CO2-Schutzgasschweißen: Ideale Strom- und Spannungsregelung
Wie bekommt man die perfekte Schweißnaht? Es ist wichtig, die Feinheiten der Einstellung von Strom und Spannung der Schweißmaschine zu verstehen. Dieser Artikel befasst sich mit den Schlüsselfaktoren, die die idealen Einstellungen für das CO2-Schutzgasschweißen beeinflussen, einschließlich der Beziehung zwischen Schweißstrom, Spannung und Drahtvorschubgeschwindigkeit. Wenn Sie diese Elemente beherrschen, können Sie eine stabile Lichtbogenlänge und eine hervorragende Schweißqualität erzielen. Tauchen Sie ein und erfahren Sie, wie Sie die Einstellungen Ihrer Schweißmaschine optimieren können, um die besten Ergebnisse zu erzielen.
Beim CO2-Schutzgasschweißen wird der Schweißdraht mit Hilfe der Schweißspannung als Energiequelle geschmolzen.
Der Schweißdraht schmilzt schneller, wenn die Spannung erhöht wird.
Der Schweißstrom wird durch ein Gleichgewicht zwischen der Drahtvorschubgeschwindigkeit und der Schmelzgeschwindigkeit bestimmt.
1. Schweißstrom
Die Auswahl des Schweißstroms sollte sich nach den verschiedenen Schweißbedingungen wie Blechdicke und Schweißposition richten, Schweißgeschwindigkeit, Material und andere relevante Parameter.
Für Kohlendioxid SchutzgasschweißenBeim Schweißen ist es wichtig, dass der Schweißstrom mit der Schweißspannung übereinstimmt und dass die Drahtvorschubgeschwindigkeit und die Schweißspannung mit der Schmelzleistung des Schweißdrahtes übereinstimmen. Dies ist notwendig, um die Stabilität der Lichtbogenlänge während des Schweißens zu erhalten. Schweißverfahren.
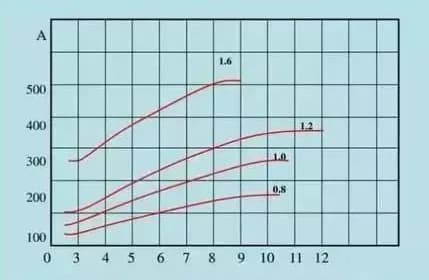
Verhältnis zwischen Schweißstrom und Drahtvorschubgeschwindigkeit
Bei einem bestimmten Schweißdraht führt eine größere Kabelgröße zu einer höheren Drahtvorschubgeschwindigkeit.
Wenn der Strom konstant bleibt, führt die Verwendung eines dünneren Schweißdrahtes zu einer schnelleren Drahtvorschubgeschwindigkeit.
2. Spannung beim Schweißen
Die Schweißspannung, auch Lichtbogenspannung genannt, ist für die Bereitstellung der erforderlichen Schweißenergie verantwortlich.
Eine höhere Lichtbogenspannung bedeutet eine größere Schweißenergie, ein schnelleres Abschmelzen des Schweißdrahtes und einen höheren Schweißstrom.
Die Lichtbogenspannung kann berechnet werden, indem die Verlustspannung des Schweißkreises von der Ausgangsspannung des Schweißgeräts abgezogen wird. Dies kann mit der folgenden Formel ausgedrückt werden:
ULichtbogen = UAusgabe - UVerlust
Unter der Voraussetzung, dass die Schweißmaschine in Übereinstimmung mit den Installationsanforderungen installiert wurde, ist der Spannungsverlust in erster Linie auf die Kabelverlängerung zurückzuführen.
