
Ungefähr 4 V
25m
Ungefähr 2 V
Ungefähr 4 V
Ungefähr 3 V
Ungefähr 4 V
Ungefähr 5 V
II. Einstellung der Schweißspannung
Wählen Sie den Schweißstrom entsprechend den Schweißbedingungen für die entsprechende Blechdicke und berechnen Sie dann die Schweißspannung anhand der folgenden Formeln:
Für < 300A: Schweißspannung = (0,05 × Schweißstrom + 14 ± 2) Volt
Für > 300A: Schweißspannung = (0,05 × Schweißstrom + 14 ± 3) Volt
Beispiel 1: Bei einem gewählten Schweißstrom von 200 A wird die Schweißspannung wie folgt berechnet:
Schweißspannung = (0,05 × 200 + 14 ± 2) Volt
= (10 + 14 ± 2) Volt
= (24 ± 2) Spannungen
Beispiel 2: Bei einem gewählten Schweißstrom von 400 A wird die Schweißspannung wie folgt berechnet:
Schweißspannung = (0,05 × 400 + 14 ± 3) Volt
= (20 + 14 ± 3) Volt
= (34 ± 2) Volt
III. Auswahl des Schweißstroms
Die Schweißspannung liefert die für das Schmelzen des Schweißdrahtes erforderliche Energie. Höhere Spannungen führen zu einer schnelleren Schmelzgeschwindigkeit des Drahtes. Der Schweißstrom hingegen ist im Wesentlichen das Ergebnis des Gleichgewichts zwischen Drahtvorschubgeschwindigkeit und Schmelzgeschwindigkeit. Wie sollte man also den richtigen Schweißstrom wählen?
1) Der geeignete Schweißstromwert wird anhand von Faktoren wie der Art der Schweißdraht, Blechdicke und Stabdurchmesser.
Der Strom ist proportional zur Blechdicke und zum Drahtdurchmesser. Der Strom (I) kann nach der Formel I=(35-55)d berechnet werden, wobei "d" der Drahtdurchmesser ist. Wenn der Drahtdurchmesser beispielsweise 4 mm beträgt, wird der Schweißstromwert zwischen 140 und 220 A gewählt.
2) Der Schweißstrom wird in Abhängigkeit von der Schweißposition gewählt:
140A für Überkopfschweißnähte; zwischen 140-160A für vertikale und horizontale Stumpfschweißen; über 180A für das flache Stumpfschweißen. Für das Schweißen in allen Positionen (einschließlich Flach-, Horizontal-, Vertikal- und Überkopfschweißen) sollte der gewählte Schweißstrom universell sein, wobei normalerweise der Wert des vertikalen Schweißstroms genommen wird. Beim Schweißen eines horizontal befestigten Rohrs für die Stumpfnaht wird der Schweißstrom für alle Positionen verwendet, wobei im Allgemeinen der Wert des vertikalen Stumpfschweißstroms genommen wird.
3) Der Stromwert wird entsprechend den Schweißlagen gewählt:
Für die Wurzellage wird im Allgemeinen ein kleinerer Stromwert verwendet, für die Fülllage ein größerer, und der Stromwert für die Decklage ist relativ gering. Zum Beispiel wird beim Flachstumpfschweißen in der Regel ein mehrlagiges, mehrlagiges Schweißverfahren angewendet.
Die Wurzellage wird mit einem Strom von 150 A geschweißt, während für die Fülllage ein Stromwert zwischen 180 und 200 A verwendet werden kann. Für die Deckschicht wird ein um 10-15A reduzierter Stromwert verwendet, um ein ästhetisch ansprechendes Ergebnis zu gewährleisten und zu vermeiden Schweißfehler wie z.B. Unterschnitt.
4) Auswahl des Schweißstroms auf der Grundlage der Art des Schweißens Stab und die Methode der Manipulation:
1. Gemäß der Art des Schweißdrahtes: Sauer > Alkalisch > Edelstahl. Saure Elektroden verbrauchen den höchsten Stromwert. Bei einem Elektrodendurchmesser von 4 mm kann die Schweißnaht beim flachen Stumpfschweißen einen Strom von 180 A aufnehmen.
Bei gleichem Elektrodendurchmesser mit einer alkalischen Elektrode muss der Schweißstrom jedoch 20A weniger betragen, d.h. ein Schweißstrom von 160A. Wenn mit A137 geschweißt wird Elektrode aus rostfreiem StahlDie Stromstärke sollte 20% weniger betragen, etwa 140A. Andernfalls kann sich der Schweißdraht rot färben und die Flussmittelschicht auf halber Strecke abblättern. Schweißverfahren.
2. Die Auswahl basiert auf der Manipulationsmethode: Kleine Stromwerte werden im Allgemeinen für das Schlepplichtbogenverfahren verwendet, während etwas höhere Stromwerte für das Hublichtbogenverfahren verwendet werden. Beim vertikalen Stumpfschweißen oder vertikalen Winkelausführung Mit einer alkalischen Ф4-Elektrode kann ein Schlepplichtbogenverfahren mit 120A verwendet werden, während das Hublichtbogenverfahren 135A verwenden kann.