In Situationen, in denen Schweißkabel verlängert werden müssen, kann die Ausgangsspannung der Schweißmaschine gemäß der nachstehenden Tabelle angepasst werden:
Schweissstrom Kabellänge
100A
200A
300A
400A
500A
10m
Über 1V
Etwa 1,5 V
Über 1V
Etwa 1,5 V
Über 2V
15m
Über 1V
Etwa 2,5 V
Über 2V
Etwa 2,5 V
Über 3V
20m
Etwa 1,5 V
Über 3V
Etwa 2,5 V
Über 3V
Über 4V
25m
Über 2V
Über 4V
Über 3V
Über 4V
Über 5V
3. Einstellung der Schweißspannung
Wählen Sie den geeigneten Schweißstrom auf der Grundlage der Blechdicke und der Schweißbedingungen und berechnen Sie dann die Schweißspannung anhand der folgenden Formel:
< 300A: Schweißspannung=(0,05 × Schweißstrom+14 ± 2) V
> 300A: Schweißspannung=(0,05 × Schweißstrom+14 ± 3) V
Beispiel 1: Wenn der Schweißstrom 200 A beträgt, wird die Schweißspannung wie folgt berechnet:
Schweißspannung=(0,05 × 200+14 ± 2)
=(10+14 ± 2) V
=(24 ± 2) V
Beispiel 2: Wenn der Schweißstrom 400A gewählt wird, wird die Schweißspannung wie folgt berechnet:
Schweißspannung=(0,05 × 400+14 ± 3)
=(20+14 ± 3) V
=(34 ± 3) V
4. Einfluss der Schweißspannung auf den Schweißeffekt
Wenn die Spannung zu hoch ist, vergrößert sich die Lichtbogenlänge, was zu größeren Spritzern führt, die leicht Poren bilden können. Außerdem wird die Schweißraupe wird breiter, während die Lösungstiefe und die Überschusshöhe kleiner werden. Dies kann auch zu einem "Patter! Patter!"-Geräusch führen.
Umgekehrt nehmen bei zu niedriger Spannung die Spritzer zu, wenn der Schweißdraht in den Grundwerkstoff eingeführt wird. Außerdem verengt sich die Schweißraupe, und sowohl die Lösungstiefe als auch die Überschusshöhe nehmen zu. Dies kann zu einem "Peng! Peng! Peng!"-Geräusch führen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Warum kommt es beim CO2-Schutzgasschweißen häufig zu Porosität, und wie lässt sie sich vermeiden? Dieser Artikel befasst sich mit den Ursachen für diese lästigen Schweißfehler und erklärt, wie unsachgemäße...
Welche Schweißtechnik hat sich wirklich bewährt: Lichtbogenhandschweißen oder CO2-Schutzgasschweißen? Dieser Artikel befasst sich mit den wichtigsten Unterschieden, Vorteilen und Nachteilen dieser beiden beliebten...
Stellen Sie sich das Schweißen ohne Gas vor - chaotisch und schwach. Schweißgas ist der stille Champion, der die Schweißnähte vor Verunreinigungen schützt, den Lichtbogen stabilisiert und für feste Verbindungen sorgt. Dieser Artikel erforscht...
Kommt es bei Ihrer Schweißmaschine zu Verstopfungen des Gasflusses? Dieses häufige Problem kann die Schweißqualität stark beeinträchtigen und Defekte wie Porosität und Risse verursachen. In diesem Artikel gehen wir auf die wichtigsten Ursachen ein...
Warum ist die Wahl des richtigen Gasgemischs entscheidend für den Erfolg beim Schweißen? In diesem Artikel wird untersucht, wie die Auswahl des richtigen Gasgemischs die Schweißqualität drastisch verbessern kann, indem Tropfen verfeinert, Spritzer reduziert,...
Haben Sie sich jemals gefragt, was Schweißgase so wichtig und gleichzeitig so komplex macht? Dieser Artikel befasst sich mit den verschiedenen Arten von Schweißgasen, ihrer Rolle beim Schutz und der Stabilisierung von Schweißnähten und...
Haben Sie sich jemals gefragt, wie Gasschweißen funktioniert und warum es im Maschinenbau so wichtig ist? In diesem Artikel werden die Prinzipien, die Arten von Gasflammen und die verwendeten Materialien...
Was wäre, wenn Sie Ihre Schweißpräzision mit nur wenigen Einstellungen verbessern könnten? Dieser Artikel befasst sich mit dem entscheidenden Verhältnis zwischen Schweißstrom, Drahtdurchmesser und Blechdicke beim CO2-Schweißen,...
Der Einsatz von Schweißrobotern vereint nicht nur die Vorteile einer hohen und stabilen Effizienz, sondern zeichnet sich auch durch eine hohe Flexibilität aus, die einen stabilen Betrieb auch in komplexen Umgebungen gewährleistet. Eine komplette Schweiß...