5) Auswahl des Schweißstroms auf der Grundlage der Produktionserfahrung:
Schauen Sie sich die Spritzer an, der Schweißstrom bestimmt in etwa die Lichtbogenkraft, mehr Spritzer bedeuten mehr Lichtbogenkraft; weniger Schweißstrom bedeutet weniger Lichtbogenkraft, wodurch es schwer ist, zwischen Schlacke und geschmolzenem Metall zu unterscheiden.
Achten Sie auf die Schweißnahtbildung: ein höherer Schweißstrom führt wahrscheinlich zu Unterschneidungen mit geringerer Verstärkung; ein niedrigerer Schweißstrom führt zu einer schmalen, aber hohen Schweißnaht. Beobachten Sie den Schmelzzustand der Elektrode: ein höherer Schweißstrom lässt die Elektrode schneller schmelzen und färbt sie rot; ein niedrigerer Schweißstrom kann zum Festkleben führen.
IV. Einfluss der Schweißspannung auf die Schweißleistung
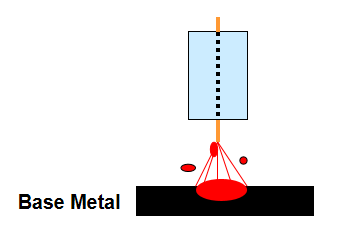
Wenn die Spannung zu hoch ist:
Mit zunehmender Lichtbogenlänge werden die Spritzerpartikel größer, Porosität ist wahrscheinlicher, die Schweißraupe wird breiter, während die Eindringtiefe und die Verstärkung abnehmen.
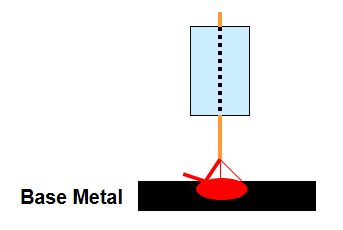
Wenn die Spannung zu niedrig ist:
Der Schweißdraht taucht in den Grundwerkstoff ein, die Spritzerbildung nimmt zu, die Schweißraupe verengt sich, während die Einbrandtiefe und die Verstärkung zunehmen.
V. Standardanpassung
Die Vorfertigung erfolgt gemäß der Referenzformel vor dem Schweißen.
Versuchsschweißung
Zunächst wird der Strom bestimmt.
Die Spannungshöhe wird anhand der taktilen Reaktion, des Geräuschs und der Lichtbogenstabilität bewertet.
Die Feinabstimmung der Spannung wird durchgeführt.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Warum ist die Wahl des richtigen Gasgemischs entscheidend für den Erfolg beim Schweißen? In diesem Artikel wird untersucht, wie die Auswahl des richtigen Gasgemischs die Schweißqualität drastisch verbessern kann, indem Tropfen verfeinert, Spritzer reduziert,...
Haben Sie sich jemals gefragt, wie Wolkenkratzer hoch stehen oder Autos zusammengeschweißt bleiben? Dieser Blog enthüllt die Magie hinter elektrischen Schweißgeräten. Erfahren Sie mehr über Top-Hersteller wie Lincoln Electric und Miller Welds,...
Das Schweißen von Aluminiumlegierungen stellt aufgrund ihres niedrigen Schmelzpunkts und ihrer hohen Wärmeleitfähigkeit eine besondere Herausforderung dar. Dieser Artikel befasst sich mit verschiedenen Schweißverfahren wie WIG, MIG und Plasmaschweißen...
Die Wahl des richtigen Schweißroboters kann Ihren Fertigungsprozess verändern, aber wo fangen Sie an? Dieser Leitfaden befasst sich mit entscheidenden Faktoren wie Freiheitsgraden, Tragfähigkeit und Arbeitsraum....
Während des Schweißprozesses gibt es viele Gründe, warum ein Schweißroboter die Stromdüse verbrennen kann. Zu den beobachtbaren Symptomen, die auf einen häufigen Austausch der Stromdüse hindeuten, gehören: Verschleiß an...
Haben Sie sich schon einmal gefragt, wie Sie Schweißroboter in Topform halten und kostspielige Ausfallzeiten vermeiden können? Dieser Artikel enthält wichtige Tipps zur Wartung von Schweißrobotern, insbesondere zur regelmäßigen Reinigung, richtigen Lagerung und...
Stellen Sie sich eine Welt vor, in der Metalle mit nur einem Funken nahtlos verschmelzen. Das ist die Essenz des Punktschweißens, einer Technik, die Metallteile mit Präzision und Stärke verbindet. In diesem...
Stellen Sie sich das Schweißen ohne Gas vor - chaotisch und schwach. Schweißgas ist der stille Champion, der die Schweißnähte vor Verunreinigungen schützt, den Lichtbogen stabilisiert und für feste Verbindungen sorgt. Dieser Artikel erforscht...
Haben Sie sich schon einmal gefragt, wie diese schnittigen Autokarosserien so nahtlos zusammengeschweißt werden? Dieser Artikel taucht in die Welt der Punktschweißmaschinen ein und erklärt ihre Bestandteile, Typen und Anwendungen in verschiedenen Branchen...